Схема станка гибочного для арматуры: обзор оборудования, электросхема, технические характеристики, инструкция, марки масла
электрическая схема, инструкция по подключению, деталировка, технические характеристики, оснастка, запчасти, видео, производители
Станок для гибки арматуры СГА-1. Фото ПромСтройМашС того момента, как человек научился обрабатывать металлы и создавать из них различные конструкции, остро встала проблема о расширении масштабов производства. На сегодняшний день индустрия металлообработки предлагает нам множество вариантов оснащения для быстрой и удобной работы на предприятиях. Основная задача таких станков не только улучшить качество конечного изделия, но и ускорить процесс работы и улучшить условия для оператора станка. Более подробно рассмотрим такой вид станков, как механизмы для гибки арматуры и труб, а именно СГА-1.
Разберем его плюсы и минусы, преимущества (в сравнении с аналогичными устройствами), режимы работы, комплектующие и расходные материалы, которые используются в работе с металлом. Также рассмотрим технические характеристики и перечислим, на каких заводах производят данные станки и стоит ли покупать б/у оборудование.
Содержание
Преимущества станка для загиба прутков
Учитывая активное развитие научно-технического прогресса, нужно понимать, что большинство нововведений, выпускаемых производителями по всему миру, является модификацией простых механизмов, которые были открыты более века тому назад.
Сразу же встаёт логичный вопрос: настолько ли рационально использовать станки для гибки арматуры и труб, как это заявляют производители?
Для того чтобы ответить на этот вопрос, нужно обратиться к статистике об объемах производства до 1915 года, ведь именно в тот момент начали масштабно внедрять автоматические и полуавтоматические станки для гибки металлов. Сложно поверить, но до этого момента металлические изделия гнулись вручную, а иногда, для того, чтобы выполнить обработку прута арматуры, требовалась усилия 3 или даже 4 человек.
Отсюда следует первый плюс, а именно ускорение рабочего процесса и увеличения объемов производства.
Если станок такой эффективный, то у него должен быть какой-то минус, например большие габариты или сложная схема подключения. Несмотря на то, что аппарат относится к категории бюджетных, его транспортировка, установка и подключения не вызывает никаких неудобств, схемы интуитивно понятные, а если уж и этого недостаточно, то в комплекте со станком приложена схема подключения и инструкция.
Несмотря на то, что аппарат относится к категории бюджетных, его транспортировка, установка и подключения не вызывает никаких неудобств, схемы интуитивно понятные, а если уж и этого недостаточно, то в комплекте со станком приложена схема подключения и инструкция.
Второй плюс – легкость в транспортировке и установке.
Всё налажено, материала в достатке, электроэнергия подведена. Механизм оборудован панелью управления, при помощи которой можно контролировать режим работы, задавать различные параметры и в любой момент остановить процесс подготовки изделия. Поэтому управлять станком совсем несложно.
Станок для гибки арматуры СГА-1. Производство — Россия. Фото ВсеИнструменты.руТретий плюс – лёгкость эксплуатации и удобство в работе.
Также стоит отметить экономический фактор. Большинство современных станков с большой мощностью потребляют колоссальное количество энергии, тем не менее, их КПД от этого не возрастает. Модель СГА-1 выполнена с учетом данного фактора и не расходует электроэнергию выше нормы.
Четвёртый плюс — экономия.
Еще один неоспоримый плюс — это использование червячной передачи. Такой фактор продлевает срок работы аппарата и снижает шанс поломки механизма подачи.
Функции
У аппарата СГА-1 предусмотрено два механизма работы, а именно механический и автоматический. При первом варианте работы весь процесс полностью контролируются оператором, а во втором случае исполнитель лишь подает заготовки и снимает готовые изделия.
Для гибки какой арматуры
При помощи СГА-1 можно обрабатывать такие виды арматуры как:
- рабочая;
- конструктивная;
- монтажная;
- анкерная.
Максимальное сечения прутка заготовки:
- А-I – 40 мм;
- А-II – 36 мм;
- А-III – 32 мм.
Резюмируем. Станок может работать с арматурой со средним размером поперечного сечения, которой изготовлена из стандартных углеродистых и легированных сталей. В принципе его мощности будет недостаточно для того, чтобы гнуть очень жесткие металлические прутья, но большинство типов арматуры делаются именно из мягких сталей.
В принципе его мощности будет недостаточно для того, чтобы гнуть очень жесткие металлические прутья, но большинство типов арматуры делаются именно из мягких сталей.
ВНИМАНИЕ! Ни в коем случае не пытайтесь установить одновременно две заготовки между валиками, даже если их суммарная плотность будет меньше, чем указано в спецификации к станку. Дело в том, что валики рассчитываются с учетом нагрузки на одну точку, и установив две заготовки, вы нарушаете режим работы, что приводит к поломке оборудования.
Технические характеристики
Особенности гибочного станка для арматурной стали СГА-1
- На плите станка СГА-1 находится воронка для удаления окалины с фланцем для состыковки к системе аспирации;
- Привод гибочного диска проводится через клиноременную передачу от движка;
- Возможно выполнение одновременной гибки нескольких прутков арматуры;
- Все запчасти для станка легко взаимозаменяемы.
Характеристики станка
- Мощность — 3 кВт
- Максимально допустимый диаметр арматуры, мм.
 — от 10 до 32 мм (Класс арматуры ГОСТ 5781-82 и 10884-94, А-240, А-400,А-500С, Ат-500)
— от 10 до 32 мм (Класс арматуры ГОСТ 5781-82 и 10884-94, А-240, А-400,А-500С, Ат-500) - Внутренний радиус гиба, мм. — 20-55
- Габариты ДхВхШ, см — 79х69х68
- Вес, кг. — 380.
