Угол заточки сверл: таблица значений, под каким уклоном точить инструмент для разных материалов
Способы заточки спиральных сверл
Режущая часть сверла состоит из двух режущих кромок, расположенных под определенным углом, который называется «углом заточки» или «углом при вершине сверла». Обычно он обозначается как Y . Этот угол во многом определяет рабочие свойства сверла. Он выбирается в зависимости от материала, для обработки которого предназначено сверло. См. таблицу.
|
Обрабатываемый материал |
Угол заточки сверла в ° |
|
Конструкционная сталь Нержавеющая сталь Чугун Сталь закаленная Алюминий Сплавы на основе магния Силумин Медь электролитическая Бронза и латунь Пластические массы Органическое стекло Целлулоид, эбонит |
116-118 120 118 125 130-140 110-120 90-100 125 50-60 70 80-90 |
Для ручного инструмента обычно предлагаются сверла с углом заточки 118°, которые являются наиболее универсальными. При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п., угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале. В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п., угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале. В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
Реже предлагаются сверла с углом заточки 130 — 135°. Как правило, это сверла из специальных быстрорежущих сталей, изначально предназначенные для работы по материалам с высокой твердостью.
Кроме угла заточки, на работу сверла в большой степени влияют и другие параметры геометрии режущей кромки.
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ — относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины «перемычки». Считается нормальным, если длина «перемычки» за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше. Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки.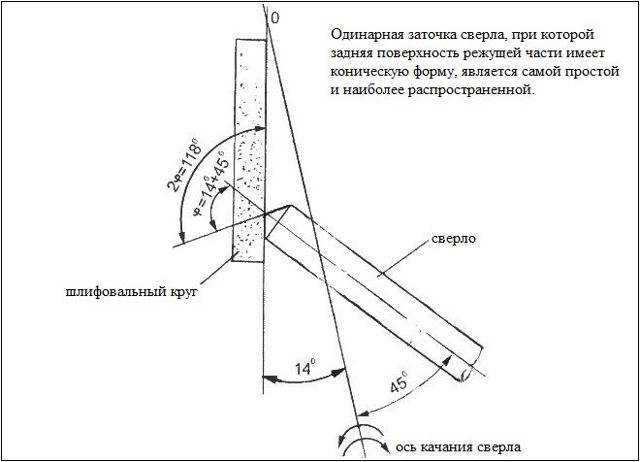
Заостренная заточка со скосом по передней режущей кромке
Требует несколько больших усилий при ее выполнении, чем обычная заостренная заточка. По сравнению с ней, заточка со скосом по передней кромке более устойчива к ударам и к воздействию бокового усилия. Применяется при работах по твердым сталям и для рассверливания.
Заточка со скосом по задней режущей кромке
Называется также самоцентрирующейся заточкой. Перемычка практически исчезает. В результате отсутствует увод в сторону при засверливании, уменьшается усилие подачи, улучшается стружкообразование. После нормальной заточки такая заточка является самой распространенной.
