Сверла по металлу углы заточки: Как заточить сверло по металлу — РИНКОМ
Угол заточки сверла по металлу: таблица и рекомендации
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Ручная заточка сверла по металлу
Назначение и конструктивные особенности инструмента
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры.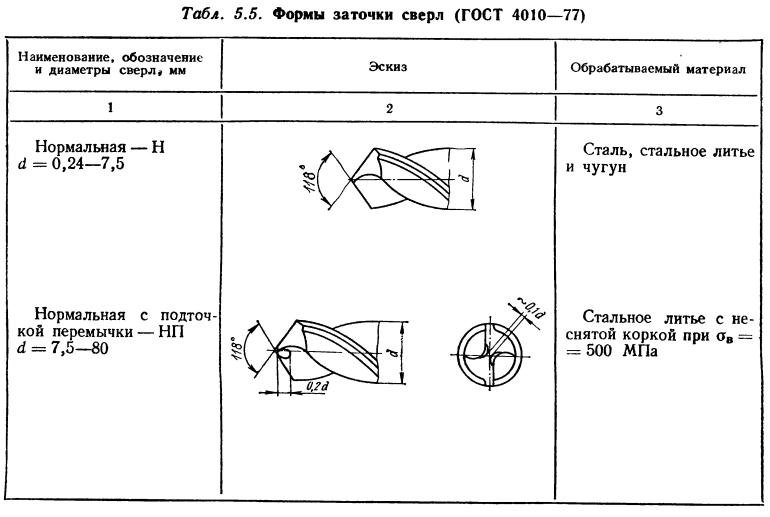 Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
ДПЭто двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.

Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.
Проверка углов заточки с помощью шаблона
Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
И в заключение небольшой видеоролик о том, как самостоятельно заточить сверло по металлу.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Способы заточки спиральных сверл
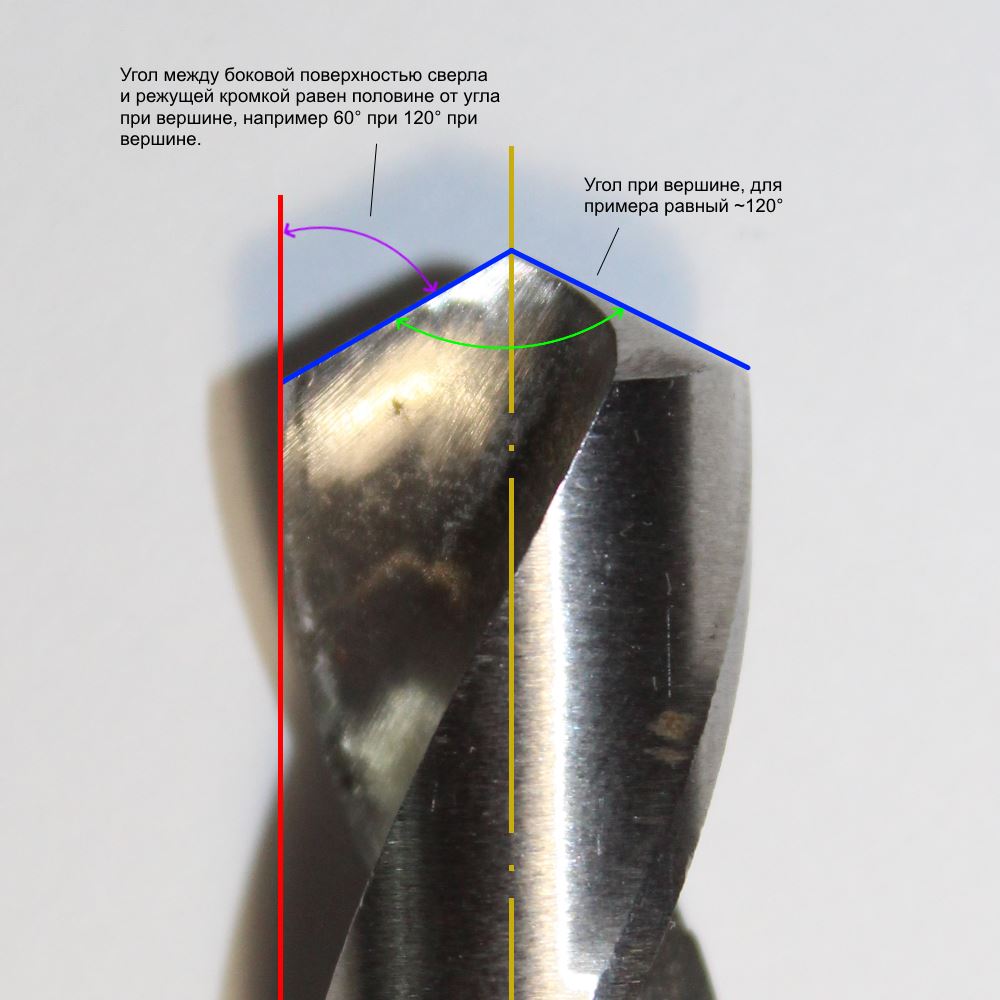
Режущая часть сверла состоит из двух режущих кромок, расположенных под определенным углом, который называется «углом заточки» или «углом при вершине сверла». Обычно он обозначается как Y . Этот угол во многом определяет рабочие свойства сверла. Он выбирается в зависимости от материала, для обработки которого предназначено сверло. См. таблицу.
