Сверло по металлу заточить: Как заточить сверло по металлу — РИНКОМ
Заточка сверла по металлу: рекомендации специалиста
Настоящий хозяин никогда не станет выбрасывать даже недорогие сверла и постарается заточить даже сломанное сверло, поскольку после заправки оно ещё может отслужить довольно долго. Но для этого необходимо восстановить его геометрию в соответствии с заводскими параметрами. Это отчасти касается и перового сверла по дереву. Как заточить сверла по металлу правильно, чем проводить заточку разберёмся прямо сейчас.
Поскольку металл тверже дерева, то о заточке свёрл по дереву можно не вспоминать долгие месяцы, а то и годы. Любой, даже самый мягкий металл, не сможет быть обработан тупым и изношенным инструментом. Кроме того, что о качестве отверстия можно забыть, используя тупые сверла, сам процесс сверления сопровождается перегревом инструмента, а это ещё больше изнашивает инструментальную сталь. В производственных условиях существуют специальные приспособления для заточки свёрл, есть и бытовые заточные станки для спиральных свёрл, но мастера, как правило, используют заточной станок универсальный, в крайнем случае, при наличии опыта, можно заправить сверло болгаркой.
Заточить сверло можно по нескольким методикам и от этого зависит твёрдость обрабатываемого металла, а также немаловажную роль играет и диаметр сверла. Однако в любом случае стоит обратить внимание на некоторые моменты:
- когда мы затачиваем сверло, его кромка должна быть строго параллельна оси заточного станка, в идеале — рабочей поверхности заточного круга;
- в процессе заточки нельзя спешить и оказывать излишнее давление на кромку;
- каждая режущая кромка на каждом сверле должна быть такой же длины, как и противоположная;
- для каждого металла необходимо хотя бы примерно соблюдать свой угол заточки.
Именно опираясь на последний пункт, необходимо соблюдать угол заточки, которые образуют режущие кромки:
- древесина, алюминий и хрупкие материалы требуют заточки под углом 140 градусов;
- силуминовые сплавы, магниевые, а также пластики отлично сверлятся при заточке сверла под углом 90 градусов;
- для сверления меди применяют угол заточки 125 градусов;
- 120-130 градусов — оптимальный угол для сверления мягкой бронзы и латуни;
- для сверления стали, чугуна и твёрдой бронзы применяют угол 116-119 градусов.


А как же соблюдать такую точность, ведь 120 от 118 градусов на глаз отличить довольно сложно? Конечно, сложно. Для этого существуют специальные шаблоны, по которым сверяют углы заточки кромок. Зная угол, такой шаблон можно запросто изготовить своими руками, а со временем угол будет получаться автоматически.
В зависимости от диаметра сверла, может применяться несколько методик правки кромок. К примеру, для сверла диаметром не более 3 мм применяют одноплоскостную заточку. Это значит, что рабочая кромка затачивается только в плоскости, параллельной рабочей поверхности заточного станка или его оси. Есть некоторые нюансы, поскольку при таком методе правки может выкрашиваться рабочая кромка сверла, если перестараться с усилием прижатия. Поэтому таким методом затачивать надо аккуратно, тем более, что сверла небольшого диаметра.
 В процессе заточки тело сверла слегка покачивается, тем самым придавая кромке коническую форму.
В процессе заточки тело сверла слегка покачивается, тем самым придавая кромке коническую форму.Победитовое сверло для сверления отверстий в бетоне затачивается ещё проще — для этого необходимо соблюдать угол между осью сверла и осью заточного станка строго 60 градусов, а угол поворота режущей кромки должен быть в пределах 170 градусов. Здесь спешить никак нельзя, поскольку есть риск сточить большую часть напайки, после чего сверло будет непригодно для использования, но имея определённые навыки, можно сточить металлическую часть сверла, освободив несколько миллиметров победитовой напайки, если есть такая возможность.
Самая распространённая ошибка при заточке спирального сверла любого диаметра — отрицательный угол между режущей кромкой и затылком. Чтобы этого избежать, необходимо просто следить, чтобы кромка в любом случае была выше затылочной части. Заправляйте инструмент правильно и удачной всем работы!