Заточка под двойным углом
Существенно улучшает температурные режимы работы сверла за счет увеличения длины режущей кромки и повышения теплотдачи. За счет этого также возрастает стойкость сверла.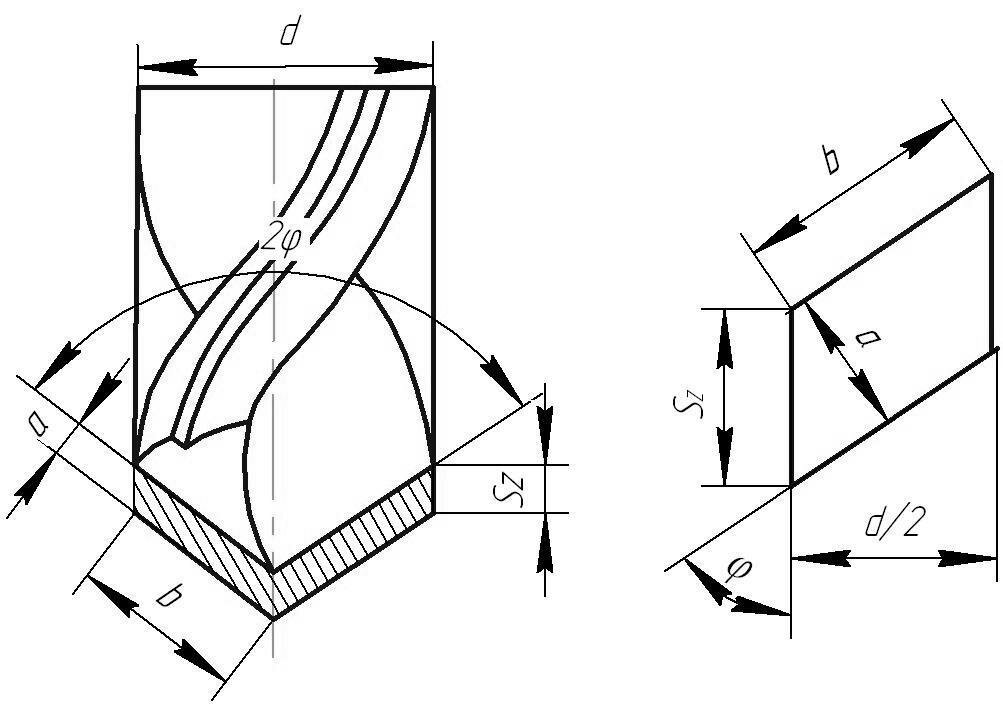
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки). По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном. Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 — 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки.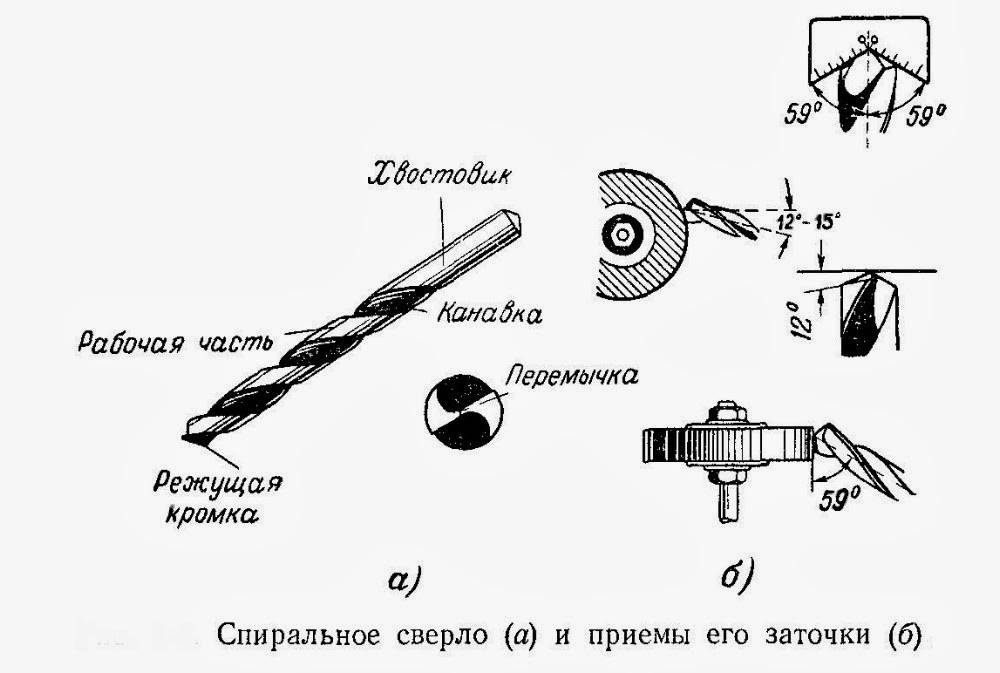
Также следует особо отметить, что заточка должна быть симметричной. Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла. По этой причине при заточке сверла диаметром от 6 — 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм — 20,0 мм с шагом 0,05 — 0,1 мм.
