Схема станка гибочного для арматуры: обзор оборудования, электросхема, технические характеристики, инструкция, марки масла
СГА-1 станок для гибки арматурной стали. Паспорт, схемы, описание, характеристики
Сведения о производителе станка для гибки арматурных сталей модели СГА-1
Производитель станка для гибки арматурных сталей модели СГА-1 — предприятие Строительные машины г. Санкт-Петербург.
На рынке строительного оборудования России присутствует несколько отечественных разработчиков и изготовителей станков для гибки арматуры, и множество иностранных фирм из Китая, Турции, Болгарии, Италии и т.д.
Наиболее известные российские производители станков для гибки арматурной стали:
- Астраханский станкостроительный завод — электромеханические гибочные станки СГА-40, СГА-55, СГА-55У
- Долина — Кувандыкский завод КПО — электромеханические гибочные станки МГА, МГА2
- ПромСтройМаш г. Барнаул — электромеханические гибочные станки УГА-40
- Строительные машины г.
 Санкт-Петербург — электромеханические гибочные станки СГА-1, СГА-1ЭБ, СГА-50, СМЖ-179
Санкт-Петербург — электромеханические гибочные станки СГА-1, СГА-1ЭБ, СГА-50, СМЖ-179
 Санкт-Петербург — электромеханические гибочные станки СГА-1, СГА-1ЭБ, СГА-50, СМЖ-179
Санкт-Петербург — электромеханические гибочные станки СГА-1, СГА-1ЭБ, СГА-50, СМЖ-179СГА-1 станок электромеханический универсальный для гибки арматурной стали. Назначение, область применения
Гибочный станок СГА-1 предназначен для холодной гибки прутков арматуры железобетонных конструкций в цехах заводов и на строительных площадках под навесом.
Универсальный станок для гибки арматурных сталей СГА-1 придает арматурным стержням заданную форму путем отгибов крюков на концах стержней, которые служат для изготовления хомутов, монтажных петель и пр.
Общий вид станка для гибки арматуры СГА-1
Станок СГА-1 состоит из: сварной рамы, привода, червячного редуктора, плиты, установленной на раме, с закрепленным на ней гибочным диском.
На гибочном диске устанавливаются центральный и гибочный пальцы. Упорный палец с роликом устанавливается в отверстие планки, приваренной к плите (верхнему листу) рамы.
Упорный палец с роликом устанавливается в отверстие планки, приваренной к плите (верхнему листу) рамы.
Вращение от электродвигателя (привода) на входной вал червячного редуктора передается через клиноременную передачу и шестерни. Изменение частоты вращения гибочного диска производиться перестановкой шестерен. Для выполнения требований экологии предусмотрено удаление окалины с листа рамы через воронку, присоединяемую к цеховой вытяжной вентиляции.
Станок СГА-1 работает следующим образом: Пруток укладывается на гибочный диск между центральным пальцем с роликом, гибочным пальцем и упорным штырем с роликом. При вращении диска гибочный палец заклинивает пруток и изгибает его вокруг ролика на угол, задаваемый установкой кулачка. При возврате диска гибочный палец освобождает согнутый пруток и останавливается после нажатия вторым кулачком на второй конечный выключатель. Изделия из прутков арматуры радиусом гиба 55 мм изгибаются вокруг ролика, а радиусом 20 мм — непосредственно вокруг центрального пальца. Изделия из прутков диаметром до 14 мм с внутренним радиусом 12 мм изгибаются при установке вилки и кронштейна.
Изделия из прутков диаметром до 14 мм с внутренним радиусом 12 мм изгибаются при установке вилки и кронштейна.
Общий вид станка для гибки арматуры СГА-1ЭБ (с Электронным Блоком)
Станок СГА-1ЭБ отличается от базового станка СГА-1 наличием электронного блока, позволяющего автоматизировать процесс гибки в условиях серийного производства деталей из арматуры.
Станок СГА-1ЭБ имеет два режимы работы – ручной и автоматический. Ручной режим удобен при одиночных или небольших количествах гибов и используется при наладке станка, при проверке датчиков. В ручном режиме можно работать при отказе датчиков, что исключает простой станка. Автоматический режим используется при многократной реализации одного или нескольких последовательных гибов.
Ручной режим работы:
- При нажатии на педаль включается вращение вперед, при отпускании педали поворотный диск останавливается (практически без выбега)
- При повторном нажатии включается вращение назад, при отпускании педали поворотный диск останавливается
Автоматический режим работы имеет два подрежима:
- Режим одного гиба
- Режим n-гибов на одной из восьми программ
На боковой панели установлен противоударный дисплей, на котором указывается «Заданное значение» угла гиба. Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
Станок СГА-1. Плита и приспособления для гибки арматуры
СГА-1 Плита и приспособления для гибки арматуры. Комплект поставки
- Плита
- Диск
- Ролик СГА-1.06.006
- Палец центральный СГА-1.06.002
- Штырь СГА-1.06.008
- Ролик СГА-1.06.009
- Рольганг
- Кулачок останова
- Выключатель конечный останова
- Кулачок реверса
- Выключатель конечный реверса
- Палец СГА-1.06.007
- Вилка СГА-1.08.001
- Кронштейн для гнутья пакетом СГА-1.09.000
СГА-1 Запасные части для станка гибки арматуры
- Вал вертикальный СГА-1.02.004
- Вилка СГА-1.08.001
- Колесо червячное СГА-1.02.023
- Кронштейн СГА-1. 09.010
- Палец СГА-1.06.007
- Палец центральный СГА-1.06.002
- Ролик СГА-1.06.006
- Ролик СГА-1.06.009
- Червяк СГА-1.02.011
- Шестерня СГА-1.02.012
- Шестерня СГА-1.02.013
- Шестерня СГА-1.02.019
- Шестерня СГА-1.02.021
- Штырь СГА-1.06.008
 09.010
09.010Расположение составных частей на станке для гибки арматуры СГА-1
- Рама станка сварная
- Редуктор
- Плита
- Приспособление для гибки арматуры
- Педаль
- Электропривод
Кинематическая схема станка для гибки арматуры СГА-1
- Электродвигатель
- Шкив d1 = 98 мм
- Ремень клиновый
- Шкив d2 = 260 мм
- Шарикоподшипник № 208
- Шестерня z = 19
- Шестерня z = 37
- Шестерня z = 16
- Шестерня z = 40
- Червяк z = 2
- Червячное колесо z = 60
- Роликоподшипник № 7310
- Шарикоподшипник № 118
Станок для гибки арматуры СГА-1 состоит из рамы, редуктора, плиты, приспособлений для гибки прутков, электрооборудования и педального управления.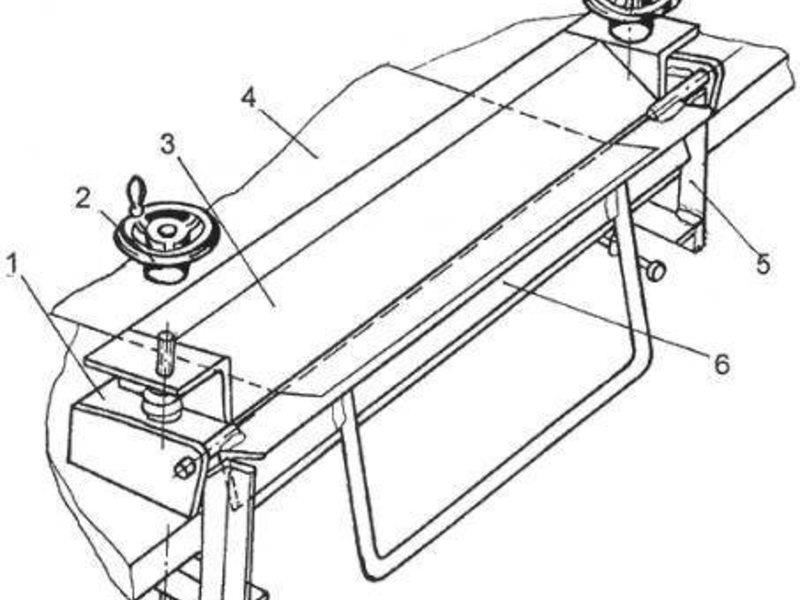
Приспособление для гибки прутков состоит из гибочного диска, закрепленного на нем гибочного пальца, центрального пальца с роликоми упорного пальца (штыря) с роликом. На гибочном диске имеются отверстия с втулками для установки гибочного пальца, а также расположенные по окружностиотверстия для установки кулачков останова и реверса, воздействующих на соответствующие конечные выключатели. Привод гибочного диска осуществляется от двигателя через клиноременную передачу, две открытые зубчатые передачи и червячный редуктор.
Схема электрическая станка для гибки арматуры СГА-1
Перечень электрооборудования станка для гибки арматуры СГА-1:
- Электродвигатель — М
- Магнитный пускатель — КМ-1.КМ-2
- Автоматический выключатель — SA1
- Конечный выключатель педали — SQ1
- Конечный выключатель реверса — SQ2
- Конечный выключатель останова — SQ3
- Тепловое реле — РТ1
- Кнопка останова — К1
При включении автоматического выключателя (SA1) происходит подключение питания к станку.