 — от 10 до 32 мм (Класс арматуры ГОСТ 5781-82 и 10884-94, А-240, А-400,А-500С, Ат-500)
— от 10 до 32 мм (Класс арматуры ГОСТ 5781-82 и 10884-94, А-240, А-400,А-500С, Ат-500)Машина может выполнять до 8 гибов в минуту.
Схемы электропроводки
Станок состоит из опорной рамы, на которой размещается плита и редуктор со специальным устройством, отвечающее за гибку детали из прутов. Электроника управляется при помощи педали, нажатие на нее начинает процесс замыкания контактов. Там же располагаются зажимы, между которыми устанавливается деталь и сам гнущий валик.
Чаще всего в станке СГА-1 из строя выходит планка для упорных штырей, так как стенки между отсеками достаточно тонкие. В результате неправильного режима работы, либо обработку заготовок из слишком жесткого металла, стенки могут повреждаться. Также страдает гибочный диск для арматуры (по той же причине), хотя он может выходить из строя из-за разбалансировки оси вращения.
Кроме этого, для корректной работы нужно масло, которое заливается в редуктор, им смазывают детали станка. Без него червячный вал нагревается и КПД всего рабочего процесса падает.
Электрическая схема управления
Кинематическя схема
Деталировка
Составляющие детали
Детали станка:
- Плита
- Диск
- Ролик
- Палец центральный
- Штырь
- Ролик
- Рольганг
- Кулачок останова
- Выключатель конечный останова
- Кулачок реверса
- Конечный выключатель реверса
- Палец
Оснастка, комплектующие
К расходным элементам станка можно отнести:
- клиновой ремень;
- центральную вилку;
- палец диска;
- кронштейн.
Намного реже ломаются:
- шкивы редуктора;
- пластины крепления.
Инструкция по подключению и работе, какое масло заливается в редуктор, настройка, принцип работы, как гнуть
 youtube.com/embed/tfMHvxG0INE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/tfMHvxG0INE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> - Перед началом работы в червячный редуктор нужно залить масло. Вполне подойдет обычное машинное масло, хотя некоторые производители рекомендуют именно специальные составы.
- Станок нужно подсоединить к сети, после чего произвести стартовый запуск, чтобы посмотреть, правильно ли выполнено подключение. Должна загореться контрольная панель и датчики энергоснабжения.
- Затем нужно закрепить деталь между осевым валиком и сгибочными поршнями, установить режим работы — механический либо автоматический.
- По завершению работы станок сигнализирует звуком о том, что деталь можно извлечь.
ВНИМАНИЕ! Перед началом работы осмотрите заготовку, которую собираетесь изогнуть на наличие трещин или неровностей, ведь, если заготовка дефектная, то при поломке может произойти перепад давления или нарушение в работе потенциометра станка, которые приведут к дальнейшей поломке.
Простой пример:
Установка рассчитана на работу под указанным давлением и в течение определённого времени. Если заготовка ломается, давление применять больше некуда, а потенциометры станка не чувствуют сопротивление и не отдают нужные команды об остановке. Таким образом накапливаются ошибки в системе, и при следующем запуске станок будет работать неправильно. Некоторые современные машины имеют систему защиты от таких аварий, тем не менее вылет или поломка заготовки может привести к механическим повреждениям или травме оператора.
Правила эксплуатации, техобслуживания
- нужно проводить визуальный осмотр станка раз в неделю;
- очищать его от загрязнений и излишков масла;
- следить за тем, чтобы электроника не контактировала с водой и жидкостями;
- примерно раз в год нужно производить замену масла в редукторе;
- раз в 2 месяца следует осматривать электронику и системы энергоснабжения и тестировать сеть на предмет короткого замыкания или утечек.

Технические проблемы
Часто задаваемые вопросы.
Не меняется реверс
К примеру, у станка не изменяется реверс. Для того, чтобы решить данную проблему нужно осмотреть трехфазный двигатель, а конкретно протестировать его в холостом режиме работы. Если при холостом ходе наблюдаются такие же изменения, то скорее всего двигатель нужно менять или ремонтировать.
Вибрация
Станок СГА-1, применяющийся для гибки арматуры. Фото ПромСтройМашЕще одна распространенная проблема — вибрация станка, даже в виду отсутствия заготовки. Это может говорить о том, что двигатель работает в неправильном режиме, либо главная центральная ось разбалансирована, либо аппарат недостаточно хорошо закреплен на полу, либо подкладка между аппаратом и полом неровная или установлена под углом.
Другие вопросы
Также возможен выход гнутых валиков за рабочую плоскость. Иными словами, механизм стремится согнуть деталь за пределами рабочего стола. Данная проблема характерна для станков, у которых нарушена преобразующая шина, то есть поломка произошла на программном уровне. Контрольная панель не преобразует должным образом команды, передаёт механизму неверное указание и неверные координаты вращения и давления.
Данная проблема характерна для станков, у которых нарушена преобразующая шина, то есть поломка произошла на программном уровне. Контрольная панель не преобразует должным образом команды, передаёт механизму неверное указание и неверные координаты вращения и давления.
Ещё одна разновидность такой поломки — это нормальные показания на контрольной панели и некорректная работа механизма в реальности. То есть, на пульте управления оператор будет наблюдать, что процесс идет по стандартному алгоритму, а заготовка не будет гнуться или будет гнуться неправильно. В этом случае нужно осмотреть операционную систему станка. Возможно, придётся поменять программное обеспечение или установить его заново.