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки. В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части. Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
правила заточки, нюансы выполнения работ
В арсенале домашнего мастера есть инструмент, заменить который невозможно. Если болт можно открутить как гаечным, так и разводным ключом, а иногда и плоскогубцами, то чем-то заменить дрель со сверлом необходимого диаметра вряд ли получится. Проблема в том, что свёрла часто тупятся, а вот как их правильно заточить, знают не все. Пора восполнить этот пробел. Сегодня речь пойдёт о том, как заточить сверло под правильным углом в домашних условиях за несколько минут, даже если нет опыта подобных работ.
Если болт можно открутить как гаечным, так и разводным ключом, а иногда и плоскогубцами, то чем-то заменить дрель со сверлом необходимого диаметра вряд ли получится. Проблема в том, что свёрла часто тупятся, а вот как их правильно заточить, знают не все. Пора восполнить этот пробел. Сегодня речь пойдёт о том, как заточить сверло под правильным углом в домашних условиях за несколько минут, даже если нет опыта подобных работ.
Содержание статьи
- 1 Насколько сложной может быть заточка сверла
- 2 Варианты заточки, которые можно выполнить вручную
- 2.1 Иные способы заточки свёрл, требующие специального оборудования
- 3 Способы заточки, применяемые при ручной правке сверла
- 4 Уменьшение перемычки, и что оно даёт
- 5 Основные правила, которые следует соблюдать при заточке сверла
- 6 Вариант проверки угла заточки сверла подручными средствами
- 7 Заключительная часть
Насколько сложной может быть заточка сверла
Совсем простой подобную работу назвать нельзя. Она требует знания некоторых нюансов и соблюдения определённых правил, однако выполнить её можно, даже не имея опыта. Стоит разобраться, какие ошибки могут допустить новички в этом деле, и постараться их избежать.
Она требует знания некоторых нюансов и соблюдения определённых правил, однако выполнить её можно, даже не имея опыта. Стоит разобраться, какие ошибки могут допустить новички в этом деле, и постараться их избежать.
Первое, что нужно знать – это под каким углом затачивать свёрла, предназначенные для того или иного материала. К примеру, для дерева угол расположения режущих кромок должен составлять примерно 118°, а для металла − уже 135°. Однако не стоит подходить к этому вопросу слишком буквально. Небольшие отклонения вполне допустимы. Для проверки правильности угла используют транспортир, угломер или даже пару обычных гаек. Но обо всём по порядку.
Варианты заточки, которые можно выполнить вручную
Различают три основных варианта заточки сверла, которые можно выполнить без применения профессионального оборудования вроде станков для изготовления свёрл на производстве. Здесь достаточно обычного гаражного наждака, а иногда и набора надфилей или треугольного напильника.