При нажатии педали происходит замыкание контактов конечного выключателя (SQ1) и вращения гибочного диска по часовой стрелке. При переключении контактов конечного выключателя (SQ2) происходит возврат гибочного диска в исходное положение до размыкания контактов конечного выключателя (SQ3), двигатель останавливается. Повторный цикл работы станка происходит аналогично.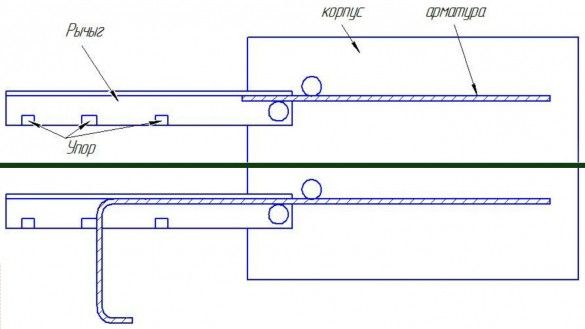
Вилка СГА-1.08.001 для гибки арматуры на станке СГА-1
Кронштей СГА-1.09.000 для гибки пакетом на станке СГА-1
Читайте также: Производители кузнечно-прессового оборудования в России
Видео — работа на станке для гибки арматуры СГА-1
Технические характеристики станка для гибки арматуры СГА-1
| Наименование параметра | СГА-1 | |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр изгибаемой арматурной стали по ГОСТ 5781-82, мм | ||
| Для класса арматуры А-I, мм | 40 | |
| Для класса арматуры А-II, мм | 36 | |
| Для класса арматуры А-III, мм | 32 | |
| Допускаемый радиус изгиба прутка по внутреннему контуру, мм | 20. .55 .55 | |
| Скорость вращения гибочного диска, об/мин | 3,4; 14 | |
| Электродвигатель, кВт | 3,0 | |
| Габарит и масса пресс-ножниц | ||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 760 х 790 х 680 | |
| Масса пресс-ножниц, кг | 380 |
Примечание:
Допускается разрезка нескольких прутков арматуры одновременно, при условии, что пучок не превышает по диаметру показателей, указанных в таблице 1.
Связанные ссылки. Дополнительная информация
электрическая схема, инструкция по подключению, деталировка, технические характеристики, оснастка, запчасти, видео, производители
Станок для гибки арматуры СГА-1. Фото ПромСтройМаш
С того момента, как человек научился обрабатывать металлы и создавать из них различные конструкции, остро встала проблема о расширении масштабов производства. На сегодняшний день индустрия металлообработки предлагает нам множество вариантов оснащения для быстрой и удобной работы на предприятиях. Основная задача таких станков не только улучшить качество конечного изделия, но и ускорить процесс работы и улучшить условия для оператора станка. Более подробно рассмотрим такой вид станков, как механизмы для гибки арматуры и труб, а именно СГА-1.
На сегодняшний день индустрия металлообработки предлагает нам множество вариантов оснащения для быстрой и удобной работы на предприятиях. Основная задача таких станков не только улучшить качество конечного изделия, но и ускорить процесс работы и улучшить условия для оператора станка. Более подробно рассмотрим такой вид станков, как механизмы для гибки арматуры и труб, а именно СГА-1.
Разберем его плюсы и минусы, преимущества (в сравнении с аналогичными устройствами), режимы работы, комплектующие и расходные материалы, которые используются в работе с металлом. Также рассмотрим технические характеристики и перечислим, на каких заводах производят данные станки и стоит ли покупать б/у оборудование.
Преимущества станка для загиба прутков
Учитывая активное развитие научно-технического прогресса, нужно понимать, что большинство нововведений, выпускаемых производителями по всему миру, является модификацией простых механизмов, которые были открыты более века тому назад.
Сразу же встаёт логичный вопрос: настолько ли рационально использовать станки для гибки арматуры и труб, как это заявляют производители?
Для того чтобы ответить на этот вопрос, нужно обратиться к статистике об объемах производства до 1915 года, ведь именно в тот момент начали масштабно внедрять автоматические и полуавтоматические станки для гибки металлов. Сложно поверить, но до этого момента металлические изделия гнулись вручную, а иногда, для того, чтобы выполнить обработку прута арматуры, требовалась усилия 3 или даже 4 человек.
Отсюда следует первый плюс, а именно ускорение рабочего процесса и увеличения объемов производства.
Если станок такой эффективный, то у него должен быть какой-то минус, например большие габариты или сложная схема подключения. Несмотря на то, что аппарат относится к категории бюджетных, его транспортировка, установка и подключения не вызывает никаких неудобств, схемы интуитивно понятные, а если уж и этого недостаточно, то в комплекте со станком приложена схема подключения и инструкция.
Второй плюс – легкость в транспортировке и установке.
Всё налажено, материала в достатке, электроэнергия подведена. Механизм оборудован панелью управления, при помощи которой можно контролировать режим работы, задавать различные параметры и в любой момент остановить процесс подготовки изделия. Поэтому управлять станком совсем несложно.
Станок для гибки арматуры СГА-1. Производство — Россия. Фото ВсеИнструменты.ру
Третий плюс – лёгкость эксплуатации и удобство в работе.
Также стоит отметить экономический фактор. Большинство современных станков с большой мощностью потребляют колоссальное количество энергии, тем не менее, их КПД от этого не возрастает. Модель СГА-1 выполнена с учетом данного фактора и не расходует электроэнергию выше нормы.
Четвёртый плюс — экономия.
Еще один неоспоримый плюс — это использование червячной передачи. Такой фактор продлевает срок работы аппарата и снижает шанс поломки механизма подачи.
Такой фактор продлевает срок работы аппарата и снижает шанс поломки механизма подачи.
Установка для гибки арматурной стали СГА 1 (УГА-40).
Станок УГА-40 (СГА 1) предназначен для холодной гибки прутков арматуры железобетонных конструкций в арматурных цехах заводов сборного железобетона и на строительных площадках под навесом в условиях умеренного климата, при строительных работах и т.п. Электромеханический гибочный станок УГА-40 (СГА 1), предназначен для гибки арматуры диаметром до 40 мм и радиусом гиба до 55 мм.
|
Технические характеристики СГА 1:
| Наибольшие диаметр изгибаемой арматурной стали по ГОСТ 5781-82 класс А-1, мм | 40 |
| Допускаемый наибольший радиус изгиба прутка по внутреннему контуру, мм | 55 |
| Допускаемый наименьший радиус изгиба прутка по внутреннему контуру, мм | 12/20 |
Скорость вращения гибочного диска, об. /мин. /мин. | 3,4; 14 |
| Установленная мощность, кВт | 3 |
| Габаритные размеры, мм | 760 х 790 х 680 |
| Масса, кг | 380 |
Поставляется по требованию заказчиказа отдельную плату к станку УГА-40:
|

Заказать и купить установку для гибки арматуры СГА-1 вы можете с заказом отгрузки транспортными компаниями в города: Архангельск, Владивосток, Волгоград, Воронеж, Екатеринбург, Ижевск, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Москва, Нижний Новгород, Новосибирск, Омск, Оренбург, Пенза, Пермь, Ростов-на-Дону, Санкт-Петербург, Самара, Саратов, Тюмень, Уфа, Чебоксары, Челябинск, Ярославль и прочие регионы России.
Функции
У аппарата СГА-1 предусмотрено два механизма работы, а именно механический и автоматический. При первом варианте работы весь процесс полностью контролируются оператором, а во втором случае исполнитель лишь подает заготовки и снимает готовые изделия.
Это интересно: Г-40 — станок для гибки арматуры
Для гибки какой арматуры
При помощи СГА-1 можно обрабатывать такие виды арматуры как:
- рабочая;
- конструктивная;
- монтажная;
- анкерная.
Примеры возможностей гибки
Максимальное сечения прутка заготовки:
- А-I – 40 мм;
- А-II – 36 мм;
- А-III – 32 мм.
Резюмируем. Станок может работать с арматурой со средним размером поперечного сечения, которой изготовлена из стандартных углеродистых и легированных сталей. В принципе его мощности будет недостаточно для того, чтобы гнуть очень жесткие металлические прутья, но большинство типов арматуры делаются именно из мягких сталей.
ВНИМАНИЕ! Ни в коем случае не пытайтесь установить одновременно две заготовки между валиками, даже если их суммарная плотность будет меньше, чем указано в спецификации к станку. Дело в том, что валики рассчитываются с учетом нагрузки на одну точку, и установив две заготовки, вы нарушаете режим работы, что приводит к поломке оборудования.
Как согнуть арматуру без специального устройства
Часто бывают случаи, когда использовать станки для осуществления гибки металлической арматуры, даже самодельные, нет возможности, а согнуть арматуру необходимо. Во всех подобных ситуациях следует помнить, что любая попытка согнуть металлический пруток своими руками может привести к серьезным травмам. Арматура при такой гибке может отпружинить и нанести серьезный вред вашему здоровью.