Станок СГА-1 для гибки арматуры. Фото Станочный мирЕще одна распространенная проблема, которая может быть связана как с аппаратной частью, так и с механической — это вылет заготовки. Другими словами, при установке заготовки она не гнется должным образом, а слетает с валиков. Причины могут быть следующие: первая и самая распространенная — нарушение целостности стенок крепежа; вторая — вывод из строя зажимных валиков, третья причина — нарушения в программной оболочке, которые провоцируют слишком быструю или некорректную работу механизма. Перед началом работы рекомендуется вынимать зажимные гнущие валики и центральный вал и вставлять их заново для того, чтобы осмотреть пазы и целостность все системы, продиагностировать аппарат на наличие повреждений.
Причины могут быть следующие: первая и самая распространенная — нарушение целостности стенок крепежа; вторая — вывод из строя зажимных валиков, третья причина — нарушения в программной оболочке, которые провоцируют слишком быструю или некорректную работу механизма. Перед началом работы рекомендуется вынимать зажимные гнущие валики и центральный вал и вставлять их заново для того, чтобы осмотреть пазы и целостность все системы, продиагностировать аппарат на наличие повреждений.
ВАЖНО! Станки относятся к механизмам потенциальной повышенной опасности. Поэтому рекомендуется обращаться к специалистам, а не ремонтировать их собственными силами, даже при наличии опыта у исполнителя. Ведь поломка механизма может обернуться не только сбоем во всей электронной сети. потери времени, снижением объемов продукции, но и травмой оператора станка.
Заводы-производители
- Машстройконструкция
- ПромСтройМаш
- РусИнСтрой
- Гигант (Станкокомпания)
Все производственные мощности вышеперечисленных компаний располагаются на территории России. Этим обусловлена невысокая цена и быстрая скорость доставки. Тем не менее серия СГА пожалуй единственная, которая нашла применение за рубежом.
Этим обусловлена невысокая цена и быстрая скорость доставки. Тем не менее серия СГА пожалуй единственная, которая нашла применение за рубежом.
Данные производители сертифицированные имеют в распоряжении все необходимые документы и сертификаты на продажу их станки проходят процедуру контроля качества и пригодности к работе.
ВНИМАНИЕ! Если вы приобретаете б/у оборудование и продавец отказывается предоставлять сертификаты или документы, которые подтверждают факт приобретения станка на заводе, скорее всего перед вами подделка.
Альтернативы
Станок СГА-55 для гибки арматуры. Фото Станочный мир- ЭБ;
- СГА-40М,
- СГА-40ВП
- СГА-1ЭБ;
- СГА-50;
- СМЖ-179А.
Вышеперечисленное модели являются модификацией станка СГА-1. Некоторые из них имеют большую производительность, некоторые — меньше расход энергии, тем не менее, СГА-1 является усредненным вариантом, который в себе все плюсы данной линейки.
Cвоими руками
Ниже размещена видео инструкция как сделать станок для гибки металла своими руками. Настоятельно рекомендуем проконсультироваться у специалистов по вопросу сборки и подключения самодельных станков, так малейшая неосторожность может привести к травме. Больше о самоделках здесь.
Настоятельно рекомендуем проконсультироваться у специалистов по вопросу сборки и подключения самодельных станков, так малейшая неосторожность может привести к травме. Больше о самоделках здесь.
Где купить
Рекомендуется приобретать станки непосредственно на сайтах производителей или проверенных продавцов, сотрудничающих с надежными предприятиями. Не рекомендуется экономить приобретая б/у оборудование Тем более что цена на уже использованные аппараты не сильно отличается от новых. Некоторые компании могут предоставить кредит или лизинг.
Возможно, если требуется не очень большой объем гибки, то дешевле заказать услугу гибки, чем покупать оборудование.
Запчасти, шестерни, ремкомплекты, ремонт
Тоже самое касается и комплектующих. Производители не просто так акцентируют внимание на покупку именно заводских запчастей. Ознакомьтесь с блоком контактов на нашем сайте, в котором собраны проверенные производители и поставщики комплектующих, чтобы быть уверенным в правильной работе приобретенных станков.
Производители не просто так акцентируют внимание на покупку именно заводских запчастей. Ознакомьтесь с блоком контактов на нашем сайте, в котором собраны проверенные производители и поставщики комплектующих, чтобы быть уверенным в правильной работе приобретенных станков.
Компании, занимающиеся ремонтом и сервисом станков представлены тут.
Подведем итог обзора. Станок СГА-1 является универсальным механизмом для работы с арматурой разного назначения и структуры. Его цена и характеристики позволят запустить производство с нуля и получать чистую прибыль уже через несколько месяцев, учитывая расходы на электроэнергию и обслуживание. Эксплуатация, установка, транспортировка станка не приносит дополнительных неудобств, если заказывать оборудование у сертифицированных производителей, которые были перечислены в статье.
Не пренебрегайте диагностикой и осмотром оборудования, так как один неправильно настроенный станок может повредить всю электронную сеть, если он включён в цепочку производства или вывести из строя рядом стоящее оборудование посредством механического повреждения.
СГА-1 станок для гибки арматурной стали. Паспорт, схемы, описание, характеристики
Сведения о производителе станка для гибки арматурных сталей модели СГА-1
Производитель станка для гибки арматурных сталей модели СГА-1 — предприятие Строительные машины г. Санкт-Петербург.
На рынке строительного оборудования России присутствует несколько отечественных разработчиков и изготовителей станков для гибки арматуры, и множество иностранных фирм из Китая, Турции, Болгарии, Италии и т.д.