|
Обрабатываемый материал |
Угол заточки сверла в ° |
|
Конструкционная сталь Нержавеющая сталь Чугун Сталь закаленная Алюминий Сплавы на основе магния Силумин Медь электролитическая Бронза и латунь Пластические массы Органическое стекло Целлулоид, эбонит |
116-118 120 118 125 130-140 110-120 90-100 125 130-140 50-60 70 80-90 |
Для ручного инструмента обычно предлагаются сверла с углом заточки 118°, которые являются наиболее универсальными. При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п., угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале. В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п., угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале. В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
Реже предлагаются сверла с углом заточки 130 — 135°. Как правило, это сверла из специальных быстрорежущих сталей, изначально предназначенные для работы по материалам с высокой твердостью.
Кроме угла заточки, на работу сверла в большой степени влияют и другие параметры геометрии режущей кромки.
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ — относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см. ниже.). Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания. Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
ниже.). Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания. Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины «перемычки». Считается нормальным, если длина «перемычки» за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше. Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки. Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Заостренная заточка со скосом по передней режущей кромке
Требует несколько больших усилий при ее выполнении, чем обычная заостренная заточка. По сравнению с ней, заточка со скосом по передней кромке более устойчива к ударам и к воздействию бокового усилия. Применяется при работах по твердым сталям и для рассверливания.
Заточка со скосом по задней режущей кромке
Называется также самоцентрирующейся заточкой. Перемычка практически исчезает. В результате отсутствует увод в сторону при засверливании, уменьшается усилие подачи, улучшается стружкообразование. После нормальной заточки такая заточка является самой распространенной.
Заточка под двойным углом
Существенно улучшает температурные режимы работы сверла за счет увеличения длины режущей кромки и повышения теплотдачи. За счет этого также возрастает стойкость сверла. Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
За счет этого также возрастает стойкость сверла. Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки). По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном. Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.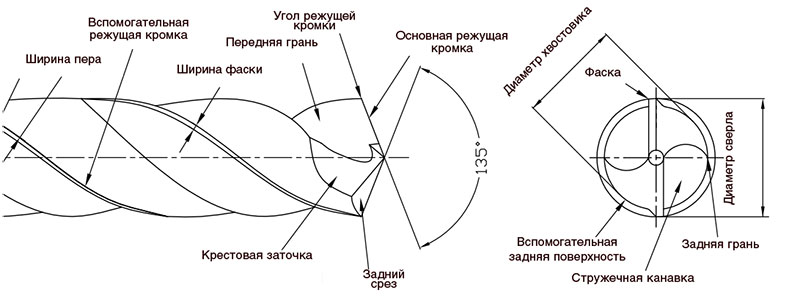
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 — 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки. Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Также следует особо отметить, что заточка должна быть симметричной. Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла. По этой причине при заточке сверла диаметром от 6 — 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм — 20,0 мм с шагом 0,05 — 0,1 мм.
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки. В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части. Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
Металлорежущий инструмент широко представлен в каталоге интернет-магазина AIST.