Вариант на скорую руку. Главное — чтобы было чем сделать прорези в швеллере
При хорошей физической подготовке гибка арматуры своими руками может быть выполнена без использования станка, если ее диаметр не превышает 8 мм. Однако следует быть готовым к тому, что радиус сгиба получится слишком большой, и такая гнутая арматура не будет соответствовать всем требованиям, которые к ней предъявляются.
Два отрезка трубы помогут согнуть арматуру при отсутствии других вариантов
Если под рукой есть сварка, то к трубе можно приварить короткий отрезок этой же трубы
Значительно улучшить результат позволяет самодельное устройство, состоящее из двух стальных труб, с помощью которых в домашних условиях можно выполнять даже гнутье прутков большого диаметра.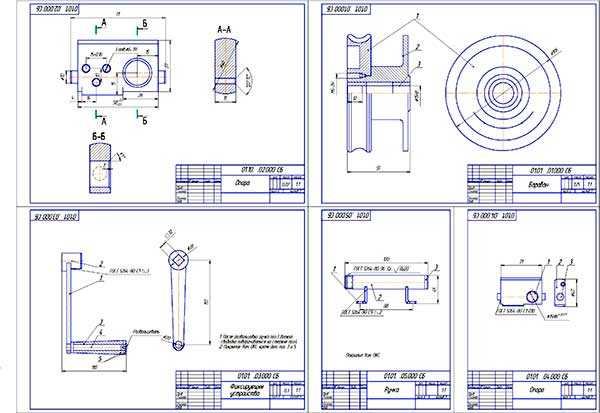 Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины. Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.
Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины. Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.
Технические характеристики
Особенности гибочного станка для арматурной стали СГА-1
- На плите станка СГА-1 находится воронка для удаления окалины с фланцем для состыковки к системе аспирации;
- Привод гибочного диска проводится через клиноременную передачу от движка;
- Возможно выполнение одновременной гибки нескольких прутков арматуры;
- Все запчасти для станка легко взаимозаменяемы.
Характеристики станка
- Мощность — 3 кВт
- Максимально допустимый диаметр арматуры, мм. — от 10 до 32 мм (Класс арматуры ГОСТ 5781-82 и 10884-94, А-240, А-400,А-500С, Ат-500)
- Внутренний радиус гиба, мм. — 20-55
- Габариты ДхВхШ, см — 79х69х68
- Вес, кг. — 380.
 — от 10 до 32 мм (Класс арматуры ГОСТ 5781-82 и 10884-94, А-240, А-400,А-500С, Ат-500)
— от 10 до 32 мм (Класс арматуры ГОСТ 5781-82 и 10884-94, А-240, А-400,А-500С, Ат-500)Машина может выполнять до 8 гибов в минуту.
Обзор востребованных моделей
1. СМЖ 172А, Строительные Машины.
Проверенный временем электростанок с высоким ресурсом для непрерывной резки арматуры класса A-I, A-II, A-III с диаметром до 40 мм и полосовой стали с пределом прочности до 470 МПа. Стандартная комплектация включает сварную металлическую станину с закрепленным неподвижным ножом и кулисный механизм, трехфазный привод, ножевую балку для обеспечения функционирования в дистанционном режиме, пусковое устройство и защитный кожух. СМЖ 172 ценится за эффективность и возможность непрерывной рубки в 2 смены, устойчивость корпуса, высокий класс легированной стали режущих элементов, гарантию безопасности оператора и простоту управления. Эту модель рекомендуют купить для предприятий по изготовлению ЖБИ и сборного ж/б, и единичных работ на стройплощадках с крытыми навесами.
2. VEKTOR GQ40.
Высокопроизводительный агрегат для резки от 1 до 3 прутьев с диаметром до 40 мм за раз. Конструкционным отличием является высокая скорость хода ножа (32 в минуту), гарантирующая хорошую точность. Положительно оценивается надежность захвата, сравнительно низкий уровень шума (в пределах 85 Дб, в этом плане в разы выигрывает у аналогов), наличие колес, упрощающих перемещение по площадке, и устойчивость литого чугунного корпуса под ударными нагрузками. Трехфазный электродвигатель позволяет разрезать металлопрокат в непрерывном режиме до 4 ч.
3. SIMA COMBI 30/35.
Комбинированный многофункциональный станок для рубки и гибки арматуры, изготовления хомутов и спиралей с высокой степенью защищенности двигателя и места оператора. Энергию в нем обеспечивает редуктор, подключенный к вентилируемому трехфазному электроприводу с надежной тормозной системой. Благодаря слаженной работе механизма позволяет разрезать элементы с диаметром до 26 мм, изгибать прокат с сечением до 32 мм и обрабатывать до 10 деталей за 1 минуту.
4. Stalex МS-32.
Компактный ручной станок с корпусом из стали, включающий перемещаемый вал и жестко фиксирующие заготовки зажимы. Советуют приобрести для использования непосредственно на строительных и производственных площадках. Благодаря специальным отверстиям на ножках инструмент фиксируется на любой опорной поверхности, модель имеет съемную рукоятку и не нуждается в дополнительном обслуживании. Используется для перекусывания вытянутого проката с сечением до 32 мм, стальных пластин 28×28 и 40×14 мм.
5. Winner MS-20.
Мобильный ручной механизм, закрепляемый на верстаках и используемый для резки арматурных прутьев с диаметром до 20 мм, полос 30×8 и квадратов 18×18. К преимуществам относят низкий вес, устойчивость к нагрузкам и хорошую закалку ножей. Стоит купить при ведении работ на площадках без электричества или для разовых производственных целей, инструмент имеет надежную антикоррозийную защиту и рассчитан на длительный срок службы.
6. ALBA COMBI 32/36.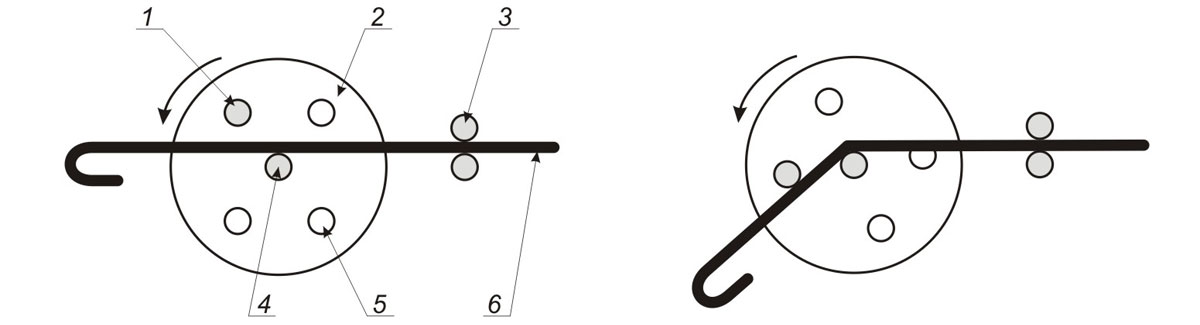
Универсальный комбинированный с корпусом из литой стали, позволяющий разрезать любые металлические заготовки с сечением от 16 до 29 мм и сгибать в пределах 32. При рубке оборудование может функционировать как в автоматическом программируемом, так и ручном, задаваемом оператором темпе, при выполнении функций изгиба требуемый угол регулируется изменением положения стопорного механизма. Модель не имеет колес для перемещения по площадке, она предназначена для стационарной работы. Безопасность оператора при ее запуске обеспечивается устройством защиты режущего механизма и возможностью остановки в любой момент времени.