Наиболее известные российские производители станков для гибки арматурной стали:
- Астраханский станкостроительный завод — электромеханические гибочные станки СГА-40, СГА-55, СГА-55У
- Долина — Кувандыкский завод КПО — электромеханические гибочные станки МГА, МГА2
- ПромСтройМаш г. Барнаул — электромеханические гибочные станки УГА-40
- Строительные машины г. Санкт-Петербург — электромеханические гибочные станки
- Унитех г. Новочебоксарск — электромеханические правильно-гибочные станки СМЖ-173.03
 Санкт-Петербург — электромеханические гибочные станки
Санкт-Петербург — электромеханические гибочные станки СГА-1 станок электромеханический универсальный для гибки арматурной стали. Назначение, область применения
Гибочный станок СГА-1 предназначен для холодной гибки прутков арматуры железобетонных конструкций в цехах заводов и на строительных площадках под навесом.
Универсальный станок для гибки арматурных сталей СГА-1 придает арматурным стержням заданную форму путем отгибов крюков на концах стержней, которые служат для изготовления хомутов, монтажных петель и пр.
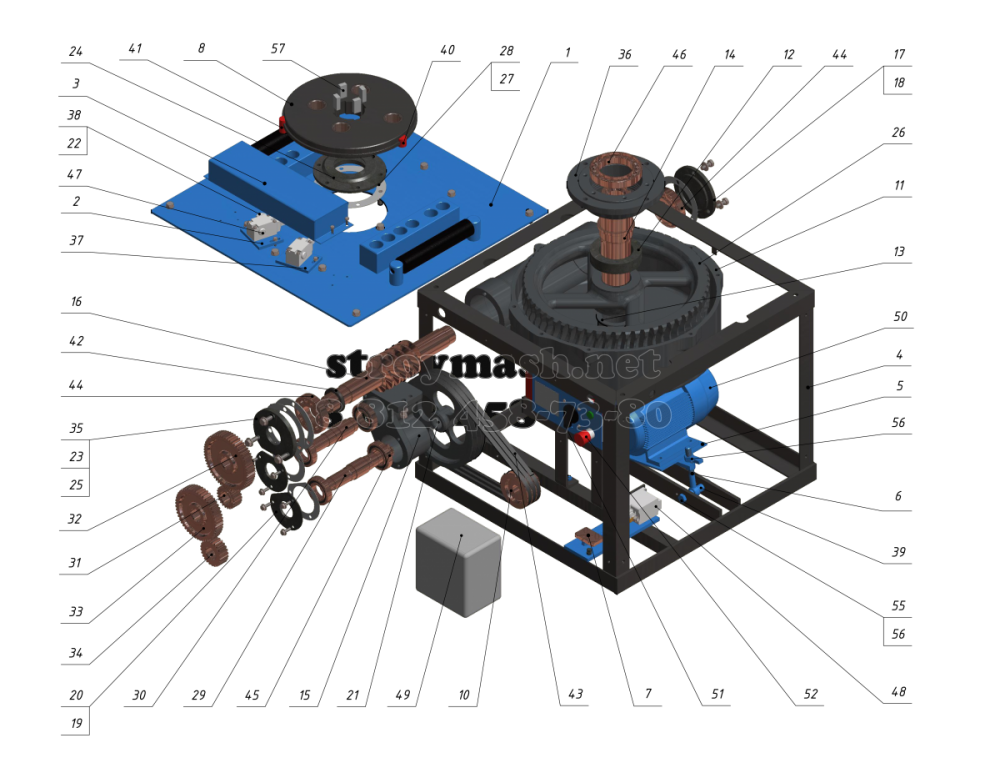
Общий вид станка для гибки арматуры СГА-1
Станок СГА-1 состоит из: сварной рамы, привода, червячного редуктора, плиты, установленной на раме, с закрепленным на ней гибочным диском.
На гибочном диске устанавливаются центральный и гибочный пальцы. Упорный палец с роликом устанавливается в отверстие планки, приваренной к плите (верхнему листу) рамы.
Упорный палец с роликом устанавливается в отверстие планки, приваренной к плите (верхнему листу) рамы.
Вращение от электродвигателя (привода) на входной вал червячного редуктора передается через клиноременную передачу и шестерни. Изменение частоты вращения гибочного диска производиться перестановкой шестерен. Для выполнения требований экологии предусмотрено удаление окалины с листа рамы через воронку, присоединяемую к цеховой вытяжной вентиляции.
Станок СГА-1 работает следующим образом: Пруток укладывается на гибочный диск между центральным пальцем с роликом, гибочным пальцем и упорным штырем с роликом. При вращении диска гибочный палец заклинивает пруток и изгибает его вокруг ролика на угол, задаваемый установкой кулачка. При возврате диска гибочный палец освобождает согнутый пруток и останавливается после нажатия вторым кулачком на второй конечный выключатель. Изделия из прутков арматуры радиусом гиба 55 мм изгибаются вокруг ролика, а радиусом 20 мм — непосредственно вокруг центрального пальца. Изделия из прутков диаметром до 14 мм с внутренним радиусом 12 мм изгибаются при установке вилки и кронштейна.
Изделия из прутков диаметром до 14 мм с внутренним радиусом 12 мм изгибаются при установке вилки и кронштейна.
Общий вид станка для гибки арматуры СГА-1ЭБ (с Электронным Блоком)
Станок СГА-1ЭБ отличается от базового станка СГА-1 наличием электронного блока, позволяющего автоматизировать процесс гибки в условиях серийного производства деталей из арматуры.