- Автор: Светлана Сергиенко
- 5
- 4
- 3
- 2
- 1
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!Заточка сверла по металлу своими руками (приспособление)
В зависимости от диаметра отверстия, материала заготовки и требуемой точности сверление может производиться один прием или производится двойное рассверливание, обычно к такому приему прибегают при необходимости получения больших диаметров отверстий. Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
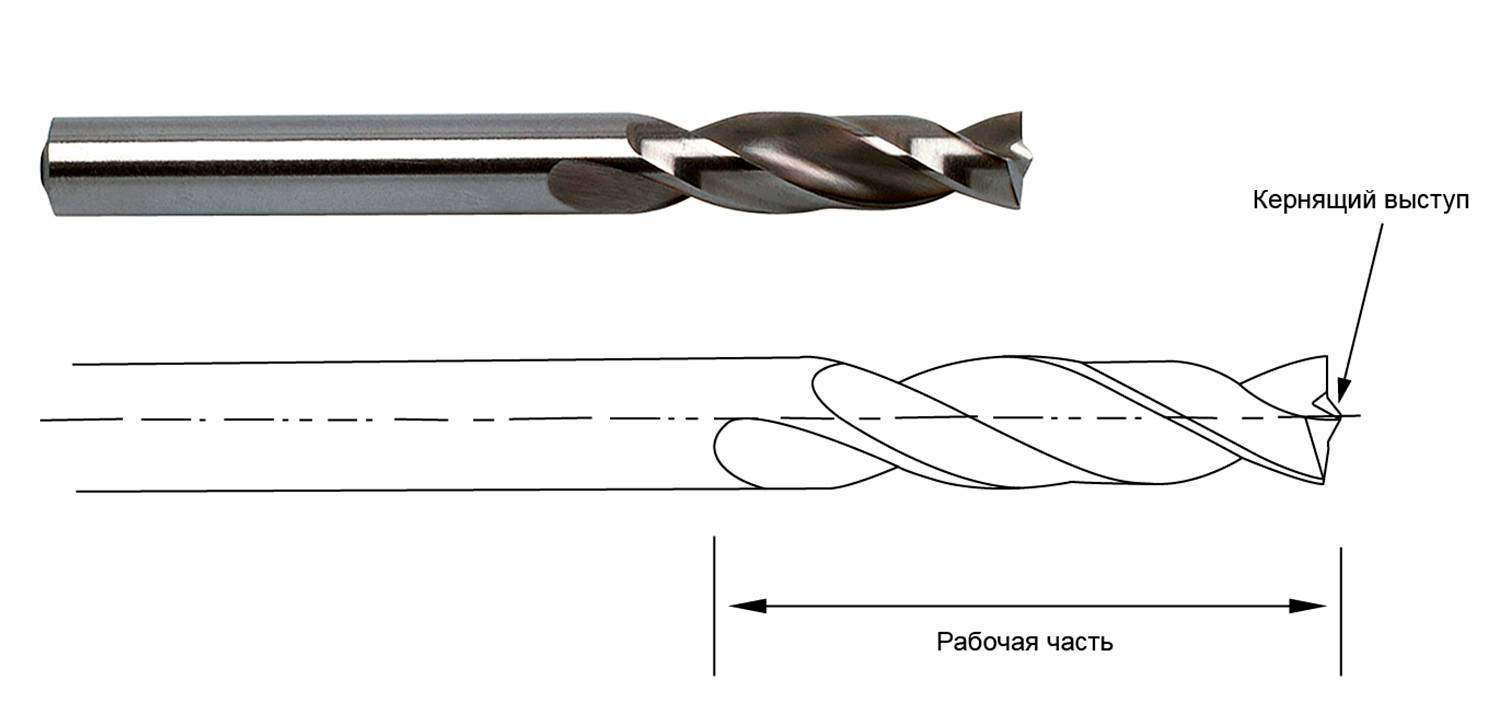
Устройство сверла
Рабочая часть состоит из режущих кромок, двух спиральных спинок, двух ленточек, которые связаны между собой перемычкой. Наружная поверхность инструмента образуется двумя узкими направляющими ленточками. Наружные поверхности которой образуют две спиральные канавки. По винтовым каналам, образованными спинками к режущей кромкой может подаваться охлаждающая жидкость, а также происходит удаление образующейся стружки.
Рабочая часть сверла образуется из режущих кромок, в большинстве применяемых сверел, их две. В зависимости от материала угол между режущими кромками может быть различным.
Таблица рекомендуемого угла заточки от материала заготовки.
| Угол заточки сверла | |
| Материал для сверления | Угол при вершине, град |
| Сталь чугун, твёрдая бронза | 110-120 |
| Латунь, мягкая бронза | 120-130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевые сплавы | 90 |
| Пластик, силумин | 90-100 |
| Пластмассы | 90-100 |
| Камень и другие хрупкие материалы | 140 |
Для закрепления в станке рабочего инструмента хвостовик может иметь цилиндрическую форму или коническую, которая выполняется по стандарту 1:20 и называется – конус Морзе. Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Таблица типоразмеров Конуса Морзе
| Обозначение, № Конуса Морзе | Конусность | Угол конуса | Угол уклона конуса |
| 0 | 1:19,212=0,0521 | 2 °58′ | 1 ° 29 ‘ |
| 1 | 1:20,047=0,0499 | 2 °51′ | 1 ° 25 ‘ |
| 2 | 1:20,020=0,0499 | 2 ° 51′ | 1 °25 ‘ |
| 3 | 1:19,922=0,0502 | 2 ° 52 ‘ | 1 ° 26 ‘ |
| 4 | 1:19,254=0,0519 | 2 °58 ‘ | 1 ° 29 ‘ |
| 5 | 1:19,002=0,0526 | 3 ° 00 ‘ | 1 ° 30 ‘ |
| 6 | 1:19,180=0,0521 | 2 ° 59 ‘ | 1 ° 29 ‘ |
Основные виды несоответствий, приводящие к отклонениям от заданных норм при высверливании отверстий:
1. Отклонение оси отверстия от заданного направления – причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
Отклонение оси отверстия от заданного направления – причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
2. Увеличение диаметра отверстия от заданного – причина: неправильная заточка, одна кромка режущей поверхности больше другой, не одинаковые углы 2 φ, биение шпинделя станка.
3. Превышение допустимой шероховатости обрабатываемой поверхности – причина: затупление сверла.
4. Перегрев сверла – причина: затупление сверла, повышенная подача или забитие канавок стружкой, наличие раковин или твердых включений в материале заготовки.
Если проанализировать причины брака при производстве отверстий в заготовках, то на первое место выходят две причины – это неправильная заточка и соблюдение режимов сверления.
Режимы сверления стали
Что касается режимов сверления, основным критерием является соблюдение подачи при работе.
Подачей при сверлении называется расстояние пройденное инструментом за один оборот. Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Таблица рекомендуемой зависимости оборотов шпинделя станка от диаметра сверла при резании не углеродистой нелегированной стали.