Стоимость инструмента
Станки марки СМЖ 172 и их модификации выпускают Астраханский СЗ, и «Строительные машины», также среди российских агрегатов хорошие отзывы имеет продукция Кувандыкского ЗКПО, ВПК «Индустрии» и ООО «Унитех». Зарубежные бренды прежде всего поставляет Китай (Vektor, Stalex, Grost), Испания (Alba, Sima), Чехия (Zitrek) и Италия (ручные механизмы Kapriol и электрические Icaro).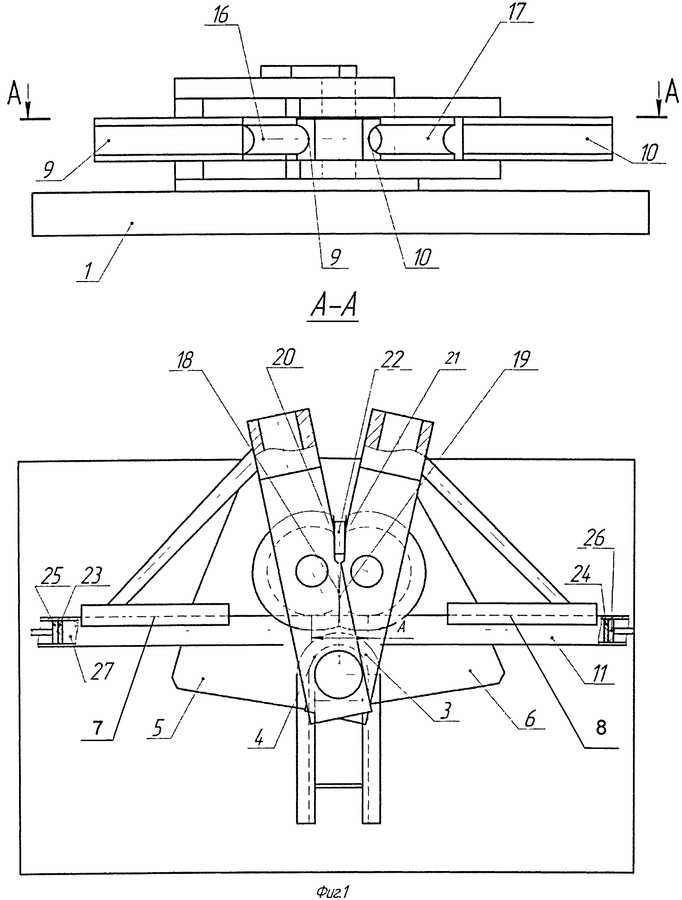 Стоимость зависит от производительности, класса и толщины обрабатываемого металлопроката, качества среза, степени защищенности и дополнительных функций. Ножи и запасные детали находятся в свободном доступе и покупаются отдельно.
Стоимость зависит от производительности, класса и толщины обрабатываемого металлопроката, качества среза, степени защищенности и дополнительных функций. Ножи и запасные детали находятся в свободном доступе и покупаются отдельно.
| Наименование | Мощность, кВт | Габариты, мм | Вес, кг | Цена, рубли |
| СМЖ 172А, Строительные Машины, Россия | 3 | 1100×430×790 | 435 | 107 120 |
| VEKTOR GQ40, Китай | 1190×450×680 | 380 | 97 400 | |
| SIMA COMBI 30/35, Испания | 4 | 1200×990×1050 | 429 | 476 850 |
| Stalex МS-32, Китай | Ручной привод | 510×280×430 | 50 | 14 800 |
| Winner MS-20, Тайвань | 410×370×200 | 22 | 6 500 | |
| ALBA COMBI 32/36, Испания | 3 | 950×730×933 | 305 | 574 600 |
Схемы электропроводки
Станок состоит из опорной рамы, на которой размещается плита и редуктор со специальным устройством, отвечающее за гибку детали из прутов. Электроника управляется при помощи педали, нажатие на нее начинает процесс замыкания контактов. Там же располагаются зажимы, между которыми устанавливается деталь и сам гнущий валик.
Электроника управляется при помощи педали, нажатие на нее начинает процесс замыкания контактов. Там же располагаются зажимы, между которыми устанавливается деталь и сам гнущий валик.
Чаще всего в станке СГА-1 из строя выходит планка для упорных штырей, так как стенки между отсеками достаточно тонкие. В результате неправильного режима работы, либо обработку заготовок из слишком жесткого металла, стенки могут повреждаться. Также страдает гибочный диск для арматуры (по той же причине), хотя он может выходить из строя из-за разбалансировки оси вращения.
Кроме этого, для корректной работы нужно масло, которое заливается в редуктор, им смазывают детали станка. Без него червячный вал нагревается и КПД всего рабочего процесса падает.
Электрическая схема управления
Кинематическя схема
Установка для гибки арматурной стали СГА 1 (УГА-40).
Станок УГА-40 (СГА 1) предназначен для холодной гибки прутков арматуры железобетонных конструкций в арматурных цехах заводов сборного железобетона и на строительных площадках под навесом в условиях умеренного климата, при строительных работах и т. п. Электромеханический гибочный станок УГА-40 (СГА 1), предназначен для гибки арматуры диаметром до 40 мм и радиусом гиба до 55 мм. п. Электромеханический гибочный станок УГА-40 (СГА 1), предназначен для гибки арматуры диаметром до 40 мм и радиусом гиба до 55 мм.
|
Технические характеристики СГА 1:
| Наибольшие диаметр изгибаемой арматурной стали по ГОСТ 5781-82 класс А-1, мм | 40 |
| Допускаемый наибольший радиус изгиба прутка по внутреннему контуру, мм | 55 |
| Допускаемый наименьший радиус изгиба прутка по внутреннему контуру, мм | 12/20 |
| Скорость вращения гибочного диска, об./мин. | 3,4; 14 |
| Установленная мощность, кВт | 3 |
| Габаритные размеры, мм | 760 х 790 х 680 |
| Масса, кг | 380 |
Технические проблемы
Часто задаваемые вопросы.
Не меняется реверс
К примеру, у станка не изменяется реверс. Для того, чтобы решить данную проблему нужно осмотреть трехфазный двигатель, а конкретно протестировать его в холостом режиме работы. Если при холостом ходе наблюдаются такие же изменения, то скорее всего двигатель нужно менять или ремонтировать.
Для того, чтобы решить данную проблему нужно осмотреть трехфазный двигатель, а конкретно протестировать его в холостом режиме работы. Если при холостом ходе наблюдаются такие же изменения, то скорее всего двигатель нужно менять или ремонтировать.
Вибрация
Станок СГА-1, применяющийся для гибки арматуры. Фото ПромСтройМаш
Еще одна распространенная проблема — вибрация станка, даже в виду отсутствия заготовки. Это может говорить о том, что двигатель работает в неправильном режиме, либо главная центральная ось разбалансирована, либо аппарат недостаточно хорошо закреплен на полу, либо подкладка между аппаратом и полом неровная или установлена под углом.
Другие вопросы
Также возможен выход гнутых валиков за рабочую плоскость. Иными словами, механизм стремится согнуть деталь за пределами рабочего стола. Данная проблема характерна для станков, у которых нарушена преобразующая шина, то есть поломка произошла на программном уровне. Контрольная панель не преобразует должным образом команды, передаёт механизму неверное указание и неверные координаты вращения и давления.
Контрольная панель не преобразует должным образом команды, передаёт механизму неверное указание и неверные координаты вращения и давления.
Ещё одна разновидность такой поломки — это нормальные показания на контрольной панели и некорректная работа механизма в реальности. То есть, на пульте управления оператор будет наблюдать, что процесс идет по стандартному алгоритму, а заготовка не будет гнуться или будет гнуться неправильно. В этом случае нужно осмотреть операционную систему станка. Возможно, придётся поменять программное обеспечение или установить его заново.
Станок СГА-1 для гибки арматуры. Фото Станочный мир
Еще одна распространенная проблема, которая может быть связана как с аппаратной частью, так и с механической — это вылет заготовки. Другими словами, при установке заготовки она не гнется должным образом, а слетает с валиков. Причины могут быть следующие: первая и самая распространенная — нарушение целостности стенок крепежа; вторая — вывод из строя зажимных валиков, третья причина — нарушения в программной оболочке, которые провоцируют слишком быструю или некорректную работу механизма. Перед началом работы рекомендуется вынимать зажимные гнущие валики и центральный вал и вставлять их заново для того, чтобы осмотреть пазы и целостность все системы, продиагностировать аппарат на наличие повреждений.
Перед началом работы рекомендуется вынимать зажимные гнущие валики и центральный вал и вставлять их заново для того, чтобы осмотреть пазы и целостность все системы, продиагностировать аппарат на наличие повреждений.
ВАЖНО! Станки относятся к механизмам потенциальной повышенной опасности. Поэтому рекомендуется обращаться к специалистам, а не ремонтировать их собственными силами, даже при наличии опыта у исполнителя. Ведь поломка механизма может обернуться не только сбоем во всей электронной сети. потери времени, снижением объемов продукции, но и травмой оператора станка.
Инструкция по эксплуатации и внешний вид
Как работает станок? Он работает методом гибки крюков, которые впоследствии служат опорой для модификации формы заготовки.
Последовательность и руководства для проведения работ на гибочном станке:
Процесс гибки арматуры
- Необходимо установить заготовку между центральным пальцем, гибочным и упорным штырём с регулирующим роликом.
- В результате вращения диска, центральный и гибочный пальцы зажимают заготовку, и загибают ее на заданный угол.
- Последующим реверсивным движением освобождается загнутая арматура.
- Остановка станка происходит путём нажатия второго кулачка на второй конечный выключатель.
- Дополнительные запчасти, упоры, на диске нужны для выполнения различной величины гибки.

Режимы работы
Эксплуатация СГА-1 в ручном режиме:
- питание к станку подаётся при помощи автоматического выключателя;
- надавливание педали приводит к замыканию контактов, а диск вращается вперёд;
- для остановки вращения необходимо отпустить педаль;
- реверс происходит при следующем нажатии педали;
- отпуск педали прекращает реверсивное вращение.
Автоматический режим
Гибка прутов на станке может проходить в автоматическом режиме. С этой целью производители предлагают дополнительно укомплектовать станок электронным блоком, который помогает контролировать процесс работы с прутками.