Станок СГА-1ЭБ имеет два режимы работы – ручной и автоматический. Ручной режим удобен при одиночных или небольших количествах гибов и используется при наладке станка, при проверке датчиков. В ручном режиме можно работать при отказе датчиков, что исключает простой станка. Автоматический режим используется при многократной реализации одного или нескольких последовательных гибов.
Ручной режим работы:
- При нажатии на педаль включается вращение вперед, при отпускании педали поворотный диск останавливается (практически без выбега)
- При повторном нажатии включается вращение назад, при отпускании педали поворотный диск останавливается
Автоматический режим работы имеет два подрежима:
- Режим одного гиба
- Режим n-гибов на одной из восьми программ
На боковой панели установлен противоударный дисплей, на котором указывается «Заданное значение» угла гиба. Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
Станок СГА-1. Плита и приспособления для гибки арматуры
СГА-1 Плита и приспособления для гибки арматуры. Комплект поставки
- Плита
- Диск
- Ролик СГА-1.06.006
- Палец центральный СГА-1.06.002
- Штырь СГА-1.06.008
- Ролик СГА-1.06.009
- Рольганг
- Кулачок останова
- Выключатель конечный останова
- Кулачок реверса
- Выключатель конечный реверса
- Палец СГА-1.06.007
- Вилка СГА-1.08.001
- Кронштейн для гнутья пакетом СГА-1.09.000
СГА-1 Запасные части для станка гибки арматуры
- Вал вертикальный СГА-1.02.004
- Вилка СГА-1.08.001
- Колесо червячное СГА-1.02.023
- Кронштейн СГА-1. 09.010
- Палец СГА-1.06.007
- Палец центральный СГА-1.06.002
- Ролик СГА-1.06.006
- Ролик СГА-1.06.009
- Червяк СГА-1.02.011
- Шестерня СГА-1.02.012
- Шестерня СГА-1.02.013
- Шестерня СГА-1.02.019
- Шестерня СГА-1.02.021
- Штырь СГА-1.06.008
 09.010
09.010Расположение составных частей на станке для гибки арматуры СГА-1
- Рама станка сварная
- Редуктор
- Плита
- Приспособление для гибки арматуры
- Педаль
- Электропривод
Кинематическая схема станка для гибки арматуры СГА-1
- Электродвигатель
- Шкив d1 = 98 мм
- Ремень клиновый
- Шкив d2 = 260 мм
- Шарикоподшипник № 208
- Шестерня z = 19
- Шестерня z = 37
- Шестерня z = 16
- Шестерня z = 40
- Червяк z = 2
- Червячное колесо z = 60
- Роликоподшипник № 7310
- Шарикоподшипник № 118
Станок для гибки арматуры СГА-1 состоит из рамы, редуктора, плиты, приспособлений для гибки прутков, электрооборудования и педального управления.
Приспособление для гибки прутков состоит из гибочного диска, закрепленного на нем гибочного пальца, центрального пальца с роликоми упорного пальца (штыря) с роликом. На гибочном диске имеются отверстия с втулками для установки гибочного пальца, а также расположенные по окружностиотверстия для установки кулачков останова и реверса, воздействующих на соответствующие конечные выключатели. Привод гибочного диска осуществляется от двигателя через клиноременную передачу, две открытые зубчатые передачи и червячный редуктор.
Схема электрическая станка для гибки арматуры СГА-1
Перечень электрооборудования станка для гибки арматуры СГА-1:
- Электродвигатель — М
- Магнитный пускатель — КМ-1.КМ-2
- Автоматический выключатель — SA1
- Конечный выключатель реверса — SQ2
- Конечный выключатель останова — SQ3
- Тепловое реле — РТ1
- Кнопка останова — К1
При включении автоматического выключателя (SA1) происходит подключение питания к станку.
При нажатии педали происходит замыкание контактов конечного выключателя (SQ1) и вращения гибочного диска по часовой стрелке. При переключении контактов конечного выключателя (SQ2) происходит возврат гибочного диска в исходное положение до размыкания контактов конечного выключателя (SQ3), двигатель останавливается. Повторный цикл работы станка происходит аналогично.
Вилка СГА-1.08.001 для гибки арматуры на станке СГА-1
Кронштей СГА-1.09.000 для гибки пакетом на станке СГА-1
Читайте также: Производители кузнечно-прессового оборудования в России
Видео — работа на станке для гибки арматуры СГА-1
Технические характеристики станка для гибки арматуры СГА-1
| Наименование параметра | СГА-1 | |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр изгибаемой арматурной стали по ГОСТ 5781-82, мм | ||
| Для класса арматуры А-I, мм | 40 | |
| Для класса арматуры А-II, мм | 36 | |
| Для класса арматуры А-III, мм | 32 | |
| Допускаемый радиус изгиба прутка по внутреннему контуру, мм | 20. .55 .55 | |
| Скорость вращения гибочного диска, об/мин | 3,4; 14 | |
| Электродвигатель, кВт | 3,0 | |
| Габарит и масса пресс-ножниц | ||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 760 х 790 х 680 | |
| Масса пресс-ножниц, кг | 380 |
Примечание:
Допускается разрезка нескольких прутков арматуры одновременно, при условии, что пучок не превышает по диаметру показателей, указанных в таблице 1.
Связанные ссылки. Дополнительная информация
Unison обеспечивает доступную точную гибку труб для Morse Hydraulics
Компания Unison Tube LLC из Данвилла, штат Вирджиния, помогла компании Morse Hydraulics, ведущему американскому поставщику гидравлических шлангов и фитингов высокого давления, избавиться от зависимости от внешних поставщиков оборудования для гибки специализированной трубной арматуры и, таким образом, также уменьшить количество гнутых компонентов, хранящихся на складе.