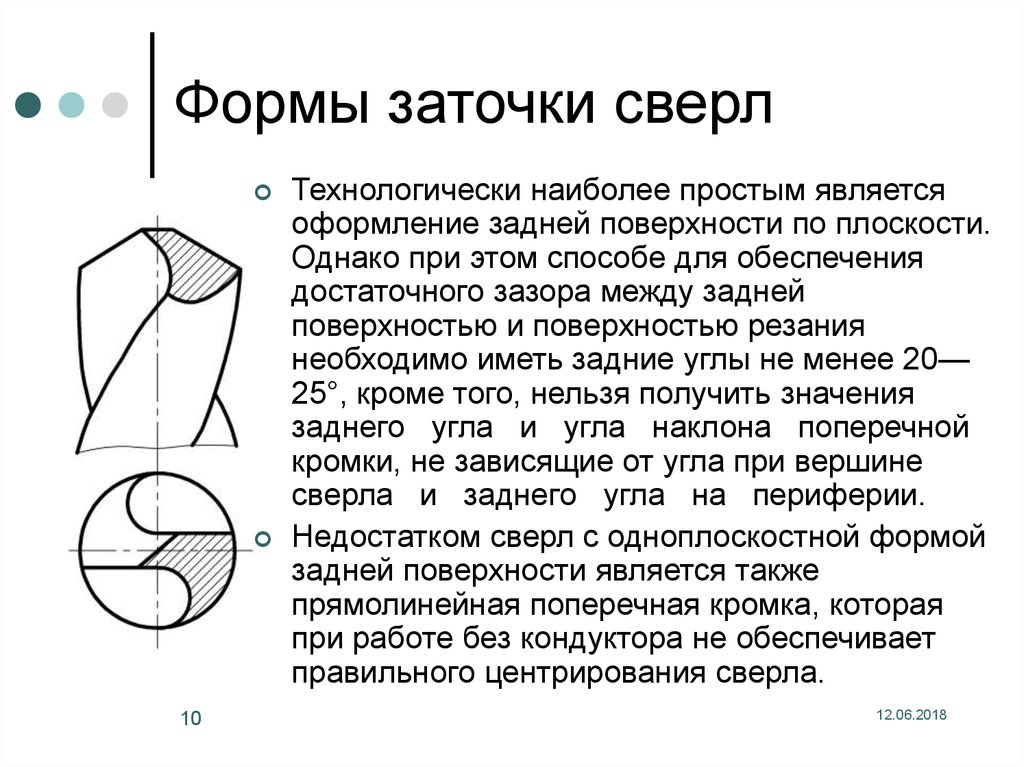
Одноплоскостной называют заточку, при которой задний угол резания лежит в одной плоскости со всей поверхностью. Обычно он составляет 15-25°. Возможно, на словах всё кажется довольно сумбурным, поэтому после описания всех вариантов будет предоставлен для ознакомления фотопример, по которому довольно просто разобраться с объяснениями.
Двугранной называют заточку, при которой задний угол уже не лежит в одной плоскости, а составляет две, под углами 7-17° и 25-40°. Углы выбираются в зависимости от материала, для обработки которого планируется применение сверла.
ФОТО: rusknife.comПравильность заточки можно проверить угломером или транспортиром, так будет наиболее точноКонической, или криволинейной, называют заточку, обусловленную углом по задней поверхности, который плавно увеличивается. Получается, плоскость имеет не прямую, а криволинейную форму. Подобный вариант сложнее в выполнении, здесь потребуется попрактиковаться.
Иные способы заточки свёрл, требующие специального оборудования
Перечисленные далее варианты вряд ли возможно выполнить вручную, однако упомянуть о них необходимо.
Речь идёт о:
- винтовом, винтовом с заострением, сложновинтовом;
- цилиндрическом;
- эллиптическом;
- фасонном.
Способы заточки, применяемые при ручной правке сверла
Таких способов выделяют всего два – одинарный, или нормальный (кромка ровная по всей длине), и двойной (сначала угол заточки выводится на 115-135°, а ближе к краю уменьшается на 40-45°). Второй способ применяется для свёрл диаметром более 12 мм и используется при обработке твёрдых металлов или чугуна.
ФОТО: Mega-snab.comСпособы заточки инструмента с угламиУменьшение перемычки, и что оно даёт
Многие недооценивают важность уменьшения поперечной перемычки сверла. А ведь это действие значительно снижает силу трения, что способствует более долгой работе инструмента без заточки.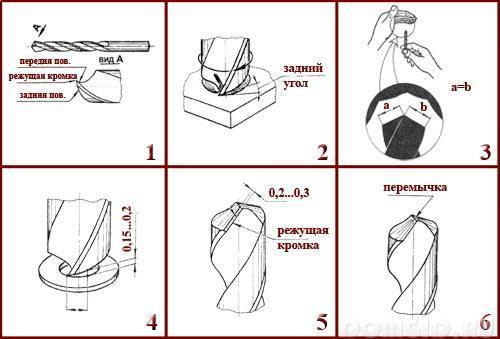 Дело в том, что по мере заточки свёрл (приближения к хвостовику) перемычка становится толще. Именно поэтому её необходимо стачивать. Но делать это следует крайне аккуратно, чтобы не повредить рабочую кромку сверла или не сточить лишнего, сделав перемычку совсем тонкой. В этом случае сверло может отколоться при работе.