Рис.2Заточка сверла
Ручная заточка
Ручная заточка обычно происходит на обдирочно – заточных станках, проще говоря – точилах. Эти аппараты бывают разных типоразмеров от больших промышленных до бытовых небольших и имеют спаренный блок из 2 наждачных кругов. Камни различаются друг от друга размером зерен, как правило один из кругов из электрокорунда – материала предназначен для обработки стальных заготовок, в том числе для заточки сверл. На стандартных заточных станках устанавливаются прямоугольные круги, которые имеют следующие элементы: две торцевые части, периферийное поверхность, два ребра. Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Согласно руководство по эксплуатации техническому обслуживанию и ремонту на заточных станках имеются горизонтальные подручники (упоры, столики) которые располагаются строго перпендикулярно плоскости вращения круга. Зазор между подручником и абразивным кругом должен составлять не более 1 мм. Главная периферийная поверхность наждачного круга должна быть ровной, без впадин и выпуклостей. Для придания правильного размера торца (правки) поверхности используются державки с резцовой вставкой из эльбора – этот способ является простым и эффективным. В отдельных случаях вставку с эльбором можно держать в пасссатижах. Пример обработки круга показан на (Рис. 3)
Рис.3 Правка торца наждачного круга эльборовым резцом.При заточке обрабатываются режущие кромки задней поверхности, перемычка.
Режущая кромка образуется схождением канавки и задней поверхности или как ее еще называют затылком, именно задняя поверхность обрабатывается на точильном станке для придания режущей кромке остроты и нужной и геометрии. Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Наклон режущей кромки можно проконтролировать специальным шаблоном приставив его к середине сверла, если специального шаблона нет, его легко вырезать из любого листового металла или жести, таким образом упрощается контроль за главным параметром сверла – углом, образованным режущими кромками, или его еще называют углом при вершине. Он имеет различные значения и могут доходить до 120 °.
Еще можно ориентироваться на угол между режущей кромкой и осью сверла. Для контроля параметра шаблон прикладывается к боковой поверхности и затылочной части. Здесь должна быть половина угла, то есть – 60 °.
Ещё один очень важный параметр при заточке — это симметричность, проще говоря, кромки должны быть одинаковыми по длине и углу наклона.
Рис 4. Замер шаблоном угла заточкиПравильное расположение руки при удержании сверла
для того чтобы правильно сориентировать положение сверла относительно торцевой поверхности круга на подручнике наносится маркером черту с наклоном 60°.
Это черта будет служить ориентиром для положения тела сверла. Инструмент ложится боковой поверхностью на указательный палец или пальцы ладони, которые опираются на подручника, сверху сверло прижимается большим пальцем, вторая рука держит сверло за хвостовик и управляет его движением вверх-вниз, а также фиксацией в нужном положении.
В режиме заточки участвуют обе руки, наклон хвостовика допустим, когда он будет ниже режущей кромки, а не наоборот.
Рис 5 . Удержание сверла при заточке
Сверло ориентируется так чтобы режущая кромка было горизонтально торцу кругам и очень важно чтобы при заточке торцевой поверхности сверла режущая кромка сохраняла горизонтальное положение относительно поверхности точильного камня при снятии металла с задней поверхности.
Если посмотреть сбоку на положение круга и сверла, то видно, что радиус круга уже готов предать задней поверхности наклон, чем меньше диаметр круга тем наклон больше.
Движение сверла при заточке следующие:
- Аккуратно подводится режущая кромка до касания с абразивом и легко прижимается, после чего сразу начинается движение хвостовика, вниз не ослабляя нажима до конца прохождения;
- Далее следует незначительные отвод сверла для его поворота на 180 °для заточки второй кромки Режущая кромка как в первом случае выставляется горизонтально, задняя поверхность обрабатывается аналогично как в первом случае, важно следить за чтобы все действия были одинаковы;
- Если же необходимо одну режущую кромку сточить больше чем другую, тогда несколько раз не меняя положение кромки делается необходимое количество обточек.
Для людей владеющий левой рукой лучше чем правый возможна смена рук с соблюдением всех правил.

Заточные станки «Энкор»
Модельный ряд заточных станков «Энкор» разнообразна. Диапазон мощности от 0,2 до 2,5 КВт и современные разработки позволяют использовать приборы в быту и в производственных мастерских.
Основное назначение данного прибора – это обработка инструмента, заточка сверл, уборка заусенец, снятие фасок. Линейки заточных станков «Энкор» выпускаются двух серий, первая – бытовая – предназначена для не частого использования в быту, и вторая – « Эксперт» для работы в профессиональном направлении для производственных мастерских.
Изделия «Энкор» отличаются высокой надежностью, в них применены пыле-влаго защищенные однофазные асинхронные двигатели, которые рассчитаны на долгое время работы без перегрева. Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Чугунное основание делает аппарат очень устойчивым. Литой корпус придает станку жесткость. Размеры заточных кругов варьируется от 125 до 250 мм. Благодаря широкой линейке изделий заточных станков «Энкор» можно выбрать изделие для выполнения точных операций и черновых работ. Быстрая смена наждачных кругов разной зернистости в совокупности с высокими оборотами двигателя превращает каждый станок в универсальный инструмент, который способен выполнять широкий спектр задач.
В комплектации заточного станка поставляется: Круги различные зернистости, регулируемые упоры, защитные кожуха, защитные экраны. Некоторые модели комплектуются увеличительным стеклом.
Универсальное приспособление для заточки из обычной гайки
А если необходимо заточить сверло без заточного станка?
Предлагаем сделать приспособление буквально за несколько минут из обычной гайки, сверло будет точиться при помощи болгарки быстро и точно.
