Заточка сверл по металлу: Как заточить сверло по металлу — РИНКОМ
способы заточки, оборудование и приспособления, угол заточки
О том, что сверло когда-то затупилось, никто не вспоминает. Но только до тех пор, пока оно вдруг не стало нужным. Без острого сверла работа двигаться не будет. Поэтому придётся покупать новое или попробовать его заточить. Заточка сверла по металлу – процесс непростой. Но стоит попробовать.
Как правильно заточить сверлоИсточник tehnomuza.ruПризнаки, что сверло затупилось
Перед тем как точить сверла, необходимо удостовериться, что они на самом деле затупились. Какие признаки это показывают:
- режущий инструмент сильно нагревается;
- металлическая стружка, вылетающая из-под кромки, имеет мелкую фракцию;
- повышается шум проводимых операций.
Особенно отметим последний признак, потому что повышается сила трения между затупившейся кромкой сверла и плоскостью заготовки. Поэтому, как только произошло повышения шумности при сверлении, надо работу тут же прекратить.
Как выбрать сверло
Перед тем как решать вопрос, как заточить сверло правильно, хотелось бы немного остановиться на самом режущем инструменте.
Начнём с того, что сверла на рынке строительных инструментов представлены в достаточно широком ассортименте. Так как нас интересует только оснастка по металлу, то надо отметить, что и здесь выбор есть.
Во-первых, можно провести выбор по цвету инструмента:
- Чёрный – это оксидная плёнка, функции которой – защитить основу сверла от коррозии и высоких температур. Поэтому эта разновидность обладает высокой прочностью и износостойкостью.
- Серый – этот инструмент можно спокойно отнести к оснасткам невысокого качества.

- Ярко-золотистый. Такой цвет говорит лишь об одном – в составе стали, из которой инструмент изготовлен, есть титан.

Необходимо отметить, что большинство свёрл по металлу – это стержни, изготовленные из инструментальной стали. Но, чтобы увеличить их режущие характеристики, нужно усилить режущую кромку. Поэтому в продаже сегодня можно приобрести четыре разновидности оснастки с разными покрытиями:
- Все та же оксидная плёнка чёрного цвета.
- TiCN – это карбонитрид титана.
- TiAIN – это титано-алюминиевый нитрид.
- Сам нитрид титана.
- Керамика.
Внимание! Два последних покрытия не подлежат перезаточке.

В основном в быту, да и многие мастера для сверления отверстий в металле используют спиральные сверла. Это стальной цилиндрический стержень, в котором нарезаны канавки в виде спирали. Отсюда, в принципе, и название.
Меньшую часть этого инструмента занимает хвостовик, который и зажимается в патроне оборудования по сверлению или в дрели, перфораторе. Основную часть занимает цилиндр с канавками. Канавки нарезаются с одной целью – создать пространство, по которому металлическая стружка будет покидать место сверления, не мешая основному процессу.
Спиральная оснастка также имеет небольшую классификацию, где присутствует три позиции:
- Классическое сверло.
- Левостороннее. Его используют, когда надо высверлить из отверстия сломавшийся крепёжный элемент: болт, шуруп и прочее.
- Высокой точности. Если стоит задача высверлить отверстие с минимальными погрешностями, то используют именно его.

Правила заточки свёрл
Во-первых, для проведения этого процесса потребуется или специальное оборудование, или специальные приспособления в виде насадок к дрелям или перфораторам. К первой группе относится заточной станок, на который насажен точильный камень. У рачительного хозяина такой станок небольших размеров в гараже или сарае всегда найдётся.
Сразу надо оговориться, что технология заточки зависит от типа сверла. Оно может быть коническим, винтовым, цилиндрически или одно- или двухплоскостным. Но необходимо понимать, что затачивать надо в любом случае только задние грани инструмента. При этом каждая грань должна быть одинаково заточена. Понятно, что вручную это сделать практически невозможно. Но небольших размеров сверла мастера точат именно вручную, для чего необходим определённый опыт в проведении этого типа работ.
Есть некоторые отличия заточки свёрл разного типа. К примеру, одноплоскостное сверло отличается от других тем, что у него задняя стенка пера имеет всего одну плоскость. А угол наклона этой плоскости варьируется в диапазоне 28-30°. Именно эту плоскость и надо заточить. Здесь важно сверло подносить к вращающемуся точильному камню параллельно этой задней плоскости. При этом инструмент вращать нельзя, даже небольшое отклонение приведёт к неправильно проведённой операции.
Точно также затачиваются и двухплоскостные сверла. Только точить придётся две плоскости по отдельности. Здесь те же требования.
Что касается конических моделей, то главная задача – не нарушить конусность конструкции затачиваемой кромки. Поэтому инструмент подносят к вращающемуся точильному камню, прижимают сверло и делают им колебательные движения по конусу. Здесь важно не отрывать оснастку от камня.
И ещё одно пожелание – строго придерживаться формы кромки. Понятно, что это не всегда возможно, особенно, если сверло диаметром до 10 мм. Но для этой разновидности можно только выдержать задний угол. И этого бывает достаточно. Что касается свёрл большого диаметра, то специалисты рекомендуют кроме заточки кромок по плоскостям и с точным выдерживанием угла, проточить переднюю плоскость, тем самым улучшив конструкцию. Такие сверла более эффективны при сверлении.
Заточку надо проводить в одно касаниеИсточник novate.ru А точнее центральную часть высверливаемого места.
А точнее центральную часть высверливаемого места.После заточки сверла также рекомендуется провести доводку. То есть убираются зазубрины, оставленные точильным камнем. Это обязательная процедура в заводских условиях. Именно это позволяет увеличить износостойкость инструмента. Если в домашних условиях есть возможность провести доводку, то её надо провести обязательно.
Обычно для доводки используют другие камни:
- из карбида кремния, он зелёного цвета, марка 63С, при этом лучше использовать круг зернистостью 5-6 и твёрдостью – М3-СМ1;
- из эльбора, здесь требуется зернистость 6-8.
Обратите внимание, что эти камни должны быть изготовлены на бакелитовой связке.
Камень для заточки сверлаИсточник i.ytimg.comКак делаются качели из дерева и металла: от чертежей и выбора места до монтажа, фото
Приспособления для точения свёрл на станке
 Нужно иметь большой опыт, чтобы «не запороть» инструмент. Поэтому в продаже есть специальные приспособления, которые облегчают проведения этой операции.
Нужно иметь большой опыт, чтобы «не запороть» инструмент. Поэтому в продаже есть специальные приспособления, которые облегчают проведения этой операции.На рынке можно приобрести простые устройства. Есть и достаточно сложные с электродвигателями, которые не только удерживают сверло в требуемом положении, но и производят подачу инструмента к точильному камню в автоматическом режиме. Последние чаще используются для заточки спиральных свёрл. Но такие устройства стоят немалых денег, поэтому приобретаются профессиональными точильщиками.
В видео показано, как мастер сделал приспособления, помогающее правильно заточить сверло по металлу:
Как заточить сверло с помощью дрели
Если точильного станка в наличии нет, можно приспособить дрель, на вал которой устанавливают точильный круг. Здесь два варианта проведения процесса:
- зажать дрель в тиски и подводить сверло к камню руками;
- зажать в тисках режущий инструмент и подводить камень с дрелью вручную.

Оба варианта непростые, но второй проще первого.
Как правильно заточить сверло в этом случае:
- режущий инструмент надо установить в тисках в вертикальном положении;
- с помощью круга, установленного на дрель, снимается задняя кромка, цель – удалить следы износа;
- затем производится заточка под требуемым углом – обычно 120°.
Внимание! Чтобы кромка не перегрелась, надо процесс заточки проводить не более двух секунд. То есть металл снимается слоями.
Но есть более простой способ. Для этого надо приобрести специальную насадку. Её устанавливают на дрель и вставляют в специальный жёлоб сверло. Последнее относительно вращающегося точильного инструмента располагается под определённым углом, равным углу заточки. Это хорошо видно на фото ниже.
Заточка сверла с помощью дрели и специальной насадкиИсточник yandex.netПриспособления для заточки
Новичкам трудно провести заточную процедуру качественно.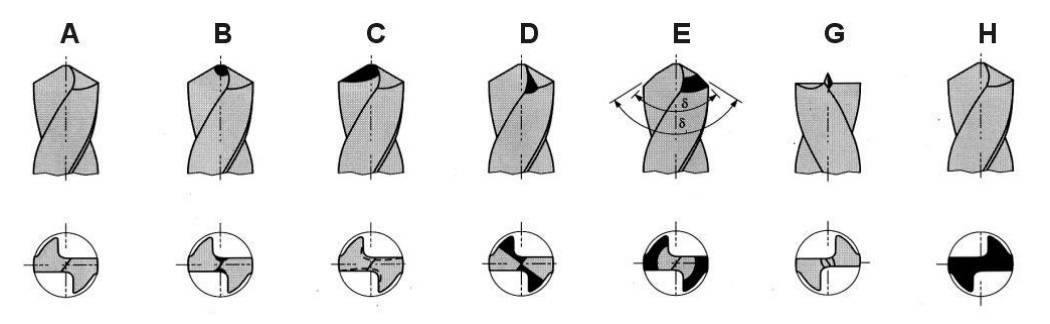 Поэтому производители строительного инструмента уже давно выпускают специальные насадки для дрелей. Это на самом деле насадка. Её надо установит на дрель, вставить в отверстие с торца сверло и включить электроинструмент.
Поэтому производители строительного инструмента уже давно выпускают специальные насадки для дрелей. Это на самом деле насадка. Её надо установит на дрель, вставить в отверстие с торца сверло и включить электроинструмент.
Затем сверло вытаскивается, поворачивается на 180°, опять вставляется в приспособление для заточки свёрл, и дрель снова включается. То есть затачивается вторая плоскость режущей кромки.
Приспособление для заточки сверла, устанавливаемого на дрельИсточник yandex.netПравила крепления профнастила саморезами на крыше: выбор крепежей
На что необходимо обратить внимание:
- Такие насадки сегодня продаются практически во всех строительных магазинах. Но знайте, что с помощью этого приспособления можно затачивать сверла диаметром 4-10 мм.
- С помощью этого приспособления можно затачивать только тот инструмент, который затупился лишь слегка. Если есть на его кромке большие изъяны и дефекты, или оснастку просто перегрели, насадка здесь не поможет. Для таки свёрл требуется другой вариант проведения заточки, а именно: станок с точильным или алмазным камнем.
- Сразу надо сказать, что угол заточки сверла в таких приспособлениях стандартный. Изменить его невозможно. Поэтому после проведённой процедуры инструмент надо доработать напильником или надфилем до необходимого угла. Что касается угла внутри насадок, то они разные в разных моделях приспособлений. Поэтому на этот показатель надо обратить внимание, приобретая устройство.
 Если есть на его кромке большие изъяны и дефекты, или оснастку просто перегрели, насадка здесь не поможет. Для таки свёрл требуется другой вариант проведения заточки, а именно: станок с точильным или алмазным камнем.
Если есть на его кромке большие изъяны и дефекты, или оснастку просто перегрели, насадка здесь не поможет. Для таки свёрл требуется другой вариант проведения заточки, а именно: станок с точильным или алмазным камнем.Недостатки у таких приспособлений есть. Но не такие большие, чтобы можно было бы говорить о несерьёзном отношении производителей. Кто, уже имел возможность приобрести этот аппарат, отзывается только положительно. В первую очередь надо отметить простоту проведения сложного процесса. Во-вторых, сам агрегат стоит недорого. Так что появилась прекрасная возможность затачивать сверла быстро, качественно и несложно.
В видео показано, как мастер разбирается с приспособлением для затачивания свёрл:
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.

В видео показано, как точить сверла по металлу вручную:
Крепление ограждения кровли: где и когда устанавливаются ограждения
Виды заточек
О некоторых видах заточек уже было сказано выше, но ещё раз повторимся. Итак, существует пять разновидностей заточки, которые выбираются из расчёта типа материала и специфики работ, связанных со сверлением.
Первая из них – нормальная под титром «Н». Эта разновидность является универсальной, но применяется лишь в том случае, если необходимо заточить сверло диаметром не больше 12 мм. По сути, на инструменте формируются две режущие кромки и одна поперечная. Для этого приходится выдерживать угол в пределах 118-120°.
И остальные:
- НП – заточка делается с короткой поперечиной, чтобы снизить на неё нагрузки;
- НПЛ – кроме поперечной кромки уменьшается и ширина ленточки, цель – понизить силу трения, которая создаётся между сверлом и заготовкой;
- ДП – это так называемая двойная заточка, где кроме поперечной кромки формируются ещё четыре кромки, которые собой представляют ломаные линии;
- ДПЛ – все тот же предыдущий вариант, только дополнительно подтачивается ленточка.