Компании Morse Hydraulics требовался трубогибочный станок, обеспечивающий бескомпромиссный уровень точности и повторяемости, но хорошо подходящий для производственной среды, специализирующейся как на единичных, так и на небольших партиях.
«Наша цель преследовала две цели, — сказал Ричи Дамиан, владелец Morse Hydraulics. «Прежде всего, мы хотели выполнять гибку труб у себя, чтобы иметь возможность еще быстрее реагировать на разнообразные потребности наших клиентов. Во-вторых, в качестве дополнительной выгоды мы также хотели сократить значительное количество гнутых фитингов для труб, которые приходилось держать на складе при аутсорсинге производства.
«Пока мы не встретились с командой Unison Tube, наш поиск подходящего трубогибочного станка был сложным, — продолжил он. «Многие из недорогих станков, которые мы видели, просто не обеспечивали того уровня точности, который мы искали, в то время как другие полностью автоматизированные станки с ЧПУ были либо чрезмерно дорогими, либо предлагали возможности, которые мы никогда не использовали».
Прислушиваясь к требованиям Morse Hydraulics по гибке труб, Стюарт Синглтон, вице-президент Unison Tube LLC, порекомендовал один из станков с ЧПУ EvBend 2000 с усилителем от Unison. Недавно представленные Unison для помощи компаниям, производящим прецизионные станки, которым требуется мелкосерийное, высокоточное производство и прототипирование труб и труб, станки EvBend представляют собой 3-осевые модели с ЧПУ и ручным управлением, которые обеспечивают точную многоплоскостную гибку при гораздо меньших затратах, чем станки EvBend. много полностью автоматизированных гибочных станков с ЧПУ.
«С тех пор, как Unison EvBend 2000 был установлен на нашем предприятии в Портленде, штат Орегон, мы полностью избавились от нашей зависимости от внешней гибки труб и смогли значительно сократить наши складские запасы», — с энтузиазмом говорит г-н Дамиан.
«Благодаря гибке на месте мы лучше поставляем высококачественные фитинги для гидравлических труб, которые требуются нашим клиентам, а также изгибаем на заказ даже самые труднодоступные фитинги и соединители. Тщательное обучение Unison позволило нам производить годные для продажи гнутые компоненты с первого дня, а если они нам потребуются для получения рекомендаций, то всегда можно позвонить по телефону».
Станок EvBend 1000 предназначен для точной гибки труб и труб с наружным диаметром до 16 мм, а более крупный станок EvBend 2000, приобретенный компанией Morse Hydraulics, предназначен для точной гибки труб и труб с наружным диаметром до 50 мм.
«Было приятно помочь Ричи и команде Morse Hydraulics найти трубогибочный станок с ЧПУ, отвечающий их потребностям», — заключил г-н Синглтон. «Хотя Unison, пожалуй, больше всего известна полностью электрическими технологиями гибки труб, помощь Morse Hydraulics предоставила прекрасную возможность продемонстрировать наш ассортимент сверхточных ручных станков, которые хорошо подходят для организаций, занимающихся гибкой небольшого количества узкоспециализированных деталей».
Unison Tube LLC является североамериканским подразделением компании Unison Ltd, расположенной в Скарборо. , мы предлагаем уникальную комплексную услугу индукционной гибки, обеспечивающую следующие решающие преимущества: —
- Индукционная гибка труб диаметром от 50,8 мм (2 дюйма) до 813 мм (32 дюйма) с использованием материала толщиной до 50 мм.
- Трубы и другие профили могут быть изогнуты с меньшими радиусами, чем с помощью методов холодной гибки.
- Поверхность трубы не повреждена/не повреждена процессом.
- Возможно несколько изгибов на одном отрезке трубы.
- Снижение требований к сварке за счет составных изгибов, что повышает целостность готового трубопровода.
- Быстрее и энергоэффективнее, чем традиционные методы гибки плит в огне/горячем состоянии.
- Полностью контролируемый и записываемый процесс. Доступен сертификат
- , описывающий все ключевые аспекты процесса индукционной гибки на уровне компонентов, если это необходимо.
Для обеспечения наиболее экономичного и эффективного использования материалов мы предоставляем предварительный анализ использования материалов. Это помогает нашим клиентам достичь непревзойденной конкурентоспособности и дает им реальное преимущество на рынках, которые они обслуживают.
Это помогает нашим клиентам достичь непревзойденной конкурентоспособности и дает им реальное преимущество на рынках, которые они обслуживают.
Мы можем сгибать трубы диаметром от 50,8 мм (2 дюйма) до 813 мм (32 дюйма), используя материал толщиной до 50 мм.
Компания Barnshaws также накопила богатый опыт в области гибки строительных балок и RHS 500 x 300, используя эту высокопроизводительную и универсальную технику.
Индукционная гибка со следующими материалами (перечень не исчерпывающий): —
Углеродистая сталь – Легированная сталь (низкая, средняя, высокая), Хромированная, молибденовая сталь – Цементируемая и отпущенная сталь – Жаропрочная и жаропрочная сталь – Низкая жаропрочные стали – Нержавеющая сталь и кислотостойкая сталь – Супердуплексная нержавеющая сталь – Плакированные углеродистые стали (с внутренней оболочкой), Трубы и трубки, бесшовные или сварные.