Для приспособления подойдет гайка от М26 и больше.
Этапы изготовления (смотрим по этому поводу видио) :
- зажимаем гайку в тиски и по граням делаем пропилы болгаркой
- напильником убираем заусенцы с пропило
- выравниваем неровности граней гайки, обточив их напильником.
Выточки от 2 до 4 мм одинаковые для каждой грани.
Рабочий диаметр можно затачивать в таком приспособлении от 2 до 10 мм.
Вставить инструмент в направляющие пропилы и зажать хвостовик вместе с гайкой в тиски, выдвинув наконечник инструмента над гранью гайки не более 5 мм.
Далее болгаркой затачивается выступающую часть ориентируясь на наклон граней гайки.
Проверка угла заточки проводится шаблоном из приваренных между собой гайками, прислонив заточенную часть между ними, ориентируясь на полученный угол 120 ° . При использовании для заточки с подобным приспособлением станок, то гайка с инструментом зажимается в обычную струбцину.
Усовершенствование приспособления
Но если не хочется заморачиваться струбциной можно усовершенствовать приспособление сделав в гайке до половины треугольный пропил и зажать инструмент сверху болтом вкручивая его в приваренную гайку меньшим диаметром.
Станок для заточки спиральных сверл
Заточка свела на специальных станках
Partner PP-13
Линейка станков Partner PP-13D; PP-13С; PP-13U основным различием является комплектация, все станки комплектуются цанговыми держателем кроме модели РР-13U. Эта модель комплектуется шестикулачковым прецизионным патроном
На всех станках применяется диски CBN-200. Диск для заточки затыловочной части из твердосплавных сплавов приобретается отдельно, все диски универсальные подходят ко всей линейке.
Станок PP-13С предназначен для заточки инструмента от 2 до 13 мм с углом заточки от 90 до 135 °. Скорость вращения диска 5200 оборотов в мин., мощность 180 Вт. Питание с от сети переменного тока 220 В. Вес 10 кг.
Модель комплектуется цанговыми держателями в количестве 11 штук. В станке предусмотрено 3 вида обработки: по задней поверхности подреза хвостовика, заточка инструмента происходит по задней поверхности с затыловкой и подточкой поперечной режущей кромки.
Для заточки выбирается цанга соответствующая диаметру рабочей части и устанавливается в патрон. Регулятором, находящимся на верхней панели прибора, устанавливается диаметр рабочей части инструмента.
Затем собранная заготовка вставляется в отверстие для затоки режущей кромки и происходит заточка. Обрабатывается сначала одна кромка затем вторая.
Станок Patner PP-13С предназначен для заточки спиральных сверл по металлу диапазоном от 2 мм до 13 мм с правой спиралью и двумя стружкоотводящими канавками.
Данные станки очень просты в эксплуатации, навык в работе приобретается очень быстро в течение 15 минут после пробной заточки. Точность заточки составляет две сотые миллиметра. Для твердосплавных напаек диск SDC – 200 приобретается отдельно.
Дополнительные технические характеристики:
- Габариты – 320×180×190 мм;
- Вес – 10 кг.
- Комплектация:
- Набор цанг от 3 мм до 13 мм; Держатель для цанг; Диск CBN для быстрорежущей стали; Шестигранники.
- В руководстве по эксплуатации более подробно описано устройство техническое обслуживание и ремонт.
- Дополнительно: Диск SDC-200 для твердого сплава.

Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+74951086120
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+74951086120
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Как заточить сверло за 5 простых шагов (руководство «Сделай сам»)
До недавнего времени я никогда не затачивал сверло, так как считал, что это работа для профессионалов. Потом друг рассказал мне, как это было легко, и с тех пор я не покупал новое сверло.
Потом друг рассказал мне, как это было легко, и с тех пор я не покупал новое сверло.
Я исследовал, как заточить сверло, и нашел несколько способов с использованием различных инструментов и приспособлений. Я попробовал несколько из них, но самый простой процесс, который я нашел, — это тот, который я покажу вам в этом руководстве.
Итак, если вы хотите сэкономить немного денег, читайте дальше.
Как работает сверло?
Существует много типов сверл, потому что каждый из них имеет особый способ сверления отверстия. Наиболее распространенные материалы, с которыми приходится иметь дело сверлам:
- Дерево
- Металл
- Кирпичная кладка (кирпич, бетон, камень)
- Керамика/стекло
Производители обычно изготавливают сверла из углеродистой или быстрорежущей стали. Биты по каменной кладке часто имеют наконечник из карбида вольфрама, что затрудняет их заточку с помощью стандартной шлифовальной машины, но вам все же следует время от времени приводить в порядок режущие кромки.
Прежде чем мы перейдем к пошаговым инструкциям, давайте рассмотрим части сверла и различные приспособления для заточки.
Анатомия сверла
Изображение предоставлено The International Journal of Advanced Manufacturing Technology (Aamir et al., 2019)В этом руководстве важно учитывать угол при вершине и режущую кромку. На приведенном выше рисунке показано типичное сверло, используемое для сверления дерева или металла, но те же термины применимы и к сверлам по камню.
Угол при вершине
Если вы посмотрите на кончик сверла сбоку, вы увидите поверхность с каждой стороны наклона кромки долота. Угол между поверхностями — это то, на что мы смотрим здесь.
Спиральные сверла, подобные показанному выше, изготавливаются с углом при вершине 118⁰. Биты по каменной кладке и тяжелые металлические биты имеют гораздо более тупой угол 135⁰, потому что они не должны быть такими острыми.