Правильно проведённая заточка сверлаИсточник tehnomuza.ruВнимание! Для чего необходимы четыре кромки. Это возможность уменьшить угол между участками периферийных плоскостей кромок. Таким образом, достигается увеличение отвода тепла с места сверления. А это увеличивает срок эксплуатации самого инструмента.
Угол заточки
Как уже было сказано выше, перед тем как правильно заточить сверло по металлу, необходимо правильно выбрать угол его заточки. Во-первых, этот параметр табличный. Во-вторых, он зависит от того, какой металл надо сверлить. Если это:
- чугунная заготовка или стальная, то угол должен варьироваться в пределах от 116° до 118°;
- если это латунь или бронза, то от 120° до 130°;
- если заготовка из меди, то 125°;
- алюминий – 140°.
Неправильно заточено сверло приводит к перегреву самого инструмента. Но, как показывает практика, именно неправильно выбранный угол заточки приводит к снижения качества проводимого процесса.
Но, как показывает практика, именно неправильно выбранный угол заточки приводит к снижения качества проводимого процесса.
В видео показано, как проводится заточка сверла для работы с металлами:
Крепление кабеля к стене: какой крепеж использовать для разных поверхностей
Коротко о главном
Заточить затупившееся сверло можно, используя разные приспособления: точильный станок, дрель, на который устанавливается точильный камень, насадку для дрели.
Мелкие сверла затачиваются вручную напильником или надфилем.
Главный параметр заточки – угол, формирующий кромки. Угол заточки выбирается с учётом металла, который подлежит сверлению. Этот параметр табличный.
Чтобы увеличить износостойкость сверла, изменяют конфигурацию заточки, где за основу берут пять вариантов формирования кромок.
Как делается заточка сверл по металлу?
Довольно часто, пытаясь просверлить отверстие в любой металлической (и не только в металлической) детали, мы вдруг обнаруживаем, что сверло буксует на месте, дымится и не углубляется внутрь. Это признак того, что инструмент затупился. В условиях промышленного производства или дома при наличии достаточной суммы в бюджете инструмент просто выбрасывают и берут новый.
А если подойти к вопросу более рационально, как говорится, по-хозяйски? Можно ли восстановить сверло, подарив ему тем самым «вторую жизнь»? Разумеется, если все учесть и сделать правильно. Как вы уже догадались, в статье ниже речь пойдет о заточке сверл по металлу.
Как это делается?
Сразу скажем, что данная операция требует определенной последовательности действий, серьезного практического навыка, хорошего глазомера и определенных теоретических знаний. Начнем с последних.
Правильность заточки
Суть теории сводится к пониманию того, что:
- Во-первых, в зависимости от материала и диаметра инструмента используются разные точильные камни. Они могут быть крупноабразивными, мелкоабразивными, алмазными, карбидо-кремниевыми.
- Во-вторых, операция осуществляется под правильным углом, что новичкам с не очень хорошим глазомером выполнить бывает проблематично. Причем углы рабочей поверхности сверла для различных металлов не одинаковые. Ниже мы расскажем о нюансах и приспособлениях, облегчающих данную работу.
 Они могут быть крупноабразивными, мелкоабразивными, алмазными, карбидо-кремниевыми.
Они могут быть крупноабразивными, мелкоабразивными, алмазными, карбидо-кремниевыми.Наиболее удобно выполнять работу на электроточиле, оборудованном подставкой в виде карниза под обрабатываемую деталь и оснащенном плоским точильным камнем правильной формы, то есть с параллельными боковыми сторонами и плоской торцевой частью с углом 90 градусов относительно боковин. Именно торцевая часть камня используется в работе.
Вариант заточки для домашнего пользования
Далее необходимо помнить, что прижимать инструмент к камню нужно с определенным усилием (как правило, с небольшим), иначе металл перегреется и станет хрупким, что приведет к откалыванию его частиц в момент эксплуатации делали, а учитывая скорость вращения при сверлении, это крайне опасно.
Визуально определить перегрев очень просто: перекаленный металл синеет и затем сохраняет этот цвет. Если допущен такой дефект, но его размеры незначительны, инструмент можно дополнительно проточить, тем самым удалив повреждение.
Следующий параметр — угол заточки сверла по металлу и здесь нам поможет таблица.
| Обрабатываемый металл | Угол заточки режущих сторон, градусы |
|---|---|
| Бронза, чугун, сталь | 116 – 118 |
| Латунь, медь | 120 – 130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевый сплав | 90 |
| Силумин | 90 – 100 |
На практике в домашних условиях при обработке большинства материалов достаточно величины 120 градусов. Что это значит? Это значит, что угол каждой режущей поверхности относительно продольной оси сверла должен составлять 60 градусов, а 60х2=120, что наглядно видно на рисунке.
Какой должен быть угол заточки
С непривычки соблюсти это параметр довольно трудно, поэтому стоит изготовить дополнительную оснастку в виде шаблонов. В качестве материалов подойдут жесть, твердый пластик или даже фанера. Первый шаблон с углом 120о поможет определить правильность заточки, с помощью второго следует на подставке точила под обрабатываемые детали нанести полосу под углом 60о к переднему торцу камня.
Сделать это можно, к примеру, обычным маркером. Также важно соблюдать симметричность режущих сторон, то есть длина от центра до кромок сверла должна быть одинаковой. Измерить ее можно с помощью штангель-циркуля.
Перед тем, как приступить к работе, скажем о необходимых мерах безопасности:
- Не используйте перчатки или рукавицы. Летящие искры не причинят вашим рукам вреда, а вот если материал случайно зацепится за быстро вращающийся камень, последствия будут очень печальными.
- Защитите глаза специальными очками или маской из прозрачного оргстекла. Куда полетят искры в случае непредвиденного соскальзывания или наклона инструмента не знает никто.
- Держите затачиваемую деталь в руках крепко, чтобы в процессе обработки она не смещалась и не вибрировала.
 Куда полетят искры в случае непредвиденного соскальзывания или наклона инструмента не знает никто.
Куда полетят искры в случае непредвиденного соскальзывания или наклона инструмента не знает никто.Показан процесс заточки
Теперь приступаем к заточке. Специалисты рекомендуют отработать навыки на неподвижном камне в зафиксированном положении, используя окончательно испорченное сверло. Так проще почувствовать необходимую силу нажима, отработать угол наклона и правильные движения, а в случае неудачи деталь не жалко выбросить. Если не получилось с первого раза – не огорчайтесь, спокойно повторите операцию.
Как говорится, практика — дело наживное. Угол мы уже упоминали. Соблюдая его, подводим рабочую кромку детали к торцевой части камня строго параллельно, затем прижимаем и двигаем инструмент немного вверх, после чего отводим его от камня, проворачиваем вокруг своей оси на пол-оборота и повторяем операцию.
Вы спросите, зачем нужно движение вверх? Так режущая поверхность приобретает коническую форму и необходимую остроту. В процессе воплощения теории в практику вы наверняка испортите не одну деталь, но, в конце концов, приобретете необходимые навыки.
В процессе воплощения теории в практику вы наверняка испортите не одну деталь, но, в конце концов, приобретете необходимые навыки.
Заточка сверла
Чтобы не подвел глазомер, есть масса заводских и самодельных фиксаторов, закрепляемых на подставку перед точильным камнем, позволяющих выполнить работу правильно, соблюдая необходимые параметры, но лучше всего это проделывать руками при условии, что диаметр затачиваемого инструмента не менее 4 мм.
При меньшем диаметре стоит прибегнуть к помощи простейших держателей, ибо маленькую деталь в руках удержать очень трудно.
Подробнее нюансы того, как осуществляется заточка сверла по металлу, продемонстрируем на видео ниже, но прежде расскажем о еще одной тонкости.
Дело в том, что в процессе обработки инструмента на нем могут образоваться сколы, зазубрины и чтобы избавиться от них, необходимо выполнить доводку, то есть ту же операцию, что и заточка, но на мелкозернистом камне. Так деталь окончательно приобретет свои рабочие характеристики.
А теперь предлагаем вашему вниманию обещанный видеоролик.
заточка свёрл
Сверло по металлу является самым распространённым инструментом в любой мастерской, а правильная заточка свёрл позволяет производить сверление легко и быстро, даже если обрабатываемый материал довольно твёрдый. В этой статье, больше рассчитанной на новичков, будет описано почти всё, что связано с правильной заточкой и доводкой сверла по металлу, а так же полезные приспособления, которые ощутимо облегчат эту операцию.
Мало кто знает, что спиральное сверло является более сложным инструментом, чем токарный резец. И каждого уважающего себя мастера в арсенале имеется большое количество спиральных свёрл разного диаметра и длины и все они будут бесполезны, если они не будут правильно заточены. Особенно это важно при сверлении металлов и сплавов, ведь просверлить древесину, какой то пластик, или другой мягкий материал возможно и подзатупившимся сверлом, а с металлами такой фокус не получится.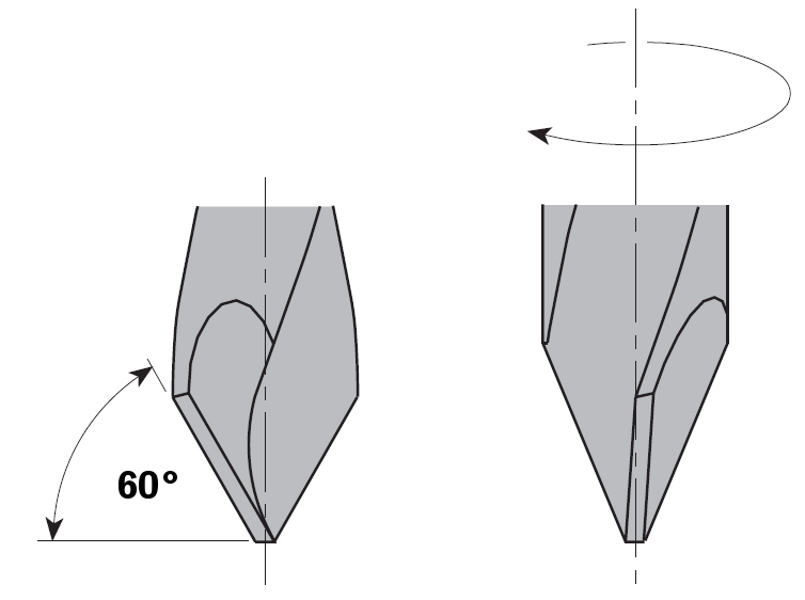
К тому же заточенное сверло при сверлении древесины может не тупиться достаточно долгое время, а при сверлении металлов и сплавов свёрла приходится постоянно подтачивать и содержать в безукоризненном состоянии. Иначе при сверлении тупым сверлом придётся прилагать большое усилие, а толку всё равно не будет и кончик сверла попросту сгорит. Да и вообще любой опытный мастер отлично знает ощутимую разницу при сверлении тупым и острым сверлом.
Правильно заточенное сверло отлично врезается в металлы и сплавы, даже довольно твёрдые. Но если сверло используется часто, а сплав довольно твёрдый, то даже остро заточенное сверло с каждой минутой будет вгрызаться в материал все медленнее, а усилие давления на инструмент придётся прилагать все сильнее.
С какой скоростью затупится остро заточенное спиральное сверло зависит от нескольких факторов: от твёрдости или вязкости просверливаемого материала, скорости подачи (силы давления), от оборотов шпинделя сверлильного станка или дрели, от состава применяемой смазочно-охлаждающей жидкости (СОЖ) и других причин и нюансов.
И если даже один из выше перечисленных факторов окажется неблагоприятным, то острота спирального сверла измеряется минутами. Ну и если необходимо сверлить довольно много отверстий одного диаметра одним сверлом, да ещё и обрабатываемый материал довольно твёрдый, то заточку сверла придётся делать довольно часто, иначе работа превратится в мучение, ну или придётся сделать запас из нескольких новых сверл нужного диаметра, а это лишние затраты.
Поэтому каждый уважающий себя и свой кошелёк мастер, должен уметь затачивать спиральные свёрла правильно. А вот как это сделать и с помощью чего, и будет рассмотрено в этой статье.
О том, что сверло начало тупиться подскажет скрипящий звук, к тому же при этом возрастает усилие, которое нужно сделать на инструмент, чтобы он хоть как то продолжал работать. Но всё же лучше прекратить работу, иначе чем дальше, тем количество выделяемого тепла будет больше, а процесс износа инструмента (его режущих кромок) будет быстрее. К тому же чем больше износятся режущие кромки (грани) сверла, тем сложнее и дольше их восстанавливать.
