Винтовые технологии: цены на сваи от 1510 рублей
Технология монтажа винтовых свай — устройство, смета, расценка
Монтаж винтовых свай состоит из нескольких этапов. На каждом из них должны строго соблюдаться технологии, в противном случае пострадает надежность всей конструкции. Сделаем короткий обзор и расскажем о каждом этапе.
1. Подготовка и проектирование
До того как осуществлять монтаж фундамента на винтовых сваях, нужно ответить на некоторые вопросы:
- Можно ли применять винтовые сваи на данном участке? Есть ли здесь скальные породы, которые могут затруднить установку?
- Какого диаметра должны быть сваи?
- Как глубоко нужно ввинчивать сваи в грунт (минимальная глубина – 1,5 м)?
- В каких местах устанавливать сваи?
Наши профессионалы оценивают ситуацию и принимают решение на стадии проектирования и составления сметы. После этого можно приступать к работам на участке.
2. Разметка
Предварительно нужно отметить места, в которых будут устанавливаться сваи. Нужно точно знать, сколько их потребуется. Технология установки винтовых свай допускает минимальное расстояние между соседними 2,9 м. Оптимальное же расстояние определяется видом строения и характером почвы.
Нужно точно знать, сколько их потребуется. Технология установки винтовых свай допускает минимальное расстояние между соседними 2,9 м. Оптимальное же расстояние определяется видом строения и характером почвы.
Обычно фундамент на винтовых сваях по технологии начинают монтировать с углов строения. Затем между ними для удобства и точности можно натянуть шпагат.
3. Устанавливаем винтовые сваи: технология монтажа
В месте установки выкапывают лунку глубиной 20 – 25 см. Иногда, если свая начинает рыхлить грунт и не завинчивается, приходится рыть лунки глубиной до 50 см. Технология ввинчивания винтовых свай предусматривает два способа: ручной и при помощи специального оборудования:
У нас есть необходимое оборудование, при помощи которого работа выполняется быстро и точно. Сваи устанавливаются строго на одном уровне.
Посмотрите на технологию монтажа винтовых свай на видео:
- При ручном способе конец сваи с винтом устанавливают лунку. В ее верхней части фиксируют рычаг в виде лома или железной арматуры.
 Два человека, держась за рычаг, двигаются по кругу и завинчивают сваю. Третий должен контролировать, насколько ровно она входит в грунт (максимально допустимое отклонение от вертикальной оси – 1 — 2⁰).
Два человека, держась за рычаг, двигаются по кругу и завинчивают сваю. Третий должен контролировать, насколько ровно она входит в грунт (максимально допустимое отклонение от вертикальной оси – 1 — 2⁰).
 Два человека, держась за рычаг, двигаются по кругу и завинчивают сваю. Третий должен контролировать, насколько ровно она входит в грунт (максимально допустимое отклонение от вертикальной оси – 1 — 2⁰).
Два человека, держась за рычаг, двигаются по кругу и завинчивают сваю. Третий должен контролировать, насколько ровно она входит в грунт (максимально допустимое отклонение от вертикальной оси – 1 — 2⁰).- При помощи специальной техники. Это значительно ускоряет и облегчает работу, так как отпадает необходимость использовать мускульную силу, на сваю прилагается нагрузка в вертикальном направлении. Используется трактор или миниэкскаватор, на котором установлен сваекрут.
Обратите внимание: технология установки винтовых свай на видео показывает, что один человек выполняет работу, в то время как второй контролирует этот процесс визуально. Очень важно, чтобы свая вошла в грунт ровно: от этого зависит прочность всей конструкции.
4. Бетонирование
Технология устройства винтовых свайных фундаментов предполагает бетонирование каждой сваи. Это помогает укрепить их в грунте. При установке временных сооружений бетонировать сваи не обязательно: в будущем их можно будет выкрутить и использовать повторно.
5. Соединение свай
Для повышения прочности фундамента ввинченные в землю сваи скрепляют между собой. В качестве скрепляющего элемента технология строительства фундамента на сваях допускает использование швелера, бруса, монолитных железобетонных плит, железобетонного ростверка.
Изготовление и устройство винтовых свай от «Радосваи»
Компания «РадоСваи» использует современные технологии производства подобных свай, и поэтому предлагает продукцию высокого уровня качества:
- Мы производим сваи из высококачественных марок стали.
- У нас можно приобрести винтовые сваи разного диаметра для различных видов конструкций. Они способны выдерживать большие нагрузки не один десяток лет.
- Оптимальный диаметр опоры позволяет надежно устанавливать на ней сооружение.
- Особое внимание уделено качеству винтовой части сваи, ведь именно она фиксирует конструкцию в грунте.
- Качественное наружное покрытие обеспечивает надежную защиту от коррозии.