Работа в автоматическом режиме предусматривает наличие двух подрежимов:
- режим одного гиба;
- режим n-гибов с помощью восьми установленных программ.
Дисплей изготовлен из противоударного материала и находится на боковой панели станка. На него выводится текущее значение для угла гиба, которое изменяется клавишами +/-. Разовое нажатие клавиши приводит к смене угла на один градус, а продолжительное зажатие кнопки меняет угол на десять градусов.
Заводы-производители
- Машстройконструкция
- ПромСтройМаш
- РусИнСтрой
- Гигант (Станкокомпания)
Это интересно: Г-40 — станок для гибки арматуры
Все производственные мощности вышеперечисленных компаний располагаются на территории России. Этим обусловлена невысокая цена и быстрая скорость доставки. Тем не менее серия СГА пожалуй единственная, которая нашла применение за рубежом.
Данные производители сертифицированные имеют в распоряжении все необходимые документы и сертификаты на продажу их станки проходят процедуру контроля качества и пригодности к работе.
ВНИМАНИЕ! Если вы приобретаете б/у оборудование и продавец отказывается предоставлять сертификаты или документы, которые подтверждают факт приобретения станка на заводе, скорее всего перед вами подделка.
Запчасти, шестерни, ремкомплекты, ремонт
Тоже самое касается и комплектующих. Производители не просто так акцентируют внимание на покупку именно заводских запчастей. Ознакомьтесь с блоком контактов на нашем сайте, в котором собраны проверенные производители и поставщики комплектующих, чтобы быть уверенным в правильной работе приобретенных станков.
Компании, занимающиеся ремонтом и сервисом станков представлены тут.
Подведем итог обзора. Станок СГА-1 является универсальным механизмом для работы с арматурой разного назначения и структуры. Его цена и характеристики позволят запустить производство с нуля и получать чистую прибыль уже через несколько месяцев, учитывая расходы на электроэнергию и обслуживание. Эксплуатация, установка, транспортировка станка не приносит дополнительных неудобств, если заказывать оборудование у сертифицированных производителей, которые были перечислены в статье.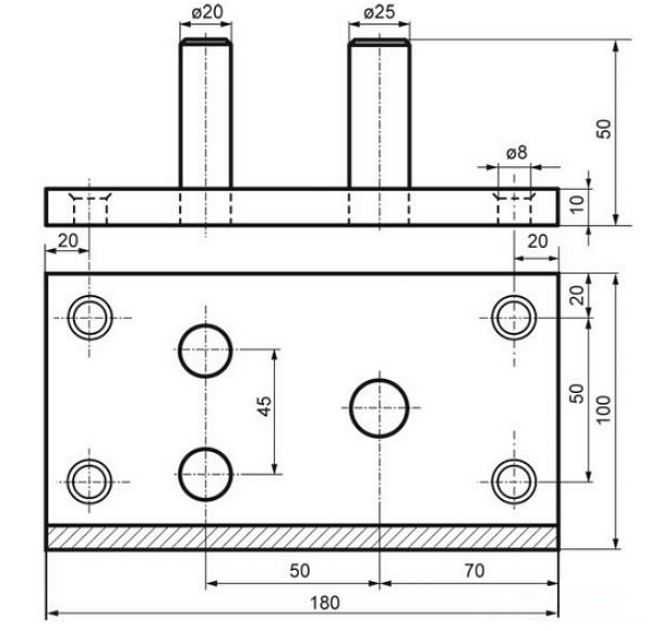
Не пренебрегайте диагностикой и осмотром оборудования, так как один неправильно настроенный станок может повредить всю электронную сеть, если он включён в цепочку производства или вывести из строя рядом стоящее оборудование посредством механического повреждения.
ГИБОЧНЫЙ СТАНОК — МАШИНА HARSLE
4.2 Вычет изгиба
Диаграмма вычета изгиба для расчетов листового металла
Диаграмма, показывающая стандартную схему размеров при использовании формул вычета изгиба с неизвестными (погрешными) факторами для данной настройки. K-фактор зависит от многих факторов, включая материал, тип операции гибки (чеканка, дно, гибка воздухом и т. д.), инструменты и т. д. и обычно составляет от 0,3 до 0,5. Следующая таблица представляет собой «эмпирическое правило». Фактические результаты могут значительно отличаться.
ОГРАНИЧЕНИЯ БЕЗОПАСНОСТЬ И ОБСЛУЖИВАНИЕ
4.2.1. Проблемы, связанные с машинами для прокатки листового металла/плиты
Машины для прокатки листового металла/плиты чрезвычайно опасны, особенно потому, что, как правило, нецелесообразно защищать ролики прочной конструкцией (например, фиксированным ограждением). Часто руки оператора захватываются вращающимися в противоположных направлениях роликами и втягиваются в них, обычно во время начальной подачи заготовки. Большое количество инцидентов, связанных с листопрокатными машинами, привело к ампутациям и другим серьезным травмам, причем большая часть из них была связана с тем, что оператор носил перчатки.
Часто руки оператора захватываются вращающимися в противоположных направлениях роликами и втягиваются в них, обычно во время начальной подачи заготовки. Большое количество инцидентов, связанных с листопрокатными машинами, привело к ампутациям и другим серьезным травмам, причем большая часть из них была связана с тем, что оператор носил перчатки.
Кроме того, нередко человек, проходящий мимо машины, поскользнется, споткнется или упадет и обнаружит, что его руки застряли в машине.
4.2.2. Адрес
Для защиты оператора и всех, кто находится рядом с машиной, следует использовать комбинацию предохранительных устройств (отключающих устройств, аварийных остановов, средств управления и т. д.) и административных мер. Примечание. Защитные устройства, которые следует использовать, не будут напрямую предотвращать запутывание или защемление пальцев, рук или других частей тела в машине, но предназначены для сведения к минимуму вероятности и серьезности травм путем скорейшей остановки машины. возможный. Машины должны иметь органы управления с функцией удержания, которые позволяют перемещать ролики только тогда, когда элемент управления удерживается в рабочем положении. При отпускании элемента управления он должен автоматически вернуться в положение остановки.
возможный. Машины должны иметь органы управления с функцией удержания, которые позволяют перемещать ролики только тогда, когда элемент управления удерживается в рабочем положении. При отпускании элемента управления он должен автоматически вернуться в положение остановки.
На пульте управления машиной и любой другой рабочей станции должна быть предусмотрена кнопка аварийной остановки. Это должен быть блокирующий тип, чтобы машину нельзя было перезапустить, пока она не будет сброшена вручную. При сбросе кнопки аварийного останова машина не должна запускаться до тех пор, пока не сработает нормальное управление запуском. Операторы должны пройти всестороннее обучение и инструктаж, чтобы убедиться, что они полностью знакомы с машиной, ее органами управления, ограждениями и предохранительными устройствами, опасностями, связанными с машина и любые другие меры контроля. Особое внимание следует уделить тому, чтобы каждый оператор полностью понимал и мог продемонстрировать безопасную работу машины.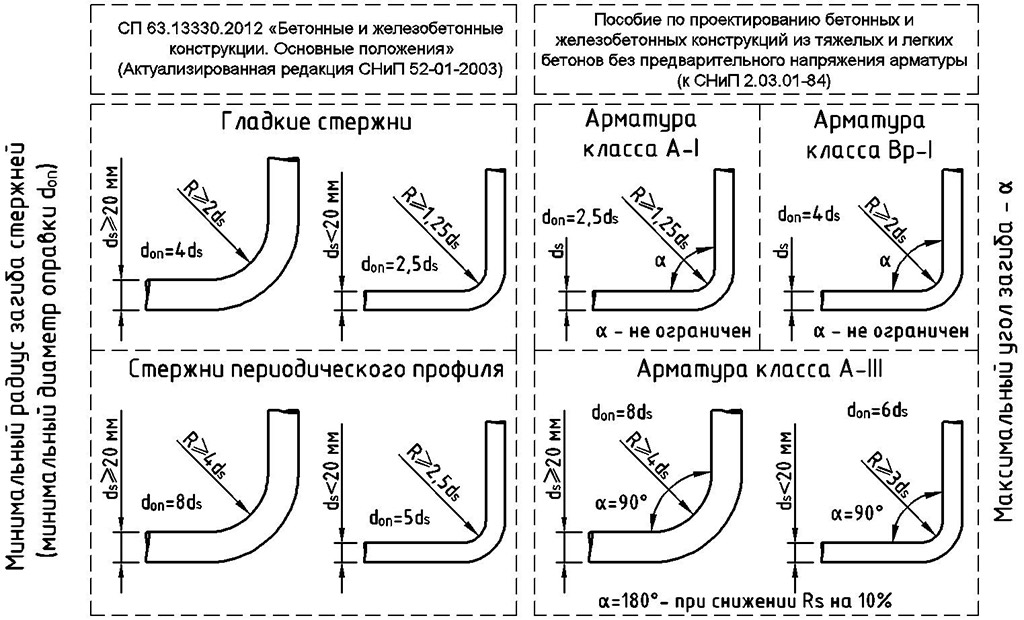 Кроме того, особое внимание следует уделять молодым и неопытным работникам и работникам, возвращающимся из отпуска. Необходимо обеспечить надзор в зависимости от компетенции оператора (например, прямой и постоянный надзор за новым работником) и сложности выполняемой задачи.