И процесс затупления возникает с самых краёв углов режущих кромок спирального сверла, так как края режущих кромок не только вгрызаются в материал при сверлении, но ещё и испытывают трение от постоянного соприкосновения с стенками уже просверленного отверстия. Да и скорость резания на краях гораздо больше, чем у центра. Если вовремя не прекратить работу для заточки сверла, то затупление постепенно распространится от краёв на всю поверхность режущих кромок и восстановить их будет уже сложнее.
Геометрия спирального сверла.
Прежде чем перейти непосредственно к правильной заточке сверла, рассмотрим из чего состоит спиральное сверло и его геометрические параметры, так как ознакомившись с ними, новичкам будет гораздо легче производить правильную заточку свёрл.
Как было сказано выше, спиральное сверло — это довольно сложный инструмент, даже сложнее чем токарный резец. Как видно из рисунка 1 а спиральное сверло состоит из рабочей части, шейки и хвостовика. Хвостовик сверла может быть как коническим — конус Морзе, так и цилиндрическим и всё зависит от устройства шпинделя сверлильного станка или дрели.
Хвостовик сверла может быть как коническим — конус Морзе, так и цилиндрическим и всё зависит от устройства шпинделя сверлильного станка или дрели.
На рабочей части сверла выполнены две винтовые (спиральные — отсюда и название) канавки, которые образуют два рабочих пера. Так же рабочая часть сверла имеет режущую и цилиндрическую направляющие части с двумя спиральными ленточками, которые обеспечивают направление и центровку сверла в просверливаемом отверстии.
Режущая часть сверла имеет две главные режущие кромки (см. рисунок 1), которые образуются пересечением задних и передних поверхностей и две главные режущие кромки выполняют основную работу резания материала. Также режущая часть имеет поперечную кромку (см. рисунок 1 справа внизу) на перемычке сверла.
Шейка сверла — это промежуточная часть, которая соединяет конический хвостовик и рабочую часть сверла. Шейка может и отсутствовать на спиральных свёрлах небольших диаметров, которые имеют обычный цилиндрический хвостовик.
Хвостовик сверла предназначен для крепления сверла в шпинделе сверлильного станка или в патроне станка или дрели, а также хвостовик служит для передачи крутящего момента от шпинделя (патрона) к рабочей части сверла. Как я отметил чуть выше, хвостовик может быть как коническим, для закрепления в коническом отверстии шпинделя сверлильного станка или в переходной конической втулке с конусом Морзе (об этом я уже писал в подробной статье про сверлильные станки вот тут). Или цилиндрическим, для закрепления в сверлильном патроне.
Лапка на хвостовике не позволяет сверлу провернуться в коническом отверстии шпинделя при больших нагрузках, а также лапка служит упором для выбивания сверла из конического отверстия шпинделя (выбивание производят с помощью клина).
Основные углы спирального сверла.
Основные углы показаны на рисунке 2.
Передний угол ϒ измеряют в плоскости, которая перпендикулярна к главной режущей кромке сверла (эта плоскость указана на рисунке ΙΙ — ΙΙ). Угол ϒ образуется касательной линией АМ, указанной на рисунке 2, к передней поверхности в точке А на режущей кромке и линией АК, которая перпендикулярна к поверхности резания в той же точке.
Угол ϒ образуется касательной линией АМ, указанной на рисунке 2, к передней поверхности в точке А на режущей кромке и линией АК, которая перпендикулярна к поверхности резания в той же точке.
В разных точках режущей кромки передний угол имеет разные значения. Так если у периферии на наружном диаметре сверла угол имеет наибольшую величину в 20-30º, то при приближении к вершине сверла он уменьшается до величины, которая близка к нулю.
Задний угол α измеряется в плоскости, которая касательна к цилиндрической поверхности, ось которой совпадает с осью сверла ( плоскость указана на рисунке Ι — Ι). Задний угол α образуется касательной к задней поверхности в точке А на режущей кромке сверла и касательной в той же точке к поверхности резания.
Задние углы у спирального сверла разные для различных сечений по диаметру сверла. У периферии задние углы как правило меньше 6 — 8º, а у перемычки могут достигать 30º.
Угол наклона поперечной кромки ψ образован между проекциями поперечной кромки (см. рисунок 1 б) и главными режущими кромками на плоскость, которая перпендикулярна оси сверла.
рисунок 1 б) и главными режущими кромками на плоскость, которая перпендикулярна оси сверла.
Для того, чтобы повысить стойкость спирального сверла (свёрл) диаметром более 12 мм практикуют двойную заточку свёрл и при этом режущие кромки сверла имеют форму ломаной линии (см. рисунок 3). При этом основной угол 2φ равен 116º-118º — это для чугуна и стали, а на участке В, который равен 0,18 — 0,22 D мм. ещё затачивается второй угол при вершине сверла 2φο — он равен 70 — 75º.
Следует отметить, что стойкость с двойной заточкой свёрл получатся примерно в два раза больше, чем при обычной заточке. А это значит, что скорость резания у спиральных свёрл с двойной заточкой примерно на 15% больше, чем рекомендуется обычно в специальных таблицах нормативов для свёрл с обычной заточкой.
Рекомендуемая форма заточки и подточки спиральных свёрл, в зависимости от диаметра и обрабатываемого материала, показана в таблице 1 ниже.
Угол наклона винтовой канавки ω — это угол, который заключён между направлением оси сверла и касательной к ленточке сверла. А величина этого угла составляет примерно от 18 до 30º. Следует отметить, что для спиральных свёрл маленьких диаметров (от 0,25 — 3 мм) угол наклона винтовой канавки ω делают от 18 до 25º. Ну а для спиральных свёрл с бóльшим диаметром (от 10 мм и более) угол наклона винтовой канавки ω равен 30º.
А величина этого угла составляет примерно от 18 до 30º. Следует отметить, что для спиральных свёрл маленьких диаметров (от 0,25 — 3 мм) угол наклона винтовой канавки ω делают от 18 до 25º. Ну а для спиральных свёрл с бóльшим диаметром (от 10 мм и более) угол наклона винтовой канавки ω равен 30º.
Угол при вершине сверла 2φ — это угол, который заключён между режущими кромками и в зависимости от свойств обрабатываемого материала желательно принимать следующие значения угла 2φ:
- при сверлении стали, чугуна и твёрдых бронз угол 2φ равен 116 — 118º.
- при сверлении мягких бронз и латуней угол 2φ равен 130º.
- при сверлении силумина, алюминия или баббита угол 2φ равен 140º.
- при сверлении меди угол 2φ равен 125º.
- при сверлении целлулоида, эбонита и других пластиков угол 2φ равен 85-90º.
А в целях уменьшения усилия при сверлении и обеспечения нормального процесса образования стружки, применяют две специальные подточки, которые показаны в таблице 2 ниже.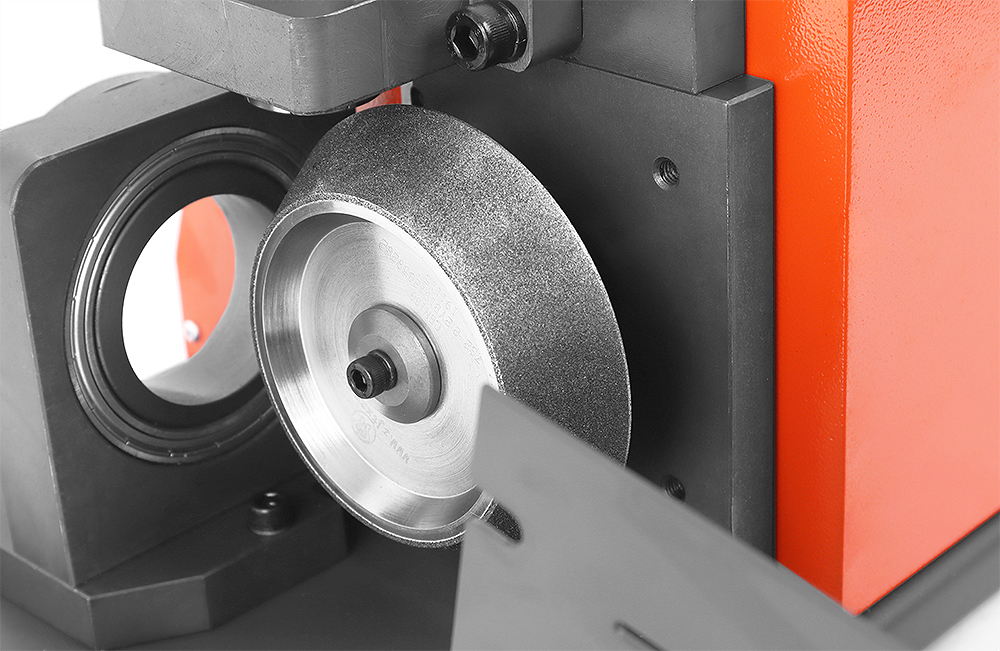
Первая подточка — это подточка поперечной кромки сверла и она осуществляется с обеих её сторон на длину L.
Вторая подточка — это подточка ленточки сверла на длине L¹. При этом ширина ленточки делают уменьшенной до размеров примерно ƒ равной 0,2 — 0,4 мм. И такая подточка уменьшает трение ленточки о стенки просверливаемого отверстия.
В таблице 2 чуть ниже приведены данные об нужных углах и других элементах при заточке сверла (свёрл).
Новаторские (и не только) способы заточки сверла.
На рисунке 4 показана заточка сверла конструкции В.И. Жирова, которая имеет двойную заточку и позволяет сверлить с довольно большими подачами. Кроме двойной заточки это сверло имеет и сильно подточенную перемычку и поперечное лезвие у этого сверла вообще отсутствует. От этого ощутимо уменьшаются осевые усилия и облегчается процесс резания материала при сверлении.
Сверло конструкции Жирова
Такую заточку сверла желательно применять для сверления чугунов и других хрупких материалов и при их сверлении значения подач инструмента берутся в полтора раза бóльшими, чем при сверлении свёрлами с обычной заточкой.
Ещё один новаторский способ заточки по способу Е.Я. Есиновича показан на рисунке 5. Довольно давно, ещё в 60-х годах прошлого века он начал прорезать на главных режущих кромках две стружко-разделительные канавки.
При сверлении эти канавки отлично дробят стружку и от этого облегчается вывод стружки из отверстия (особенно из глубокого) во время сверления.
Сверло конструкции Есиновича
Так же при таком способе заточки ощутимо улучшаются условия охлаждения инструмента и всё это повышает производительность труда при сверлении, особенно при сверлении глубоких отверстий.
На рисунке 6 показана заточка сверла для сверления отверстий в стенках труб и в листовом материале из цветного металла. Если сверлить стенки труб и листовой материал обычными свёрлами, то внутри трубы или с обратной стороны стального листа образуются довольно крупные заусенцы, удалить которые в трубах (или в порогах и других закрытых полостях кузова автомобиля) довольно проблематично.
Заточка сверла для сверления отверстий в стенках труб из цветных металлов.
А изображённое на рисунке 6 сверло позволяет сверлить почти без заусенцев, так как такое сверло на выходе из отверстия не вытягивает заусенцы, а образует с помощью торца А остаток металла в виде тонкой шайбы.
Также для качественного сверления листового материала (например для отверстий в кузове машины при замене порогов — заточка с выступающей вершинкой, а также для сверления различных пластиков, фанеры, МДФ, дерева применяется заточка сверла показанная на рисунке 7. И как видно на рисунке 7 сверло имеет острые подрезающие кромки вогнутой по радиусу формы (радиус R) и кромка криволинейной формы имеет глубину профиля h.
Заточка сверла для сверления отверстий в листовом металле, пластике, фанере, дереве…
А ленточки подточены на длину L¹ и эта длина должна быть примерно на 5 — 10 мм больше длины отверстия, которое сверлится. Ну а поперечную кромку подтачивают со стороны передних поверхностей под углом в 10º.
При заточке свёрл с выступающей вершинкой (как на рисунке 7б) высота выступа h для свёрл диаметром от 15 до 18 мм составляет примерно 3-4 мм, а уголки сверла должны выступать над впадиной на величину h¹, которая равна не менее 1,8 мм.
Заточка свёрл — нюансы правильной заточки.
Для начала не помешает запомнить новичкам, что затачивать свёрла следует так, чтобы поперечное лезвие перемычки сверла получилось острым, а не закруглённым. Заточка сверла показана на рисунке 8 и как видно из рисунка заточка осуществляется по задней поверхности.
А получение нужных величин геометрии спирального сверла основано на том, что задние поверхности инструмента являются частями конических поверхностей воображаемых конусов, ну а режущие кромки сверла должны совпадать с образующими этих конусов. А оси воображаемых конусов должны быть взаимно перпендикулярны и составлять с осью сверла угол β который равен 45º.
При заточке передняя торцовая плоскость круга заточного станка (о заточных станках и шлифовальных кругах подробно вот тут) должна совпадать с образующей воображаемого заточного конуса, осью которого является ось поворота головки заточного станка.