Типы отводов включают: —
Четверть отвода 90° – Угловой отвод 0-120° – SHS до 400 x 400 x 20 – Крестообразный отвод – S-образный отвод/отвод со смещением – RHS отвод относительно малой оси до 500 x 300 x 20 – Изогнутая труба до 813 – Эллиптические трубы (малая и большая ось) – Универсальные балки
Наш полный спектр постпроизводственных процессов, связанных с индукционной гибкой, включает: —
Подготовка к сварке – Испытание гидростатическим давлением – Нагрев обработка и очистка – Покрытие и обработка поверхности Неразрушающий контроль – механические и неразрушающие испытания.
АССОРТИМЕНТ ПРОДУКЦИИ
На специально построенном производственном объекте площадью 120 000 кв. футов установлено 25 мостовых кранов с максимальной грузоподъемностью 20 тонн. Наши индукционные гибочные станки позволяют нам сгибать от 2″NB до 32″OD. Мы можем приспособить толщину стенки от 2 мм до 50 мм.
Материалы, подходящие для индукционной гибки, включают: —
- Углеродистые стали, включая API 5L Gr. B / ASTM A106 гр. Б
- Цементируемая и отпущенная сталь
- Дуплексные и супердуплексные стали, включая 22% Cr (UNS S31803) и 25% Cr (UNS S32750/60)
- Материалы с высоким содержанием хрома, в т.ч. ASTM A335 P11, P22 и P91 и т. д.
- Стали с высоким пределом текучести — API 5L от X42 до X80 (включая стали с внутренним покрытием)
- Низкотемпературные материалы, такие как ASTM A333 Gr.6
- Специальные стали, включая AISI 4130, Inconel, Hastelloy и Ovako 280®
- Нержавеющая сталь – ASTM A312 304L, 316L, 321 и т. д.
- Трубы и трубки бесшовные или сварные
 д.
д.Мы также можем выполнить следующие операции: —
- Торцевая фаска
- Химическая очистка, травление и пассивация
- Резка круглых профилей с наружным диаметром до 32 дюймов
- Разрушающие механические испытания с использованием нашей партнерской лаборатории, аккредитованной UKAS
- Неразрушающие испытания, проводимые сертифицированными операторами ASNT/PCN уровня II
Как работает индукционная гибка?
Индукционная гибка — это передовой процесс гибки металла, обеспечивающий оптимальную точность, эффективность и стабильность. Он подходит для очень широкого спектра применений и полностью преодолевает потенциальные ограничения методов холодной гибки, такие как деформация и утончение стенки.
Прямая труба, труба или другие типы профилей размещаются на станине станка с поворотным рычагом, установленным на требуемый радиус. Затем материал гидравлически проталкивается через индукционную катушку с тщательно контролируемой скоростью. Тепло около 1000°C концентрируется исключительно на области, требующей изгиба, в то время как холодный воздух и вода распыляются на область, прилегающую к нагретой зоне.
Тепло около 1000°C концентрируется исключительно на области, требующей изгиба, в то время как холодный воздух и вода распыляются на область, прилегающую к нагретой зоне.
Сочетание скорости, нагрева и охлаждения позволяет изгибать секции до меньшего радиуса без деформации поперечного сечения.
Конструкция оборудования обеспечивает отсутствие ограничений по длине используемых труб. Нагревательная лента устраняет риск образования складок на трубе, а нормальная гибка выполняется без использования оправок или шаблонов благодаря прочной опоре, обеспечиваемой через охлаждаемую трубу по обеим сторонам узкой нагреваемой секции.
Индукционный нагрев обеспечивает высокую скорость и эффективность и позволяет очень точно контролировать температуру (+ или — 30 градусов C). На трубах не образуется окалина во время процесса, и даже материал, ранее очищенный от окалины, можно согнуть так же эффективно, как трубу или трубу в идеальном состоянии. Эта замечательная гибкость также распространяется на ранее проржавевшие, шовные, стыковые или спирально сваренные материалы.
Различная толщина стенок материала также может быть легко адаптирована с помощью соответствующих настроек оборудования во время производства.
Преимущества использования индукционной гибки
- Бесступенчатый радиус изгиба обеспечивает оптимальную гибкость конструкции.
- Превосходное качество с точки зрения овальности, утончения стенок и обработки поверхности.
- Устраняет необходимость в компонентах с коленом, позволяя использовать более дешевые и доступные прямые материалы.
- Более прочный конечный продукт, чем отводы, с одинаковой толщиной стенки.
- Возможность изгиба с большим радиусом снижает трение и износ.
- Качество поверхности изогнутого материала не имеет значения с точки зрения пригодности для использования.
- Более быстрое производство, чем при сварке отдельных компонентов.
- Не допускается резка, закругление, растачивание, подгонка или термообработка/сварка кованых фитингов.
- Трубы и другие профили могут быть изогнуты с меньшими радиусами, чем с помощью методов холодной гибки.
- Поверхность материала, не затронутая процессом.
- Возможно несколько изгибов на одном отрезке трубы.
- Снижение требований к сварке за счет составных изгибов, что повышает целостность готового трубопровода.
- Сварные швы в критических точках исключены.
- Меньше необходимости в неразрушающем контроле, что ведет к дальнейшему снижению затрат.
- Быстрее и энергоэффективнее, чем традиционные методы гибки плит в огне/горячем состоянии. Процесс
- устраняет необходимость в заполнении песком, оправках или формирователях.
- Чистый процесс без смазки.
- Изменения спецификации изгиба возможны вплоть до последней минуты перед производством.
- Уменьшена потребность в формальной проверке целостности сварного соединения на месте.
- Сокращение сроков ремонта и технического обслуживания благодаря относительной простоте изготовления сменных труб или трубок, гнутых индукционным способом.

