Углы заточки сверла: Угол заточки сверла по металлу
Угол заточки сверла по металлу
Виды заточек сверл по металлу
Таблица:углы заточки сверла
Процесс заточки и проверки угла сверла
скачать прайс-лист РЕЗЦЫ ТОКАРНЫЕ
Чем чаще используется сверло, тем быстрее оно тупится. Многие мастера, едва инструмент затупился, выбрасывают его. А практичные обрабатывают изделие под конкретный угол заточки сверла по металлу и продолжают пользоваться без всяких ограничений.
Сверло по металлу предназначено для создания, как глухих, так и сквозных отверстий и перфорации в деталях. Как правило, оно имеет форму спирали и состоит из нескольких элементов: режущей плоскости, хвостовика, рабочей части и лапки. Орудие резки производится из крепких сортов быстрорежущей стали (Р18,Р6М5).
фото:конструкция сверла по металлу
Важнейшими элементами спирального сверла являются хвостовик и рабочая поверхность. Хвостовик как цилиндрической, так и конической формы обеспечивает надежное крепление к патрону. А по краю рабочей части делаются винтовые канавки, обеспечивающие выход стружки.
Хвостовик как цилиндрической, так и конической формы обеспечивает надежное крепление к патрону. А по краю рабочей части делаются винтовые канавки, обеспечивающие выход стружки.
Передняя сторона канавок поднимается вверх и слегка отходят назад, образует угол, величина которого меняется по направлению от оси до боковых частей.
При изготовлении спирального сверла часть материала с наружной рабочей части снимается, образуя своеобразные ленточки. Вместе с увеличенным диаметром и повышенным углом при вершине сверла они способствуют снижению трения инструмента о стенки будущего отверстия.
Виды заточек сверл по металлуЗаточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Ниже представлена таблица углов заточки сверла по металлу для разных видов материала.
| Обрабатываемый материал | Угол сверла |
|---|---|
| Сталь, чугун, твердая бронза | 116-118° |
| Латунь, мягкая бронза | 120-130° |
| Бетон | 118-130° |
| Медь | 125° |
| Пластмасса | 90-100° |
| Алюминий, древесина, деликатные материалы | 140° |
Неправильно подобранный угол заточки сверла приводит к быстрому нагреву, плохому сверлению и возможной последующей поломке сверла.
Процесс заточки и проверки угла сверла по металлу
Процедуру выполняют на точильном круге. Первый этап – заточка задней поверхности спирали. Для этого инструмент уверенно прижимают к поверхности круга. Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.
Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.
Далее производится обработка режущей поверхности. Здесь следует обратить внимание не только на постоянство угла, но и на величину перемычки. Для крупных буравчиков ее размер не должен превышать полутора миллиметров.
Правильность заточки бура проверяется по шаблону, который изготавливается мастером вручную или приобретается фабричный. В основе проверки сверла – треугольник Рело, на основе которого создают режущие инструменты для создания квадратных отверстий.
фото:шаблон для проверки угла заточки сверла
Он состоит из трех частей. Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
как правильно наточить сверло по металлу
Различные манипуляции с изделиями из металла, в том числе сверление, производятся не только на производстве, но и в бытовых условиях. Инструмент для работы с металлом изначально производится из материалов повышенной износостойкости, но со временем даже такие специализированные изделия требуют той или иной корректировки. В связи с этим возникает достаточно большое количество вопросов, среди которых одними из самых актуальных являются: как точить сверла по металлу, как правильно точить сверла по металлу и под каким именно углом лучше точить сверла по металлу.
Производить затачивание такого вида сверл необходимо соблюдая все технологические правила. В противном случае даже самый качественный инструмент может быть безвозвратно испорчен. Подробно о том, как правильно заточить сверло по металлу, мы расскажем в нашей статье.
СОДЕРЖАНИЕ СТАТЬИ
- Признаки затупления сверла по металлу
- Степень и виды повреждения сверла по металлу износом
- Анатомия сверла
- Основные типы сверл и особенности их заточки
- Как правильно точить сверло по металлу: подробная инструкция
- Оборудование для заточки сверла по металлу
- Чем можно заточить сверло по металлу
- Как заточить сверло по металлу: видео
- Как правильно заточить сверло по металлу: вывод
ПРИЗНАКИ ЗАТУПЛЕНИЯ СВЕРЛА ПО МЕТАЛЛУ
- Повышение шумовых проявлений;
- Значительный внезапный разогрев работающей части и тела;
- Неровность и «рваность»краев разрабатываемого отверстия;
- Необходимость увеличения физических усилий;
- Изменение состояния стружки со спиралеобразной, до крошащейся и малоразмерной;
- Повышение температуры поверхности изделия;
- Появление не характерного ранее скрежетания и треска в момент работы.


СТЕПЕНЬ И ВИДЫ ПОВРЕЖДЕНИЯ СВЕРЛА ПО МЕТАЛЛУ ИЗНОСОМ
- Изнашивание передних поверхностей.
- Изнашивание уголков.
- Изнашивание фаски.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
АНАТОМИЯ СВЕРЛА
- Вершинный угол. Располагается посередине режущих кромок и является вершиной сверла. Показатели такого угла разнятся в зависимости от того, какой металл предстоит сверлить. Наиболее универсальным принято считать угол 118 градусов. Он целесообразен при работе с мягкими материалами, в том числе с мягким металлом. Для металлов плотных и прочных, угол составляет свыше 135 градусов.
- Задние вершины. Проходят за режущими кромками, изгибаясь и образовывая просвет, составляющий от 8 до 15 градусов для универсальных вариантов.
- Перемычка. По сути это перешеек, соединяющий две режущие части. Основной функцией перемычки является центрование сверла в момент входа в металл.
- Спиралеобразные ленты. Необходимы для снижения трения, выступают как теплоотвод и направляющая.
- Спиральные ложбины. Являются отводящими каналами для отработанного содержимого просверливаемого отверстия.
- Хвостовик. Место соединения сверла с дрелью.

Отдельными параметрами можно считать спиральный и задний углы:
- Угол спирали является величиной переменной т изменяется в зависимости от того, для какого типа металла подбирается сверло. Большие витки угла подходят для более мягких металлов, дающих длинную стружку. Малоугловые спирали целесообразны при работе с твердыми металлами и мелкой стружкой;
- Задний угол. Его размеры варьируют от 7 до 17 градусов и зависят от того, какой металл предстоит просверлить.
ОСНОВНЫЕ ТИПЫ СВЕРЛ И ОСОБЕННОСТИ ИХ ЗАТОЧКИ
- Одноплоскостные. Данный вид сверл имеет одну плоскость на задней перьевой стенке. Угол плоскостного наклона составляет 28-30 градусов. Заточке подлежит одна рабочая плоскость.
- Двухплоскостные. Отличием от одноплоскостных является только наличие дополнительной плоскости.
- Конические сверла. Основным нюансом заточки является необходимость сохранения четкого конуса. Заточка производится колебательными движениями без отрыва от точильного приспособления.

КАК ПРАВИЛЬНО ТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ПОДРОБНАЯ ИНСТРУКЦИЯ
- Вращения абразивного элемента производятся по встречному направлению относительно затачиваемой плоскости.
- Важно выдерживать верный угол, не допуская смещения. Выбор, под каким углом точить сверла по металлу, является наиважнейшей частью всего процесса.
Стоит учитывать, что для каждого металла, угол имеет свои параметры:
- Чугун и сталь. Для этих металлов оптимально допустимым считается угол в диапазоне 116-118 градусов;
- Латунь и бронза. Угол заточки должен соответствовать 120-130 градусам;
- Медь. Выдерживаемый угол имеет четкие границы и равен 125 градусам;
- Алюминий. Данный металл, так же как и медь предполагает выдержанный угол в 140 градусов.
 Выдерживаемый угол имеет четкие границы и равен 125 градусам;
Выдерживаемый угол имеет четкие границы и равен 125 градусам;Сохранение необходимо верного угла является основным требованием, нарушение которого в процессе заточки сверла по металлу способно привести к порче изделия.
- Восстановительные манипуляции при обработке кромок производятся за один рабочий подход.
- Разогретая часть хвостовика подлежит охлаждению в момент изменения положения.
- При работе с одноплоскостными сверлами с диаметром не более 3мм, обеспечивается параллельное положение режущей кромки и плоскости точильного круга. Прижим осуществляется с сохранением заднего угла в 26-30 градусов.
- При работе с коническими изделиями, превышающими диаметр в 4 мм, важно свершать плавные движения, сохраняющие конусность формы. Категорически запрещено прекращать контакт затачиваемой поверхности сверла и точильной поверхности. Все повороты осуществляются плавно, по форме конуса и в одно касание.
- Необходимым условием является сохранение переднего угла, находящегося в промежутке рабочей части инструмента и основанием режущей кромки. Замер производится специальным приспособлением в основной плоскости.
- Важно так же обращать внимание на угол, расположенный в задней плоскости.
- Угол режущих кромок должен располагаться на вершине между кромками.

Замеры углов производятся шаблонами, имеющими специальные вырезы, или прибором Слепнина.
Помимо сохранения правильности углов, важным аспектом в вопросе « В связи с такими изменениями параметров, сверло не прорезает металл, а выскабливает, образуя неровности и дефекты.
В связи с такими изменениями параметров, сверло не прорезает металл, а выскабливает, образуя неровности и дефекты.
ОБОРУДОВАНИЕ ДЛЯ ЗАТОЧКИ СВЕРЛА ПО МЕТАЛЛУ
Процесс правильной заточки сверла по металлу начинается с подбора необходимого оборудования:
- Шлифовочная машинка.
- Точильный, или наждачный станок.
- Электрическая дрель.
- Напильник.
Вспомогательные средства.
- Комплект точильных кругов. Подбирается в зависимости от материала из которого изготовлено сверло.
Определение типа материала сверла:
- Быстрорежущая сталь. Такой тип сверл имеет обозначение HSS. Такие сверла изготавливаются из легированной углеродистой стали и имеют добавки вольфрама, хрома и молибдена. Быстрорежущие сверла используются для работ на высоких скоростных режимах;
- Кобальтовая сталь. Такие сверла обозначаются пометкой CO(кобальт)и обозначением, информирующем о процентном содержании кобальта. Следует учитывать, что кобальтовые сверла хоть и способны длительное время сохранять остроту даже при больших нагрузках и температурах, но отличаются хрупкостью по сравнению с быстрорежущей сталью. Заточка таких сверл требует наибольшей осторожности;
- Карбид-вольфрамовые сверла. Обладают крайне высокой жесткостью и значительной хрупкостью.
Помимо материала изготовления, производители указывают какую обработку проходит сверло и каким покрытием защищено. Все эти нюансы имеют значение при подборе необходимого для затачивания инструмента. Кроме вышеперечисленного, необходимо знать под каким углом надо точить сверла по металлу. Для достижения наиболее качественного результата, будет не лишним акцентировать внимание на анатомии сверла.
- Емкость с водой. Для охлаждения чаще всего используется обычная вода. Однако, гораздо лучшую результативность в качестве охладителя показывает машинное масло.
- Фиксирующее устройство.
- Угломер.
- Средства индивидуальной защиты: очки и перчатки.
 Заточка таких сверл требует наибольшей осторожности;
Заточка таких сверл требует наибольшей осторожности;Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
ЧЕМ МОЖНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ
Процесс затачивания сверл устроен следующим образом:
Шлифовочной машинкой (болгаркой)
Процесс затачивания проводится в несколько этапов.
- Сверло фиксируется в тисках с соблюдением угла наклона;
- На машинку устанавливается абразивный диск, подобранный в соответствии с типом сверла и его предназначением;
- Включенная машинка подносится к сверлу.
Альтернативным вариантом работы является метод, когда крепится не сверло, а собственно болгарка.
В процессе работы необходимо соблюдать меры индивидуальной защиты, так как имеется достаточно высокий риск соскальзывания сверла с точильной поверхности.
Наждачным станком
Данное устройство считается одним из самых удобных и оправданных при работе в домашних условиях. Одно из важных условий при работе с наждачным станком-верное касание кромки и точильной поверхности. Кромка должна располагаться строго параллельно.
Электрической дрелью
Дрель является альтернативой болгарки и точильного станка. Для манипуляции затачивания на нее устанавливается точильный круг. Суть действий аналогична работе с болгаркой и подразумевает два варианта фиксации: фиксируется сверло, или фиксируется сама дрель.
Нюансы работы с дрелью:
- Инструмент фиксируется в вертикальном положении;
- Точильным кругом обрабатывается задняя кромка с целью удаления последствий изнашивания;
- Производится затачивание с выведением необходимого угла, который чаще всего равен 120 градусам.
На всем протяжении затачивания кромки, которое в среднем длится около 2-х секунд за один сеанс, необходим контроль за степенью нагревания. Для упрощения процесса, можно приобрести специальную насадку, устанавливающуюся непосредственно на дрель и выступающую в роли фиксатора сверла и направляющей.
На что стоит обратить внимание во время заточки сверла по металлу:
- Подобные насадки целесообразны только при работе со сверлами не превышающими 4-10мм в диаметре;
- Сверла с серьезными повреждениями и значительным износам затачиванию таким методом не подлежат;
- Подобрать индивидуальный угол при использовании насадки не возможно. В связи с этим, если речь идет не о стандартных углах, потребуется доработка, позволяющая соблюсти необходимые угловые параметры.

Напильником (надфилем)
Затачивание напильником, или надфилем, чаще всего производится, когда речь идет о сверлах, которые невозможно заточить иными способами ввиду их малого диаметра, составляющего 4мм и менее. При обработке тонких сверл допускается стачивание слоя не превышающего 1мм. Углы придется выдерживать в стандартном развороте. В ходе работы потребуется хорошее освещение и наличие увеличивающих приспособлений.
Заточка сверла по металлу своими руками
Простейшее и достаточно удобное приспособление для затачивания сверл по металлу можно сделать самостоятельно своими руками.
Состоит данное устройство из:
- Вала;
- Сверлящего патрона;
- Транспортира-угломера;
- Направляющих роликов.
Основа, с закрепленным на ней транспортиром изготавливается из любого подручного материала, который должен быть достаточно прочным и широким.