Затачиваемое спиральное сверло, зажатое в головке станка под углом β к её оси, совершает в процессе заточки вокруг этой оси качательное движение. А получение разных углов при вершине сверла 2φ осуществляется за счёт изменения угла при вершине заточного конуса (из этого следует, что φ = α+β).
Ну, а если к примеру, повернуть суппорт с расположенной в нём осью качания головки станка и установить угол α =13º, тогда при заточке сверла получим нормальный угол при вершине, то есть: 2φ=2α+2β=2×45º=116º.
И ещё при заточке следует правильно зажимать сверло в кулачках головки станка, чтобы сверло было зажато именно по ленточкам. А расстояние ι от периферийных точек режущих кромок сверла до зажимных кулачков (или губок) следует выбирать по таблице 3, опубликованной ниже.
Подточку перемычки и ленточки у спирального сверла производят как правило вручную, при помощи шлифовального круга с немного сточенными (закруглёнными) кромками. Ну а что касается применяемых абразивных кругов, то для заточки свёрл из быстрорежущих и углеродистых сталей применяют шлифовальные круги из электрокорунда (на керамической связке) твёрдость таких кругов СМ1, а зернистость от 63 до 80 — это для предварительной обработки. Для окончательной обработки зернистость конечно же меньше и составляет от 32 до 50.
Для окончательной обработки зернистость конечно же меньше и составляет от 32 до 50.
Ну а правильность заточки контролируют с помощью специальных шаблонов, например как на рисунке 9 (на рисунке показан контроль правильности заточки свёрл с помощью шаблона: а — для проверки угла 2φ, б — для проверки угла ψ).
Ну а у кого нет специализированного заточного станка для заточки свёрл, то можно использовать обычный наждак и простое приспособление показанное на рисунке 10, в котором делается (сверлится) нужный угол для установки сверла.
заточка свёрл с помощью простого приспособления
Вот вроде бы и всё, надеюсь многие новички найдут в этой статье что то полезное для себя и заточка свёрл для них уже будет не такой сложной операцией, успехов всем. youtube.com/embed/_iIAL8IZ1cI» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/_iIAL8IZ1cI» frameborder=»0″ allowfullscreen=»allowfullscreen»>
Заточка сверла по металлу — Справочник
Как и все инструменты, использующиеся в ремонте или строительстве, сверлам по металлу необходима профилактика, в виде заточки. Так, если вы имеете дело со сверлами, которые проделывают отверстия в древесине, то вы будете уверены, что такое сверло очень долго будет заточенным, целые месяцы или года, и при этом не потеряет своей остроты.
Однако при
работе со сверлами по металлу, ситуация получается несколько иной. Сделать
отверстие в металлической поверхности можно только с помощью острого сверла.
Конечно, проделать это можно и тупым сверлом, однако если сравнить сам процесс,
взяв два сверла – одно острое, другое затупленное, то разница будет заметно
ощутима. Если взять острое сверло, оно будет очень резво врезаться в металл, и
в результате отверстия будет легче проделывать. А вот с затупленным сверлом
ситуация состоит немного иначе – оно будет погружаться медленно, электрическую
дрель может немного «водить», и на инструмент нужно будет сильнее налегать.
Затупление сверла зависит от многих факторов, таких как количество оборотов при работе дрели, скорость подачи, охлаждение сверла и так далее. Зачастую, сверла тупятся очень быстро, счет идет буквально на минуты. Поэтому, чтобы не возиться каждый раз с заточкой, лучше всего иметь под рукой несколько сверл одного диаметра.
Но, рано или поздно вам все же нужно будет придти к затачиванию сверл по металлу. Поэтому, в этой статье мы расскажем о том, как правильно заточить такое сверло, и что для этого нужно сделать. Ведь не зная правильной техники, и полной инструкции в этом процессе, можно не просто «не правильно» заточить сверло, но и полностью его испортить так, что оно будет работать еще хуже, нежели просто затупленное сверло. Также отметим, что в зависимости от того, с каким видом сверла вы имеете дело, будет зависеть и техника затачивания этого элемента.
О технике заточки спиральных сверл
Поговорим о
заточке спиральных сверл, так как данный тип сверла является самым
распространенным. Известно, что в таком сверле (пожалуй, во всех остальных
тоже), в первую очередь тупиться режущая кромка. Это происходит и по причине
того, что эта часть сверла входит в контакт с металлической поверхностью
первой, и потому, что нагрев на этом участке происходит наибольший, и при этом,
отвод этого тепла происходит очень плохо. После, стиранию подвергается задняя
грань, на которой могут появиться штрихи и риски, которые идут от режущей
кромки. По мере того, как изнашиваются сверла, риски начинают сливаться в одну
полоску, а поперечная режущая кромка после износа снимется.
Известно, что в таком сверле (пожалуй, во всех остальных
тоже), в первую очередь тупиться режущая кромка. Это происходит и по причине
того, что эта часть сверла входит в контакт с металлической поверхностью
первой, и потому, что нагрев на этом участке происходит наибольший, и при этом,
отвод этого тепла происходит очень плохо. После, стиранию подвергается задняя
грань, на которой могут появиться штрихи и риски, которые идут от режущей
кромки. По мере того, как изнашиваются сверла, риски начинают сливаться в одну
полоску, а поперечная режущая кромка после износа снимется.
Распознать затупленное сверло можно по характерному, резкому и скрипящему звуку. Кроме того, такое сверло будет очень сильно нагреваться, намного быстрее, чем новое сверло.
Что ж,
вернемся к заточке сверла спирального типа. Производится заточка такого сверла,
по задним граням. Важно при этом, чтобы оба пера (или, как говорят, зуба)
затачивались одинаково. Сделать это ручным методом, собственно, весьма сложно,
а также, не просто сделать ручным методом и необходимую форму задней грани и
заднего угла.
Но, так как специальное оборудование зачастую отсутствует, заточку сверла по металлу приходится проводить на обычном точиле. Заточка сверла спирального типа может быть таких видов:
— одноплоскостная заточка сверла;
— двухплоскостная заточка;
— коническая и цилиндрическая заточка;
— винтовая заточка спиралевидного сверла.
При выполнении одноплоскостной заточки сверла, его задняя поверхность пера выполняется в качестве плоскости. При этом, задний угол должен лежать в пределах 28-30°. Во время одноплоскостной заточки, существует очень большая вероятность того, что могут выкрышивания режущих кромок. Поэтому, данный способ наиболее подходящий и наиболее простой для сверл малого диаметра, до 3 мм.
Коническая заточка сверла по металлу
Сверла,
диаметр которых более 3 мм, как правило, затачиваются способом конической
заточки. Выполняется такая заточка очень легко на обычном станке со
шлифовальным кругом. Так, необходимо прижимать торцевую кромку к шлифовальной
поверхности, под углом, приблизительно в 2φ или же в 118°.
Так, необходимо прижимать торцевую кромку к шлифовальной
поверхности, под углом, приблизительно в 2φ или же в 118°.
Представьте себе конус, в котором образующая его направлена вдоль режущей кромки, а также шлифовального круга. Вершина отстает от диаметра сверла, примерно на 1,9 его собственной величины. При этом, угол у вершины должен быть равен 26°. А вот ось сверла должна пересекаться с осью воображаемого конуса, под углом, примерно в 45°. Если же начать вращение сверла, то вокруг оси этого самого конуса на задней грани сверла буде образовываться коническая поверхность. Если же ось сверла, а также ось самого конуса будет находиться в одной и той же плоскости, то задний угол при этом будет равен 0. Для того чтобы образовать задний угол, необходимо смещать ось сверла по отношению к оси самого воображаемого конуса.
На деле
получается, что смещение будет примерно равно 1/15 диаметра сверла. В таком
случае, качание сверла вдоль оси воображаемого вами конуса, будет обеспечивать
конусную форму задней грани, а также задний угол, который будет примерно равен
12-14°. При этом, чем большей будет величина смещения, тем большим также будет
и задний угол. Также следует обратить внимание на то, что задний угол вдоль
режущих кромок будет меняться таким образом, чтобы увеличиваться к центру
сверла.
При этом, чем большей будет величина смещения, тем большим также будет
и задний угол. Также следует обратить внимание на то, что задний угол вдоль
режущих кромок будет меняться таким образом, чтобы увеличиваться к центру
сверла.
Данный тип заточки очень непростой, но довольно эффективный. Чтобы правильно выполнять коническую заточку, нужно взять левой рукой свело за рабочую его часть, как можно ближе к конусу, а правой рукой держать хвостовую часть сверла.
Далее, режущую кромку и заднюю поверхность сверла прижимают к торцу круга, и, постепенно начиная от режущей кромки, при помощи плавных движений правой руки, проворачивают сверло таким образом, чтобы на задней грани создать конусную поверхность. Точно также повторяют этот процесс при обработке второго пера.
Во время
заточки, желательно, и даже очень важно сделать углы кромок точно такими же,
какими они были и при новом состоянии сверла. Это позволит работать с таким
сверлом так же, как и до этого.
Двухплоскостная, или втулочная заточка
Еще один способ, который широко применяется мастерами для заточки сверл, заключается в использовании специальных втулок. Так, сверло берется левой рукой за рабочую поверхность, и подводиться как можно ближе к заборному конусу, при этом, правая рука, как и в предыдущем случае должна удерживать сверло за хвостик.
В таком случае, режущая кромка сверла прижимается к торцу шлифовального камня, и сверло, при помощи правой руки проворачивается вокруг собственно оси, таким образом, затачивается его задняя поверхность. При этом, достаточно важно сохранить во время вращения сверла правильный угол, который образуется между его наклоном и торцом шлифовального круга. Именно по этой причине, в таком случае используются специальное втулочки, которые помогают сохранить этот угол правильным.
Собственно,
вот и весь процесс заточки сверла по металлу. Конечно, есть и масса других
способов, но приведенные способы наиболее просты и эффективны. Правильность
выполнения работы, можно проверить на специальном шаблоне, где проверяются углы
заточки сверл.
Правильность
выполнения работы, можно проверить на специальном шаблоне, где проверяются углы
заточки сверл.
Еще статьи из раздела:
— Пила лучковая по дереву
— Ножовка по металлу
— Набор плашек и метчиков
— Резьбонарезной набор
— Полотно для лучковой пилы
— Полотно ножовочное
— Полотно пильное
— Лобзик по дереву ручной
— Стамеска по дереву
— Полукруглая стамеска
— Стусло
— Труборез для стальных труб
— Труборез для пластиковых труб
— Труборез для медных труб
— Виды топоров, характеристики и классификация
— Сверла по металлу – виды и классификация
загрузка…
Наши водоёмы
Оглавление Виды заточек сверл по металлуТаблица:углы заточки сверла
Процесс заточки и проверки угла сверла
Чем чаще используется сверло, тем быстрее оно тупится. Многие мастера, едва инструмент затупился, выбрасывают его. А практичные обрабатывают изделие под конкретный угол заточки сверла по металлу и продолжают пользоваться без всяких ограничений.
Многие мастера, едва инструмент затупился, выбрасывают его. А практичные обрабатывают изделие под конкретный угол заточки сверла по металлу и продолжают пользоваться без всяких ограничений.
Сверло по металлу предназначено для создания, как глухих, так и сквозных отверстий и перфорации в деталях. Как правило, оно имеет форму спирали и состоит из нескольких элементов: режущей плоскости, хвостовика, рабочей части и лапки. Орудие резки производится из крепких сортов быстрорежущей стали (Р18,Р6М5).
фото:конструкция сверла по металлу
Важнейшими элементами спирального сверла являются хвостовик и рабочая поверхность. Хвостовик как цилиндрической, так и конической формы обеспечивает надежное крепление к патрону. А по краю рабочей части делаются винтовые канавки, обеспечивающие выход стружки.
Передняя сторона канавок поднимается вверх и слегка отходят назад, образует угол, величина которого меняется по направлению от оси до боковых частей.
При изготовлении спирального сверла часть материала с наружной рабочей части снимается, образуя своеобразные ленточки. Вместе с увеличенным диаметром и повышенным углом при вершине сверла они способствуют снижению трения инструмента о стенки будущего отверстия.
Виды заточек сверл по металлуЗаточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Рекомендуемые углы заточки сверла по металлуНиже представлена таблица углов заточки сверла по металлу для разных видов материала.
| Обрабатываемый материал | Угол сверла |
|---|---|
| Сталь, чугун, твердая бронза | 116-118° |
| Латунь, мягкая бронза | 120-130° |
| Бетон | 118-130° |
| Медь | 125° |
| Пластмасса | 90-100° |
| Алюминий, древесина, деликатные материалы | 140° |
Неправильно подобранный угол заточки сверла приводит к быстрому нагреву, плохому сверлению и возможной последующей поломке сверла.