 Они способны выдерживать большие нагрузки не один десяток лет.
Они способны выдерживать большие нагрузки не один десяток лет.Выбирая «РадоСваи» — вы выбираете качество, надежность, уверенность и выгодную стоимость винтовых свай.
Технологий винтового фундамента. Процесс монтажа и преимущества
Использование винтовых свай в строительстве обеспечивает получение дополнительных преимуществ в виде снижения производственных издержек, сокращения времени работ, а также позволяет получить надёжный долговечный результат. Сооружение свайного фундамента в большинстве случаев выполняется в течение одного рабочего дня, после чего конструкция уже полностью готова к началу строительства.
Однако для того, чтобы все преимущества такого метода проявились в полной мере, требуется применение исключительно надёжной продукции, изготовленной в соответствии с современными требованиями качества. Наш завод располагает современной технологической базой и применяет передовые технологии для производства винтовых свай.
Наш завод располагает современной технологической базой и применяет передовые технологии для производства винтовых свай.
За счёт надлежащего оснащения нашего производства, применения качественных материалов и высокой квалификации сотрудников наше предприятие готово оперативно отгрузить значительные объемы свайной продукции различных типов.
Винтовые сваи с бесшовным наконечником
В частности, мы готовы предложить своим клиентам сваи с бесшовным наконечником, которые по существующим строительным нормам могут использоваться для ответственных строений или сооружений.
Такой вид свайной продукции изготавливается из стали марки Ст20, толщина стальной лопасти винта составляет у такой сваи не менее 5 мм, а диаметр лопасти – не менее 300 мм. Для лучшего вкручивания в землю и более высоких несущих качеств винт оборачивается вокруг оси центрального ствола на полтора — два цельных витка.
В общих чертах процесс производства винтовых свай на нашем заводе выглядит следующим образом:
- Ствол сваи производится методом индукционного нагрева и прокатки металлической рулонной ленты, специальное оборудование сворачивает ленту в трубу и соединяет электросварочным швом по всей длине.
- Труба отправляется в плазменный труборез для нарезки на равные элементы по 2,5 метра.
- Обрабатывается наконечник каждого отрезка — заостряется методом нагрева и вальцовки конца трубы.
- Для изготовления лопасти используется шнекопрокатный стан, на котором подготавливают металлическую спираль методом холодной прокатки, полученную таким образом спиральную ленту мы нарезаем на нужное количество витков.

Для защиты таких свай от различных воздействий применяется порошковая окраска, получаемый в итоге слой обладает высокой прочностью, успешно противостоит ударам или истиранию. Такой вид обработки стальной сваи предохраняет изделие от воздействия коррозии, кроме того, такая обработка создаёт электроизоляцию металлической поверхности.
Позвоните нам: +7 (495) 182-06-94 или Закажите звонок
Как выбрать качественную свайную продукцию
Решив купить винтовые сваи для частного строительства, сооружения забора или любых прочих нужд, стоит, прежде всего, позаботиться о приобретении качественной долговечной продукции. Несмотря на то, что сваи имеют множество вариаций, размеров и параметров, существуют определённые критерии, по которым можно отличить качественную винтовую сваю от низкосортного изделия.
Часто сделать это можно даже на глаз, оценив качество исполнения и внешний вид отдельных элементов сваи. Ствол – основа конструкции, от его диаметра и толщины стенки зависят прочность и вес, который способно выдержать изделие. В каждом случае эти параметры должны выбираться индивидуально ещё на стадии проектирования с учётом предполагаемых нагрузок, условий эксплуатации, параметров грунта и прочих нюансов.
В каждом случае эти параметры должны выбираться индивидуально ещё на стадии проектирования с учётом предполагаемых нагрузок, условий эксплуатации, параметров грунта и прочих нюансов.
В качестве ствола может применяться бесшовная или сварная труба, которые различаются как по физическим характеристикам, так и по области использования. Сварные сваи более бюджетный вариант, но их не допустимо использовать для капитальных строений. К сожалению, многие компании предлагают именно такую продукцию, учитывая лишь личную выгоду. Мы же рекомендуем своим клиентам сваи с бесшовным наконечником.
При завинчивании сваи в грунт лопасти винта испытывают повышенные нагрузки, если при этом происходит их разрушение или деформация, это чревато просадкой фундамента и снижением его несущих качеств.
Поэтому следующий важный элемент винтовой сваи – лопасть, которая не только служит для забуривания в грунт, но также для перераспределения нагрузки. При выборе свай для строительства капитального сооружения диаметр лопасти должен составлять не менее 300 мм, а длина винта – не менее полутора-двух витков вокруг ствола сваи. К свайной продукции, которая применяется при строительстве лёгких сооружений, применяются менее жёсткие требования.