Дело в том, что по мере заточки свёрл (приближения к хвостовику) перемычка становится толще. Именно поэтому её необходимо стачивать. Но делать это следует крайне аккуратно, чтобы не повредить рабочую кромку сверла или не сточить лишнего, сделав перемычку совсем тонкой. В этом случае сверло может отколоться при работе.
Основные правила, которые следует соблюдать при заточке сверла
Затачивая такой инструмент, как сверло, необходимо соблюдать некоторые правила. В противном случае сверло можно окончательно испортить.
Основными правилами считаются следующие:
- Чем жёстче металл сверла, тем медленнее его следует обрабатывать.
- Металл нужно снимать медленно, короткими касаниями. Если сверло перегреется, толку от заточки не будет. Сталь «опускается», после чего тупится при первом сверлении.

- Сильный прижим инструмента к наждаку увеличит нагрев.
- Воду для охлаждения металла в процессе заточки нужно подготовить заранее.
- Для заточки свёрл используются только наждачные круги с ровными поверхностями без выбоин.
- Идеальная заточка сверла невозможна без установки на наждаке подручника.
Вариант проверки угла заточки сверла подручными средствами
Бывает, что под рукой нет угломера или транспортира, чтобы проверить правильность угла заточки сверла. В таком случае можно обойтись подручными средствами, например обычными гайками. Их размер здесь значения не имеет. Форма гайки – правильный шестигранник, а значит, если совместить две штуки бортами, угол между ними будет равен 120°. А скрепить гайки между собой можно при помощи термоклея.
ФОТО: kuzov.infoВот таким нехитрым способом можно примерно определить угол заточкиЗаключительная часть
Многие могут сказать, что не стоит заморачиваться с заточкой свёрл, если нет опыта подобных работ. В магазинах стоимость инструмента не столь высока. Но на самом деле этому стоит поучиться. Возможно, с первого раза идеальной заточка не получится, но ведь и «Москва не сразу строилась». Немного подправить сверло получится, а для мелких работ и этого достаточно. А со временем домашний мастер «набьёт руку». И если впоследствии понадобится выполнить работы с большим объёмом сверления, даже покупка дешёвых свёрл может влететь в копеечку.
В магазинах стоимость инструмента не столь высока. Но на самом деле этому стоит поучиться. Возможно, с первого раза идеальной заточка не получится, но ведь и «Москва не сразу строилась». Немного подправить сверло получится, а для мелких работ и этого достаточно. А со временем домашний мастер «набьёт руку». И если впоследствии понадобится выполнить работы с большим объёмом сверления, даже покупка дешёвых свёрл может влететь в копеечку.
Очень надеемся, что для начинающих домашних мастеров сегодняшняя информация будет полезной. Редакция Homius с превеликим удовольствием ответит на все ваши вопросы, если таковые возникли по ходу ознакомления со статьёй. Вам лишь нужно изложить их суть в обсуждениях ниже. Там же вы можете оставить свой комментарий, поделиться личным мнением о прочитанном или обсудить, так ли велика необходимость умения точить свёрла в наши дни. Если вам понравилась статья, не забудьте оценить её. А мы напоследок, по уже сложившейся традиции, предлагаем к просмотру короткий видеоролик, который более полно раскроет изложенную тему. Берегите себя, близких и будьте здоровы!
Берегите себя, близких и будьте здоровы!