Процесс заточки и проверки угла сверла по металлу
Процедуру выполняют на точильном круге. Первый этап – заточка задней поверхности спирали. Для этого инструмент уверенно прижимают к поверхности круга. Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.
Далее производится обработка режущей поверхности. Здесь следует обратить внимание не только на постоянство угла, но и на величину перемычки. Для крупных буравчиков ее размер не должен превышать полутора миллиметров.
Правильность заточки бура проверяется по шаблону, который изготавливается мастером вручную или приобретается фабричный. В основе проверки сверла – треугольник Рело, на основе которого создают режущие инструменты для создания квадратных отверстий.
фото:шаблон для проверки угла заточки сверла
Он состоит из трех частей. Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
Станок для заточки сверл по листовому металлу GS – 7 точно и быстро изготовит новые сверла для листового металла, обеспечивая ценную отдачу от инвестиций в любую мастерскую, где используются затупившиеся сверла для листового металла. GS-7 выполняет двойную функцию и быстро и легко затачивает обычные сверла. Добавление GS-7 в ваш магазин немедленно снизит ваши расходы на новые сверла. Этот станок для заточки сверл прост в использовании, имеет небольшую площадь основания и прочную конструкцию для промышленной заточки сверл.
Эти сверлильные станки не похожи на шлифовальные станки, которые можно найти на eBay и Alibaba. Шлифовальные машины Cuttermasters протестированы в Северной Америке, одобрены CE и на них распространяется гарантия нашего производителя. Колеса — это главное, если колеса плохие, то и машина никуда не годится. Наши круги производятся с использованием абразивных материалов General Electric в строгих условиях для обеспечения длительного срока службы, а в некоторых случаях они разработаны Cuttermasters в Северной Америке.
Шлифовальные машины Cuttermasters протестированы в Северной Америке, одобрены CE и на них распространяется гарантия нашего производителя. Колеса — это главное, если колеса плохие, то и машина никуда не годится. Наши круги производятся с использованием абразивных материалов General Electric в строгих условиях для обеспечения длительного срока службы, а в некоторых случаях они разработаны Cuttermasters в Северной Америке.
- Обеспечение точности до 0.02мм
- Простота в эксплуатации: заточка сверла за 10 секунд
- Цанги из легированной стали
- Двигатель постоянного тока
- Алмазный шлифовальный круг GE
Технические характеристики
| Диаметр сверла | 3/32” – 1/2” (3мм-13мм) |
| Угол заточки | 90°~140° |
| Блок питания | 110 В перем. тока, 50/60 Гц, 220 В перем. тока (опция) |
Р.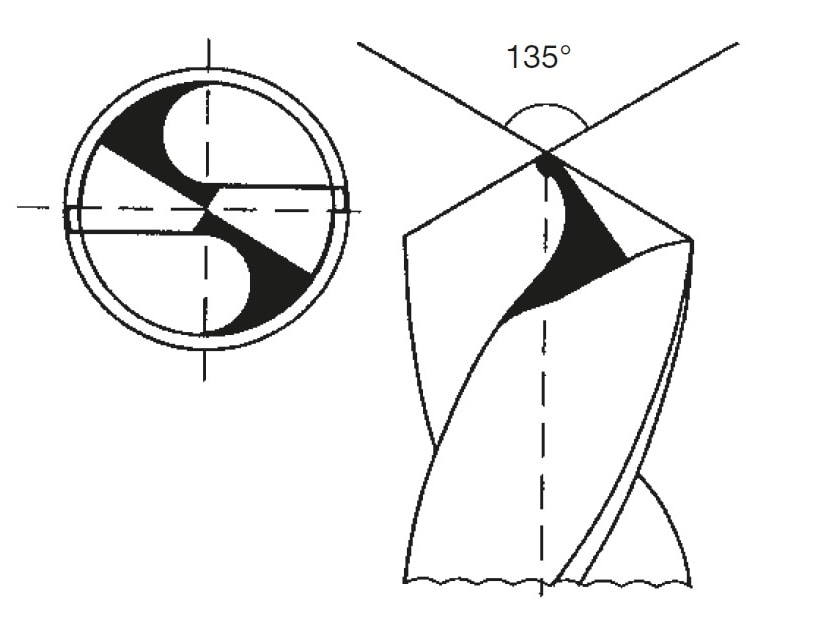 PM двигателя PM двигателя | 5300 об/мин |
| Шлифовальный круг | КНБ#200 |
| Вес | Н.В. 13 кг Г.В. 13,5 кг |
| Размер машины | Д 283 мм, Ш 145 мм, В 210 мм |
| Размер упаковки | Д 360 мм Ш 215 мм, В 265 мм |
| Тип разбавления | X Разбавление |
| Стандартные принадлежности | Цанга x 12 шт. Держатель цанги x 1 комплектМеталлическая прокладка 0.1 мм x 2 шт. / 0,3 мм x 1 шт. Шестигранный ключ 3 мм x 1 шт. / 4 мм x 1 шт. * Дополнительный шлифовальный круг SD для твердосплавных сверл |
Что такое спиральное сверло?
Спиральные сверла (также обычно называемые спиральными долотами) являются наиболее широко используемыми из всех типов сверл; они будут резать все, от дерева и пластика до стали и бетона. Они чаще всего используются для резки металла, поэтому обычно изготавливаются из быстрорежущей стали М2. При диаметре до 1/2 дюйма спиральные сверла не только самые дешевые из всех сверл, которые может использовать столяр, но и предлагают самый широкий выбор размеров.Хотя они предназначены для резки металла, они вполне подходят для дерева, если они острые. Обычно это означает, что они не использовались для резки твердых материалов, таких как сталь.
Они чаще всего используются для резки металла, поэтому обычно изготавливаются из быстрорежущей стали М2. При диаметре до 1/2 дюйма спиральные сверла не только самые дешевые из всех сверл, которые может использовать столяр, но и предлагают самый широкий выбор размеров.Хотя они предназначены для резки металла, они вполне подходят для дерева, если они острые. Обычно это означает, что они не использовались для резки твердых материалов, таких как сталь.
Спиральное сверло представляет собой металлический стержень определенного диаметра, который имеет две, три или четыре спиральных канавки на большей части своей длины. Двухлезвийные сверла предназначены для первичного сверления, тогда как трех- и четырехлезвийные сверла предназначены только для увеличения литых или пробитых отверстий в производственной ситуации. Участок между двумя канавками называется перемычкой, а острие формируется рельефным шлифованием перемычки под углом 59° от оси сверла, что составляет 118° включительно.Это образует наклонную режущую кромку на краю канавки, которая называется кромкой. Спиральное сверло очень неэффективно в этой точке, потому что полотно оставляет мало места для выхода мусора (называемого металлической стружкой) и потому что вершина имеет низкую поверхностную скорость по сравнению с периферией. По этой причине хорошей схемой для сверления больших отверстий является сначала просверлить 1/4″ или меньше, а затем использовать сверло нужного диаметра.
Спиральное сверло очень неэффективно в этой точке, потому что полотно оставляет мало места для выхода мусора (называемого металлической стружкой) и потому что вершина имеет низкую поверхностную скорость по сравнению с периферией. По этой причине хорошей схемой для сверления больших отверстий является сначала просверлить 1/4″ или меньше, а затем использовать сверло нужного диаметра.
Помимо создания режущих кромок, канавки обеспечивают место для вытягивания стружки из отверстия.Спираль ускоряет это, но флейта, забитая стружкой, всегда представляет собой кропотливую проблему. По этой причине спиральное сверло необходимо постоянно очищать; то есть полностью выведен из отверстия. Если вы делаете это часто, стружка будет отбрасываться, но если вы будете ждать слишком долго, вам придется остановить дрель и вручную очистить канавки. Очистка намного проще с сверлильным станком, чем с сверлильным двигателем. Дерево — образец быстрого воздействия на спиральное сверло, поэтому требуется даже более частая очистка, чем в случае с металлом. Эту проблему можно несколько облегчить, время от времени нанося на сверло воск или силикон.
Эту проблему можно несколько облегчить, время от времени нанося на сверло воск или силикон.
Здесь мы имеем тройной индекс с дробными, цифровыми и буквенными сверлами до 1/2″.
Ассортимент спиральных сверл с дробным размером обычно предлагается в размерах от 1/16 дюйма до 1/2 дюйма с шагом 1/64 дюйма. Сверла с цифрами охватывают размеры между дробными значениями диаметра менее 1/4 дюйма. Пронумерованные от 1 до 80, они охватывают размеры от 0,228 дюйма (#1) до 0,0135 дюйма (#80). Буквенные сверла охватывают размеры между дробными значениями диаметра от от 1/4″ до 1/2″.Сверло A имеет диаметр 0,234 дюйма, а сверло Z имеет диаметр 0,413 дюйма. Это несколько сбивает с толку, потому что числовой ряд становится меньше от 1/4 дюйма по мере увеличения чисел, а буквенный ряд увеличивается от 1/4 дюйма по мере увеличения букв. Спиральные сверла также предлагаются в метрических размерах, поэтому можно получить практически любой желаемый диаметр.
Внизу у нас есть сверло стандартной длины, которое называется Jobber.
 Сверху у нас была дополнительная длина или самолетная дрель. Долото короче длины джоббера — это сверло для винтовой машины.Часто бывает трудно определить размер спирального сверла после его вращения в патроне. Сверлильные пластины и направляющие позволяют точно идентифицировать таких заблудших ренегатов.
Сверху у нас была дополнительная длина или самолетная дрель. Долото короче длины джоббера — это сверло для винтовой машины.Часто бывает трудно определить размер спирального сверла после его вращения в патроне. Сверлильные пластины и направляющие позволяют точно идентифицировать таких заблудших ренегатов. Сверла нормальной длины, которые входят в средний ассортимент, называются джобберскими. Если требуется более длинное сверло, хороший магазин скобяных изделий предложит сверло для самолета или удлиненное сверло. Если требуется более короткое спиральное сверло, его называют винтовым сверлом. Спиральные сверла также предлагаются из цельного твердого сплава и с твердосплавными напайками.Твердосплавный наконечник – лучший выбор для сверления бетона.
Хотя спиральное сверло можно заточить на глаз на настольном шлифовальном станке, для восстановления заводской точности требуется приспособление или специальный станок. Здесь у нас есть две специализированные машины.
Пользователям трудно затачивать спиральные сверла. При изготовлении используются большие длины, чтобы кромки находились на одинаковой вертикальной высоте и под одинаковым углом. Если полученное острие не идеально отцентровано, и каждая кромка не вырезает стружку одинаковой ширины и толщины, сверло будет блуждать, и вы получите слишком большое отверстие, которое также может быть непрямым.В то время как опытный механик может заточить спиральное сверло на глаз на настольном шлифовальном станке, после этого он будет выполнять только некритическую работу! Только приспособление для заточки сверл или специальный станок восстановят точность затупившегося сверла.
При изготовлении используются большие длины, чтобы кромки находились на одинаковой вертикальной высоте и под одинаковым углом. Если полученное острие не идеально отцентровано, и каждая кромка не вырезает стружку одинаковой ширины и толщины, сверло будет блуждать, и вы получите слишком большое отверстие, которое также может быть непрямым.В то время как опытный механик может заточить спиральное сверло на глаз на настольном шлифовальном станке, после этого он будет выполнять только некритическую работу! Только приспособление для заточки сверл или специальный станок восстановят точность затупившегося сверла.
Сверло с кромкой для латуни, которое сделает сверление латуни и меди легким и безопасным.
Угол атаки спирального сверла регулируется скоростью закручивания канавки. Сверла, как правило, изготавливаются для резки стали, которая успешно работает и для дерева.Это слишком агрессивно для цветных металлов, таких как латунь и медь, которым нравится отрицательный передний угол 5°. Прорыв, когда сверло выходит из материала на дальней стороне, особенно проблематичен и обычно приводит к вращению заготовки на столе сверлильного станка или вращению двигателя сверла в руках оператора. В любом случае это может привести к серьезной травме. Эта опасная ситуация может быть почти полностью устранена путем создания небольшой лыски на кромке, параллельной оси сверла. Называемый губами, он превращает непредсказуемого зверя в нежную кошечку.Что вы делаете, так это эффективно меняете передний угол сверла на 0° вместо положительных 15°. Плоскость не обязательно должна быть большой (1/64 дюйма или меньше). Недостатком сверла является то, что сверло больше не будет сверлить сталь, если вы не заточите острие достаточно, чтобы удалить плоскую поверхность. Если у вас есть только один набор сверл , это хорошая причина, чтобы кромка не была больше необходимой.