КАК ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВИДЕО
 com/embed/54GdIEoSf08″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
com/embed/54GdIEoSf08″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>КАК ПРАВИЛЬНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВЫВОД
Вне зависимости от того, каким инструментом производилась заточка сверла по металлу, нелишним будет проведение доводочных манипуляций. Наибольшей популярностью пользуются камни из карбида кремния с маркировкой 63с и круг, имеющий зернистость 5-6 и твердость м3-см1. Альтернативой может стать эльбор с зернистостью 6-8. Обязательна бакелитовая связка для обоих вариантов.
Соблюдение всех перечисленных нюансов и правил, позволит свести риск порчи сверла к минимуму и значительно упростит предстоящую работу, сохраняя при этом достаточно высокое качество. Стоит учитывать, что немаловажную роль играет личный опыт мастера и качество используемых приспособлений.
Как заточить сверло по металлу своими руками от теории к практике
- Как понять, что сверло затупилось
- Как заточить сверло по металлу
- Немного теории
- Конструкция сверла
- Параметры, которые нужно восстановить
- Зависимость угла заточки от обрабатываемого материала
- Инструменты для проверки правильности заточки
- Способы заточки по выведению задней плоскости
- Способы заточки по количеству скосов на режущей кромке
- Подточка перемычки и ленточки
- Правила заточки
- Заточка сверла на точиле
- Видео инструкция по заточке
- Немного теории
- Как продлить срок службы сверла
Во время работы режущие кромки сверла постепенно притупляются, снижается его эффективность, увеличивается нагрев и время сверления. Сделать инструмент снова пригодным к работе можно самостоятельно, если разобраться, как заточить сверло.
Сделать инструмент снова пригодным к работе можно самостоятельно, если разобраться, как заточить сверло.
Наточить сверло можно в домашних условиях, но лучше, если это делать в мастерской или оборудованной подсобке, где установлено точило. Выполнить правильную заточку это без опыта, по началу, будет сложно — для этого нужно немного практики, так сказать, набить руку.
СвёрлаВосстановить остроту режущих кромок можно на обычном абразивном бруске, но это будет долгая и неблагодарная работа, на которую уйдет много времени и нервов. Для этого лучше подойдут следующие инструменты:
- обдирочно-заточный станок, по-простому называемый точилом;
- болгарка с установленным шлифовальным абразивным кругом;
- профессиональный станок для заточки сверл;
- специальная насадка на дрель для заточки сверл;
- другие приспособление для заточки сверл изготовленные своими руками.
Как понять, что сверло затупилось
Не стоит доводить инструмент до сильного затупления, т.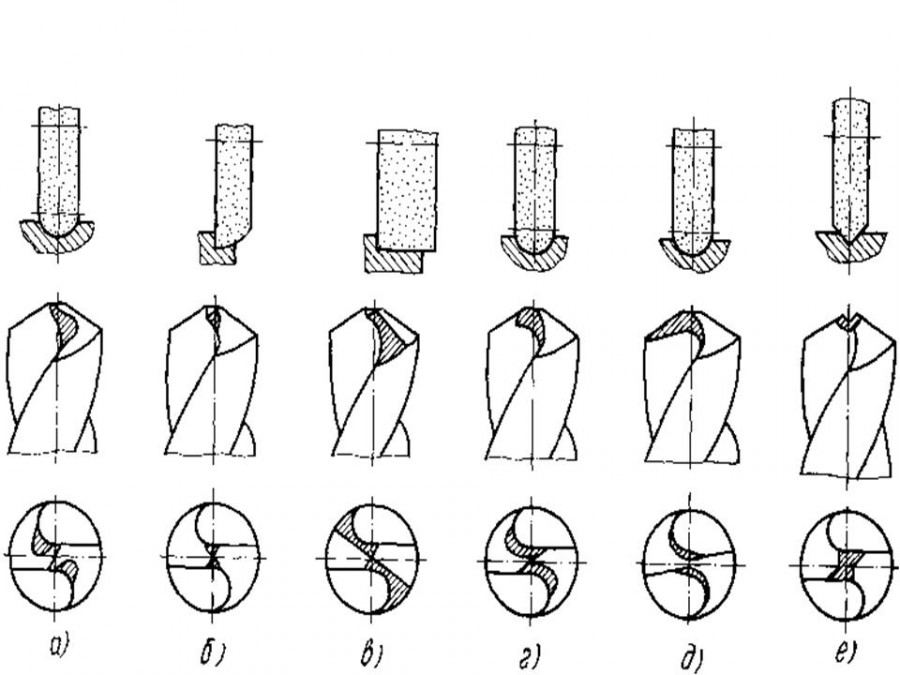 к. затупившееся сверло быстрее нагревается, излишний нагрев может привести к его поломке. При поломке инструмента извлечь оставшиеся в отверстии части не всегда получается, что приводит к порче детали. К тому же осколки разлетаются в разные стороны и могут травмировать работника.
к. затупившееся сверло быстрее нагревается, излишний нагрев может привести к его поломке. При поломке инструмента извлечь оставшиеся в отверстии части не всегда получается, что приводит к порче детали. К тому же осколки разлетаются в разные стороны и могут травмировать работника.
Признаки износа режущих кромок:
- быстрый нагрев сверла;
- появление скрипящего звука во время сверления;
- увеличивается время работы;
- на ощупь режущая кромка становится гладкой, округлой;
- появление заусенцев, сколов, неровностей на режущих поверхностях;
- степень износа хорошо видно, если смотреть через увеличительное стекло.
Как заточить сверло по металлу
Сам процесс заточки сверл по металлу не сложен и выполняется за пару минут, но только при наличии подходящего инструмента после беглого изучения теории и небольшой практики.
Немного теории
Для начала нужно разобраться с конструкцией инструмента и понять, каких его характеристики нужно будет восстановить, какие сохранить не испортив. В процессе понадобится инструмент для проверки углов и длин режущих кромок.
Конструкция сверла
Сверло по металлу состоит из: хвостовика и рабочей части. Эти две части изготавливаются из разных металлов, которые соединяется в одну заготовку с помощью сварки. Хвостовик выполнен из стали, не подвергшейся закалке.
Рабочая часть выполняется из быстрорежущей закаленной инструментальной стали. Её можно условно разделить на несколько частей: калибрующую и режущую. На рабочей части находятся следующие элементы конструкции:
- две режущие кромки;
- две задние поверхности (затылок), идущие назад под наклоном от режущих кромок;
- две передние поверхности, находящиеся под режущей кромкой и переходящие в канавку для отвода стружки;
- перемычка на вершине между режущими кромками и задними поверхностями;
- две канавки для отвода стружки;
- две спинки, образующие внешнюю поверхность сверла;
- две ленточки, находящиеся на спинках.

Режущая кромка образуется на пересечении поверхностей передней части (канавки) и задней части (затылка). Для восстановления остроты режущей кромки на точиле или другим инструментом обрабатывается именно задняя поверхность.
В процессе работы тупятся именно режущие кромки. При заточке нужно восстановить их остроту, геометрию, а так же угол при вершине между задней и передней частью.
Параметры, которые нужно восстановить
При правильной заточке сверла по металлу нужно восстановить следующие его параметры:
- Угол при вершине. Его образуют режущие кромки на пересечении с перемычкой. Значение угла должен быть, в пределах 116° — 118°. Но это значение не строгое, для работы с материалами разной твердости и вязкости оно может быть в пределах от 60° до 150°. Есть и частные случаи, при которых он достигает 180°.
- Угол между режущей кромкой и осью. Он составляет половину значения угла при вершине, т. е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок. Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
- Форма и длина режущих кромок. Длины режущих кромок должны быть равны с двух сторон. Длина кромки измеряется от центра перемычки до края (боковой вершины). Если длины режущих кромок будут разными, то появится биение при сверлении, а диаметр отверстия будет больше номинала, указанного на сверле. В редких случаях режущие кромки намеренно делают разной длины, чтобы получить отверстие немного больше номинального диаметра.
- Задний угол резания. Один из важнейших параметров при восстановлении, если его не соблюсти, то производительность сверления может уменьшиться несколько раз, вплоть до полной потери работоспособности. В зависимости от обрабатываемого материала он может изменяться в пределах от 7° до 17°.
 е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок. Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок. Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
Зависимость угла заточки от обрабатываемого материала
Значение угла заточки при вершине и заднего угла резания при работе с металлом и другими материалами может отличаться в большую или в меньшую сторону. Чем меньше угол при вершине – тем длиннее режущая кромка, что положительно сказывается на теплоотводе, стойкости сверла. С уменьшением угла снижается прочность, а при его увеличении будет сложнее удерживать инструмент по центру в начале сверления.
Значение угла при вершине необходимо выбирать, отталкиваясь от твердости материала, который нужно обрабатывать. Чем материал тверже — тем больше должен быть угол при вершине.
Угол при вершине 118° ±2° с задним углом от 7° до 12° считается универсальным, их имеют в виду, когда говорят о спиральном сверле по металлу без указания материала для обработки. Именно эти углы именно эти углы мы будем рассматривать в данной статье для примера, как типовые.
Таблица с углами заточки сверла по металлу, рекомендованными при работе с разными материалами:
| Обрабатываемые материалы | Углы при вершине | Задний угол резания |
|---|---|---|
| Мягкие породы дерева, резина, мягкие волокнистые материалы, пластмассы | 60° | 12°-15° |
| Твердые сорта дерева, бакелит, твердые резины, твердые волокнистые материалы, мягкий чугун (ковкий чугун) | 90° | 12°-15° |
| Жаропрочные и коррозионностойкие стали и их сплавы, нержавейка | 127° | 12°-14° |
| Инструментальная сталь | 118°-150° | 7°-15° |
| Медь | 100°-118° | 12°-15° |
| Медные сплавы | 118°-150° | 12°-15° |
| Алюминиевые сплавы | 90°-140° | 12°-17° |
| Магниевые сплавы | 70°-118° | 12° |
| Титановые сплавы | 135°-140° | 12° |
Конструкционные и мягкие стали, чугун, твердая бронза. При работе с чугунным литьем на сверлах диаметром от 12 мм выполняется двойная заточка с углом переходной кромки 70°-75°. При работе с чугунным литьем на сверлах диаметром от 12 мм выполняется двойная заточка с углом переходной кромки 70°-75°. | 118° ±2° | 7°-12° |
Инструменты для проверки правильности заточки
Для проверки правильности углов и длин пользуются разными измерительными инструментами: транспортиром, угломером, штангенциркулем линейкой и т.д. Так же можно использовать шаблон для заточки сверл, на котором уже есть все правильные углы и нанесена шкала для проверки дин кромок. Такие шаблоны для проверки можно купить в магазине, но найти их в продаже будет сложно.
Шаблон для проверки заточки можно изготовить своими руками из листовой стали, жести или нержавейки по образцам шаблонов из магазина на изображениях выше, нанести на него разметку метчиком или алмазным карандашом. Либо сделать самый простой шаблон из двух или трех гаек. Гайка идеально подходит для этих целей, т.к. она является правильным шестиугольником, каждый внутренний угол которого равен 120 градусам. При соединении двух гаек угол между их гранями так же будет равен 120 градусам.
При соединении двух гаек угол между их гранями так же будет равен 120 градусам.
Такое приспособление подойдет только чтобы проверить угол при вершине. Гайки можно скрепить на сварку или на термоклей. Для этого гайки нужно нагреть, чтобы об них плавился термоклеевой стержень, намазать термоклеем, плотно прижать друг к другу и держать их так, пока они не остынут. Несмотря на кажущуюся хлипкость, скрепленные термоклеем гайки будут держаться очень крепко.
Сверла и гайки Углы гайки и связки гаек Проверка угла заточки при вершине сверла связкой гаекСпособы заточки по выведению задней плоскости
Существует несколько основных способов правильной заточки свёрл. Они отличаются по способу выведения задней плоскости, ее геометрией, сложности выполнения и итоговым характеристикам инструмента:
- Одноплоскостная заточка. Способ, при котором вся задняя поверхность образует одну плоскость под углом равным заднему углу резания. Применяется для свёрл диаметром до 3 миллиметров включительно, для которых сложно выполнить заточку по двум плоскостям. При этом задний угол резания выбирается в диапазоне от 15° до 25°. Если сделать его меньше, то задняя часть начинает задевать обрабатываемый материал и препятствовать сверлению. Его можно применять для сверл диаметром более 3 мм, при этом задний угол резания выбирается в зависимости от обрабатываемого материала 7° — 17°. Но придется удалить затылочную часть, сделав дополнительный скос под углом 15° — 25°.
- Двухплоскостная (двухгранная). На задней поверхности зуба по отдельности затачиваются две плоскости под разными углами. Первая прилегает к режущей кромке и образует задний угол резания под углом 7° — 17°, выбираемым для обрабатываемого материала. Вторая плоскость стачивается под углом от 25° до 40°. Ребро пересечения плоскостей проходит через ось сверла под углом от 0 до 40° к главной кромке. Большой задний угол второй плоскости уменьшает осевую силу и увеличивает точность сверления, но резкий наклон ослабляет режущий клин, уменьшает его жёсткость и ухудшает теплоотвод. Поэтому для работы с высокопрочными материалами выбирают угол 25° — 30°, для средней и низкой прочности 35° — 40°.
- Коническая (криволинейная). Наиболее распространенный способ, который мы и будим рассматривать далее. Задний угол при такой заточке плавно увеличивается от режущей кромки и по всей задней поверхности. Т.е. задняя поверхность становится не одной прямой плоскостью, а приобретает криволинейную форму. У режущей кромки угол должен соответствовать значению от 7° до 17°, выбранному для обработки конкретных материалов. Выполнить коническую заточку сложнее, чем прямолинейные, потребуется больше практики чтобы «набить руку». В процессе слегка подкручивают хвостовик сверла сверху вниз, за счет чего на задней поверхности создается округлая форма, по форме напоминающая конус.
 Применяется для свёрл диаметром до 3 миллиметров включительно, для которых сложно выполнить заточку по двум плоскостям. При этом задний угол резания выбирается в диапазоне от 15° до 25°. Если сделать его меньше, то задняя часть начинает задевать обрабатываемый материал и препятствовать сверлению. Его можно применять для сверл диаметром более 3 мм, при этом задний угол резания выбирается в зависимости от обрабатываемого материала 7° — 17°. Но придется удалить затылочную часть, сделав дополнительный скос под углом 15° — 25°.