Watch this video on YouTube
Обсудить0
Предыдущая
РемонтКак легко и быстро вылечить вспухший от воды ламинат
Следующая
РемонтПростая доработка шпателя, которая превратит его в универсальный инструмент
Угол заточки сверла 135 или 118
ТониЛ
Участник
- #1
У меня есть насадки на 118 и 135 градусов, а также сверло для их заточки (а иногда и изменение угла резания).
А вообще какие ракурсы нравятся:
Вошедшие участники не видят это объявление
Ски_М
Участник
- #2
Я заметил, что многие производители сверл любят рекламировать угол 135 градусов с разделительной точкой для работы с металлом, но это также должно хорошо работать и для искусственных материалов.
118 градусов обычно используется для многоцелевых материалов и деревообработки, но и здесь было бы неплохо использовать точки разделения. Это немного более агрессивно, быстрее удаляет более мягкие материалы и, следовательно, быстрее просверливает их.
Это немного более агрессивно, быстрее удаляет более мягкие материалы и, следовательно, быстрее просверливает их.
Дикарь
Участник
- #3
135 градусов отлично подходит для дерева и пластика, некоторые люди утверждают, что 140 градусов намного лучше, но на самом деле углы заточки — это компромиссы! Другие факторы, такие как угол рельефа кромки и спираль, также важны!
Другие скажут, что параболические сверла или сверла Pilot/Bullet намного лучше по множеству веских причин.
JMHO, либо спиральные сверла, либо насадки с острым концом, наиболее экономичные!
ТониЛ
Участник
- #4
Большое спасибо. Я думаю, что я оставлю первоначальный угол. У меня достаточно бит в обоих ракурсах, чтобы выбрать то, что я хочу. Спасибо еще раз.
Сильванит
Участник
- #5
Я предпочитаю точку разделения 135 градусов для дерева, пластика и металла. Я соответственно перезаточил свои 118-градусные биты. Если вы используете Drill Doctor для создания точек разделения, внимательно прочитайте инструкции. Задний угол для точек разделения различен.
С уважением,
Эрик
Сабахарр
Участник
- #6
Демонстрируя здесь мое невежество в этом вопросе, но для сверления неметаллических материалов, можете ли вы действительно определить разницу между ° сверла?
ТониЛ
Участник
- #7
Я не уверен. Если бы мой Drill Doctor не допускал более одного угла, я бы даже не знал, что существует более одного угла. Как это по незнанию.
НиттаниЛион
Участник
- #8
Я большой поклонник 135. Я использовал свой DD для переточки многих своих 118 на 135. Я также использовал разделительные точки на большинстве своих.
Ски_М
Член
- #9
Сабахарр сказал:
Демонстрируя здесь мое невежество в этом вопросе, но для неметаллического сверления можете ли вы действительно увидеть разницу между сверлом °?
Нажмите, чтобы развернуть…
Как я уже упоминал, угол 118 градусов предназначен для более быстрого и агрессивного удаления материала и не подходит для более твердого материала.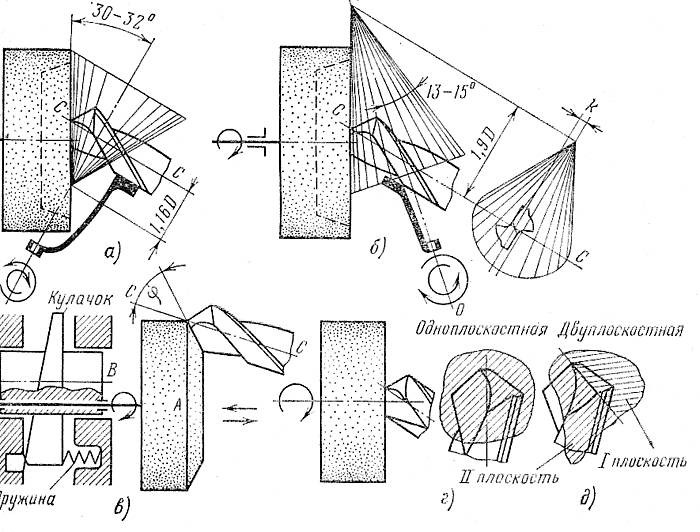 Вы получаете гораздо больший износ на самом кончике сверла при сверлении более твердого материала, и его нужно будет чаще перетачивать, если вы неправильно используете сверло.