Прорыв, когда сверло выходит из материала на дальней стороне, особенно проблематичен и обычно приводит к вращению заготовки на столе сверлильного станка или вращению двигателя сверла в руках оператора. В любом случае это может привести к серьезной травме. Эта опасная ситуация может быть почти полностью устранена путем создания небольшой лыски на кромке, параллельной оси сверла. Называемый губами, он превращает непредсказуемого зверя в нежную кошечку.Что вы делаете, так это эффективно меняете передний угол сверла на 0° вместо положительных 15°. Плоскость не обязательно должна быть большой (1/64 дюйма или меньше). Недостатком сверла является то, что сверло больше не будет сверлить сталь, если вы не заточите острие достаточно, чтобы удалить плоскую поверхность. Если у вас есть только один набор сверл , это хорошая причина, чтобы кромка не была больше необходимой.
При сверлении дерева в приоритете высокая скорость. Вы можете использовать до 3000 об/мин для сверл 1/4″ и меньше.Таблицы скорости легко доступны, и хорошо иметь их на стене магазина. Центрирование является обязательным, если вы хотите точное расположение отверстия.
Центрирование является обязательным, если вы хотите точное расположение отверстия.
идеально подходят, если вам нужно отверстие очень точного диаметра. Допустим, вы хотите запрессовать стальной штифт диаметром 3/16 дюйма (0,1875 дюйма) в шкаф, который вы строите. Сверло №13 имеет диаметр 0,185. отверстие, давая вам 0,0025 запрессовки для штифта. Если вам нужно очень точное отверстие, лучше всего просверлить его на 1/64 дюйма меньшего диаметра, а затем сделать окончательное сверление новым или только что заточенным сверлом нужного диаметра.При бурении большого отверстия это может потребовать трех сверлений: сверление 1/4 дюйма, чтобы ускорить бурение большего отверстия, которое вы желаете, сверление 1/64 дюйма меньшего диаметра и окончательное сверление желаемого размера.
Как заточить сверла напильником
Заточка сверла – обычное дело для домашнего мастера. Сверление тупыми сверлами может привести к повреждению материала. Острое сверло сделает работу быстрее и проще. Среди целого ряда точилок и электроинструментов применение напильников является экономичным и удобным процессом.
Среди целого ряда точилок и электроинструментов применение напильников является экономичным и удобным процессом.
Если вы слышите раздражающие визжащие звуки или вам трудно сверлить, пора заточить сверла. Хотя вы можете сделать это с помощью многих электроинструментов, знание того, как затачивать сверла с помощью напильника, может сэкономить вам деньги и снизить риск повреждения насадок.
В этом руководстве мы кратко обсудим, как затачивать сверла вручную напильником, чтобы вы могли получить четкое представление. Кроме того, в этой статье мы расскажем о некоторых важных моментах, которые помогут безопасно и точно завершить процесс заточки и дольше сохранить остроту.
шагов по заточке сверл напильником
В процессе заточки вы будете достаточно близко к опасному устройству. Таким образом, необходимо соблюдать правила безопасности перед началом процесса. Наденьте защитные очки, чтобы летящий металл не попал вам в глаза. Но не надевайте перчатки, так как они могут застрять в инструменте для заточки и доставить вам неприятности. Несмотря на это, вам понадобится:
Несмотря на это, вам понадобится:
Инструменты для заточки сверл
- Тупое сверло
- Напильник
- Тряпка
- Зажим
Знай свое сверло
Перед началом процесса тщательно осмотрите сверло.Хорошее знание конструкции бурового долота поможет вам быть осторожным в отношении того, какая часть является критической, а какой вид деятельности вреден для долота, и, наконец, обеспечить успешную работу.
Обычно буровое долото состоит из трех частей, включая кромки, площадку и долото. Область кромки сверла используется для сверления отверстий, которые также известны как кромки. Убедитесь, что вы затачиваете эту часть симметрично. В противном случае вы обнаружите непрямые отверстия при следующем сверлении, если будете оказывать неуравновешенное давление на другую деталь.
Затем идет земля, которая поддерживает более острый край для сверления. Во время сверления оператор должен поддерживать угол, чтобы обеспечить определенное пространство между точилкой и площадкой. Но сохранение многих углов увеличивает изменение выкрашивания на углу.
Но сохранение многих углов увеличивает изменение выкрашивания на углу.
Долото — последняя часть сверла, где делать нечего. Эта часть обычно насаживает деревянный или металлический стержень на кромку. Большинство домашних мастеров предпочитают стамески меньшего размера.
Очистите сверло
На использованном сверле может быть грязь.Во-первых, тщательно очистите сверло от пыли. Можно применить тряпку, чтобы смыть пыль. Если мусор трудно удалить, используйте мокрую тряпку.
Захват сверла
Теперь поместите сверло над столом и крепко зажмите его зажимом. Вы можете крепко держать сверло рукой во время заточки, но это может вызвать дискомфорт. Таким образом, метод зажимного стола является более предпочтительным.
Установить файл
Возьмите нужный напильник для заточки сверла.Держите одну сторону напильника под углом 60 градусов к кончику сверла, так как это правильный угол для заточки сверл. Пользователь, шнек-напильник для остроконечной коронки и фрезерный напильник, если это лопаточное сверло.
Начало заточки
Теперь проведите напильником по кромке сверла примерно шесть-восемь раз. Приложите одинаковое усилие к каждой губе. Кроме того, примените криволинейное движение, чтобы запустить напильник по поверхности сверла.
Профессиональное предложение
Во время заточки очень важно держаться подальше от металлических заусенцев и слепых краев.Файлы для рисования на нижней стороне острой области защитят вашу кожу от заусенцев от сверла и помогут предотвратить несчастные случаи.
Кроме того, некоторые мастера используют воду после завершения процесса. Хотя предпочтительнее одна-две капли машинного масла для протирки сверл и защиты от металлических частиц. Более того, если вы не знаете, как затачивать сверла Dewalt, вы можете следить за процессом.
Проверка результатов
После завершения процесса заполнения пора проверить, заточено ли сверло или нет.Вы можете использовать кусок дерева, чтобы быстро и легко проверить результат.
Все, что вам нужно сделать, это приложить сверло к деревянной доске и повернуть его рукой по часовой стрелке.
Если вы обнаружите, что он делает отверстие без особого давления, поздравляем! Вы отлично заточили сверло.
Еще один эффективный способ проверить остроту сверла – вставить его в патрон. Вставьте сверло в сверлильный патрон и сделайте отверстие в деревянной доске.Приложите достаточное давление, чтобы просверлить два дюйма. Если после извлечения сверла вы заметите летящие стружки, значит, вы успешно заточили сверло.
Используйте алмазные напильники для заточки
Хотя некоторая классическая смазка для локтя является отличной альтернативой процессу заточки с питанием от батареи, алмазный напильник рекомендуется экспертами для заточки сверл по дереву с помощью направляющего винта. Вы можете применить типичный метод заточки сверл с пилотным винтом, независимо от того, является ли метод алмазным напильником самым безопасным и специализированным способом.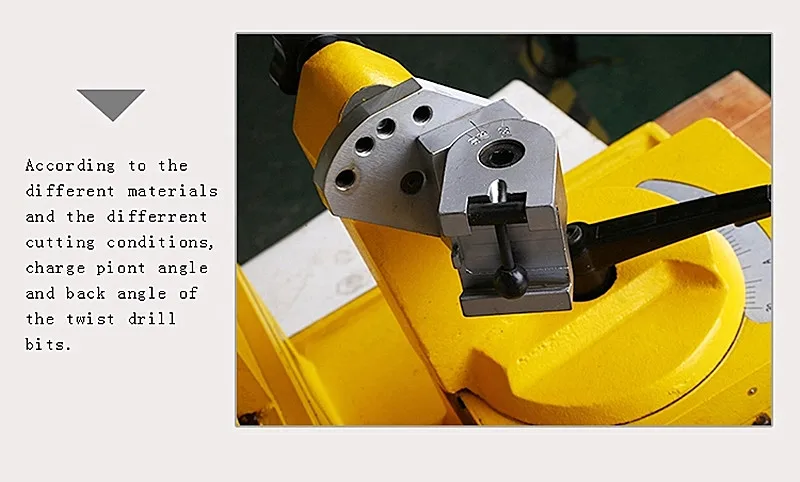 Это может быть более медленный процесс, но этот метод ручной заточки сохранит биту и предотвратит ее повреждение.
Это может быть более медленный процесс, но этот метод ручной заточки сохранит биту и предотвратит ее повреждение.
Более того, вы можете использовать алмазные напильники для заточки любого типа сверл, чтобы максимально увеличить их эффективность при более низкой цене.
Зачем использовать напильник для заточки сверла?
В отличие от других методов заточки сверл, метод напильника не требует питания от сети или аккумулятора, что упрощает его применение. Все, что вам нужно, это немного жира.Кроме того, используя алмазный файл, вы можете сделать процесс более экономичным и быстрым, особенно если это не потребует счетов за электроэнергию.
Однако сверло с направляющим винтом следует затачивать по-другому, так как более практичным может быть использование алмазного надфиля. Метод ручной заточки может потребовать дополнительного времени для заточки искривленных насадок по сравнению с использованием электроинструмента. В этом случае следует знать Как заточить сверла болгаркой, чтобы быстро заточить спиральное сверло. Заточка сверла напильником снизит риск повреждения винта.
Заточка сверла напильником снизит риск повреждения винта.
Поэтому полезно знать, как затачивать сверла с помощью напильника, поскольку это поможет вам подготовить сверло к работе в любое время.
Таблица углов сверления для различных металлов
В то время как для более твердых материалов требуется больший угол при вершине, вы должны поддерживать более острый угол для более мягких материалов.
| Металлы Материал | Угол точки | Угол Helix | Угол рельеф для губ | |
| алюминий | ||||
| алюминий | от | от 90 до 480026 | от 12 до 26 до 480026 | |
| Plastics и Wood | от 60 до 90 Deg | от 0 до 20 | от 12 до 26 | от 12 до 26 100026 |
| чугуна | от 900 до 32 | от 24 до 32 | от 7 до 20 до 32 | |
| Mild Steel | 118 до 135 DEG | 24 до 32 | от 7 до 24026 | 70022 |
| 118 до 135 дег | от 24 до 32 | от 7 до 24 до 32 | ||
| пластмассы и дерева | 60 до 90 deg | От 0 до 20 | от 12 до 26 Deg | |
| Латунь и бронза | 90-118 Deg | от 0 до 20 | от 12 до 26 дег |
Как заточить сверло с Dremel
Dremel — это удобный инструмент в наборе инструментов любого домашнего мастера.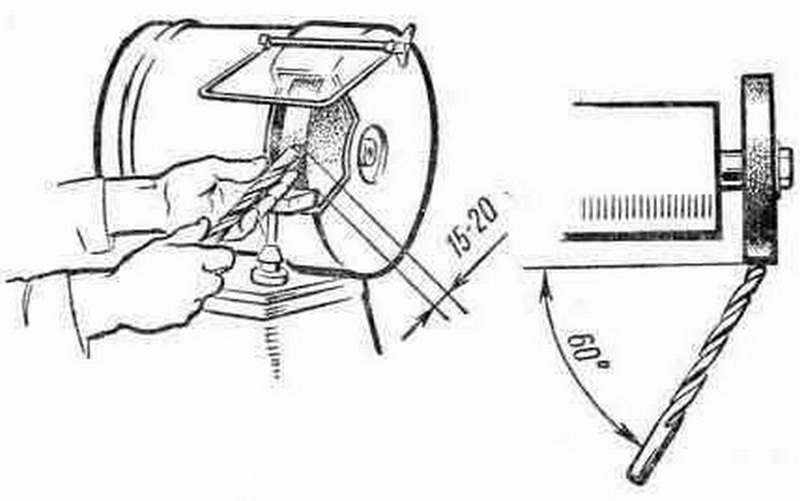 Вы можете использовать этот инструмент не только для сверления и шлифовки, но и в качестве точилки. Прежде чем приступить к заточке затупившегося сверла, наденьте защитные очки, чтобы защитить глаза от металла.
Вы можете использовать этот инструмент не только для сверления и шлифовки, но и в качестве точилки. Прежде чем приступить к заточке затупившегося сверла, наденьте защитные очки, чтобы защитить глаза от металла.
Теперь плотно зажмите сверло с помощью тисков и медленно соскребите мусор с передней кромки сверла с помощью Dremel. Продолжайте шлифовать, пока не найдете острые режущие точки с обеих сторон сверла.
Для проверки остроты просверлите отверстие в древесине или шпильке.Если вы чувствуете, что легче сверлить и найти гладкое отверстие, то все готово. И наоборот, обнаружение каких-либо визжащих, шатающихся или зазубренных краев означает, что вам придется повторить процесс, чтобы скруглить края.