Режущая кромка
Режущая кромка — это плоская поверхность на конце сверла, которая входит в канавку — это то, что выполняет тяжелую работу. При заточке сверла вы будете работать от этого края (передней поверхности) к изогнутой части, ведущей ко второй канавке.
При заточке сверла вы будете работать от этого края (передней поверхности) к изогнутой части, ведущей ко второй канавке.
После заточки наконечника на стыке двух режущих кромок должна быть четко очерченная кромка долота.
Приспособления для заточки
Существует множество приспособлений, которые помогут вам заточить сверло, некоторые из них лучше, чем другие. Большинство этих устройств работают, удерживая сверло под точным углом (118⁰) к шлифовальному станку. Другие прикрепляются к дрели и действуют как шлифовальный круг.
Есть несколько устройств, которые делают и то, и другое. т.е. держите сверло под правильным углом, пока внутренняя шлифовальная машина выполняет заточку. Одним из лучших на рынке является Drill Doctor, но при стоимости от 110 до 230 фунтов стерлингов вам нужно заточить много сверл, чтобы это окупилось.
Если у вас есть настольная шлифовальная машина, шлифовальная насадка Sealey стоит менее 30 фунтов стерлингов, и вы можете использовать ее с широким диапазоном размеров бит.
Однако я не считаю, что 118⁰ необходима для создания острого сверла. Важно, чтобы две стороны головки биты были равны по ширине и углу.
В приведенных ниже пошаговых инструкциях я покажу вам, как заточить сверло от руки, используя только настольную шлифовальную машину. Но сначала давайте рассмотрим необходимые инструменты и материалы.
Инструменты и материалы
Прежде чем начать, убедитесь, что у вас есть все перечисленные ниже инструменты.
Инструменты
- Настольный шлифовальный станок
- Угловая шлифовальная машина или многофункциональный инструмент (для сверл с острым концом)
- Напильник с безопасным лезвием 150 мм x 16 мм x 4 мм (для перьевых сверл)
Материалы
- Банка с холодной водой.
Меры по охране здоровья и технике безопасности
Носите защитные очки и маску для лица (по желанию), но не перчатки, так как они могут попасть в кофемолку.
Держите пальцы подальше от конца сверла.
Как заточить сверло — пошаговые инструкции
Следуйте приведенным ниже инструкциям, чтобы получить идеально острые сверла.
Шаг 1: Подготовка
Очистите место и убедитесь, что вы надежно закрепили настольный шлифовальный станок. Уберите любую легковоспламеняющуюся жидкость, потому что будут летать искры.
Поставьте рядом банку с холодной водой, чтобы окунуть в нее сверло, так как оно быстро нагревается.
Шаг 2. Осмотрите сверло
Наконечник спирального сверлаОсмотрите спиральные канавки (канавки) на наличие застрявшего мусора. Удалите мусор с помощью любого заостренного инструмента, например плоской отвертки.
Проверьте кончик сверла, чтобы убедиться, что кромка долота все еще хорошо очерчена. Кроме того, посмотрите на режущие кромки и убедитесь, что наклон с каждой стороны кромки долота одинаков. Вы постараетесь решить эти возможные проблемы при заточке сверла.
Шаг 3: Начните заточку
Запустите шлифовальную машину и поднесите к ней сверло, используя подручник для поддержки головки. Сверло должно быть 60⁰ для сверла по дереву/металлу и 67⁰ для сверла по камню (примерно равно половине исходного угла при вершине).
Я знаю, это звучит очень точно, но в основном держите наклонный наконечник параллельно поверхности шлифовального круга.
Слегка надавите на колесо. Цель состоит в том, чтобы удалить изношенный материал, а не уменьшить размер.
Совет профессионала: Не позволяйте бите перегреться. Продолжайте следить за любым изменением цвета (красным или синим). Перегрев приведет к отжигу стали, что сделает ее непригодной для резки более сложных материалов, таких как металл.
Делайте это 5-секундными интервалами, а затем опускайте конец сверла в воду, чтобы охладить его. Проверьте кончик биты, чтобы увидеть, как она работает — в этом поможет увеличительное стекло. Ищите любые неровности на поверхности и исправьте их на следующем шаге.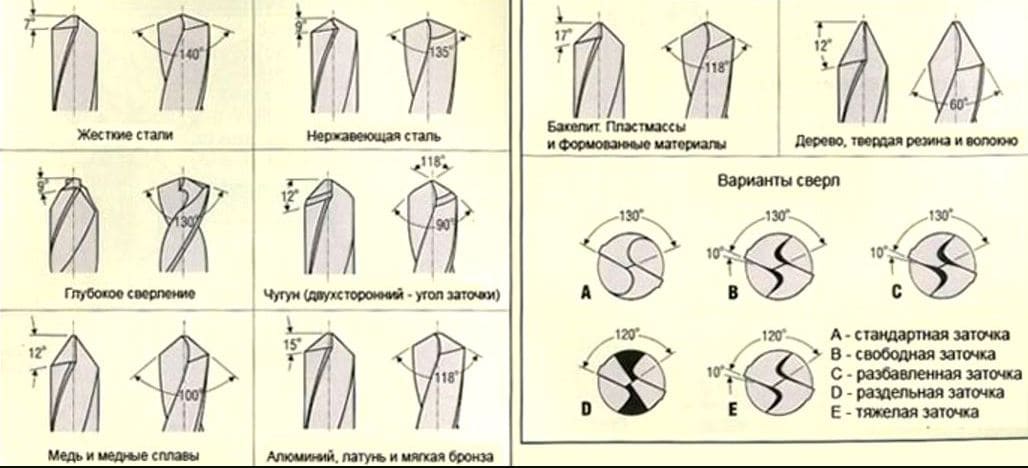
Слегка поверните сверло, чтобы получить изогнутую поверхность на кончике.