Вы получаете гораздо больший износ на самом кончике сверла при сверлении более твердого материала, и его нужно будет чаще перетачивать, если вы неправильно используете сверло.
Между двумя одинаковыми сверлами, заточенными под обоими углами, вы быстрее просверлите и расчистите отверстия в мягкой древесине и более мягких твердых породах с более агрессивным сверлом.
С менее агрессивной насадкой у вас будет меньше разрывов в пластике, а также меньше выколов.
Дикарь
Участник
- #10
Приятно читать, объяснять, почему говорят, что кромка и спираль/поворот так важны, а также угол сверления. Для меня это слишком технично, думаю, острое сверло и секрет удаления стружки для сверления заготовки ручки независимо от материала.
Для меня это слишком технично, думаю, острое сверло и секрет удаления стружки для сверления заготовки ручки независимо от материала.
DRILL POINT GEOMETRY by JOSEPH MAZOFF
Если вы сверлите заготовку для наборов ручек Long Click или Artisan Clicker, возможно, стоит рассмотреть параболическое сверло, потому что; параболические сверла чаще всего используются для глубокого сверления, параболические сверла сверлят отверстия быстрее, чем другие модели сверл, параболическая спираль позволяет стружке быстро стекать вверх, не блокируя отверстие и не требуя частого извлечения сверла для очистки от стружки. Параболические сверла редко разрушают область вокруг входных и выходных отверстий, оставляя меньше повреждений, которые необходимо исправить после сверления. Недостатком хороших параболических сверл является стоимость! Собственная только одна бита обошлась мне в 6 долларов, и я не стал их фанатом.
Я использовал насадку для пера Long Click, и у меня не было проблем!
its_virgil
Участник
- #11
Мне тоже нравится точка разделения на 135 градусов
Делай хорошие повороты каждый день!
Дон
Ски_М
Участник
- #12
Должен отметить, что если вы просто время от времени просверливаете отверстие в более мягкой древесине, 135 градусов более чем достаточно. Вы будете сверлить немного медленнее, но отверстия будут немного чище, и вам придется очищать канавки немного чаще, но сверла, безусловно, прослужат дольше между заточками.
 Это приведет к тому, что металл, который не разрезается должным образом, станет горячим, и тогда сверло либо отколется и затупится, либо, что еще хуже, перегреется и станет синим (мягким).
Это приведет к тому, что металл, который не разрезается должным образом, станет горячим, и тогда сверло либо отколется и затупится, либо, что еще хуже, перегреется и станет синим (мягким). Затем, удерживая сверло в контакте с камнем, потяните штифтовые тиски вправо. Около тридцати градусов должно быть достаточно. Это должно установить основной угол примерно от пятидесяти до шестидесяти градусов. Теперь отодвиньте штифтовые тиски от себя на несколько градусов, скажем, на десять. Это для установки земли (показана зеленым цветом).
Затем, удерживая сверло в контакте с камнем, потяните штифтовые тиски вправо. Около тридцати градусов должно быть достаточно. Это должно установить основной угол примерно от пятидесяти до шестидесяти градусов. Теперь отодвиньте штифтовые тиски от себя на несколько градусов, скажем, на десять. Это для установки земли (показана зеленым цветом). Как правило, у сверла диаметром 3 мм боковые поверхности имеют ширину около 0,75 мм, как и основные поверхности.
Как правило, у сверла диаметром 3 мм боковые поверхности имеют ширину около 0,75 мм, как и основные поверхности.