Как надолго сохранить остроту сверл
Во-первых, во время сверления металла всегда используйте жидкость, чтобы сверло оставалось спокойным и смазанным. Перегрев приводит к тому, что сверло теряет твердость и остроту. В качестве альтернативы вы можете использовать моторное масло, такое как CRC, спрей WD40 или слюна. Кроме того, не сверлите постоянно, отдохните и дайте сверлу остыть. Следуя по пути, вы будете наслаждаться более острым сверлом немного дольше. Наконец, использование легкого спрея WD40 поможет вам в конечном итоге защитить сверло от коррозии.
Кроме того, не сверлите постоянно, отдохните и дайте сверлу остыть. Следуя по пути, вы будете наслаждаться более острым сверлом немного дольше. Наконец, использование легкого спрея WD40 поможет вам в конечном итоге защитить сверло от коррозии.
Умные советы для сохранения остроты сверл
Основная цель заточки сверла — обеспечить более легкий и гладкий проект по благоустройству дома. Так почему бы не взять на заметку несколько эффективных советов, которые сделают процесс заточки более безопасным и качественным? Самый важный совет — носить защитное снаряжение, особенно для защиты глаз от летящих частиц.
Еще одна вещь, о которой следует помнить, это не перетачивать сверло. Это сделает сверло непригодным для использования и может потребовать затрат на покупку нового. Лучше часто затачивать сверло. Кроме того, убедитесь, что режущая кромка сверла расположена под правильным углом и остается перпендикулярной хвостовикам. Неравномерное сверло не годится для получения гладкого отверстия.
Часто задаваемые вопросы о том, как заточить сверла напильником
Под каким углом лучше всего затачивать сверло?
Угол при вершине от 118 до 120 градусов считается для энтузиастов DIY.Дело в том, что довольно острое сверло лучше, чем тупое сверло. Кроме того, вы должны поддерживать угол 55 градусов между кромкой долота и основной режущей кромкой.
Можно ли заточить спиральные сверла напильником?
Для заточки спирального сверла можно использовать метод ручной начинки. Но это трудоемкий процесс по сравнению с использованием мощных. Преимущество, которое вы получите, заключается в том, что это снизит вероятность повреждения винта.
Какая точилка для сверл самая лучшая?
Некоторые из лучших точилок для сверл 2021 года:
Tormek DBS-22 Заточное приспособление
Drill Doctor 500X
Work Sharp Knife and Tool Sharpener
Tormek T-8 Прецизионная система заточки с водяным охлаждением
Drill Doctor 750X Drill 90Bit 03Sharpener
Учитывайте при заточке сверл
Как только вы научитесь затачивать сверла напильником, вы всегда будете иметь острое сверло для своего следующего проекта. Процесс, который мы объяснили выше, прост и не требует больших денег и аксессуаров. Поскольку вы можете применить его без какого-либо электроинструмента в любом месте, почему бы не сделать сверление плавным и легким, используя острое сверло?
Процесс, который мы объяснили выше, прост и не требует больших денег и аксессуаров. Поскольку вы можете применить его без какого-либо электроинструмента в любом месте, почему бы не сделать сверление плавным и легким, используя острое сверло?
Что еще более важно, используйте правильное сверло для определенного проекта с правильной скоростью для работы и не сверлите постоянно, чтобы получить более безопасный и качественный проект.
Услуги по заточке буровых долот и кольцевых фрез (доставка, почтовая доставка, Вирджиния, США, весь мир)
3/4″ — 2″
2-1/8″ — 4″
4-1/ 8″ — 6″
Буквы
A,B,C,D,E
F.GH,I,J
K,L,MNO
P,Q,R
ST,U
V,W,X,Y,Z
1/4″ — 1/2″
9/ 16 «- 1-1 / 4»
1-5 / 16 «- 2»
$ 2.50 / бит
$ 3.00 / бит
$ 4,00 / бит
$ 5.00 / бит
$ 6.
 00 / бит
00 / бит Кольцевые пилы по стали
Твердосплавные пилы без обслуживания
Курсы заточки
Copyright © 2010 — 2018 2010 — 2018 Rastsharp.com Все права защищены. Все права защищены.
Clipper Clip Crafting Services
Point
$ 2.50 / Бит
$ 2.50 / бит
$ 2.50 / бит
$ 2.50 / бит
$ 3.00 / бит
$ 3.50 / бит
$ 3.50 / Bit
$ 3.50 / Bit
Forstner Bitts — Высокоскоростная сталь
Нет обслуживания карбида BITS
0ОТЧЕТА
Биты HSS диаметром до 2 дюймов
4 долл. США.00 / бит
США.00 / бит
$ 6.00 / бит
$ 8.00 / бит
$ 10.00 / бит
$ 10.00 / бит
$
$ 12.00 / бит
Информация и заканчивается Назначение Телефон: 540-308-9895HSS Биты 2+ «до 3-15 / 16» диаметр
карбид, наконечник до 2 «
карбид 2+» до 3-15 / 16 «
0 3/32″ — 23/64″
3/8″ — 31/64
1/2″ — 47/64
3/4″ — 13/16
53/64″ — 1″
1-1/64″ — 1- 3/16″
Уход за краями для резки краев
Mail: [email protected]
$ 2.50 / бит
$ 3.00 / бит
$ 3.50 / бит
$ 4.50 / бит
1/2″ — 1″
1-1/16″ — 2″
2-1/16″ — 3″
3-1/16″ — 4″
Более 4″
Коническая Point
2,00 $ / Bit
Оплатите заказ на работу с помощью Zelle:
Получатель: Стивен Биргеллс
Электронная почта: info@fastsharp. com
com
Тарифы на заточку сверл — стандартные 2 канавки
Все рабочие заказы должны быть согласованы по телефону 64 «
1/2″ — 47/64 «
3/4″ — 13/16 «
Коническая точка
$ 2,00 / бит
$ 2,00 / бит
$ 2,00 / бит
$ 2,00 / бит
2,50 долл. США / бит
3,00 долл. США / бит
1/2″
9/16″ — 3/4″
13/16″ — 1″
1-1/16 — 1-1/2
4
0 8 долларов.00 / бит
$ 10.00 / бит
$ 12.00 / бит
$ 14.00 / бит
$ 140025
Десятичные
0.234 — 0.250
0.257 — 0.277
0.257 — 0,277
0,23 — 0.339
0.348 — 0.368
0.377 — 0.413
Кольцевые фрезы с хвостовиком 3/4″ и 1-1/4″ — макс. глубина от 1″ до 3″
Быстрорежущая сталь и твердосплавные наконечники
Услуга по обрезке и изменению профиля сломанной фрезы из быстрорежущей стали — $30. 00 / Cutter
00 / Cutter
RotaCut Заточка листового металла — $14.00 / Фреза
Иногда кольцевые фрезы ломаются при заточке из-за внутренних трещин от напряжения или из-за дефекта самого инструмента. Я не беру на себя никакой ответственности за инструменты, разбитые в процессе заточки. Если это произойдет в процессе заточки, владелец инструментов полностью принимает потерю , Отправляя инструменты на обслуживание, вы полностью понимаете и принимаете эту политику.
100003 Устанавливающиеся ставки Сверла — один из самых важных предметов в любом инструменте . В зависимости от вашей отрасли или продукта, ваши сверла должны быть в состоянии прорезать отверстия в древесине, пластике, металле и т. Но самая лучшая дрель в мире не принесет вам большой пользы, если ее сверла не справятся со своей задачей. Какой бы мощной ни была ваша дрель, на самом деле ее возможности определяет сверло. В этой статье мы рассмотрим основные характеристики бурового долота, в том числе металл, из которого оно изготовлено, наконечник и покрытие, а также то, как можно использовать криогенную обработку, чтобы сверла прочнее и долговечнее. Во-первых, нам нужно понять, как на самом деле устроены сверла.Многие сверла состоят не из одного элемента, а из стального сплава. Некоторые сверла имеют наконечник или покрытие из второго материала, чтобы сделать их более прочными или более устойчивыми к ржавчине. Быстрорежущая сталь (HSS) обычно используется в сверлах и полотнах для механических пил, поскольку она доступна по цене и способна резать дерево, пластик и мягкую сталь. Однако, несмотря на то, что быстрорежущая сталь подходит для многих типов задач по техническому обслуживанию, она не подходит для более промышленного использования, где используются другие материалы. Кобальт Сверла изготовлены из стального сплава, содержащего 5-8% кобальта, поэтому их можно использовать для резки стали и других твердых металлов, таких как чугун. Титановые сверла обычно изготавливаются из стали с титановым покрытием, поэтому они не такие прочные, как кобальтовые сверла, и со временем могут потерять свое покрытие. Затем идет карбид , который в данном случае на самом деле является карбидом вольфрама и представляет собой соединение вольфрама и углерода.Твердосплавные сверла часто изготавливаются из стали с твердосплавным наконечником. Они широко используются в промышленности из-за их превосходной прочности. Они могут резать бетон, каменную кладку, плитку и многое другое. Тип необходимого сверла зависит от нескольких факторов, в том числе от материала, который вы режете, а также от необходимой длины сверла. Более длинные сверла могут быть более хрупкими и легко ломаться, даже если они сделаны из прочного материала. Давайте рассмотрим твердость каждого типа сверл, а также некоторые моменты, которые следует учитывать при выборе между твердосплавными и кобальтовыми сверлами. Это может показаться нелогичным, но карбид — самое твердое сверло — до пяти раз тверже стали — и самое хрупкое. Это потому, что когда речь идет об инструментах, твердость является лишь одним из факторов, определяющих общую прочность материала. Твердость относится к поверхности материала — по существу, насколько легко его поцарапать или потускнеть, а хрупкость относится к тому, насколько легко его сломать.Таким образом, хотя твердосплавные сверла очень твердые и могут прорезать некоторые из самых сложных материалов, они также хрупкие и могут сломаться при неправильном использовании. Вот почему они в основном используются в автоматизированном оборудовании и не предназначены для использования в ручных дрелях и других ручных процессах, где они могут сломаться под давлением. Вы найдете их в различных отраслях промышленности, таких как автомобильные и аэрокосмические заводы, где подходят только самые твердые наконечники сверл. В некоторых случаях сверло изготавливается из менее хрупкого материала, а из карбида изготавливается только наконечник.Таким образом, вы получаете твердость твердого сплава на поверхности сверления со стабильностью менее хрупкого материала, чтобы предотвратить поломку долота. В других инструментах используются твердосплавные вставки, которые часто имеют треугольную или ромбовидную форму и вставляются в инструмент, изготовленный из другого металла, например из углеродистой стали. Преимущество такого подхода заключается в том, что инструмент в целом менее хрупкий, и вы можете поворачивать твердосплавные пластины, чтобы обнажить другую кромку, когда режущая сторона затупляется. Как узнать, следует ли использовать твердосплавное или кобальтовое сверло? Хотя оба типа сверл имеют свое применение, они не могут использоваться взаимозаменяемо, поэтому важно использовать правильное для конкретной задачи. Давайте взглянем на плюсы и минусы каждого из них: Кобальтовые сверла идеально подходят для сверления твердых металлов. Они бывают двух марок: M35, состоящая из 5% кобальта, и M42, состоящая из 8% кобальта. Поскольку кобальтовые сверла могут выдерживать температуры до 1100 °F, их можно использовать в условиях высоких температур.Чем выше процент кобальта, тем более жаростойким он будет; в то же время более высокий процент кобальта означает, что он будет более хрупким. Кобальтовые сверла имеют узнаваемый золотой цвет. Хотя это выглядит как покрытие, это не так, и это результат процесса «запекания», через который проходят сверла. Он может стираться при использовании, но это не повлияет на качество сверла. Кобальтовые сверла можно затачивать без потери прочности. Они также имеют относительно длительный срок службы, что делает их доступным вариантом, несмотря на более высокую стоимость. Твердосплавные сверла изготовлены из карбида вольфрама, хотя они часто содержат небольшое количество других материалов, таких как кобальт, для снижения их реакционной способности по отношению к железу. Обычно вы можете найти твердосплавные сверла в одной из двух форм: с твердосплавным наконечником или с цельным корпусом. Твердосплавные наконечники могут просверливать твердые неметаллические материалы, такие как кирпичная кладка, в то время как полнотелые сверла в основном используются в автоматизированных процессах. Они дольше остаются острыми, чем кобальтовые сверла, и имеют более высокую скорость резания.