Применяется для свёрл диаметром до 3 миллиметров включительно, для которых сложно выполнить заточку по двум плоскостям. При этом задний угол резания выбирается в диапазоне от 15° до 25°. Если сделать его меньше, то задняя часть начинает задевать обрабатываемый материал и препятствовать сверлению. Его можно применять для сверл диаметром более 3 мм, при этом задний угол резания выбирается в зависимости от обрабатываемого материала 7° — 17°. Но придется удалить затылочную часть, сделав дополнительный скос под углом 15° — 25°. Поэтому для работы с высокопрочными материалами выбирают угол 25° — 30°, для средней и низкой прочности 35° — 40°.
Поэтому для работы с высокопрочными материалами выбирают угол 25° — 30°, для средней и низкой прочности 35° — 40°.Есть и другие способы заточки, они отличаются как оборудованием, на котором их можно выполнять, так и получающейся в итоге формой задней части зуба:
- винтовой и его подвиды: винтовой с заострением, сложно-винтовой;
- цилиндрический;
- эллиптический;
- фасонный.

Винтовые способы применяются в станках для изготовления и заточки сверл на производстве. Описывать механизм их выполнения нет смысла, т.к. вручную этот процесс повторить не получится. Цилиндрический способ является частным случаем конической заточки и используется очень редко.
Эллиптический способ один из самых простых, но для него нужны полые абразивные камни специфической формы, которые очень быстро изнашиваются. Для фасонной заточки так же нужны абразивные круги разной формы не прямого профиля. Поэтому в данной статье мы их рассматривать не будем.
Способы заточки по количеству скосов на режущей кромке
Способы заточки разделяют по количеству образующихся режущих кромок. При этом угол при вершине будет не постоянный – он будет изменяться шагами от большего у центральной вершины к меньшему на боковых вершинах. Делается это для того, чтобы равномерно распределить отвод тепла и уменьшить нагрев инструмента по мере увеличения его диаметра, т.к. режущая кромка греется не равномерно — в центре греется меньше, чем на краях.
Выделяют следующие способы:
- Одинарную (нормальную). Самый распространенный способ, который мы будем рассматривать далее. При нормальной заточке геометрия режущей кромки не меняется – она остается ровной на всем ее протяжении.
- Двойную (двухугловую). Применяют для свёрл диаметром от 12 миллиметров для обработки твердых сталей и чугунных отливок. Заточка выполняется под двумя углами при вершине. Сначала на угол 116° — 140° по всей поверхности режущей кромки, как при нормальной (одинарной). После уменьшаем его на 40° — 50° на длине, соответствующей 1/5 диаметра сверла от внешнего края. При этом образуются две режущих кромки: главная или зона первой заточки и переходная – зона второй заточки. Режущая кромка становится длиннее, за счет чего улучшается теплоотвод, улучшается отвод стружки из-за ее дробления, значительно возрастает стойкость.
В интернете можно встретить такой термин, как трехугловая заточка свёрл, но это, по сути, двухугловая с подточкой ленточки со снятием фаски по всей внешней кромке. Данный способ подточки ленточки применяется как при двухугловой, так и при нормальной заточке.
Данный способ подточки ленточки применяется как при двухугловой, так и при нормальной заточке.
Подточка перемычки и ленточки
Дополнительно к основной заточке можно подточить перемычку и ленточку. Не обработанная перемычка создает значительное сопротивление сверлению – продвижению сверла вглубь обрабатываемого материала. Чтобы уменьшить сопротивление перемычку подтачивают с двух сторон, но не полностью. Полное стачивание перемычки недопустимо, при этом заточку инструмента придется начинать заново, чтобы ее восстановить.
Есть несколько типов подточки перемычной кромки:
- с канавкой для отвода стружки;
- с увеличением передних углов на кромке перемычки;
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба;
- со стачиванием части перемычки;
- со стачиванием части перемычки и подточкой режущих кромок;
- с прорезкой перемычки.
Мы будем рассматривать только один способ с увеличением передних углов на кромке перемычки, но выполнять его будем абразивным кругом с прямоугольным профилем, при этом немного будут подтачиваться задние кромки, как в способе с подрезанием задней части зуба.
Подточку перемычки нужно выполнять со стороны канавок по очереди с двух сторон. Сверло устанавливается так, чтобы угол между его осью и подручником был примерно равен 45 градусам. Угол, относительно плоскости боковой поверхности диска выбирается в диапазоне от 0 до 10 градусов в зависимости от обрабатываемого материала, чем мягче материал – тем он больше.
Положение сверла в горизонтальной плоскости для стачивания перемычки Положение сверла в вертикальной плоскости для стачивания перемычкиПеремычку стачивают на глубину 0.1 — 0.15 диаметра инструмента. В результате повышается стойкость, инструмент лучше врезается в материал, повышается производительность сверления, уменьшается усилие подачи. Перемычку можно подточить на сверле любого диаметра, но для диаметров менее 5 миллиметров понадобятся специальные инструменты, например, алмазный надфиль.
При выполнении двухплоскостной заточки подточка перемычки не потребуется, т.к. она при этом уже будет подточена по условию выполнения двухплоскостной заточки.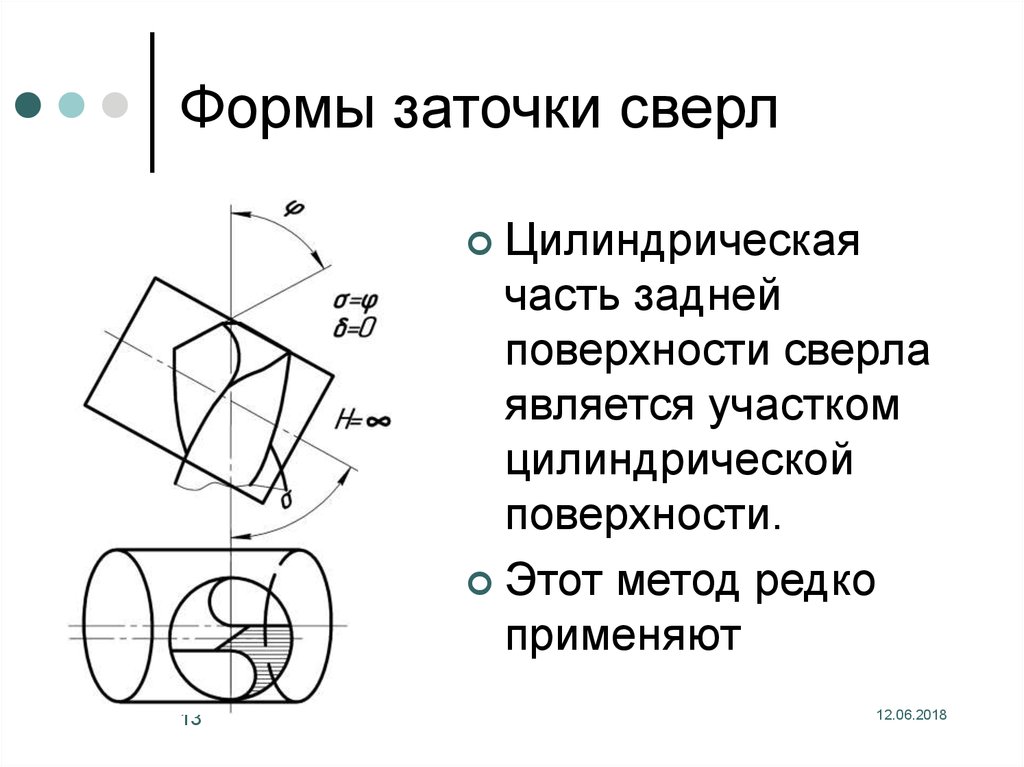
Ленточка, а точнее ее боковая вершина — это самое уязвимое место сверла и её так же можно подточить, сделав небольшую фаску, что увеличит стойкость инструмента, продлит срок его службы. Подточка происходить по всей длине внешней кромки начиная от боковой вершины на ленточке. Кромка подрезается под углом 6° — 8°, фаска при этом получается шириной 0.1 – 0.2 мм и больше, это зависит от диаметра сверла. Этот способ применяется при диаметре инструмента более 12 мм для обработки твердых и неоднородных материалов.
Снятие фаски на ленточке Фаска, снятая со стороны ленточкиПри работе с материалами, требующими повышенной остроты сверла подрезание фаски на боковой грани и ленточке не выполняется. Для таких работ ленточку нужно подточить со стороны канавки, т.е. передней грани.
Подточка ленточки со стороны канавки Ленточка, подточенная со стороны канавкиПравила заточки
Для заточки сверл в мастерских и на производстве, чаще всего, используют точило, реже специальное оборудование. В процессе восстановления режущей грани нужно придерживаться следующих правил:
В процессе восстановления режущей грани нужно придерживаться следующих правил:
- чем твёрже материал, из которого изготовлено сверло, тем с меньшей скоростью следует его обрабатывать;
- нужно соблюдать короткие циклы заточки, за одно касание круга снимать незначительный слой материала, не давая инструменту нагреваться;
- сверло не прижимается сильно к точильному кругу — это увеличит его нагрев;
- периодически охлаждайте сверло, например, в, заранее приготовленной, баночке с холодной водой.
Во время заточки нельзя допускать перегрева сверла, он приведет к растрескиванию, размягчению металла, снижению стойкости инструмента. Понять, что металл сильно греется можно по изменению его цвета.
При заточке поверхности зачищают до тех пор, пока не исчезнут все сколы и зазубрины. Нужно стремиться сделать их идеально гладкими, контролируя при этом все необходимые углы и длины граней.
Заточка сверла на точиле
Спиральные сверла по металлу, чаще всего, точат на точиле, его еще называют наждаком, точильно-полировальным, обдирочно-заточным или просто станком для заточки. Точило используют для обработки металлических заготовок и деталей, их шлифовки и заточки. Оно прекрасно подходит для заточки спиральных и других видов свёрл.
Точило используют для обработки металлических заготовок и деталей, их шлифовки и заточки. Оно прекрасно подходит для заточки спиральных и других видов свёрл.
Для заточки понадобится абразивный круг из белого электрокорунда прямого профиля. Его марка должна быть 14А (A) или 25А (WA). Они предназначены для обработки углеродистых, легированных, быстрорежущих и нержавеющих марок сталей, заточки стального закаленного инструмента.
Абразивные круги так же называют наждачными и шлифовальными кругами. Реже их называют наждачными и шлифовальными камнями.
Белые абразивные кругиРабочая поверхность камня должна быть ровной, без закруглений, выбоин и впадин. Если на поверхности есть дефекты, то их нужно устранить правилом, это процесс называется правкой шлифовального круга. При этом его поверхность стачивается, приобретая нужную форму, в данном случае – плоскую.
Для правки шлифовального камня используют алмазные и эльборовые карандаши (вставки), алмазные правящие гребенки, реже пользуются шарошками, подручными материалами, отрезными кругами с алмазным и эльборовым покрытием.
Алмазные правящие гребенки Алмазные карандаши для правки шлифовальных кругов Шарошкодержатель с шарошкамиПроцесс правки шлифовальных кругов разными правящими инструментами хорошо представлен в данном видео ролике:
На точиле должен быть установлен подручник, без него будет сложно выполнить качественную заточку. Подручник — это, чаще всего, металлическая регулируемая платформа, которая устанавливается перед диском для того, чтобы на нее можно было опереться или использовать как направляющую при работе с наждаком.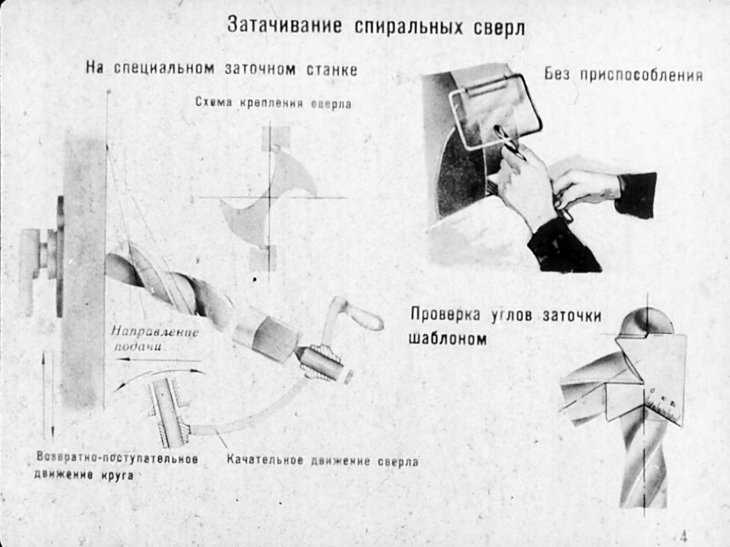
Подручник нужно выставить горизонтально, чтобы его верхняя плоскость была на одном уровне с осью вращения наждачного круга. Зазор между кругом и подручником нужно сделать минимально возможным, зазор в один миллиметр будет идеальным для заточки.
Выставленный подручник на точилеДля примера рассмотрим выполнение конической одинарной заточки с подрезанием перемычки. Т.к. данный вид заточки, хоть и не самый простой, но самый распространенный и подходит для восстановления остроты свёрл диаметром от 3 миллиметров.
Убедитесь в том, что на точило установлен камень из белого электрокорунда, его геометрия выправлена, а подручник установлен на одном горизонтальном уровне с осью вращения абразивного круга и на расстоянии в 1 мм от его поверхности.
Важно! По технике безопасности у точила запрещено работать в перчатках, не важно, тканевые они или медицинские. Это актуально для любых станков, где есть вращающиеся части из-за угрозы наматывания материала и затягивания частей тела.
Для начала нужно проработать все действия с выключенным точилом. На подручнике нужно нарисовать маркером линию под углом в 60 градусов к плоскости торца наждачного круга. Это нужно, чтобы вывести угол при вершине, примерно, в 120 градусов.
Рисуем на подручнике линию под углом 60 градусовСверло нужно взять двумя руками, ведущей рукой за рабочую часть, второй рукой – за хвостовик. После его нужно положить на подручник так, чтобы его боковая грань при взгляде сверху совпала с линией, нарисованной на подручнике.