К свайной продукции, которая применяется при строительстве лёгких сооружений, применяются менее жёсткие требования.
Также при выборе винтовых свай стоит обратить внимание и на марку стали.
Чаще всего в производстве винтовых свай используется сталь марки 3 (Ст3), что объясняется ее невысокой стоимостью. Но сваи, изготовленные из стали этой марки не подходят для ответственных строений. Если вы рассчитываете на длительную эксплуатацию сооружения, то хорошим вариантом будут сваи, изготовленные из стали марки 20 (Ст20).
Использование такой стали для изготовления винтовых свай повышает процент прочности конструкции, стойкость к коррозии и перепадам температур, тем самым увеличивая срок службы фундамента на 10-15%.
Дополнительно при производстве винтовых свай рекомендуется использовать защитное покрытие для улучшения антикоррозийных свойств.
В процессе изготовления свайной продукции наш завод применяет метод порошкового напыления, которое способно продлить срок службы свай до 80%.
При возведении фундамента на винтовых сваях, как правило, используются сваи с литым либо цельным наконечником.
Литой наконечник с лопастью соединяется со стволом сваи при помощи сварки. У винтовых свай с цельным наконечником формирование наконечника происходит методом вытягивания, после чего ствол сваи вставляется в лопасть и затем приваривается. В обоих случаях на поверхности сваи будут присутствовать сварные швы в минимальном количестве.
Результаты исследований показывают, что ненадлежащее качество сварных работ при производстве свай может сократить срок их эксплуатации практически вдвое.
Оценить качество сварки можно визуально – по наличию или отсутствию дефектов, а также при помощи процедуры дефектоскопии или ультразвукового обследования. Поэтому при заказе винтовых свай не будет лишним попросить производителя провести ультразвуковой неразрушающий контроль хотя бы части отгружаемой продукции.
Не стоит экономить на возведении фундамента, если рассчитываете на длительную эксплуатацию сооружения. Даже незначительные отклонения могут порядком сократить срок службы вашего фундамента.
Даже незначительные отклонения могут порядком сократить срок службы вашего фундамента.
Винт | компонент машины | Британика
Винты и головки винтов
См. все материалы
- Ключевые сотрудники:
- Уильям Селлерс
- Похожие темы:
- винт Архимеда машинный винт резьба шуруп стягивающий винт
См. все связанные материалы →
винт , в машиностроении, обычно круглый цилиндрический элемент с непрерывным спиральным ребром, используемый либо в качестве крепежного элемента, либо в качестве модификатора силы и движения.
Хотя пифагорейский философ Архит из Тарента (5 век до н.э.) является предполагаемым изобретателем винта, точная дата его первого появления в качестве полезного механического устройства неясна. Хотя изобретение водяного винта обычно приписывают Архимеду (3 век до н.э.), существуют свидетельства того, что подобное устройство использовалось для орошения в Египте в более раннее время.
Подробнее от Britannica
Ручной инструмент: Винтовые инструменты
На рисунке, который показывает основные типы винтов и головок винтов в современном использовании, колпачок и крепежные винты используются для зажима деталей машины вместе, либо когда одна из частей имеет резьбовое отверстие, либо в сочетании с гайкой. Эти винты растягиваются при затягивании, и создаваемая растягивающая нагрузка скрепляет детали. Крепежные винты имеют различные типы головок, большинство со шлицами под отвертку. Они изготавливаются в меньших размерах, чем винты с головкой и болты.
Установочный винт на рисунке входит в резьбовое отверстие в одном элементе; при затягивании чашеобразный наконечник вдавливается в ответный элемент (обычно вал) и препятствует относительному движению. Установочные винты также изготавливаются с коническими и цилиндрическими наконечниками, которые входят в соответствующие отверстия, а также с прорезными и квадратными головками.
Установочные винты также изготавливаются с коническими и цилиндрическими наконечниками, которые входят в соответствующие отверстия, а также с прорезными и квадратными головками.
Шпилька представляет собой стержень с резьбой на обоих концах. Он постоянно ввинчивается в один элемент и зажимается гайкой на другом конце.
Самонарезающие винты формируют или нарезают сопрягаемую резьбу в таких материалах, как металлы, пластмассы, стекловолокно, асбест и фанера, пропитанная смолой, при ввинчивании или завинчивании в просверленные или забитые (литые) отверстия. Саморез на рисунке образует резьбу, перемещая материал, прилегающий к направляющему отверстию, так что он обтекает винт. Самонарезающие саморезы имеют режущие кромки и полости для стружки, которые создают сопрягаемую резьбу за счет удаления материала.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Шурупы изготавливаются самых разных диаметров и длин; при использовании больших размеров просверливаются пилотные отверстия, чтобы избежать расщепления древесины. Шурупы — это большие шурупы, используемые для крепления тяжелых предметов к дереву. Головки бывают квадратные или шестигранные.