Кроме того, особое внимание следует уделять молодым и неопытным работникам и работникам, возвращающимся из отпуска. Необходимо обеспечить надзор в зависимости от компетенции оператора (например, прямой и постоянный надзор за новым работником) и сложности выполняемой задачи.
4.2.3 Осмотр и техническое обслуживание
Осмотр и техническое обслуживание машины, в том числе ограждений и других критически важных частей, должны проводиться регулярно. Для ограждений и предохранительных устройств это следует делать в начале каждого дня или смены, а также всякий раз, когда происходит изменение рабочей конфигурации машин.
Работы по техническому обслуживанию должны выполняться только тогда, когда машина полностью изолирована и заблокирована от всех источников питания (электрических, гидравлических и пневматических), а соответствующие предупреждающие знаки должны быть надежно закреплены на элементах управления.
4.2.4 Процедуры безопасности
Процедуры безопасной работы должны быть написаны таким образом, чтобы охватывать такие аспекты, как проверка и техническое обслуживание, очистка, безопасная эксплуатация машины, аварийные ситуации, немедленное сообщение о неисправностях и дефектах. Особое значение в рамках безопасных рабочих процедур имеет обеспечение:
Особое значение в рамках безопасных рабочих процедур имеет обеспечение:
Использование перчаток с кончиками пальцев и ношение свободной одежды запрещено.
Заготовки удерживаются достаточно далеко от края, подаваемого в ролики, чтобы обеспечить скорость подачи.
Территория вокруг машины хорошо освещена и не содержит предметов, которые могут привести к скольжению, спотыканию и падению.
5. АНАЛИЗ ИСПЫТАНИЙ
5.1 ЧАСТИ ГИБОЧНОЙ МАШИНЫ
5.1.1 Редуктор скорости Boxly.
Чтобы выбрать редуктор, вам необходимо определить требуемый эксплуатационный коэффициент крутящего момента для применения. Приведенная ниже таблица поможет определить коэффициент эксплуатации для коэффициента эксплуатации выше 1,0; умножьте требуемый крутящий момент на эксплуатационный коэффициент. • Цельный корпус редуктора без внешних ребер изготовлен из мелкозернистого чугуна и обеспечивает жесткую опору шестерни и подшипника. Он также обеспечивает превосходный отвод тепла.
Он также обеспечивает превосходный отвод тепла.
• Валы из углеродистой стали для большей прочности.
• Двукромочные подпружиненные уплотнения предотвращают утечку масла и проникновение грязи.
• Ступенчатые валы с увеличенными шариковыми и коническими роликоподшипниками.
• Червячное колесо из литой бронзы с высокой прочностью на растяжение и червяк из закаленной и шлифованной легированной стали, выполненные за одно целое с валом для долгой и бесперебойной работы.
• Индикатор уровня масла для простоты обслуживания (недоступно для размеров 25 и 34).
• Масло залито на заводе.
• Каждое модульное тестирование выполняется перед отправкой.
• Универсальное крепление на ножках с болтовым креплением.
• Конструкция с широкими возможностями модификации.
5.1.2. Механические характеристики и эксплуатационные коэффициенты
Механические характеристики измеряют производительность с точки зрения срока службы и/или прочности при условии непрерывной работы в течение 10 часов в день в условиях постоянной нагрузки, при смазке утвержденным маслом и работе при максимальной температуре масла 100ーC. для нормального применения следует использовать смазку, эквивалентную ISO VG 320. Подробности см. в публикации G/105.
для нормального применения следует использовать смазку, эквивалентную ISO VG 320. Подробности см. в публикации G/105.
Формула: Эквивалентная нагрузка = фактическая нагрузка x эксплуатационный коэффициент.
5.1.3. Детали коробки передач, используемой в листогибочной машине:
ТАБЛИЦА 7.3 Детали коробки передач, используемой в листогибочной машине
5.2. Шинная муфта F-60
Муфты F-60 обладают всеми желаемыми характеристиками идеальной гибкой муфты, включая крепление Taper-Lock. Муфта F-60 представляет собой «упругую при кручении» муфту, предлагающую конструкторам и инженерам универсальность благодаря выбору комбинаций фланцев для большинства областей применения.
Фланцы доступны с фитингами F или H Taper-Lockョ или с направляющим отверстием, которое можно расточить до требуемого размера. С добавлением прокладки муфту можно использовать для компенсации стандартных расстояний между концами вала и тем самым облегчить техническое обслуживание насоса.
Доступны шины F-60 из натурального каучука для использования при температуре окружающей среды от –50°C до +50°C. Хлоропреновые каучуковые смеси доступны для использования в неблагоприятных условиях эксплуатации (например, при загрязнении маслом или смазкой) и могут использоваться при температурах от –15°C до +70°C. Хлоропреновое соединение также следует использовать, когда требуются огнестойкие и антистатические свойства (F.R.A.S.).
5.2.1 ВЫБОР
(a) Коэффициент эксплуатации
Определите требуемый коэффициент эксплуатации из приведенной ниже таблицы.
(b) Расчетная мощность
Умножьте нормальную рабочую мощность на эксплуатационный коэффициент. Это дает расчетную мощность, которая используется в качестве основы для выбора муфты.
(c) Размер муфты
См. таблицу номинальных мощностей (стр. 195) и считывайте соответствующую скорость до тех пор, пока не будет найдена мощность, превышающая требуемую в шаге (b). Требуемый размер муфты F-60 указан в начале этой колонки.
Требуемый размер муфты F-60 указан в начале этой колонки.
(d) Размер отверстия
Убедитесь в таблице размеров, что выбранные фланцы подходят для требуемых отверстий.\
5.2.2 РАСЧЕТ работает со скоростью 1440 об/мин на вращающемся сите по 12 часов в день. Вал двигателя имеет диаметр 60 мм, а вал экрана — диаметр 55 мм. Необходим конусный замок.
(a) Коэффициент эксплуатации
Соответствующий коэффициент эксплуатации равен 1,4.
(b) Расчетная мощность
Расчетная мощность = 45 x 1,4 = 63 кВт.
(c) Размер муфты
При чтении значений от 1440 об/мин в таблице номинальных мощностей первое значение мощности, превышающее требуемые 63 кВт на этапе (b), составляет 75,4 кВт. Размер муфты F90 F-60.
5.2.3 МОЩНОСТЬ (кВт)
Таблица: 2.3 МОЩНОСТЬ (кВт)
0005 5. В электродвигателе движущейся частью является ротор, который вращает вал для передачи механической энергии. В ротор обычно вложены проводники, по которым текут токи, которые взаимодействуют с магнитным полем статора, создавая силы, вращающие вал. Однако некоторые роторы несут постоянные магниты, а статор удерживает проводники. 5.3.2 Статор Неподвижной частью является статор, обычно имеющий обмотки или постоянные магниты. Статор является неподвижной частью электромагнитной цепи двигателя. Сердечник статора состоит из множества тонких металлических листов, называемых пластинами. Ламинирование используется для уменьшения потерь энергии, которые могли бы возникнуть при использовании твердого сердечника. 5.3.3 Воздушный зазор Между ротором и статором находится воздушный зазор. Воздушный зазор имеет важное значение и, как правило, должен быть как можно меньше, так как большой зазор оказывает сильное негативное влияние на работу электродвигателя. 5.3.4 Обмотки Обмотки представляют собой провода, уложенные в катушки, обычно намотанные на ламинированный магнитный сердечник из мягкого железа, чтобы образовывать магнитные полюса при подаче тока. Электрические машины бывают двух основных конфигураций полюсов магнитного поля: машина с явно выраженным полюсом и машина с неявнополюсным полюсом. 5.3.5 Детали электродвигателя переменного тока: Подшипник: шарикоподшипниковая сталь 100Cr6. Уплотнение: Резина NBR. Поверхностная обработка: Корпус окрашен. 6.1 Описание: Опорные опорные подшипники состоят из однорядного герметичного шарикоподшипника со сферическим наружным кольцом, установленного в корпусе. Из-за сферической внешней поверхности подшипника можно компенсировать несоосность вала. Подшипники изготавливаются с плюсовым допуском. Это приводит к переходу или запрессовке при использовании валов с допусками h. Это разъемный подшипник. Этот тип подшипника используется для более высоких скоростей, больших нагрузок и больших размеров. Этот подшипник облегчает установку и снятие вала с подшипника. 6.2 Выбор Опорные блоки обычно относятся к корпусам, в которых установлен подшипник, поэтому пользователю не нужно приобретать подшипники отдельно. Блоки подушек обычно монтируются в более чистых условиях и, как правило, предназначены для меньших нагрузок в промышленности. Корпуса подшипников обычно изготавливаются из серого чугуна. Однако для изготовления одних и тех же изделий могут использоваться различные марки металлов. ISO 113 определяет международно-признанные размеры стационарных блоков. Детали материала ролика Применение: Для применения для неглубого отверждения Метальгические свойства: Включение. Обезуглероживание и дефекты поверхности: макс. 1 % от размера. Микроструктура: жемчуг + феррит Механические свойства: Рулоны, горячекатаные: 240 BHN макс. Рулоны, горячекатаные, отожженные: макс. 180 BHN Винтовая шестерня и ролико-винтовая передача Сталь состоит из углерода и железа, причем железа намного больше, чем углерода. На самом деле, сталь может содержать не более 2,1% углерода. Мягкая сталь является одним из наиболее часто используемых строительных материалов. Он очень прочный и может быть изготовлен из доступных природных материалов. Она известна как мягкая сталь из-за относительно низкого содержания углерода. Сталь состоит из углерода и железа, причем железа гораздо больше, чем углерода. Фактически, сталь может содержать не более 2,1 % углерода. Мягкая сталь является одним из наиболее часто используемых строительных материалов. Он очень прочный и может быть изготовлен из доступных природных материалов. Ограничения преимуществ Преимущества Простые в использовании Низкая начальная стоимость Многообразные объекты могут быть изготовлены Стоимость обслуживания Ограничения 3.1 Ротор
3.1 Ротор 
 Вал закреплен резьбовыми штифтами на внутреннем кольце. В обычных условиях опорные подшипники не требуют технического обслуживания благодаря смазке на весь срок службы. Диапазон температур: от -15 °C до +100 °C.