Между подручником и сверлом нужно положить указательный палец – он будет исполнять роль качели при конической заточке. Когда инструмент лежит на пальце, то между ним и наждачным кругом образуется угол, примерно равный 7° — 12°. Именно это значение нужно выдержать на режущей кромке.
Берем сверло в руки и кладем на подручникТеперь нужно отработать движения, которыми будет производиться коническая заточка. Слегка придавливаем переднюю кромку сверла к наждаку, при этом кромка должна находиться в горизонтальной плоскости. Далее медленно опускаем хвостовик вниз, не ослабляя прижим, до тех пор, пока на поверхности круга не будет лежать задняя часть задней поверхности. При этом круг должен провернуться.
Далее медленно опускаем хвостовик вниз, не ослабляя прижим, до тех пор, пока на поверхности круга не будет лежать задняя часть задней поверхности. При этом круг должен провернуться.
Отводим сверло назад от круга, переворачиваем его другой режущей кромкой и снова прикладываем к кругу в том же положении, которое было в первый раз. Повторяем колебательное движение хвостовиком так, чтобы наждак опять провернулся. Данное движение с поворотом наждака и переворотом сверла нужно отработать несколько раз, до тех пор, пока оно не будет выполняться автоматически.
После можно включать точило и приступать к заточке. В процессе выполняются всё те же действия:
- выравниваем сверло по нарисованной на подручнике отметке на угол 60° к точилу;
- прикладываем к точилу переднюю кромку, следя за ее горизонтальным положением;
- опускаем хвостовик до полной обработки задней грани;
- отводим и переворачиваем на 180° вокруг оси;
- повторяем весь процесс.

После выполнения нескольких подходов, когда при визуальном осмотре, режущие кромки будут гладкие и острые, а на задней части будет закругленный скос, нужно проверить соответствие углов и длин режущих кромок. Для этого желательно иметь под рукой специальный шаблон, угломер или транспортир для измерения углов заточки и штангенциркуль для измерения длин режущих кромок.
Первая ошибка, которую можно допустить в процессе заточки и выявить при проверке – это заваливание режущей кромки вперед. Из-за чего она не будет самой высокой точкой зуба, а на задней поверхности будет своеобразна возвышенность, горка. При этом сверло работать не будет, т.к. при сверлении оно просто будет тереться задней поверхностью о материал. Ошибку нужно исправить, выполнив заточку заново.
Правильная и неправильная заточка сверла по металлуВторое, что нужно проверить – это соответствие длин режущих кромок, измеряемое от центральной точки на перемычке до боковых вершин режущих кромок. Эти расстояния должны соответствовать с двух сторон, иначе отверстие при сверлении будет разбиваться, его итоговый диаметр будет больше номинала, указанного на сверле.
Эти расстояния должны соответствовать с двух сторон, иначе отверстие при сверлении будет разбиваться, его итоговый диаметр будет больше номинала, указанного на сверле.
Далее проверяем угол при вершине сверла при помощи специального или самодельного шаблона. При проверке можно обнаружить, что угол получился немного больше или меньше, чем 120 градусов, в целом, на это можно закрыть глаза и оставить как есть. Но, если угол при вершине у одного зуба будет больше, чем у второго, то это нужно исправлять, иначе одна сторона сверла работать не будет, а вторая будет сильно греться и быстрее изнашиваться
Угол при вершине соответствует 120 градусам Угол при вершине немного больше 120 градусовФинальным этапом проверки будет сверление какой-то ненужной металлической заготовки. При этом сверло должно вгрызаться в металл плавно, без биения от центра, стружка должна равномерно выходить с двух сторон из канавок в одинаковом количестве. Получившееся отверстие не должно превышать номинальный диаметр, указанный на сверле, более чем на 0.05 – 0.1 см.
Получившееся отверстие не должно превышать номинальный диаметр, указанный на сверле, более чем на 0.05 – 0.1 см.
Теперь можно выполнить подточку перемычки, что должно уменьшить усилие при сверлении, инструмент будет лучше врезаться в металл, а его стойкость повысится.
Стачивание перемычкиВидео инструкция по заточке
Так же мы настоятельно рекомендуем посмотреть видео инструкцию по заточке спиральных сверл на точиле от Виктора Леонтьева. В этом видео подробно рассказывается обо всем процессе заточки, начиная с теории и заканчивая практикой.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
 Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
правила заточки, нюансы выполнения работ
В арсенале домашнего мастера есть инструмент, заменить который невозможно. Если болт можно открутить как гаечным, так и разводным ключом, а иногда и плоскогубцами, то чем-то заменить дрель со сверлом необходимого диаметра вряд ли получится. Проблема в том, что свёрла часто тупятся, а вот как их правильно заточить, знают не все. Пора восполнить этот пробел. Сегодня речь пойдёт о том, как заточить сверло под правильным углом в домашних условиях за несколько минут, даже если нет опыта подобных работ.
Если болт можно открутить как гаечным, так и разводным ключом, а иногда и плоскогубцами, то чем-то заменить дрель со сверлом необходимого диаметра вряд ли получится. Проблема в том, что свёрла часто тупятся, а вот как их правильно заточить, знают не все. Пора восполнить этот пробел. Сегодня речь пойдёт о том, как заточить сверло под правильным углом в домашних условиях за несколько минут, даже если нет опыта подобных работ.
Содержание статьи
- 1 Насколько сложной может быть заточка сверла
- 2 Варианты заточки, которые можно выполнить вручную
- 2.1 Иные способы заточки свёрл, требующие специального оборудования
- 3 Способы заточки, применяемые при ручной правке сверла
- 4 Уменьшение перемычки, и что оно даёт
- 5 Основные правила, которые следует соблюдать при заточке сверла
- 6 Вариант проверки угла заточки сверла подручными средствами
- 7 Заключительная часть
Насколько сложной может быть заточка сверла
Совсем простой подобную работу назвать нельзя. Она требует знания некоторых нюансов и соблюдения определённых правил, однако выполнить её можно, даже не имея опыта. Стоит разобраться, какие ошибки могут допустить новички в этом деле, и постараться их избежать.
Она требует знания некоторых нюансов и соблюдения определённых правил, однако выполнить её можно, даже не имея опыта. Стоит разобраться, какие ошибки могут допустить новички в этом деле, и постараться их избежать.
Первое, что нужно знать – это под каким углом затачивать свёрла, предназначенные для того или иного материала. К примеру, для дерева угол расположения режущих кромок должен составлять примерно 118°, а для металла − уже 135°. Однако не стоит подходить к этому вопросу слишком буквально. Небольшие отклонения вполне допустимы. Для проверки правильности угла используют транспортир, угломер или даже пару обычных гаек. Но обо всём по порядку.
Варианты заточки, которые можно выполнить вручную
Различают три основных варианта заточки сверла, которые можно выполнить без применения профессионального оборудования вроде станков для изготовления свёрл на производстве. Здесь достаточно обычного гаражного наждака, а иногда и набора надфилей или треугольного напильника.
Одноплоскостной называют заточку, при которой задний угол резания лежит в одной плоскости со всей поверхностью. Обычно он составляет 15-25°. Возможно, на словах всё кажется довольно сумбурным, поэтому после описания всех вариантов будет предоставлен для ознакомления фотопример, по которому довольно просто разобраться с объяснениями.
Двугранной называют заточку, при которой задний угол уже не лежит в одной плоскости, а составляет две, под углами 7-17° и 25-40°. Углы выбираются в зависимости от материала, для обработки которого планируется применение сверла.
ФОТО: rusknife.comПравильность заточки можно проверить угломером или транспортиром, так будет наиболее точноКонической, или криволинейной, называют заточку, обусловленную углом по задней поверхности, который плавно увеличивается. Получается, плоскость имеет не прямую, а криволинейную форму. Подобный вариант сложнее в выполнении, здесь потребуется попрактиковаться.
Иные способы заточки свёрл, требующие специального оборудования
Перечисленные далее варианты вряд ли возможно выполнить вручную, однако упомянуть о них необходимо.
Речь идёт о:
- винтовом, винтовом с заострением, сложновинтовом;
- цилиндрическом;
- эллиптическом;
- фасонном.
Способы заточки, применяемые при ручной правке сверла
Таких способов выделяют всего два – одинарный, или нормальный (кромка ровная по всей длине), и двойной (сначала угол заточки выводится на 115-135°, а ближе к краю уменьшается на 40-45°). Второй способ применяется для свёрл диаметром более 12 мм и используется при обработке твёрдых металлов или чугуна.
ФОТО: Mega-snab.comСпособы заточки инструмента с угламиУменьшение перемычки, и что оно даёт
Многие недооценивают важность уменьшения поперечной перемычки сверла. А ведь это действие значительно снижает силу трения, что способствует более долгой работе инструмента без заточки. Дело в том, что по мере заточки свёрл (приближения к хвостовику) перемычка становится толще. Именно поэтому её необходимо стачивать. Но делать это следует крайне аккуратно, чтобы не повредить рабочую кромку сверла или не сточить лишнего, сделав перемычку совсем тонкой. В этом случае сверло может отколоться при работе.
Дело в том, что по мере заточки свёрл (приближения к хвостовику) перемычка становится толще. Именно поэтому её необходимо стачивать. Но делать это следует крайне аккуратно, чтобы не повредить рабочую кромку сверла или не сточить лишнего, сделав перемычку совсем тонкой. В этом случае сверло может отколоться при работе.
Основные правила, которые следует соблюдать при заточке сверла
Затачивая такой инструмент, как сверло, необходимо соблюдать некоторые правила. В противном случае сверло можно окончательно испортить.
Основными правилами считаются следующие:
- Чем жёстче металл сверла, тем медленнее его следует обрабатывать.
- Металл нужно снимать медленно, короткими касаниями. Если сверло перегреется, толку от заточки не будет. Сталь «опускается», после чего тупится при первом сверлении.
- Сильный прижим инструмента к наждаку увеличит нагрев.
- Воду для охлаждения металла в процессе заточки нужно подготовить заранее.
- Для заточки свёрл используются только наждачные круги с ровными поверхностями без выбоин.
- Идеальная заточка сверла невозможна без установки на наждаке подручника.

Вариант проверки угла заточки сверла подручными средствами
Бывает, что под рукой нет угломера или транспортира, чтобы проверить правильность угла заточки сверла. В таком случае можно обойтись подручными средствами, например обычными гайками. Их размер здесь значения не имеет. Форма гайки – правильный шестигранник, а значит, если совместить две штуки бортами, угол между ними будет равен 120°. А скрепить гайки между собой можно при помощи термоклея.
ФОТО: kuzov.infoВот таким нехитрым способом можно примерно определить угол заточкиЗаключительная часть
Многие могут сказать, что не стоит заморачиваться с заточкой свёрл, если нет опыта подобных работ. В магазинах стоимость инструмента не столь высока. Но на самом деле этому стоит поучиться. Возможно, с первого раза идеальной заточка не получится, но ведь и «Москва не сразу строилась». Немного подправить сверло получится, а для мелких работ и этого достаточно. А со временем домашний мастер «набьёт руку». И если впоследствии понадобится выполнить работы с большим объёмом сверления, даже покупка дешёвых свёрл может влететь в копеечку.
В магазинах стоимость инструмента не столь высока. Но на самом деле этому стоит поучиться. Возможно, с первого раза идеальной заточка не получится, но ведь и «Москва не сразу строилась». Немного подправить сверло получится, а для мелких работ и этого достаточно. А со временем домашний мастер «набьёт руку». И если впоследствии понадобится выполнить работы с большим объёмом сверления, даже покупка дешёвых свёрл может влететь в копеечку.
Очень надеемся, что для начинающих домашних мастеров сегодняшняя информация будет полезной. Редакция Homius с превеликим удовольствием ответит на все ваши вопросы, если таковые возникли по ходу ознакомления со статьёй. Вам лишь нужно изложить их суть в обсуждениях ниже. Там же вы можете оставить свой комментарий, поделиться личным мнением о прочитанном или обсудить, так ли велика необходимость умения точить свёрла в наши дни. Если вам понравилась статья, не забудьте оценить её. А мы напоследок, по уже сложившейся традиции, предлагаем к просмотру короткий видеоролик, который более полно раскроет изложенную тему. Берегите себя, близких и будьте здоровы!
Берегите себя, близких и будьте здоровы!
Watch this video on YouTube
Обсудить0
Предыдущая
РемонтКак легко и быстро вылечить вспухший от воды ламинат
Следующая
РемонтПростая доработка шпателя, которая превратит его в универсальный инструмент
Как правильно заточить сверло по металлу! Видео о правильной заточке сверл
- Что такое сверло и как его заточить
- Затачиваем сверла для работы по металлу
- Несколько слов о заточном станке
- Методы заточки сверл болгаркой в домашних условиях, своими руками
- Правила заточки победитовых сверл
- Работа с наждаком
В домашнем хозяйстве самым востребованным электроинструментом является дрель. Используя надежного помощника можно не только высверливать практически любые отверстия, но и вырезать места под установку электромонтажных приборов, включая розетки, выключатели.
Но для этого вам обязательно понадобится набор сверл. Выпускаются сверла для работы с любыми материалами.
В процессе работы сверла тупятся и нуждаются в заточке.
Размещенный ниже материал рассказывает, как правильно заточить сверло по металлу в дополнение посмотрите видео о вариантах заточки
Что такое сверло и как его заточить
Для выполнения сверлильных работ выпускаются специальные инструменты, самым распространенным из которых является сверло.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разным углом заточки сверла.
Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку.
Различные способы заточки
Сверлом называется режущий инструмент, выполняющий процесс резания за счет вращательного движения при осевой подаче.
Сверла применяются не только для изготовления сквозных отверстий различных диаметров, но и для рассверливания уже существующих отверстий.Применяя сверло, вы можете просверлить сквозное отверстие, сделать углубление нужного диаметра, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ вам понадобится сверло нужного диаметра.
К тому же сверло должно быть правильно заточенное.
Различные способы заточки под определенный материалА для того чтобы узнать, как заточить сверло, надо уточнить, для какого материала инструмент будет использоваться.
Конструктивно сверла выпускаются спиральные, плоские или перовые, кольцевые, центровые, для глубокого или одностороннего резания.