Чтобы убедиться, что каждая сторона режущей кромки обрабатывается одинаково, поверните сверло на 180⁰ после двух или трех проходов и повторите процесс такое же количество раз.
Вы поймете, что сделали все правильно, когда осмотрите наконечник сверла. Между каждой стороной заточенного наконечника должна быть прямая линия — кромка долота. И помните, цель состоит в том, чтобы иметь равные стороны наконечника биты.
Этап 4: Дополнительные шаги для сверла по каменной кладке
Сверло по каменной кладкеНаконечник шире стержня сверла по каменной кладке, а режущие кромки часто забиваются кирпичной пылью или цементом. Вы можете удалить это с помощью шлифовального круга, но может быть проще использовать острый инструмент, как в шаге 2, особенно на меньших сверлах.
Приложите сверло к шлифовальному станку, как в шаге 3. Вам нужна плоская поверхность на кончике сверла по каменной кладке, а не изогнутая, поэтому не вращайте сверло во время шлифовки.
Теперь вам нужно притупить край долота. Этот шаг может показаться странным, но сверла по камню работают иначе, чем сверла по дереву или металлу. т.е. сверла по каменной кладке пробиваются через кирпич или бетон вращательным движением, удаляя материал по мере сверления.
Если край стамески и режущие кромки слишком острые, они могут сломаться, поэтому слегка проведите кончиком биты по шлифовальному станку, чтобы удалить эту остроту.
Этап 5: Шнековые сверла
Шнековое сверло имеет заостренный наконечник, который просверливает направляющее отверстие, за которым следует больший корпус сверла.
В этом руководстве рассматриваются два типа буровых долот: остроконечное и лопастное . То, как мы обостряем эти два типа, отличается от описанного выше по причинам, которые становятся очевидными.
Сверло Brad Point
Сверло Brad Point Эти сверла обеспечивают исключительную точность. Острие может быть резьбовым (как брадавл) или пирамидальным (как показано выше).
Угол при вершине 180⁰ (плоский), но для сверления твердой древесины режущие кромки слегка загнуты вверх на внешней кромке или краю, образуя шпоры.
Вам понадобится тонкий отрезной диск, например, угловая шлифовальная машина, чтобы заточить насадку для заточки. Он не обязательно должен быть мощным, многофункциональная шлифовальная машина хорошо справляется со своей задачей, но он должен быть узким, чтобы добраться до режущей кромки, не повредив острие.
Чтобы заточить с помощью многофункционального инструмента, выполните следующие действия:
Важное примечание . Эта задача требует работы крупным планом, поэтому вы должны носить защитные очки.
- Вставьте насадку-шлифовальную машину в многофункциональный инструмент.
- Держите многофункциональный инструмент неподвижно и прижмите сверло к вращающейся шлифовальной машине, как если бы вы использовали настольную шлифовальную машину (шаг 3 выше).
- Работайте со стороны точки, примыкающей к плечу, но не врезайте ее.
- Посмотрите на плечо. Прямая режущая кромка приемлема для хвойных пород дерева, но вы должны наклонять уступ к острию, чтобы образовались шпоры для сверления твердых пород дерева.
- Поверните сверло на 180⁰ и повторите процесс.

Лопаточное сверло
Лопаточное сверло по принципу работы похоже на сверло с острым концом, но позволяет просверливать отверстия гораздо большего размера в древесине, пластике и подобных материалах.
Вы можете использовать настольную шлифовальную машину для заточки этих бит или угловую шлифовальную машину, как указано выше, но я использую альтернативный метод для этого руководства.
Чтобы заточить с помощью напильника с узким безопасным лезвием, выполните следующие действия:
- Зажмите сверло в тисках, если они у вас есть — это необязательно, но с ними легче работать двумя руками, а не одной рукой.
- Используйте безопасный напильник, чтобы заточить заднюю часть острия после скоса. Достаточно 5 или 6 ударов. Гладкий край напильника предотвращает врезание в плечо.
- На изображении выше видно, что режущие кромки плоско изношены. В этом случае вам необходимо восстановить скос 10-15⁰ на режущей кромке и шпоры (биты, торчащие на концах).
- Используйте плоский напильник с гладким краем напротив острия и шероховатым краем, чтобы сформировать шпоры. Этот процесс требует немного больше усилий, так как вы должны удалить металл, чтобы получить желаемую форму.
- Переверните сверло и повторите процесс с другой стороны, начиная с острия, а затем с режущей кромки. Нанесите одинаковое количество ударов с каждой стороны, чтобы сохранить сбалансированное сверло
 Достаточно 5 или 6 ударов. Гладкий край напильника предотвращает врезание в плечо.
Достаточно 5 или 6 ударов. Гладкий край напильника предотвращает врезание в плечо.Как заточить сверло. Заключительные мысли
Существует множество способов заточки сверла, но вам не нужны причудливые приспособления. Попробуйте использовать инструменты, которые у вас есть, или купите инструменты, которые вы сможете снова использовать для других работ. В этом руководстве я показал несколько альтернатив, но идеи взаимозаменяемы.
В этом руководстве я показал несколько альтернатив, но идеи взаимозаменяемы.
Если вы предпочитаете наглядную демонстрацию, нижеприведенное видео Томаса Фокса покажет вам, как получить идеально острое сверло с помощью основного метода, описанного выше.