Техническая информация
ОВАЛЬНОСТЬ
Стандартная стенка Углеродистая сталь
емкость
Группа Barnshaws Group Can Can Bul Tipe до 813 мм (32 «) наружный диаметр.
Распространение
Стандартная углеродная сталь. Мы активно занимаемся индукционной гибкой с 1999 года. С тех пор мы накопили огромный опыт во всех типах проектов и приложений. Ассортимент продукции Barnshaws включает трубы диаметром до 32 дюймов (813 мм), прямоугольные полые профили до 500 x 300, квадратные полые профили до 500 x 500, балки шириной до 610 и каналы шириной до 430 мм. Услуги по индукционному изгибу Barnshaws проверены SCCS на соответствие стандарту ISO 9001: 2015. Мы работаем с SCCS над многими проектами по гибке труб для утверждения третьей стороной Наши внутренние испытательные средства включают в себя ультразвуковой контроль толщины, испытание на твердость поверхности области изгиба и отчеты об овальности / размерах и рентгеновский анализ.0005 Стандартная услуга по индукционной гибке 10 рабочих дней для небольших партий. Ни одна компания не может предложить такую же скорость оборота. Barnshaws – первая компания по гибке металлов в Великобритании, достигшая полного соответствия стандарту EN1090-1; Требования к оценке соответствия конструктивных элементов, включая поставку криволинейных элементов, классу исполнения 4 (Exc4). Поэтому все наши изделия, изготовленные методом индукционной гибки, имеют полную маркировку СЕ для обеспечения возможности отслеживания. После успешной оценки SCCS компания Barnshaws может гарантировать клиентам, что у нее есть системы, гарантирующие, что все материалы, используемые в производстве, соответствуют назначению, с отслеживаемым путем аудита и что рассматриваемый продукт Barnshaws полностью соответствует ожидаемому результату. использовать. Маркировка CE также подтверждает компетентность, знания и навыки производственного персонала, а также то, что производственное оборудование правильно обслуживается и калибруется (при необходимости). Компания Barnshaws вложила шестизначную сумму для получения аккредитации. Особое внимание уделялось как пределу прочности, так и пределу текучести продуктов при оценке характеристик каждого аспекта ассортимента продукции с использованием сотен образцов, изготовленных с различными радиусами. Компания включила всю свою цепочку поставок в процесс маркировки CE, чтобы гарантировать, что все компоненты продукта, приобретенные у третьих лиц, полностью соответствуют требованиям с точки зрения измерения и производительности. Все пять предприятий Barnshaws в Великобритании прошли аудит SCCS в процессе аккредитации. Неотъемлемой особенностью индукционной гибки является то, что механические свойства могут быть изменены – иногда значительно – из-за подвода тепла и напряжений, приложенных во время процесса. Большинство материалов, подвергнутых индукционной гибке компанией Barnshaws, в частности высокопрочные углеродистые и дуплексные стали, после гибки нуждаются в термообработке всего тела в печи для восстановления или улучшения механических свойств. Мы предлагаем следующие услуги по термообработке после гибки: — Нормализация Чаще всего используется для углеродистых сталей, таких как ASTM A106 Gr. Б, А333 гр. 6 и API 5L X52, процесс нормализации включает установленное время при температуре с охлаждением неподвижным воздухом до температуры окружающей среды вдали от зоны печи. Нормализация и отпуск Чаще всего применяется к материалам с более высоким содержанием хрома, напр. Закалка и отпуск Этот процесс последующей гибки предназначен для материалов с высоким пределом текучести, т.е. API 5L X65. Выдерживаем материал при температуре заданное время. Затем его быстро охлаждают в подходящей охлаждающей среде. Это способствует закалке. За этим следует отпуск при пониженной температуре с охлаждением еще на воздухе до температуры окружающей среды. Отжиг на раствор Процесс, который можно применять к нержавеющим и дуплексным сталям, таким как UNS S31803 и UNS S32760. Выдерживаем материал при повышенной температуре в течение заданного времени. Затем мы применяем метод быстрого охлаждения с использованием воздуха или воды. Вторичная термическая обработка обычно не требуется. Многочисленные преимущества процесса индукционной гибки в настоящее время широко признаны и используются в различных отраслях промышленности. Индукционно изогнутые трубы и трубы обычно используются для чего угодно, от крупномасштабных трубопроводов до теплообмена и перемещения множества жидкостей и газов. Гибка Barnshaws для структурных применений соответствует допускам N.S.S.S и стандартам ASME для нефтехимических применений. Эта замечательная гибкость применения означает, что мы можем предоставить полный спектр услуг для широкого спектра отраслей, включая (но не ограничиваясь): — Подчеркнем, что постоянно разрабатываются новые приложения. Пожалуйста, не стесняйтесь обращаться к нам сегодня, чтобы обсудить, как мы можем помочь вам реализовать многочисленные преимущества индукционной гибки новыми, инновационными способами. Типы гибки
Опыт Barnshaws
 мир предлагает такой диапазон сечений / необычных форм
мир предлагает такой диапазон сечений / необычных форм Маркировка CE


Обработка после гибки
 ASTM A335 P11 & P22 и т. д. Сначала мы нормализуем материал, после чего подвергаем его длительному отпуску при более низкой температуре, снова используя охлаждение на воздухе до температуры окружающей среды.
ASTM A335 P11 & P22 и т. д. Сначала мы нормализуем материал, после чего подвергаем его длительному отпуску при более низкой температуре, снова используя охлаждение на воздухе до температуры окружающей среды. Области применения