Спиральные сверла выпускаются различных диаметров. Диапазон 0,1…80 мм при длине рабочей части до 275 мм.
Плоские сверла используются для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лопатки, крепится к державке.
Кольцевые сверла выполнены в виде пустотелой трубы, у которой работает узкая кольцевая режущая часть.
Центровые сверла используются для центровки деталей при точении.
Но все перечисленные инструменты в процессе работы тупятся. А раз сверла тупятся, их надо затачивать. А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки.
А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки.
Реже всего тупятся сверла при работе по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки на протяжении нескольких месяцев или лет. Надо только бережно относиться к их хранению и использованию.
Для нас же важно научиться затачивать сверла при работе по металлу, бетону.
Затачиваем сверла для работы по металлу
Для того чтобы узнать, как правильно заточить сверло по металлу, достаточно посмотреть видео о способах и углах заточки.
Чтобы произвести заточные работы, надо иметь не только заточное оборудование, но и средства защиты.
Из средств защиты надо обязательно приобрести защитные очки.
А для заточки сверла лучше всего купить заточной станок.
Видео:
Несколько слов о заточном станке
Чаще всего заточной станок изготавливается на основе небольшого электродвигателя переменного тока 220 в.
Частота вращения заточного станка от 1500 об/мин.
Станок должен быть оборудован в обязательном порядке прозрачным защитным экраном, подпятником.
В домашних условиях не следует использовать сверла диаметром более 16 мм.
Так как правильно заточить сверло по металлу, если сверло затупилось?
О том, что сверлу требуется заточка, можно судить по появляющемуся характерному скрипу при сверлении, особенно в его начале. Одновременно сверло начинает сильно нагреваться, что еще больше приводит к его стиранию.
Точатся сверла на специальных заточных станках. В домашних условиях сверла можно затачивать на простом точиле с камнем, при помощи болгарки с насадкой, на наждачке.
Итак, как правильно заточить сверло по металлу?
Как затачивать сверло, определяет форма задней плоскости сверла.
Дело в том, что заточка сверла производится по задним граням.
Внимание! Правильно заточенное сверло имеет два зуба, заточенные абсолютно одинаково.Говоря о видах заточки, отметим, что их бывает несколько.
Самый простой, одноплоскостной.
Для выполнения одноплоскостной заточки сверло приставляется режущей частью к заточному кругу параллельно. В процессе заточки запрещается перемещать или вращать сверло.
Это самый простой вид заточки. Но его рекомендуется использовать для сверл диаметром до 3 мм. Самым большим недостатком такого вида заточки считается разрушение режущей кромки сверла в процессе работы в виде выкрашиваемости.
Второй распространенный вид заточки называется коническим.
Данный вид заточки используется для сверл диаметром свыше 3 мм. Это более сложный вид заточки.
Коническую заточку сверла сложно выполнить вручную.
Для ее выполнения, надо взять сверло в левую руку, зажав рабочую часть. Правой рукой зажимается хвостовик.
Сверло прижимается режущей кромкой к торцу заточного круга под нужным углом.
Покачивая сверло правой рукой, создайте конусную поверхность на задней грани сверла.
Внимание! Плавными и медленными движениями руки затачивайте перо сверла, не отрывая его от поверхности камня.
Эти же действия выполните и для второй части сверла.
Внимательно следите за выдерживанием формы задней грани и углом заточки.
Для точного измерения углов заточки применяйте специальный прибор, называемый угломером.
Если измерительного прибора нет, можно сделать шаблон.
А какие углы надо выдерживать, где узнать их величину.
Угол заточки сверла по металлу выбирается из таблицы.
Важно! В процессе работы не перегревать сверло, перегрев приводит к послаблению стали. Обязательно делайте охлаждение и закалку водой.
Чтобы обеспечить требуемые углы заточки сверла, рекомендуется использовать специальные приспособления.
Приспособление позволяет затачивать углы сверла с выдерживанием требований таблиц.
Методы заточки сверл болгаркой в домашних условиях, своими руками
О заточке сверла при помощи точильного камня мы рассмотрели. А еще как самому заточить сверло?
Если нет под рукой заточного станка, можно обойтись болгаркой.
Способ 1
Данный способ заключается в том, что сверло жестко крепится в тисках или приспособлении. Задается угол закрепления.
На болгарку устанавливается диск для работы по металлу. Вращающийся диск периодически подводится к плоскости сверла.
А как заточить сверло болгаркой, хорошо показано на предлагаемом видео.
Внимание! Предлагаемый вариант небезопасен. Лучше и надежнее будет, если закреплять сверло в приспособлении или тисках.
Видео:
Способ 2
При этом способе заточки крепится болгарка. На болгарку устанавливается диск с мелкой наждачной бумагой.
Сверло держится рукой, прикладывается к диску режущей частью.
Все отлично видно, как заточить сверло по металлу болгаркой на видео.
Видео:
Правила заточки победитовых сверл
А как заточить победитовое сверло? Победитовое сверло чаще всего используют для сверления отверстий в бетоне, кирпиче, камне.
В процессе работы сверло нагревается, издавая визжащий звук. Это первый признак, что сверло нуждается в заточке.
Подробно о способах, как заточить победитовый бур для перфоратора.
Чтобы заточить победитовое сверло, лучше воспользоваться точильным станком с алмазным диском. Внимание! Старайтесь выдерживать угол заточки. Для победитового сверла он равен 170º.
Заточка победитового сверла заключается в подправке затупившейся режущей кромки.
Видео:
Работа с наждаком
Плавным касанием сверла к заточному камню подправьте переднюю поверхность сверла.
Сверло берется в левую руку ближе к режущей части, правой рукой держится за хвостовик. Сверло подводится к заточному камню, отрезному диску болгарки или грибу с установленным наждачным полотном.Заточка заключается в подправке режущей кромки победитового сверла, которая при сверловке твердой поверхности затупляется.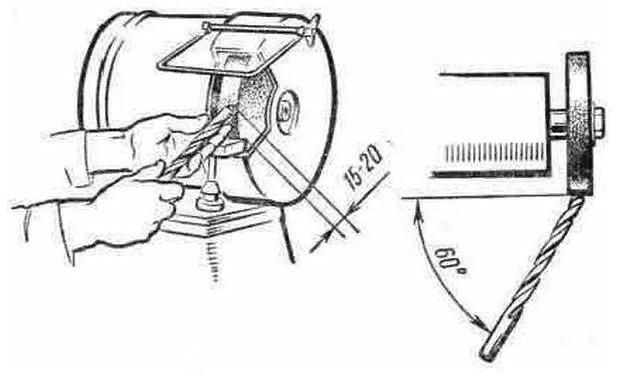
Внимание! Надо помнить, что частота вращения заточного камня зависит от твердости сверла. Чем тверже материал сверла, том медленнее должен вращаться диск.
В процессе заточки необходимо следить за одинаковостью режущих сторон. В противном случае у вас получатся увеличенные и неровные отверстия. Важно не перекаливать сверло и охлаждать.
Видео:
Видео:
Выводы:
- – сверло можно заточить правильно и в домашних условиях самому;
- – сверла до 3 мм предпочтительнее затачивать одноплоскостным видом заточки;
- – для сверл свыше 3 мм рекомендуется применять коническую заточку;
- – для заточки можно использовать не только специальное оборудование, но и болгарку с наждачной насадкой;
- – заточку победитового сверла лучше производить на заточном станке с алмазным диском;
- – при заточке обязательно пользоваться защитными очками.

Видео подобранное по теме заточки сверл разными способами
Видео:
Видео:
Видео:
Способы заточки спиральных сверл
Режущая часть сверла состоит из двух режущих кромок, расположенных под определенным углом, который называется «углом заточки» или «углом при вершине сверла». Обычно он обозначается как Y . Этот угол во многом определяет рабочие свойства сверла. Он выбирается в зависимости от материала, для обработки которого предназначено сверло. См. таблицу.
|
Обрабатываемый материал |
Угол заточки сверла в ° |
|
Конструкционная сталь Нержавеющая сталь Чугун Сталь закаленная Алюминий Сплавы на основе магния Силумин Медь электролитическая Бронза и латунь Пластические массы Органическое стекло Целлулоид, эбонит |
116-118 120 118 125 130-140 110-120 90-100 125 130-140 50-60 70 80-90 |
Для ручного инструмента обычно предлагаются сверла с углом заточки 118°, которые являются наиболее универсальными. При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п., угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале. В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п., угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале. В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
Реже предлагаются сверла с углом заточки 130 — 135°. Как правило, это сверла из специальных быстрорежущих сталей, изначально предназначенные для работы по материалам с высокой твердостью.
Кроме угла заточки, на работу сверла в большой степени влияют и другие параметры геометрии режущей кромки.
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ — относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см. ниже.). Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания. Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
ниже.). Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания. Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины «перемычки». Считается нормальным, если длина «перемычки» за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше. Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки. Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Заостренная заточка со скосом по передней режущей кромке
Требует несколько больших усилий при ее выполнении, чем обычная заостренная заточка. По сравнению с ней, заточка со скосом по передней кромке более устойчива к ударам и к воздействию бокового усилия. Применяется при работах по твердым сталям и для рассверливания.
Заточка со скосом по задней режущей кромке
Называется также самоцентрирующейся заточкой. Перемычка практически исчезает. В результате отсутствует увод в сторону при засверливании, уменьшается усилие подачи, улучшается стружкообразование. После нормальной заточки такая заточка является самой распространенной.
Заточка под двойным углом
Существенно улучшает температурные режимы работы сверла за счет увеличения длины режущей кромки и повышения теплотдачи. За счет этого также возрастает стойкость сверла.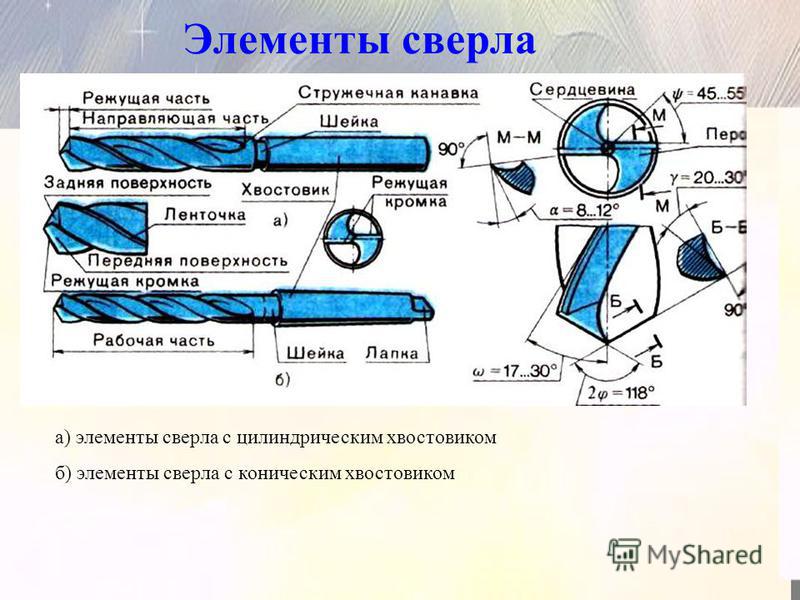 Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки). По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном. Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 — 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки. Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Также следует особо отметить, что заточка должна быть симметричной. Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла. По этой причине при заточке сверла диаметром от 6 — 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм — 20,0 мм с шагом 0,05 — 0,1 мм.
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки. В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части. Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
Металлорежущий инструмент широко представлен в каталоге интернет-магазина AIST.
Как заточить сверла
Фото: istockphoto.com
Домашние мастера живут по правилу «правильный инструмент для работы», но не менее важно поддерживать эти инструменты, чтобы они могли делать свою работу. рабочие места. Показательный пример: поддержание остроты спиральных сверл. Когда биты затупляются, вы естественным образом склонны сильнее давить на сверло, что неизбежно приводит к поломке бит и даже может привести к травме. Несмотря на то, что существуют устройства, специально предназначенные для точной заточки сверл, настольный шлифовальный станок в вашей рабочей комнате может быть всем, что вам действительно нужно. Остроконечные сверла делают работу во многих проектах безопасной и легкой, поэтому, хотя для того, чтобы заточить их как профессионал, требуется немного практики, самое время научиться затачивать сверла, чем перед следующей задачей.
рабочие места. Показательный пример: поддержание остроты спиральных сверл. Когда биты затупляются, вы естественным образом склонны сильнее давить на сверло, что неизбежно приводит к поломке бит и даже может привести к травме. Несмотря на то, что существуют устройства, специально предназначенные для точной заточки сверл, настольный шлифовальный станок в вашей рабочей комнате может быть всем, что вам действительно нужно. Остроконечные сверла делают работу во многих проектах безопасной и легкой, поэтому, хотя для того, чтобы заточить их как профессионал, требуется немного практики, самое время научиться затачивать сверла, чем перед следующей задачей.
МАТЕРИАЛЫ И ИНСТРУМЕНТЫ Доступно на Amazon. Поскольку во время заточки очень важно крепко держать сверло, перчатки указаны как необязательные. Защитные очки, однако, являются обязательными.
Как заточить сверла
ШАГ 1 Осмотрите затупившиеся сверла. Ваша цель состоит в том, чтобы удалить достаточно металла, чтобы получить заточенную кромку. Многие настольные шлифовальные машины имеют два шлифовальных круга, один грубый и один тонкий. Если биты действительно разрушены, начните с грубого колеса и переключитесь на более тонкое позже в процессе; если ваши биты выглядят не так уж плохо, начните с более тонкого шлифовального круга.
Многие настольные шлифовальные машины имеют два шлифовальных круга, один грубый и один тонкий. Если биты действительно разрушены, начните с грубого колеса и переключитесь на более тонкое позже в процессе; если ваши биты выглядят не так уж плохо, начните с более тонкого шлифовального круга.
Наденьте защитные очки и включите шлифовальный станок. Крепко возьмитесь за сверло и держите режущую кромку точно параллельно передней части шлифовального круга. Медленно и осторожно перемещайте биту, пока она не коснется колеса. Не поворачивайте и не вращайте его; просто держите его прямо и держите под первоначальным заводским углом 60 градусов.