Вал закреплен резьбовыми штифтами на внутреннем кольце. В обычных условиях опорные подшипники не требуют технического обслуживания благодаря смазке на весь срок службы. Диапазон температур: от -15 °C до +100 °C. 6-8
6-8 Она известна как мягкая сталь из-за относительно низкого содержания углерода.
Она известна как мягкая сталь из-за относительно низкого содержания углерода.
Слабы. ручной процесс управления
Требуется больше времени
Применимо для листов толщиной до 8 мм
7. ОБСУЖДЕНИЕ РЕЗУЛЬТАТОВ
Силовой винт
Доступные данные
Вес ролика =150 кг
Длина ролика =1690 мм
Длина ролика =1690 мм
Диаметр винта (d) = 50 мм
Тип резьбы: Квадратная резьба.
Шаг (p) = 8 мм
АНАЛИЗ СИЛ:-
Средний диаметр (дм)
dm =d-0,5p
dm =50-6,04 мм d- (0,5*05)
Шаг (l) = количество резьб, начинающихся на конце * шаг.
л= 1*8
длина = 8 мм.
Грузоподъемность
Mt = (W* дм /2)*tan (リ+ α)
Угол подъема спирали
tan α = (l / π dm)
tan α * =(8 / π 46)
тангенс α = 0,05535
α =3,1685°.
тангенс リ = =0,15
リ = 8,531ー.
Mt = (W* дм /2)*tan (リ+ α)
Mt = {[(150*9,81)*46]/2}*tan (8,531+3,168)
Mt =7008,24 Н-мм .
Mt = 3504,12 Н-мм — нагрузка, действующая на один винт.
Опускаемая нагрузка:
Mt = (W* дм/2)*tan (リ — α)
Mt = {[(150*9,81)*46]/2}*tan (8,531-3,168)
Mt = 3177,19 Н-мм
Mt = 1588,59 Н-мм — нагрузка, действующая на один винт.
Поскольку опускающая нагрузка положительна, винт является самостопорящимся, т.е. поскольку винт Ø >α является самоконтрящимся.
Конструкция зубчатого колеса
Имеющиеся данные
Угол подъема спирали (Ψ) =19°.
Модуль mn = 5.
Виртуальные числа зубьев
Z’= (Z/cos3 Ψ)
Z’= (15/cos3 19)
Z’= 17,74
Коэффициент Льюиса
(Y) = 0,302+ {[(0,308-0,302)*(17 -17)]/ (18-17)}
Y = 0,3064
σb = Sut /3
σb = 550/3
σb = 183,33 Н/мм2.
Лицевая ширина b= 45 мм.
Прочность балки (Sb)
Sb = mn *b *σb * Y.
Sb = 5*45*183,33*0,3064.
Sb = 12639 Н.
Износостойкость (Sw)
Ψ, σc, θ e リ dm , α ,π, °,
Sw = (b*Q*dp *K)/ (cos Ψ)
Q = (2*Zg)/ (Zg +Zp)
Q = (2*51)/(51+15)
Q = 1,5454
dp = (Zp * mn)/(cos Ψ)
dp = (15*5)/(cos 19)
дп = 79,32 мм.
К = 1,44 Н/мм2.
Sw = (45 * 1,5454 * 79,32 * 1,44)/ ( cos 219)
Sw = 8885,02 N.
Sw < Sb, Следовательно, конструкция безопасна.
В= (π *dp*np)/ (60*103)
В = (π *790,32 *36)/ (60*103)
В = 0,1495 м/с.
Cv =3/ (3+V)
Cv = 3/ (3+0,1495)
Cv = 0,9525
Sw = (Cs/Cv) *Pt *fos
8885,02 = (1,75/0) * Pt* 2
Pt = 2417,99 Н.
Mt =(Pt *dp)/ 2
Mt = 95897,67 Н-мм.
кВт = (2 π*np *Mt) / (60*103)
кВт = 0,36.
АНАЛИЗ ВАЛА
СТАЛЬ (Fe E 580).
Вс = 770 Н/мм2.
Syt = 580 Н/мм2.
τ (макс.) =( 0,5 * Syt ) / fs
= (0,5 * 580) / 2
= 145 Н/мм2.
РАСЧЕТ КРУТЯЩЕГО МОМЕНТА:
Τ = 0,18 Sut
= 0,18* 770
= 138,6 Н/мм2.
КОНСТРУКЦИЯ БЕЗОПАСНА.
I. Конструкция для ключа:-
Для ключа 1:-
H = 5
B = 10
L = 80
τ (макс) = σc/2
σc = 2* τ (макс.)
= 2 * 145
= 290 Н/мм2.
Но σc = (4Mt) / dhl
Mt = (σc * dhl) /4
= (290 * 50 * 5 * 80 )
= 1450000
τ = ( 2 * Mt)/ dbl
= (2 * 145050 *1) /0 *80
= 74 < 198
КОНСТРУКЦИЯ БЕЗОПАСНА.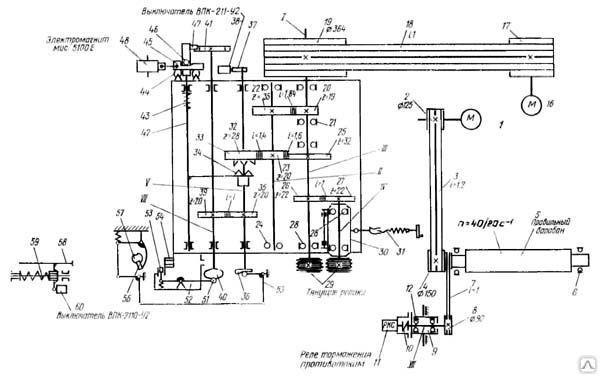
P = 2* MT /D
= 2* 1450000/50
= 58000N
Для ключа 2:
H = 5
B = 6,5
L = 75
τ ( max) = σc/2
σc = 2* τ (max)
= 2 * 145
= 290 Н/мм2.
Но
σc = (4Mt) / dhl
Mt = (σc * dhl) /4
= (290 * 50 * 5 * 75)
= 1350000
= (2 * 1350000) / 50 * 6,5 *75
= 111,53 < 198
КОНСТРУКЦИЯ БЕЗОПАСНА.
P = 2* Mt/d
= 2* 1350000/50 = 54000N
Производительность листогибочного станка с механическим приводом выше. Часть машины способна выдерживать большую нагрузку на машину. Время, необходимое для выполнения операции гибки, меньше, а потребность в дополнительных работниках снижена. Гибка листового металла с механическим приводом – это менее трудоемкий процесс с высокой производительностью.
9. БЛАГОДАРНОСТЬ
Выражаю искреннюю благодарность факультету машиностроения за предоставленную мне возможность завершить работу над моим проектом «СТАНОК ДЛЯ ГИБКИ ЛИСТОВОГО МЕТАЛЛА», который является частью моего академического графика. Я благодарен моему любимому руководителю г-ну Мальгаве С.С. Сэру за то, что он показал мне правильный способ извлечь максимальную пользу и помог мне преодолеть препятствия на протяжении всей моей рабочей программы.
Я благодарен моему любимому руководителю г-ну Мальгаве С.С. Сэру за то, что он показал мне правильный способ извлечь максимальную пользу и помог мне преодолеть препятствия на протяжении всей моей рабочей программы.