Как заточить сверло — Progressive Dairy
Мы все знаем дрель (каламбур). Вы в бешеном порыве, чтобы что-то починить и вернуть в онлайн. Все, что вам нужно, это просверлить одно отверстие и пропустить через него болт, чтобы закрепить все на месте, и все готово.
Брэд Нельсон
Перевозчик сена на пенсии
Электронная почта Брэда Нельсона
Связанные
Вы берете дрель и сверло, а затем — упс — сверло, которое вы схватили, такое тупое, что вы сомневаетесь, что оно пробьет грязь.
Процедура заточки сверла довольно проста. Во-первых, посмотрите на новое сверло и обратите внимание на углы и положение краев режущего наконечника на сверле. Теперь все, что вам нужно сделать, это сделать так, чтобы использованная, тусклая или сломанная бита выглядела так.
Большинство настольных шлифовальных станков имеют угловое углубление на подручнике. Это близко к правильному углу для большинства сверл.
Если вы поместите две шестигранные гайки рядом друг с другом с соприкасающимися плоскими сторонами, угол в форме буквы «V» между двумя гайками будет тем же углом (или формой), который вы хотите получить на готовой заостренной насадке ( Фото 1 ).
РекламаС соответствующими средствами безопасности (такими как защита для глаз) держите сверло рядом с точильным камнем на точильном станке. Для большой насадки, для восстановления режущей кромки которой необходимо удалить много металла, начните с грубого шлифовального круга, а затем завершите заточку с помощью мелкого или более гладкого камня.
Поместите палец левой руки на подручник и положите сверло на этот палец под правильным углом. Вы будете использовать этот палец в качестве точки опоры, чтобы вращать сверло, удерживая его на шлифовальном круге во время заточки (, фото 2, ).
Обратите внимание, что кромка шлифовального круга должна быть гладкой и плоской. Если это не так, используйте инструмент для правки, чтобы сгладить и сгладить его.
Держите режущую кромку одной канавки насадки параллельно поверхности шлифовального круга. Аккуратно прижмите его к колесу, пока не увидите искры на самом кончике режущей кромки.
Если вы видите искры, но их нет на кончике режущей кромки, значит, вы шлифуете позади (под) кончиком. Поднимайте торец сверла до тех пор, пока на его кончике не появятся искры.
Теперь, удерживая режущий наконечник параллельно поверхности камня, аккуратно поверните торец сверла вниз, и, когда вы делаете это пальцем левой руки в качестве точки опоры, наконечник поднимется, и при этом осторожно прижмите его к колесу, чтобы шлифовать о сверло за (под) режущим наконечником.
Искры, которые вы видите в начале, возникают от шлифовального круга, сглаживающего и затачивающего кончик режущей кромки. Когда вы раскачиваете сверло, поднимая кончик режущей кромки от шлифовального круга, вы удаляете металл за наконечником, так что режущий наконечник будет самой высокой частью сверла, когда он соприкасается с металлом в отверстии, которое вы будете сверлить.
Обычный результат новичка — оставить пятку флейты выше режущего кончика, и в этом случае острая кромка не будет касаться металла ( Фото 3 ).
Процедура в моем магазине заключается в подкрашивании сверла после каждого использования. Таким образом, когда я тороплюсь, все биты четкие. Если вы делите мастерскую с другими, может быть проще просто спланировать заточку сверла перед его использованием. Требуется около 30 секунд, чтобы подправить биту, и не более минуты, чтобы вернуть изношенную, сломанную или сколотую биту.
Обратите внимание, что форма канавок меняется от тонкой к более толстой от кончика к торцу сверла. Если вы имеете дело со сломанным трензелем, вы все равно сможете сделать острую режущую кромку, но кончик будет выглядеть толстым и некрасивым по сравнению с кончиком, обращенным к исходному концу трензеля.
Это не значит, что вы его потеряли, просто изменилась форма канавок на сверле.
Доступны различные типы сверл. Черная окись будет самой дешевой, за ней следуют биты, покрытые нитридом титана. Они будут иметь золотой цвет. Основной металл обычно один и тот же, но покрытие из нитрида титана (олова) должно охлаждать биты. Кобальтовые сверла доступны в два-три раза дороже.
Черная окись будет самой дешевой, за ней следуют биты, покрытые нитридом титана. Они будут иметь золотой цвет. Основной металл обычно один и тот же, но покрытие из нитрида титана (олова) должно охлаждать биты. Кобальтовые сверла доступны в два-три раза дороже.
Биты из кобальта легированы, поэтому они очень твердые, но не хрупкие. Вы заметите, что острое «обычное» сверло будет откалываться вдоль режущей поверхности при небрежном или интенсивном использовании. У меня есть набор кобальтовых бит, которые работают так, как рекламируется, и мне еще не нужно было их затачивать. Они также хранятся вне поля зрения.
Есть несколько необычных приложений, которые требуют особого подхода. Мягкие, но прочные материалы, такие как экзотические пластмассы, используемые в качестве скользящих деталей для защиты стальных деталей от износа или для обеспечения возможности скольжения деталей под давлением без смазки, имеют особые потребности.