Фото: istockphoto.com
ШАГ 3 Держите биту под этим углом к колесу не более четырех-пяти секунд. Помните: ваша цель — просто отшлифовать тусклую поверхность, а не изнашивать сверло. Сосредоточьтесь на шлифовании пятки сверла, где кончик встречается с изогнутым стержнем, а не с краем, для достижения идеального угла. Если угол недостаточно крутой, сверло не будет плавно сверлить.
Если угол недостаточно крутой, сверло не будет плавно сверлить.
Сделайте паузу после четырех-пяти секунд заточки и опустите сверло в ледяную воду, чтобы охладить металл. Невыполнение этого требования приведет к тому, что сверло станет слишком горячим, чтобы его можно было удерживать, и даже быстрее изнашивает металл, сокращая эффективный срок службы сверла. Как только сверло станет прохладным на ощупь, осмотрите его, чтобы убедиться, что оно хорошо заточено на той стороне, с которой вы только что работали.
ШАГ 5 Когда острие на первой стороне вас удовлетворит, поверните сверло на 180 градусов и используйте тот же процесс заточки и охлаждения для противоположной стороны наконечника. Стремитесь к этому углу в 60 градусов, а также к углу и вершине одинаковой ширины с обеих сторон сверла, чтобы инструмент мог сверлить прямые отверстия. Чтобы обеспечить одинаковую заточку, некоторые люди предпочитают затачивать понемногу с каждой стороны, держа сверло в доминирующей руке и переворачивая его на 180 градусов после каждых нескольких секунд заточки.
После того, как кончик сверла сойдется в точно отточенной точке, и обе кромки станут острыми и одинаковой ширины, выполните пробный запуск сверла. Держите наконечник перпендикулярно куску дерева и поверните сверло рукой. Даже при таком легком нажатии хорошо заточенное сверло должно создать начало отверстия. Если нет, пересмотрите свой наконечник и вернитесь к шлифовальному кругу. Опять же, стремитесь к этому идеальному наклону в 60 градусов на точке с одинаковой шириной с обеих сторон. Не расстраивайтесь, если вы вернетесь к рулю несколько раз — это часть кривой обучения.
ШАГ 7Как только вы убедитесь в остроте сверла, вставьте его в дрель, возьмите обрезки дерева и начните сверлить. Он должен сразу «вгрызаться» в древесину с минимальным усилием, а когда вы вытаскиваете сверло из дерева, он должен выбрасывать щепки по мере их появления.
Фото: istockphoto.com
Основные советы по поддержанию остроты сверл После того, как вы успешно научитесь затачивать сверла, сохраняйте остроту сверл, следуя этим трем рекомендациям.
- На каждый дюйм или около того, который вы просверлите, вытащите сверло и сдуйте все хлопья или стружку. В противном случае эта стружка забьется в канавки насадки и сильно нагреется. Чем сильнее нагревается сверло, тем быстрее оно тупится, что требует более частой заточки.
- Сделайте привычкой метод остановки и охлаждения, особенно при сверлении твердой древесины. Просто держите поблизости емкость с холодной водой и опускайте сверло на несколько секунд после каждого сверления через каждые несколько дюймов.
- Держите два полных набора сверл. Некоторые профессионалы полагаются на почти новый набор сверл только для того, чтобы начать отверстие, а затем, чтобы этот лучший набор дольше оставался острым, переключаются на свои старые, заточенные сверла, чтобы закончить задачу после того, как отверстие будет готово.
Как заточить сверла (руководство из 6 шагов)
Хотите научиться затачивать сверла?
Потрясающе. Вы находитесь в нужном месте.
Если вы довольно часто пользуетесь сверлами, вы часто замечали, что в какой-то момент они перестают работать так, как раньше.
По сути, у вас есть два варианта:
- Купить новое сверло; или
- Заточите существующее сверло.
Независимо от того, являетесь ли вы воином выходного дня или заядлым мастером, вы определенно можете сэкономить немного денег, изучив простые шаги, необходимые для заточки сверла.
В этом руководстве ToolsGaloreHq.com я покажу вам:
- 3 ключевых параметра, необходимых для успешной повторной заточки;
- Шаги по заточке сверл;
- Оборудование, которое вам понадобится для успешного выполнения этого задания; и
- Ажиотаж вокруг 118° и если это действительно имеет значение.
Прежде чем мы углубимся в это, обязательно ознакомьтесь с содержанием ниже.
Что нужно знать о том, как затачивать сверла Любой, кто когда-либо сверлил отверстие в стене, куске дерева или стали, хорошо знает, какую нагрузку выдержит сверло.
Теперь, когда вы используете свое сверло все больше и больше, оно постепенно теряет свою переднюю кромку и становится так называемым «затуплением».
Прежде чем я объясню необходимые шаги, которые вы должны предпринять, чтобы убедиться, что вы можете успешно заточить свое сверло, есть несколько основных моментов, которые вы должны знать о своем стандартном сверле.
Угол 118° – как он влияет на заточку сверлаПрежде чем перейти к углу 118°. Давайте сделаем шаг назад и подумаем о том, как сверло на самом деле просверливает материал.
Передняя кромка, как показано на рисунке ниже, отвечает за прочность сверла.
Чем больше эта передняя кромка, которую также иногда называют перемычкой, тем больший крутящий момент может выдержать сверло.
Также сверла часто изготавливаются из быстрорежущей стали (HSS). Которая более долговечна и тверже, чем обычная холоднокатаная сталь.
Подробнее:>>> Сверла для керамогранита
Большинство стандартных сверл работают под углом 118°. Это означает, что когда сверло новое из коробки, у вас будет угол между двумя пятками 118°, как показано на изображении ниже.
Это означает, что когда сверло новое из коробки, у вас будет угол между двумя пятками 118°, как показано на изображении ниже.
Однако, как вы уже знаете, при сверлении стали или металла быстрорежущая сталь все равно затупится. Но вы все равно можете подумать, что такое тупое сверло?
Давайте рассмотрим крайний случай. Представьте, что вы пытались просверлить кусок материала с плоской кромкой, вы бы не продвинулись далеко, независимо от того, с какой скоростью вы его вращали.
Причина этого проста: площадь поверхности для крутящего момента слишком велика и рассредоточена, чтобы создать какое-либо проникновение через материал.
На самом деле, я могу сказать вам, что произойдет. Материал плоской кромки просто немного нагревается и не проникает глубоко в металл или дерево.
Многолетние исследования показали, что оптимальным является угол 118°. Поэтому, когда ваше сверло (обычно из быстрорежущей стали) теряет способность эффективно сверлить и, таким образом, затупляется, это происходит потому, что технически угол стал меньше.
Теперь, когда вы это знаете, все, что вам нужно сделать, чтобы вернуть сверло в исходную форму, — это восстановить исходный угол наклона 118°.
Наборы для заточки сверл (что за суета)Если вы пойдете в любой хозяйственный магазин или магазин товаров первой необходимости, где продаются сверла, вы, как правило, также найдете отдел, в котором продаются наборы для заточки сверл.
Это приспособление, выглядящее как механическое, предназначено для удержания сверла под определенным углом, чтобы гарантировать, что у вас будет хорошая и плавная заточка сверла.
На мой взгляд, эти наборы сверл на самом деле не нужны, особенно если у вас есть слот для шлифовального круга, который может поддерживать угол с некоторой гибкостью, чтобы вы могли немного вращать сверло для плавной заточки.
3 ключевые вещи, которые вы должны знать, чтобы правильно заточить сверло отделка сверла. Посмотрите на изображение ниже и давайте обсудим это.
Самая первая — это симметрия.
Вы должны следить за тем, чтобы во время заточки сверла, как описано ниже, сохранялась симметрия с обеих сторон.
Причина этого в том, что сверло будет вращаться вокруг вершины долота (наконечника). Если стороны не симметричны, это создает дополнительную механическую нагрузку на сверло.
Plus — Сокращает общий срок службы и затрудняет поддержание стабильности.
Вторым важным моментом является то, что режущие кромки должны быть идентичными. На изображении выше, если внимательно присмотреться, они не на 100%, но разумно одинаковы. Что в целом адекватно.
Подробнее:>>> Узнайте больше о кромках и сверлах с разрезным наконечником
Хочу отметить, что заточка сверл определенно не является точной наукой.
Если вы можете получить приблизительные значения, в целом все будет в порядке.
Наконец, вам понадобится угол наклона . Это очень важно. Угол наклона в основном помогает направлять материал и мусор через ваши канавки. Без этого угла было бы похоже на то, что вы пытаетесь сверлить с плоской поверхностью. Ваше сверло просто излишне перегреется.
Это очень важно. Угол наклона в основном помогает направлять материал и мусор через ваши канавки. Без этого угла было бы похоже на то, что вы пытаетесь сверлить с плоской поверхностью. Ваше сверло просто излишне перегреется.
Меры предосторожности
Всякий раз, когда вы работаете с быстрорежущей сталью или вращающимися механическими частями, такими как сверла, вы всегда должны использовать средства индивидуальной защиты.
Я бы даже сказал, что вы никогда не должны иметь дело с таким оборудованием без использования защитных рабочих перчаток и средств защиты глаз от мелких металлических осколков.
Обычно рекомендуется также использовать средства защиты органов слуха, так как это снизит вероятность любого повреждения, которое может быть вызвано высокочастотным шумом во время заточки.
Оборудование, которое вам нужно знать, как заточить сверла Для выполнения этой задачи вам не потребуется много оборудования. Все, что вам понадобится, это:
Все, что вам понадобится, это:
- Угловой шаблон (купить или сделать на заказ)
- Шлифовальный круг
- Тупое сверло
- Буровой раствор
- Стакан холодной воды
Руководство по шагам 6
заточка сверлЕсли вы спешите, не волнуйтесь, я вас найду — посмотрите это простое видео ниже.
Продолжайте читать, чтобы узнать больше.
Шаг 1: Настройка зоны и планирование работыЭтот шаг часто упускается из виду даже профессиональными операторами инструмента. Планирование имеет важное значение при выполнении работы по заточке сверл.
Что я обычно рекомендую, так это то, что прежде чем приступить к работе со своим шлифовальным кругом, убедитесь, что все необходимое оборудование доступно и находится под рукой.
Шаг 2: Настройка шлифовального круга
Этот шаг очень важен. Самое главное здесь, чтобы колесо двигалось и работало очень плавно, без видимых вибраций.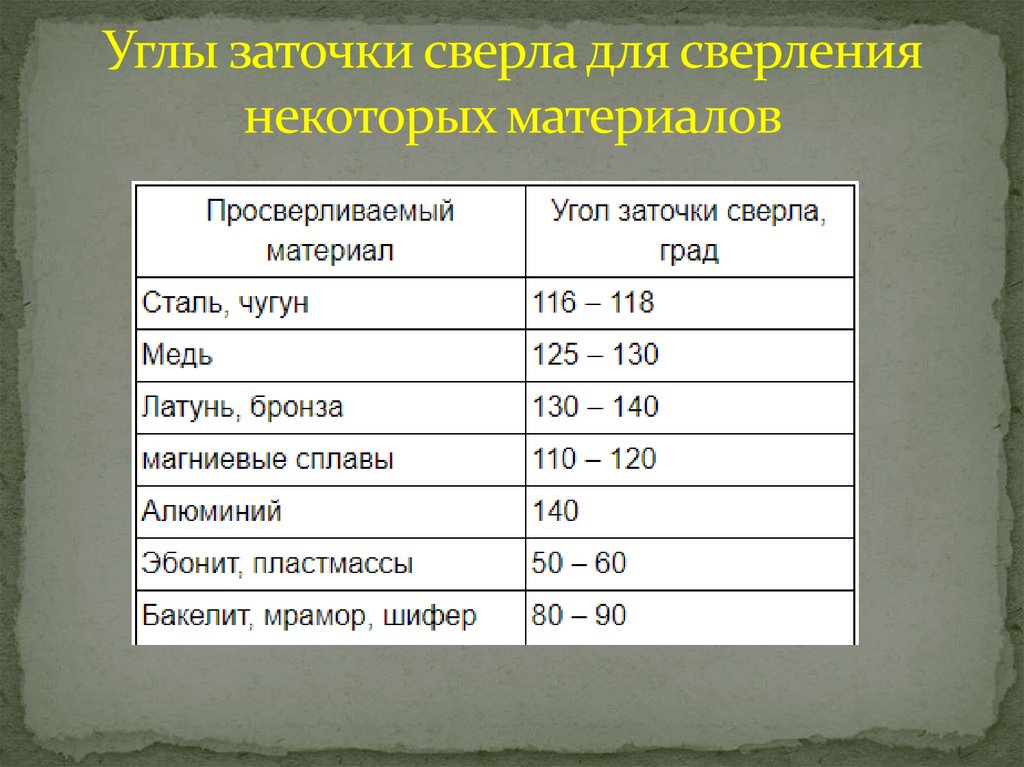
Для этого обычно прикрепляют шлифовальную машину к рабочему столу. Это поглотит большую часть вибрационной энергии.
Если вы не можете этого сделать, просто установите амортизаторы под основание машины.
Какой бы метод вы ни использовали, убедитесь, что кофемолка устойчива и не двигается во время работы.
Этап 3: Выровняйте шлифовальный круг
Целью этого этапа является удаление микрочастиц, которые могли скопиться в результате предыдущей работы.
Если кофемолка новая, я все равно рекомендую этот шаг, потому что он практически удаляет заводскую отделку и готовит кофемолку к использованию.
Это можно сделать, включив шлифовальный станок на полной скорости и медленно перемещая головку гвоздя или алмазного карандаша вперед и назад в горизонтальном направлении по поверхности шлифовального станка.
Делайте это в течение примерно 2-3 минут, и этого должно быть достаточно, чтобы начать дрель.
Этот шаг действительно важен, вы не поверите, как много людей просто замалчивают его, а потом удивляются, когда их сверла имеют микротрещины или не служат так долго, как должны.
Также, если ваш шлифовальный круг оснащен и поставляется с платформой, убедитесь, что вы перемещаете его как можно ближе к краю круга.
Около 1 мм обычно более чем достаточно. Все, что больше сантиметра, как правило, слишком далеко.
Также самое время подключить приспособление к шлифовальной платформе, прежде чем мы начнем заточку сверла.