Я от всего сердца благодарен другим сотрудникам механического отдела. за предоставленную мне полезную информацию и все те, которые оказались одинаково эффективными в период работы над проектом.
Гибка труб | Трубогибочный станок с ЧПУ
Высококачественный и экономичный трубогибочный станок с ЧПУ Horn Metric TBRE Hybrid обеспечивает высокое качество и экономичность трубогибочного станка. Прецизионная гибка труб устраняет необходимость в покупке различных дорогостоящих соединений и приспособлений, которые требуются при сварке соединений.
Гибка труб на трубогибочном станке с ЧПУ используется в производстве медицинских устройств, производстве полупроводников, химическом производстве и процессах альтернативной энергетики. Процесс используется на различных типах металлов, включая медь, латунь, алюминий, нержавеющую сталь, титан и инконель.
Экономьте деньги благодаря гибке труб
Гибка труб автоматизирована с помощью гибочного станка с ЧПУ, что устраняет необходимость в нескольких сварщиках на крупном проекте. Машина выполняет большинство гибов, которые затем дважды проверяются техническим специалистом, что еще больше снижает трудозатраты.
Что может трубогиб с ЧПУ?
У нас есть подробное руководство по трубогибочному станку с ЧПУ для загрузки, в котором подробно описаны возможности нашего трубогибочного станка с ЧПУ, но основные моменты нашей машины включают:
- Изготовление качественных гибов с точностью от 0,005 до 0,010 дюйма
- Изгибает одну деталь в минуту (намного быстрее, чем ручная гибка)
- Автоматическая смазка оправки для лучшего контроля смазки, что приводит к оптимальным изгибам оправки
- Экологически безопасное решение для различных проектов гибки
- Возможность импорта трехмерных чертежей, что устраняет необходимость в тщательно разработанных и трудоемких чертежах
Часто задаваемые вопросы о точной гибке труб
Вопрос: Если внешний диаметр трубы, которую мы планируем использовать, не соответствует стандартному размеру, каковы ваши гибкие возможности при разработке?
Ответ: Наши специалисты рассмотрят ваши требования к конструкции, чтобы выяснить, есть ли решение по изгибу трубы стандартного размера в форме или под углами, которые будут соответствовать вашим требованиям к пространству, с минимальным количеством фитингов, чтобы обеспечить стабильную производительность без ухудшения характеристик.
Вопрос: Если запрошенные радиусы не являются стандартными, каковы ваши гибкие возможности при проектировании?
Ответ: Наша команда рассмотрит ваш проектный план, чтобы увидеть, можно ли отрегулировать радиус изгиба трубы и при этом достичь поставленных целей. Вполне возможно, что мы сможем разработать конструкцию, используя как изгибы труб, так и высокочистую орбитальную сварку для достижения вашей цели.
Изгибы «спина к спине» иногда требуются, когда проектировщики пытаются разместить трубы в небольшом пространстве. Наш трубогибочный станок с ЧПУ может изгибать трубы под небольшим углом. Однако обратные изгибы обычно требуют специальных инструментов, что увеличивает стоимость проекта. Если размер проекта оправдывает стоимость инструментов, это может быть вашим лучшим решением.
Вопрос: Можем ли мы использовать в этом проекте закаленные или термообработанные трубы?
Ответ: Показывает ли ваше исследование свойства этих материалов на изгиб? Готовы ли вы к изменениям в выборе материалов? Некоторые закаленные или термообработанные трубы с большей вероятностью разорвутся, треснут или повредятся внутри при изгибе на машине. Наша команда может продемонстрировать свойства различных металлов, чтобы квалифицировать их для вашего проекта.
Наша команда может продемонстрировать свойства различных металлов, чтобы квалифицировать их для вашего проекта.
Узнайте о преимуществах гибки труб для вашего следующего проекта Загрузить сейчас
Продлите срок службы ваших подсистем с помощью гибки труб
Четыре атрибута точной гибки труб, которые продлят срок службы ваших систем, включают станок, материал, инструменты и смазку, используемые для работы.
Станок
Наш двухъярусный гидравлический трубогиб с возможностью профилирования производит изгибы различных диаметров от ¼” до 2”. Трубогибочный станок с ЧПУ производит изогнутые трубы без перегибов. Трубогибочный станок с ЧПУ также значительно сокращает время, материалы и затраты для клиентов, которым необходимо безопасно и последовательно транспортировать химические вещества и газы.
Материал
Мы предпочитаем использовать нержавеющую сталь серии 300 из-за ее долговечности и прочности. Гибочный станок также может выполнять индивидуальную гибку меди, алюминия, инконеля, титана, бронзы и других сплавов металлов. Мы рекомендуем трубы из нержавеющей стали из-за их высокой коррозионной стойкости и способности выдерживать длительное воздействие различных сред.
Мы рекомендуем трубы из нержавеющей стали из-за их высокой коррозионной стойкости и способности выдерживать длительное воздействие различных сред.
Инструменты
Компании, занимающиеся прецизионной гибкой труб, обнаруживают, что основными компонентами трубогибочных станков с ЧПУ являются оправка, гибочная матрица, зажимная матрица и зачистная матрица.
- Оправка: Оправка вставляется в трубу для поддержки во время гибки, чтобы избежать складок, деформации, разрушения, сплющивания, волнистости или поломки во время процесса. Использование оправки позволяет лучше контролировать овальность или округлость трубы. Гибка труб на оправке дает очень точные и воспроизводимые результаты при работе с крутыми изгибами или изгибами большого радиуса. Прочность оправки очень важна по отношению к прочности трубки. Для чрезвычайно прочных трубок используется мягкая оправка, а для более мягких трубок используется жесткая оправка. Это предотвращает прилипание оправки к внутренней части трубы, что может повредить трубу.
- Матрица для гибки: Радиус матрицы для гибки определяет долговечность трубы, чтобы приспособиться к радиальному расширению. Для гибки более твердого материала требуется гибочная матрица с меньшим радиусом.
- Зажимная матрица: Идеальная длина зажимной плашки в три раза больше диаметра трубы. Короткий зажим оказывает слишком большое давление на короткий участок трубы, что часто приводит к повреждению компонента.
- Грязесъемная матрица: Грязесъемная матрица поддерживает трубу на внутренней стороне изгиба, предотвращая образование складок. Располагайте гребенку под небольшим углом так, чтобы ее контактная точка всегда была очень острой. Смазка в точке контакта важна для предотвращения износа.

Смазка
Правильная смазка имеет решающее значение для получения высококачественных гибов. Смазка снижает трение во время гибки, обеспечивая чистый и гладкий результат. Мы предпочитаем синтетические смазки не на нефтяной основе в виде пасты или геля. Прочные металлы часто требуют большего количества смазки для предотвращения трения.
Прочные металлы часто требуют большего количества смазки для предотвращения трения.
Типы производственных систем, в которых рекомендуется гибка труб, включают:
- Системы управления: В химическом машиностроении важно обеспечить бесперебойный поток газов или жидкостей. В изогнутых трубных системах нет перегибов, которые могли бы улавливать или замедлять прохождение материалов через систему.
- Системы доставки: Изогнутые трубки с ЧПУ создают непроницаемые для жидкости и воздуха уплотнения для постоянного движения вещества по всей системе.
- Системы очистки: в процессах очистки часто используются едкие химикаты, которые со временем могут привести к разрушению наполнителя на сварных трубах. Изогнутая трубка не имеет наполнителя, а состоит только из основного металла, оставляя точные пути для движения материалов.
- Системы хранения: Производители химической промышленности могут использовать системы труб для доставки потенциально опасных материалов на временное или долгосрочное хранение. Внутренняя часть труб, используемых для транспортировки этого материала, должна оставаться чистой. Изогнутая трубка не имеет острых изгибов внутри для захвата материалов, поэтому внутренняя часть остается незагрязненной после прохождения материалов.
- Системы тестирования: Материалы, проходящие через системы тестирования, должны сохранять свои первоначальные свойства. При использовании изогнутых труб риск загрязнения значительно ниже, чем при использовании сварных трубных систем или систем с несколькими соединениями. Чем больше компонентов добавлено в систему, тем выше вероятность загрязнения.
 Внутренняя часть труб, используемых для транспортировки этого материала, должна оставаться чистой. Изогнутая трубка не имеет острых изгибов внутри для захвата материалов, поэтому внутренняя часть остается незагрязненной после прохождения материалов.
Внутренняя часть труб, используемых для транспортировки этого материала, должна оставаться чистой. Изогнутая трубка не имеет острых изгибов внутри для захвата материалов, поэтому внутренняя часть остается незагрязненной после прохождения материалов.Таблица радиусов изгиба труб с ЧПУ
В приведенной ниже таблице радиусов изгиба труб показаны наши стандартные или наиболее востребованные изгибы для сменных трубок для производственных систем доставки. По запросу могут быть предоставлены специальные инструменты.
| Внешний диаметр (OD) | Материал | Радиус | Радиус |
0,25 ”, 6. |