Они также могут выдерживать более высокие температуры. Твердосплавные пластины можно использовать для работы с чугуном и сталью, а также с бронзой, медью, алюминием и другими твердыми или абразивными материалами. Даже самые качественные сверла со временем изнашиваются, и в этот момент вы должны решить, лучше ли их заточить или заменить. Из-за высокой стоимости твердосплавных сверл, вероятно, стоит потратить время на их заточку. Однако вы не можете просто использовать какую-либо точилку для твердосплавных сверл. Для работы вам понадобится подходящий инструмент, в данном случае это шлифовальный круг с алмазной поверхностью. Если в вашем распоряжении нет шлифовального круга, возможно, будет выгоднее нанять профессионала, который сделает это за вас. Таким образом, несмотря на то, что вы можете заточить твердосплавные сверла самостоятельно, для этого потребуются специальные инструменты, и вам может потребоваться некоторая подготовка, чтобы сделать это правильно. Другой вариант — криогенная обработка сверл для уменьшения износа и продления их срока службы без необходимости частой заточки. Это связано с тем, что температура, которой подвергаются ваши сверла при их первом изготовлении, оказывает долгосрочное влияние на качество готового продукта. Криогенно обработанные буровые долота позволяют сверлить в два раза больше отверстий, чем необработанные буровые долота, после чего их необходимо заменить.Процесс обработки изменяет микроструктуру твердого сплава, в результате чего сверла становятся на 7 % тверже. Независимо от того, полагаетесь ли вы на твердосплавные сверла, вставки, фрезы, концевые фрезы или любой другой инструмент, вы можете увеличить срок их службы и сократить время простоя с помощью криогенной обработки. Большинство металлических изделий куются или отливаются при высокой температуре, после чего их необходимо охладить до комнатной температуры. Криогенная обработка — одноразовый процесс, включающий охлаждение металла до криогенных температур (–238 °F или ниже) с помощью криогенной жидкости или газа. Затем его можно снова нагреть до более высокой температуры и дать ему остыть естественным путем. В этом видео о прикладных науках показано, как это можно сделать дома с помощью жидкого азота, но для достижения наилучших результатов мы рекомендуем обратиться к профессионалу. Поскольку каждый инструмент имеет определенную концентрацию карбида вольфрама, может потребоваться несколько попыток, чтобы найти правильный процесс обработки для ваших сверл. CTP Cryogenics имеет более чем 30-летний опыт работы в области термической обработки. Мы работаем с твердосплавными инструментами всех видов, используя запатентованный процесс обработки, адаптированный к вашему конкретному случаю использования и отрасли. У нас есть несколько офисов по всей территории США, что гарантирует вам своевременную обработку ваших инструментов. Заблаговременно обработав твердосплавные сверла, вы сможете сократить задержки и время простоя в будущем.Свяжитесь с нами сегодня, чтобы получить бесплатное предложение и узнать больше о процессе! Мы уверены, что никто не захочет время от времени заменять свои сверла, когда они затупятся. Это означало бы большую сумму денег, которая на самом деле не идеальна, особенно если большинство ваших проектов связано с процессом бурения. Вот почему заточка сверл является важным навыком, которому необходимо научиться. Тем не менее, это может быть чрезвычайно сложно для некоторых людей, которые только начинают узнавать что-то о сверлах и битах.К счастью, доступны различные приспособления для заточки сверл, которые уменьшают количество догадок и упрощают работу. Точно так же, как мы традиционно и вручную затачиваем сверла различными способами, точилки для сверл также бывают разных форм. При этом очень важно внимательно следить за своим выбором и тщательно анализировать каждый из его атрибутов. Перед погружением обязательно обратите внимание на важные последствия, которые вам необходимо учитывать. Тип или форма точилки — это самое важное, на что нужно обратить внимание. Как уже говорилось, они обычно бывают двух видов: электрические и навесные. Судя по всему, насадки более доступные. Однако их использование обычно влечет за собой крутую кривую обучения и усилий, поскольку вы все равно вручную контролируете и позиционируете сверло под углом, который необходимо заточить.Например, General Tools 825 — прочная насадка, обеспечивающая стабильный баланс и контроль над процессом. С другой стороны, электрические точилки менее требовательны, хотя перед процессом заточки все же необходимо выполнить некоторые настройки и настройки. Станок Drill Doctor DD750X-W 750X является хорошим примером устройства для заточки сверл такого типа. Несмотря на то, что подготовить долото и выполнить необходимые корректировки действительно сложно, фактический процесс не займет более 3 минут. В дополнение к этим вещам также необходимо проверить совместимость точилки с битами, поскольку некоторые из них могут работать только с битами ограниченного размера. Стоимость, долговечность и бренд, конечно же, также являются важными факторами, которые должны повлиять на ваше решение. Тем не менее, может быть довольно сложно найти «лучшее» среди множества вариантов на рынке. Тем не менее, это также может быть весело! Позвольте нам помочь вам и присоединяйтесь к нам, чтобы исследовать уникальные конструкции и различные инновационные формы современных точилок для сверл. Мы выбрали 5 лучших из доступных на Amazon, и после серии личных тестов и сравнений каждого из приведенных ниже пунктов мы заверяем вас, что к концу этого захватывающего и информативного чтения вы найдете лучший! Сверла по дереву Сверла по каменной кладке Адаптеры Специальность
Товар Выделитель SDS MAX Поворотный патрон
Драйвер Нож для резки арматуры Пенетратор SDS PLUS Поворотный патрон
Адаптер драйвера SDS PLUS Якоря
Бит установщика Огненный шар Шлицевой привод Поворотный патрон
Драйвер TAPCON / Tang Раффи
2000 Прямой хвостовик Быстросменный шестигранник 5/8″ и 7/16″
Адаптер ТАПКОН Сверхмощный Конус B
Конус конусы B Конусы Промышленный Промышленный Перкуссия
Core Перкуссия
Адаптеры Core Железнодорожная встречная скважина Сверла по дереву Мокрая/сухая Влажный / Сухой
Адаптеры Земляной шнек Железнодорожные стяжки Вращающееся ядро Драйвер заземляющего стержня Железнодорожный галстук Сверхмощный
Поворотный Стандартная кладка Гибкий
Сверла для вала Быстрая спираль
Дизайн Твердая сталь
Сверла Ковер Стабби Лечебные стержни Быстрая спиральная конструкция Применение Carbide Erild Bits: все, что нужно для знания
 д., соблюдая при этом точные размеры и стандарты качества.
д., соблюдая при этом точные размеры и стандарты качества. Что такое твердосплавное сверло?
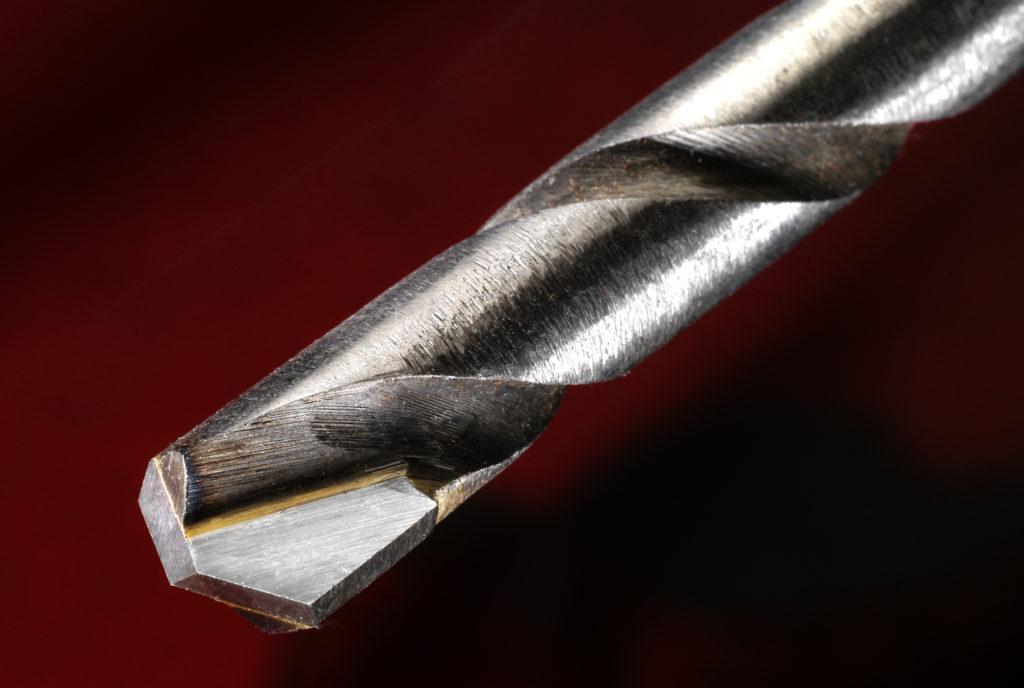 Сверла из быстрорежущей стали режут быстрее, чем другие типы стали, поэтому они и получили свое название.
Сверла из быстрорежущей стали режут быстрее, чем другие типы стали, поэтому они и получили свое название.
Какое сверло самое твердое?


Твердосплавные сверла по сравнению скобальт


Можно ли затачивать твердосплавные сверла?
Твердосплавные сверла, изготовленные с использованием криогенной обработки
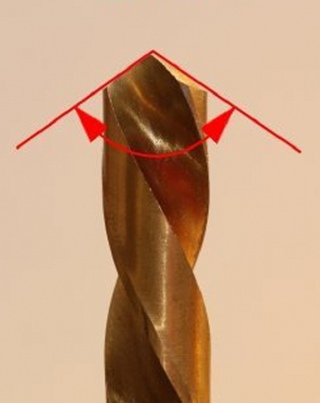 Хотя криогенная обработка известна своим использованием в производстве, включая обработку аэрокосмических и автомобильных деталей, ее также можно использовать для продления срока службы режущих инструментов.
Хотя криогенная обработка известна своим использованием в производстве, включая обработку аэрокосмических и автомобильных деталей, ее также можно использовать для продления срока службы режущих инструментов. Как это работает
 Традиционно это делалось путем их закалки в воде, но современные криогенные методы обеспечивают более контролируемый процесс обработки.
Традиционно это делалось путем их закалки в воде, но современные криогенные методы обеспечивают более контролируемый процесс обработки. Обработка твердосплавных сверл

Электрооборудование и навесное оборудование (обзор 2021 г.)
 Они могут быть частью насадки, которая будет направлять вас, когда вы затачиваете насадки с помощью другого оборудования (например, настольной шлифовальной машины, ленточной шлифовальной машины или дрели) или электрической точилки с шлифовальным камнем внутри машины. Но вопрос в том, все ли они работают одинаково? Ну нет.
Они могут быть частью насадки, которая будет направлять вас, когда вы затачиваете насадки с помощью другого оборудования (например, настольной шлифовальной машины, ленточной шлифовальной машины или дрели) или электрической точилки с шлифовальным камнем внутри машины. Но вопрос в том, все ли они работают одинаково? Ну нет. Однако результат остроты бита будет зависеть от того, как вы будете выполнять процесс заточки.
Однако результат остроты бита будет зависеть от того, как вы будете выполнять процесс заточки.
. B & A Manufacturing Co. — Главная — Сверла с твердосплавными наконечниками
Сверла с твердосплавными наконечниками
Сверла с твердосплавными наконечниками
Аксессуары
Режущие инструменты
Шнек — Самозагружающийся
Сверла с твердосплавными наконечниками
Сверла по дереву — Сверла
Перкуссия/молоток
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
Адаптер
Только поворотный
Сверла с твердосплавными наконечниками
Сверла для арматуры
Шнек самозагружающийся
Сверла с твердосплавными наконечниками
Сверла по дереву
— Полюсные биты
Перкуссия/молоток
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
Quick Lock
Адаптер
Сверла с твердосплавными наконечниками
Биты по каменной кладке
Шнек — самозагружающийся
Сверла с твердосплавными наконечниками
Сверла по дереву
— Полюсные биты
Перкуссия/молоток
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
Адаптер
Перкуссия / Hammer
Сверла с твердосплавными наконечниками
Биты по каменной кладке
Сверла с твердосплавными наконечниками
Сверла по дереву
— Грубый в битах
Ударный молоток
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
SDS PLUS
СДС ПЛЮС
Перкуссия/молоток
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
Сверла для установщика
—
Сверла для рыбалки
Вешалка для колокольчиков
Сверла по дереву
НЕТ КАРБИДА
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
Адаптеры
Адаптеры
Биты Bellhanger
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
Железнодорожный галстук
Биты
Сверла с твердосплавными наконечниками
Сверла по дереву
Железнодорожная шпала
Сверла
Перкуссия/молот
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
Сверла для железнодорожных шпал
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
Сверла с твердосплавными наконечниками
для тяжелых условий эксплуатации
Без карбида
Сверла по дереву
Сверла для шпал по дереву
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
Разрезное отверстие
Сверла с твердосплавными наконечниками
Сверла по дереву
Железнодорожные сверла
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
Сверла для установки
Проволока
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
Сверла с твердосплавными наконечниками
Сверление твердой стали
Сверла
Сверла с твердосплавными наконечниками
Сверла по каменной кладке
Торцевое отверстие — Боковое отверстие
Сверла с твердосплавными наконечниками
Поворотный
сверла земли сверло
наклоненное карбидом