Шаг 4: Заточка сверла — симметрия
Теперь, когда ваш круг прошел предварительную подготовку и работает эффективно. Пришло время заточить сверло. Вернитесь к 3 шагам выше. Пункт 1 — убедиться, что у вас есть симметрия.
На практике этого можно добиться, убедившись, что вы затачиваете под постоянным углом, обычно между 31° и 45° для обеих сторон.
Затем убедитесь, что во время заточки переместите сверло и немного поверните его, чтобы убедиться, что вся пятка заполнена.
Шаг 5: Заточка сверла – Угол наклона Чтобы обеспечить достаточный угол наклона, всегда перемещайте сверло в направлении вращающегося круга, когда вы его зачищаете. Не торопитесь, а двигайтесь медленно и плавно вверх.
Не торопитесь, а двигайтесь медленно и плавно вверх.
Ребра будут созданы. Одна вещь, когда вы затачиваете, обязательно постоянно погружайте сверло в воду, чтобы охладить его. Если вы избегаете этого, вы рискуете размягчить сверло из-за химических изменений на микроскопическом уровне.
Шаг 6: После сверления и проверки
После того, как вы выполнили все описанные выше шаги, вам нужно будет проверить заточенное сверло. Не ожидайте, что у вас все получится с первого раза просто потому, что обычно для достижения совершенства требуется много практики.
Однако есть несколько вещей, которые вы можете сделать в самом начале, чтобы ускорить процесс.
Во-первых, просто сравните свою работу по заточке с новым сверлом и определите, подходят ли они друг другу. Если нет, вам нужно будет вернуться к шлифовальному кругу и исправить проблему.
В качестве альтернативы вы можете использовать следующие параметры:
- Кромка долота должна составлять около 15 % от диаметра сверла, если вы собираетесь делать заточку под углом 118°; и
- Задний край заточки должен быть под углом от 7° до 15°, но не ниже 7°.

Подробнее:>>> Сверлильный станок Ultimate Floor для проверки заточки новых сверл
Заключительные мысли о том, как заточить сверлаКак видите, заточить сверло.
Стоит также отметить, что существуют общие рекомендации и параметры, которым необходимо следовать, однако выбор сверла под углом 118° или 90° полностью зависит от вас.
Конечная цель состоит в том, что пока у него достаточно острые закругленные края, он определенно может выполнять свою работу.
Лучший способ, советы и рекомендации
Сверла используются для сверления отверстий в древесине, стали, кирпичной кладке и пластике. При резке твердых материалов, таких как твердый бетон или кирпичная брусчатка, вам идеально подойдет острое сверло. Вы должны регулярно их затачивать, облегчая себе жизнь и вращение мундштуков.
Мы расскажем, как это сделать, в этом сообщении в блоге, а также дадим полезные советы по дому, чтобы вы не стали ругать свою сумку с инструментами. Плохой мастер винит во всем свои инструменты.
Плохой мастер винит во всем свои инструменты.
Настольная шлифовальная машина для заточки сверл…
Включите JavaScript
Настольная шлифовальная машина для заточки сверл: Использование настольной шлифовальной машины для заточки сверл
Что такое сверло и почему его нужно затачивать?
Сверло — остроконечный инструмент, используемый для сверления отверстий в твердых материалах. Биты должны быть заточены, чтобы они могли легко резать твердую древесину или металл.
Тупые сверла этого не сделают, тратя ресурсы и потенциальные травмы. Вот почему важно знать, как затачивать сверла, чтобы они могли эффективно выполнять свою работу. Идентификация геометрии
Угол заточки сверла
Угол заточки сверла очень важен; вам нужно установить, какой бит у вас есть. При неправильной заточке спиральная насадка может быстрее затупиться или застрять в материале.
Оптимальный угол заточки спирального сверла составляет 118°. Для более твердых материалов угол 135° обеспечивает менее агрессивную и более длинную режущую кромку. Для сверл по каменной кладке также требуется зеленая зернистость или алмазный круг.
Для более твердых материалов угол 135° обеспечивает менее агрессивную и более длинную режущую кромку. Для сверл по каменной кладке также требуется зеленая зернистость или алмазный круг.
Сверло из быстрорежущей стали можно затачивать различными способами, но наиболее популярным методом является точильный камень. Это восстанавливает угол до 118° и делает сверло более острым и прочным. Вы также можете использовать другие инструменты, которые мы рассмотрим ниже.
Важно, чтобы сверла всегда были острыми, чтобы работать с максимальной эффективностью. Выбор правильного угла заточки и частая его регулировка повысят эффективность! Измерьте длину режущей кромки, чтобы она оставалась одинаковой
Лучший способ заточки сверл Существует несколько способов заточки сверл: вручную или точилкой для сверл. Не забудьте перед началом надеть защитные очки. Перчатки и емкость для воды также могут понадобиться, если предстоит много работы из-за накопления тепла.
1: Подготовьте биту к настольному шлифовальному станку
Подготовка нужна прежде всего. Это означает, что вы должны удалить любые заусенцы или мусор, которые могли скопиться на режущей кромке или канавках. Это можно сделать напильником или точильным камнем.
Сначала необходимо осмотреть кромки и определить, сколько металла нужно снять, чтобы его можно было заточить. Разные типы буровых долот изнашиваются с разной скоростью, поэтому для каждого типа долот необходимо использовать соответствующий круг.
Как только вы определили, сколько нужно удалить, вы можете начать процесс заточки. Используйте грубый шлифовальный круг, если сверло затупилось или имеет много зазубрин.
Если его нужно только подправить и на нем нет зазубрин, то вместо него можно использовать тонкий круг. Когда вы закончите шлифовку, сгладьте все заусенцы наждачной бумагой, чтобы края были красивыми и острыми.
2: Тренируйтесь держать сверло
Для успешной заточки вам должно быть удобно держать сверло. Это означает хорошее сцепление с долотом и стабильное положение. Также важно использовать правильную технику при удержании трензеля.
Это означает хорошее сцепление с долотом и стабильное положение. Также важно использовать правильную технику при удержании трензеля.
Есть много способов держать трензеля, но наиболее распространенным является удерживание его между большим и первыми двумя пальцами. Примите естественную позу и хорошо держите поводок.
Включите шлифовальную машину, удерживая насадку режущей кромкой вниз и под углом 60° к колесам. Постепенно стачивайте, пока край стамески не станет острым и правильным.
3: Вырубить площадку
Сейчас самое время вырезать площадку. Зажмите сверло в тисках или крепко держите его в руке. Начните с угла вершины бита, направленного вверх. Другой рукой используйте напильник, чтобы улучшить режущую кромку сверла.
Напилите сверху вниз, двигаясь по всей длине биты. Сильно давить не нужно — достаточно для равномерного наполнения. Не забудьте сделать обе стороны бита.
Дешевая идея своими руками
4: Придание формы стамеске
Теперь вам нужно наточить стамеску. Не торопитесь и будьте осторожны, потому что это важный шаг в этом процессе. Вы должны убедиться, что долото имеет острую форму. Это поможет вам попасть в труднодоступные места и сделать точные разрезы.
Не торопитесь и будьте осторожны, потому что это важный шаг в этом процессе. Вы должны убедиться, что долото имеет острую форму. Это поможет вам попасть в труднодоступные места и сделать точные разрезы.
Подготовьте все свое снаряжение, включая перчатки. Также важно иметь прочную поверхность для работы, например, старый деревянный стол.
5: Сформировать площадку
Теперь, когда вы выполнили задание, сформируйте площадку. Это последний шаг; важно сделать это правильно. Лендинги могут улучшить или разрушить ваш проект, поэтому приложите необходимые усилия, чтобы сделать его идеальным.
Один из самых простых способов заточки сверл — настольный шлифовальный станок. Это можно сделать с помощью сверл от 1/8 до 3/4 дюйма. Маленькие кусочки могут быть сложными, но это можно сделать. Вам нужно пространство по бокам, чтобы обеспечить свободное движение рук.
Приложите сверло к колесу, регулярно проверяя углы. Это довольно легко подправить, но со временем вы можете начать терять контур. Плохая шлифовка приводит к плохой работе и слишком большому отверстию, если кромки имеют разную длину.
Это довольно легко подправить, но со временем вы можете начать терять контур. Плохая шлифовка приводит к плохой работе и слишком большому отверстию, если кромки имеют разную длину.
Биты могут быть дорогими; Вы можете сэкономить деньги, регулярно затачивая их, а не заменяя их. Заточка тупого сверла с помощью дешевых станков для мастерских проста, если вы используете защиту для глаз. Когда закончите, попробуйте проверить работоспособность на обрезках древесины.
Заточка сверл с помощью ручного напильникаСуществует несколько способов заточки сверл с помощью напильника. Первый заключается в том, чтобы держать сверло под углом 45 градусов и затачивать его, как нож. Другой метод заключается в том, чтобы зажать сверло в тисках и использовать инструмент для его заточки.
Какой бы метод вы ни выбрали, держите рукоятку под правильным углом во время заточки сверла. Кроме того, будьте осторожны, чтобы не прилагать слишком много усилий при заточке, так как это может срезать слишком много материала.
Это может занять больше времени, чем с электроинструментом, но это более практично для людей в дикой природе.
Приспособление для заточки сверлПриспособление для заточки сверл пригодится, если вам нужна альтернатива для быстрой подкраски сверла. Их можно приобрести в Интернете или в местном хозяйственном магазине, и они просты в использовании.
Просто зажмите приспособление и закрепите сверло на месте. Обязательно отрегулируйте диапазон подручника для сверления пиломатериалов или металла.
Заточите сверло, пока оно не станет острым, а затем повторите с другой стороны. Будьте осторожны, чтобы не перегреть сверло во время работы.
Если у вас нет шлифовального станка, вы также можете приобрести отдельные приспособления.
Дополнительная литература
Советы по поддержанию остроты сверл
Важно поддерживать остроту сверл, чтобы можно было быстро сверлить отверстия. Вот несколько советов и стратегий, которые помогут вам:
- Сдуть хлопья и стружку; это помогает им оставаться чистыми и свободными от мусора.
- Вытягивайте сверло через каждый дюйм или два, пропуская его через деталь. Это поможет уменьшить накопление тепла и удалить стружку, которая может быстрее испортить сверло.
- Если вы запускаете дрель, когда она слишком горячая, она изнашивается намного быстрее, поэтому делайте регулярные перерывы!
- Затачивайте их чаще, если они нагреваются. Это особенно важно, если вы используете их для бетона.
- Используйте метод остановки и охлаждения для предотвращения износа. Через каждые дюйм или два останавливайтесь и дайте ему остыть, прежде чем продолжить.
- Поддерживайте два комплекта сверл. Лучший набор для начала и более старый, более тупой, для завершения сверления после того, как отверстие установлено. С таким подходом у вас всегда будет хороший бит!
- Не оставляйте их свободно болтающимися в розыгрыше; храните их правильно.

Затачивайте сверла — The Shed
Когда я в качестве наказания затачивал сверла, я обнаружил, что существуют медленные спиральные сверла и сверла с прямыми канавками для латуни и пластика. Вам может понадобиться сверло с прямой канавкой. Вы можете создать это, «отступив» первые 3 или 4 мм сверла со спиральной канавкой.
Вам может понадобиться сверло с прямой канавкой. Вы можете создать это, «отступив» первые 3 или 4 мм сверла со спиральной канавкой.
Лен Гейл
Узнайте, как заточить эти тупые сверла
Лен для заточки сверл.
Бывали ли у вас случаи, когда вы с трудом просверливали кусок дерева или металла, а затем тихо или с шумом приходили к выводу, что пора приобрести новое сверло? Прежде всего, вам следует подумать о покупке новой дрели для наиболее эффективной работы в вашем сарае, или, во-вторых, попробовать заточить сверло. Это требует немного навыков.
Перед повторной заточкой изношенного или сломанного сверла рекомендуется изучить новое сверло. С помощью транспортира измерьте угол режущей кромки. будет 59°. Этот угол в сочетании с углом винтовой линии (спиралью) 28° или до 30° на стандартных сверлильных станках создает прямые режущие кромки, которые выполняют свою работу. Это примерно тот же передний угол, что и у токарных станков для общей обработки. Наконечник с включенным углом 118°, как нос корабля, помогает удерживать дрель на правильном пути. Сверло, заточенное почти плоской вершиной, шатается повсюду. Кроме того, если прилежащий угол вершины сверла меньше 118°, режущая кромка будет выпуклой. Если прилежащий угол вершины сверла превышает 118°, режущая кромка будет вогнутой. Цель состоит в том, чтобы получить прямую режущую кромку для 100-процентной эффективности. Я полагаю, что для всех общих работ в сараях будет лучше придерживаться того же способа заточки нового сверла.
Наконечник с включенным углом 118°, как нос корабля, помогает удерживать дрель на правильном пути. Сверло, заточенное почти плоской вершиной, шатается повсюду. Кроме того, если прилежащий угол вершины сверла меньше 118°, режущая кромка будет выпуклой. Если прилежащий угол вершины сверла превышает 118°, режущая кромка будет вогнутой. Цель состоит в том, чтобы получить прямую режущую кромку для 100-процентной эффективности. Я полагаю, что для всех общих работ в сараях будет лучше придерживаться того же способа заточки нового сверла.
Измеритель режущей кромки спирального сверла.
Калибр для сверления с конусом Морзе. Линии, нацарапанные режущими крыльями на мелованном участке, должны совпадать. Обратите внимание на штифт на конце сверла.
Помимо правильной переточки угла, каждая из двух режущих кромок должна иметь одинаковую длину.
Чтобы сверло могло проникнуть в металл, корпус сверла за режущими кромками должен быть отклонен под углом от 12° до 15°. Для маленьких сверл 3 мм и меньше вы можете отступить до 18°. Слишком много, и край скоро выйдет из строя; слишком мало и «пятка» будет тереться и сверло не будет резать.
Я рано научился затачивать сверла. Когда мастер механического цеха убедился, что виноват я (мы не будем вдаваться в подробности), он сообщил, что я должен сообщить Джоку, владельцу магазина инструментов. Джок был немногословен. Он просто указал на три ведра сломанных и сколотых сверл разного размера, вручил мне два калибра и велел начинать. Большие сверла были сломаны на радиально-сверлильных станках, где радиальный рычаг позволяет размещать инструментальную головку на различных расстояниях от колонны. Когда сверла выходили, они были повреждены, когда ударялись о проушины или зажимы.