Шурупы — это большие шурупы, используемые для крепления тяжелых предметов к дереву. Головки бывают квадратные или шестигранные.
Винты, изменяющие силу и движение, известны как силовые винты. Винтовой домкрат преобразует крутящий момент (крутящий момент) в тягу. Тяга (обычно для подъема тяжелого предмета) создается за счет вращения винта в неподвижной гайке. При использовании длинного стержня для поворота винта небольшое усилие на конце стержня может создать большую силу тяги. Столы с заготовками на станках перемещаются линейно по направляющим с помощью винтов, которые вращаются в подшипниках на концах столов и сопрягаются с гайками, закрепленными на станине станка. Аналогичное преобразование крутящего момента в усилие может быть получено либо вращением аксиально закрепленного винта для приведения в движение аксиально закрепленной гайки вдоль винта, либо вращением аксиально закрепленной гайки для приведения в движение вращательно закрепленного винта через гайку.
Технология ходового винта drylin® и dryspin® от igus®
 org/BreadcrumbList»>
org/BreadcrumbList»> Ассортимент нашей продукции для технологии ходовых винтов включает в себя ассортимент ходовых винтов, гаек ходовых винтов и их принадлежностей различных размеров и конструкций. Доступны шесть различных типов гаек ходового винта, изготовленных из шести различных материалов с индивидуальными спецификациями. Подходящие ходовые винты доступны с большой спиралью, трапециевидной и метрической резьбой, а также из нержавеющей стали, стали и алюминия. Ассортимент гаек и ходовых винтов включает диаметры от 4 до 50 мм и шаг от 0,5 до 100 мм.
Ассортимент гаек и ходовых винтов включает диаметры от 4 до 50 мм и шаг от 0,5 до 100 мм.
Ходовой винт из нержавеющей стали и гайки ходового винта из высокоэффективных полимеров iglidur® делают нашу технологию ходового винта drylin® абсолютно не требующей смазки и технического обслуживания. Бесшумная работа всухую и грязеотталкивающая способность обеспечивают множество возможных применений в широком диапазоне условий. Благодаря разнообразию ассортимента продукции геометрия резьбы для сухой прокрутки применима практически для всех областей применения.
Категории
Линейная технология
Линейные направляющие
Магазин линейных приводов
Технология ходового винта
Гайки ходового винта
Ходовые винты
Аксессуары
Аксессуары
Размеры продукта в ммдюйм
Список
Плитка
Сортировать по АктуальностьПовышение ценыСнижение ценыСрок поставкиНовинки
Количество товаров: 234
26,41 евро/м
44 позиции, из них готовые к отгрузке:
5 за 48 часов
На страницу товара
21,11 евро/м
18 позиций, из них готовых к отгрузке:
На страницу товара
206,04 евро/шт.
9 позиций, из них готовых к отгрузке:
5 за 48 часов
На страницу товара
16,15 евро/шт.
На страницу товара
9,06 евро/м
18 позиций, из них готовых к отгрузке:
1 за 4 недели
На страницу товара
120,96 евро/шт.
8 позиций, из них готовых к отгрузке:
5 за 48 часов
На страницу товара
12,77 евро/шт.
18 позиций, из них готовых к отгрузке:
На страницу товара
8,94 евро/шт.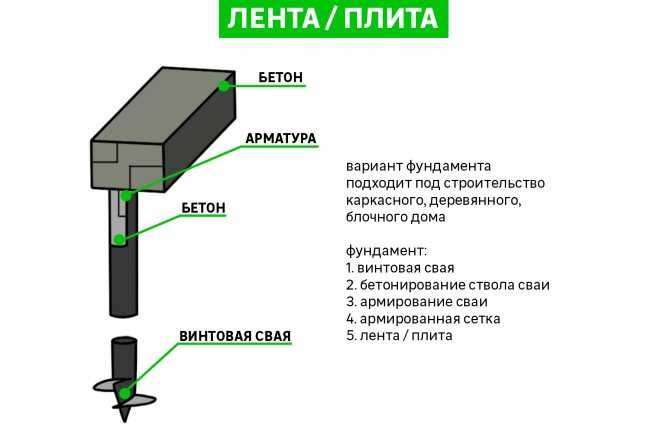
6 позиций, из них готовых к отгрузке:
2 за 48 часов
На страницу товара
10,97 евро/шт.
43 позиции, из них готовые к отгрузке:
4 за 4 недели
На страницу товара
22,50 евро/шт.
На страницу товара
24,82 евро/шт.
На страницу товара
24,04 евро/шт.
6 позиций, из них готовых к отгрузке:
6 за 48 часов
На страницу товара
70,08 евро/шт.