При обычном или агрессивном шлифовании сверла захватывает и пробивает эти материалы, не прорезая круглого отверстия.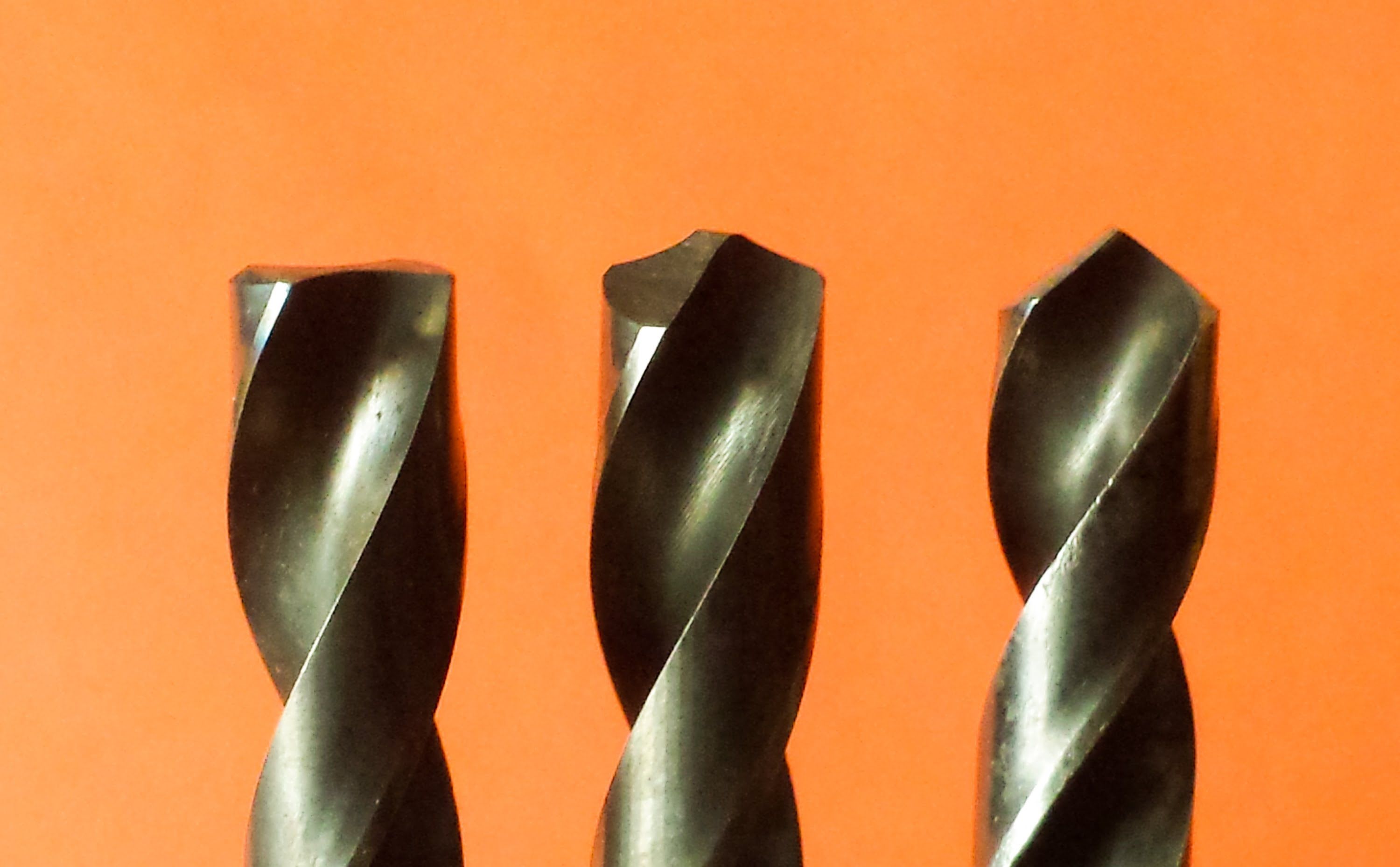
Заточите сверло для этого материала так, чтобы пятка канавки была чуть ниже режущей кромки. Это поможет, но не остановит стремление сверла пробить более мягкий материал.
Другая помощь заключается в том, чтобы заточить насадку так, чтобы угол острия был ближе к прямому углу хвостовика насадки, чем обычно. Это также заставит сверло вгрызаться в меньшее количество материала, чем обычно.
Чтобы просверлить только неглубокое отверстие или сделать зенковку для головок болтов, которые вы хотите утопить с поверхности, возьмите воротник вала и прикрепите его к концу сверла, чтобы оно не позволяло сверлу углубиться глубже, чем вы хотите.
Может показаться, что вы занимаетесь ракетостроением, работая с некоторыми из этих материалов, но на самом деле это не так. Просто узнайте, как различные материалы реагируют на механическую обработку и сверление.
Дополнительные советы по сверлению
Пилотное отверстие не всегда подходит для толстой стали. Тепло, выделяемое при сверлении пилотного отверстия, может вступать в реакцию с примесями в стали, вызывая ее точечную закалку, поэтому при попытке просверлить полноразмерное отверстие после меньшего пилотного отверстия сверло большего размера подойдет к закаленной точке и перестанет резать металл.
Смазочно-охлаждающая жидкость (нарезание резьбы и т. д.) облегчит работу по сверлению.
Дорогие и крупногабаритные сверла обычно имеют три лыски на торце хвостовика сверла. Здесь кулачки сверлильного патрона должны зажать сверло. Плоскости предотвращают скручивание биты внутри патрона, когда бита попадает в твердую точку, когда она начинает пробивать конец отверстия.
Если то, что вы сверлите, заставляет ваше сверло делать это, вы можете сделать свои собственные лыски с помощью шлифовальной машины.
На остановку и повторную заточку сверла уходит меньше времени, чем на его сквозную обработку. PD
ФОТО 1: Это правильный угол для наконечника.
ФОТО 2: Используйте палец в качестве точки опоры, по которой можно катить сверло, перемещая его по точильному камню.
ФОТО 3: Верхнее долото заточено пяткой выше режущей кромки. Высокий каблук будет удерживать режущую кромку на расстоянии от металла, который вы пытаетесь просверлить.