На участке заточки инструментов было несколько шлифовальных станков. У одного был чашечный круг, а это означало, что сверла можно было затачивать сбоку от круга. Сначала мне пришлось удалить зазубрины на отрезном круге, и посыпались красные искры, которые подтвердили, что сверла изготовлены из быстрорежущей стали (HSS).
Stormy Knight следил за моим прогрессом. В отличие от Джока, он был многословен, и хотя он был большим сильным мужчиной, он все время повторял: «Дай мне силы!» Что бы ни случилось, я должен был сохранять хладнокровие и не раздражаться. Вскоре я уже стоял в луже воды, пока тушил горячие инструменты в воде.
Заточка режущей кромки.
Недавно отшлифованная кромка. Обратите внимание, что боковая сторона также отшлифована.
Калибры
Сторми показал мне, что один калибр имеет насечки и номера для отслеживания длины режущих кромок. Я должен был проверить, чтобы две режущие кромки находились под требуемым углом 59° и имели одинаковый размер. Сторми объяснил, что канавки обеспечивают выход стружки, попадание охлаждающей жидкости и обеспечивают угол резки стали и алюминия. Наиболее интересно.
Другой калибр имел шип на одном конце, который входил в центральное отверстие на конце сверл с коническим хвостовиком. На верхней панели этого калибра с конусом Морзе была отмечена мелом область. При этом угол режущей кромки процарапал линию, которая должна была совпасть с царапиной от другого угла. Таким образом, если бы обе режущие кромки имели одинаковый угол и длину, если бы обе царапины совпадали и задний зазор был правильным (12° на 15°), сверло резало бы металл двумя одинаковыми стружками, а двигатель сверлильного станка не был бы перегружен. .
Вскоре я разработал технику раскачивания сверла по шлифовальному кругу, опираясь на левую руку, которая опиралась на подручник, поворачиваясь на острие и в то же время слегка опуская правую руку, чтобы создать задний зазор. Слишком большой задний зазор может привести к выходу из строя режущей кромки, слишком маленький — пятка будет тереться, ограничивая продвижение сквозь металл, если не препятствуя ему. Это доставляло мне массу неприятностей, пока я не слегка повернул дрель по часовой стрелке, опуская правую руку.
ПРИМЕЧАНИЕ:
Если углы одинаковые, но один край немного длиннее другого, сверло будет резать немного больше размера. Это можно обернуть в свою пользу, если вам нужен небольшой зазор. Однако, если вы сначала просверлите пилотное отверстие, сверло обрежется по размеру.
Сверла, которые были сломаны или неоднократно перезатачивались, имеют толстую перемычку; это своего рода стержень, который проходит по центру инструмента между двумя канавками. Реальность такова, что спиральные сверла имеют четыре режущие кромки, две поменьше в центре и две, которые на самом деле режут. Подняв конец сверла, я смог смешать паутину с канавками на углу шлифовального круга.
Удаление или шлифование паутины…
…, переплетая паутину с флейтами.
Площадки
Для уменьшения трения сверла имеют рельеф корпуса. Большая часть тела отшлифована, оставляя узкую площадку по краям канавок. Это диаметр сверла. Иногда земли изнашиваются при сверлении прочной стали. Это может привести к заклиниванию сверла в отверстии и/или получению отверстий меньшего размера. Сверло можно спасти, если заточить конец обратно до положения, при котором фаски не повреждены, а затем повторно заточить его.
Инженеры по обработке листового металла повторно затачивают свои сверла, чтобы металлическая деталь не зацепилась за сверло. На конце сверла образуется диск, который необходимо снимать после каждого отверстия. Мало того, что использование повторно заточенного сверла является безопасным способом сверления листового металла, вы в конечном итоге получите круглое отверстие вместо треугольного и увеличите сверло. Используйте умеренную скорость, так как режущие кромки очень тонкие. Текстура древесины имеет тенденцию заставлять остроконечные спиральные сверла блуждать, но поскольку это повторно заточенное спиральное сверло режет древесные волокна, отверстия будут там, где вы хотите.
Недавно заточенная дрель.
Когда я в наказание затачивал сверла, я обнаружил, что для латуни и пластика существуют спиральные сверла и сверла с прямой канавкой. Вам может понадобиться сверло с прямой канавкой. Вы можете создать это, «отступив» первые 3 или 4 мм сверла со спиральной канавкой.
Сверло со стеллитом, состоящее из трех прямых канавок и трехгранного наконечника, используется для сверления очень твердого металла. Сверлильный станок устанавливается на максимальную скорость, деталь упирается в металлическую основу в тисках и прикладывается значительное усилие к рукоятке. Там нет хладагента, потому что это тепловой процесс. Сверло нагревает материал, вызывая металлургические изменения в материале и проникая внутрь. Три раскаленных стружки и дырка насквозь.
Мое наказание длилось несколько дней, Джок смог пополнить свои полки и был счастлив. Я усвоил ценные уроки, и бригадир приветствовал меня с улыбкой, но, к сожалению, не существует известного лекарства от озорства.
СОВЕТ: Чтобы избежать постоянной повторной заточки, рекомендуется использовать два набора сверл.
Сверло, показывающее, как рельеф тела заточен в спирали. Это помогает уменьшить трение.
Спиральное сверло, заточенное на углу шлифовального круга для получения центральной точки и двух внешних режущих кромок, которыми можно безопасно сверлить отверстия в листовом металле.
Питера УилсонаСначала извинения за рисунок. Спиральное сверло рисовать очень сложно. Нет ничего лучше острого сверла и немногим хуже тупого. Я постараюсь показать основы ручной заточки спирального сверла диаметром примерно до 3 мм, а также как сделать хорошее сверло из швейной иглы. То, что вы пытаетесь сделать, это поставить две режущие поверхности в верхней части сверла. Они должны быть одинаковой длины, с главным углом, углом резания, под углом пятьдесят семь градусов к центральной линии. Точные углы не так важны, как получение обеих граней одинаковой длины. Если вы этого не сделаете, сверло не будет вращаться вокруг центра своей оси и будет сверлить слишком большой диаметр. От режущей кромки режущая поверхность должна иметь задний угол в несколько градусов. Также имейте в виду, что спиральные сверла хорошего качества имеют режущую кромку с обеих сторон. Распространенной ошибкой является игнорирование этого факта и отсутствие заточки вплотную к этим боковым граням. Инструменты Карборундовый камень среднего размера, арканзасский камень (произносится как арканзас), тиски для булавки, немного масла типа «три в одном».
© Питер Уилсон апрель 2000 г. |
Как легко заточить сверла » Блог NAPA Know How
Опубликовано Джефферсон Брайант Ноу-хау
Старожилы часто называют простой способ неправильным, но это не так. не всегда так. Другими словами, для каждой работы найдется подходящий инструмент, и то же самое относится и к заточке сверл. Есть правильный способ сделать это, и есть лучший способ сделать это. Да, вы можете абсолютно точно заточить сверла с помощью настольной шлифовальной машины или небольшой ленточной шлифовальной машины, но этот метод, хотя и довольно простой, не является легким. Вы можете полностью разрушить режущую кромку своего сверла, пытаясь понять, как получить правильный угол. Зачем тратить свое драгоценное время, когда есть инструмент, который может затачивать сверла менее чем за 30 секунд каждое? С отличными результатами каждый раз, Drill Doctor — ваш лучший выбор.
Как обсуждалось в нашей недавней статье о сверлах, наиболее распространенные сверла используют угол 118 или 135 градусов. Drill Doctor 500X способен справиться с обоими задачами с помощью простой регулировки. Станок может работать с битами от 3/32 дюйма до 1/2 дюйма и до 3/4 дюйма с дополнительным большим патроном для бит. Он также может разделять точки для самоцентрирования. Этот инструмент реально экономит время, особенно когда у вас что-то становится скучным в середине проекта.
Вот что бывает, когда у вас затупилось сверло. Обратите внимание, что отверстие смещено от центра, а одна сторона поцарапана. Острый бит работает лучше и быстрее, чем тупой. Острые сверла безопасны. Процесс сверления буквально представляет собой процесс отрыва материала от основного корпуса. Тупые сверла режут медленно, требуют большего давления для резки и увеличивают количество тепла, подводимого к детали. Все это приводит к нецентральным отверстиям, испорченным деталям и сломанным битам. Сломать сверло во время сверления очень опасно, часто это заканчивается кровавым месивом на верстаке из-за того, что вы пронзили себя. Острое сверло, как и нож, быстро и эффективно разрезает материал, так что меньше травм на материале и меньше травм на вашем человеческом теле.
Пользоваться дрелью очень просто, мы составили руководство по использованию этого инструмента, чтобы убедиться, что ваши сверла острые и безопасные. Начните с выбора битов. Осмотрите кончик каждой насадки. Если есть какие-либо сколы или неровные края, сверло необходимо заточить. Осторожно ощупайте край; он должен быть острым и не закругленным. Если одна сторона долота меньше другой, то долото отдавало предпочтение одной стороне; это должно быть исправлено путем заточки.
Мы покрасили биту какой-то машинной краской, чтобы показать прогресс. Вам не нужно этого делать, но это полезно.
Далее вам нужно решить, какой угол вы хотите установить на долото. Большинство бит для хобби используют угол 118 градусов, и это стандартная настройка угла для Drill Doctor. Вы можете изменить угол сверла, вам просто нужно немного его заточить, чтобы получить полное изменение. См. нашу статью о сверлах для более подробной информации о различиях между ними. У 118-градусной насадки более острый конец, а у 135-градусной насадки более плоский. При включенном, но выключенном приборе Drill Doctor поместите патрон в направляющую для выравнивания так, чтобы выемка на патроне находилась на отметке 118 градусов (прямо вверх). Если вы затачиваете 135-битную насадку, отрегулируйте патрон на одно деление вправо.
Бита, которую мы затачиваем, имеет острие 137 градусов, поэтому мы устанавливаем держатель биты в положение 137 градусов, что составляет один паз по часовой стрелке от отметки 118.Откройте патрон, повернув рукоятку. Вставьте биту в патрон, пока она не достигнет зажимных рычагов. Нажмите кнопку, чтобы открыть зажимы одной рукой, и вставьте биту на место другой рукой. Освободите зажимы. Зажимы выровняют биту в правильном положении. Затяните патрон так, чтобы он крепко зажал биту. Убедитесь, что бита не упала между зажимными лезвиями внутри патрона.
Патрон для бит имеет 6 зубьев, которые захватывают биту, откройте его, чтобы принять биту.Затем закройте патрон на бите ровно настолько, чтобы бита не выпала.
Вставьте патрон в порт выравнивания и установите выемку в желаемом угловом положении, как обсуждалось ранее. Пружинные зажимы выравнивают биту, а затем зажимают патрон, чтобы зафиксировать ее.
Затем выберите угол сверления в порте заточки Drill Doctor. Ослабьте ручку и поднимите порт, чтобы он соответствовал нужному углу, 118 или 135.
В Drill Doctor есть две настройки: 118 и 135. Мы выбрали 135. Включите станок и вставьте патрон в порт. Медленно вставьте патрон в станок, пока патрон не сядет в порт. Вы можете услышать, как бита соприкасается с вращающейся заточной головкой.
Нажимайте на порт направляющей вверх, пока он не коснется штифта наверху. Вы готовы к заточке. Медленно вращайте патрон по часовой стрелке, считая каждую половину оборота. Каждое четное число — это один ход. Большинству бит требуется 20-40 вращений, чтобы завершить процесс заточки. Работайте битой до тех пор, пока она не перестанет шлифоваться. Время от времени вы можете проверять свой прогресс.
Заточка прекратилась, но лезвие еще не заточено, видны сколы краев и краска еще.Бит, похоже, немного отступил назад, поэтому мы выровняли его и начали заново.
Правильно заточенное долото будет иметь чистое долото (режущая кромка), пятку ниже острия (так называемый положительный рельеф), а угол долота должен составлять 1-1:30, если смотреть на долото, как показано на рисунке. Если угол находится на 2 часа, попробуйте еще раз, только переместите метку на 1-2 места вправо. Если угол долота равен 12:45, переместите его влево. Вы можете точно отрегулировать угол в соответствии с вашим сверлом, что является одной из замечательных особенностей Drill Doctor.
Если вы не разделяете точку, все готово. Если вы раскалываете точку, держите биту в патроне и переходите к следующему шагу. С помощью Drill Doctor очень просто разделить насадку. После заточки просто вставьте биту в отверстие для раскалывания (сбоку станка) и медленно вдавите ее в движущийся точильный камень. Выньте патрон, поверните его на пол-оборота и повторите. Два шага и все. Раздвоенный наконечник помогает удерживать сверло по центру в более твердых материалах.
Отверстие сбоку предназначено для расщепления наконечника, что помогает удерживать сверло по центру.Несколько секунд с каждой стороны и готово.
Это сверло полностью заточено с новым разъемным наконечником.
Готов сделать несколько отверстий!Заточка сверл вручную — это вид искусства, который, безусловно, полезен, но сложен в освоении и требует много времени. Drill Doctor прост в использовании и стоит своих денег, чтобы выполнить работу. Этот автор регулярно отправляет своего 13-летнего сына работать в магазин с ведром старых сверл и сверлильным доктором. Это так просто.
Ознакомьтесь со всеми инструментами и оборудованием, доступными в NAPA Online, или доверьтесь одному из наших 17 000 пунктов обслуживания NAPA AutoCare для планового технического обслуживания и ремонта. Для получения дополнительной информации о том, как заточить сверла, поговорите со знающим специалистом в местном магазине NAPA AUTO PARTS.
Категории
Ноу-хау
Теги
Твердосплавные сверла, сверла, сверление, сверла HHS, техническое обслуживание инструмента, инструменты
Редуктор на всю жизнь, Джефферсон Брайант проводит в мастерской больше времени, чем где-либо еще. Его карьера началась в автомобильной аудиоиндустрии в качестве менеджера магазина, а затем он проложил себе путь до должности дизайнера продукции в Rockford Fosgate.