Способы сверления металла: свёрла и приспособления
Просверлить отверстие в металле — что может быть проще? Есть, однако, в этой слесарной операции довольно много тонкостей, касающихся правильного выбора инструмента, заточки и режимов резания. Обо всех нюансах сверления металла сегодня расскажет Rmnt.ru.
Обо всех нюансах сверления металла сегодня расскажет Rmnt.ru.
Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.
Конструкция спирального сверла по металлу
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки
Рекомендуемые углы заточки сверла по металлу
Каждая кромка также имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.
Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.
Шаблон для проверки угла заточки свёрл
Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточки
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики. Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.
На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.
При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.
Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой. Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима. Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.
Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.
Правильное движение при заточке сверла
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев. При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок. Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.
Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.
Стачивание перемычки сверла
Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.
При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.
Заточка сверла для тонкого листового металла
В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.
Ступенчатое сверло по металлу
Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом. Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.
Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.
Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.
Правильная стружка при сверлении металла
Если сверло не врезается в металл, а трёт по нему с характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться и поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.
Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд.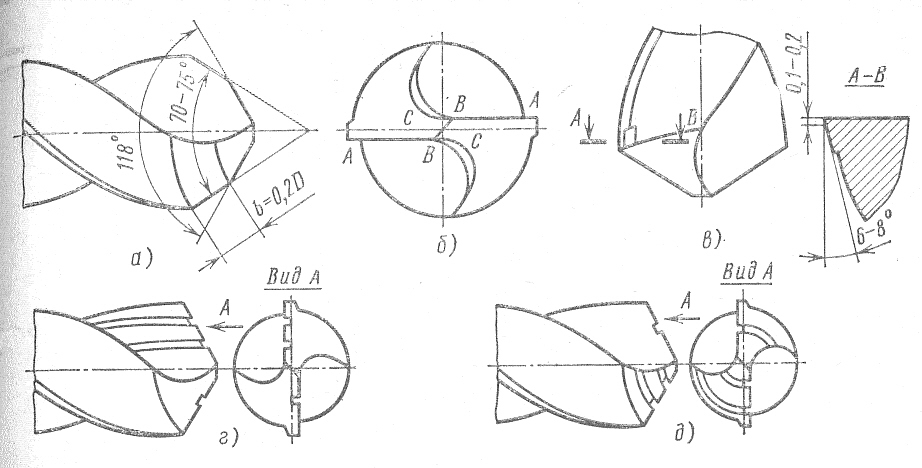 На выходе из детали требуется ослабить нажим и немного увеличить обороты.
На выходе из детали требуется ослабить нажим и немного увеличить обороты.
Сверление металла коронкой
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок. Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой.
Видео по теме
[embedded content]
[embedded content]
© рмнт.ру, Игорь Максимов
24.06.19
rmnt.ru
Советы и рекомендации по сверлению
Необходимая длина сверла зависит от типа выполняемой работы, включая материал, выполняемую операцию и используемый инструмент. Выбор правильной длины сверла действительно важен, если вы не хотите тратить время на сломанные инструменты.
Спиральные сверла являются наиболее распространенным типом сверл. Они используются для повседневного сверления всех типов материалов. Они являются наименее дорогими из сверл и доступны в метрических тоннах размеров, наконечников и материалов (шутим, кто использует метрические?)*.
По сути, более короткое сверло прочнее и с меньшей вероятностью будет блуждать или сломаться, но оно может не иметь досягаемости, необходимой для всех видов работ. Спиральные сверла, используемые в автоматизированном оборудовании, имеют фактическую длину (например, 4-1/2 дюйма). Однако большинство спиральных сверл для портативных дрелей имеют градуированную длину, которая отличает их друг от друга.
Однако большинство спиральных сверл для портативных дрелей имеют градуированную длину, которая отличает их друг от друга.
* Мы тоже шутим про метрическую шутку, господи.
Диапазоны длины спиральных сверл включают:
Длина — Эти плохие мальчики являются наиболее распространенными спиральными сверлами.Они обеспечивают довольно хороший компромисс между длиной и прочностью, что делает их подходящими для большинства приложений общего назначения. Сверла Jobbers различаются по длине в зависимости от их диаметра и обычно имеют длину канавки, в 9–14 раз превышающую диаметр резания.
Длина механики — Длина механики короче, чем у средних джобберов (ха). Они больше подходят для узких мест (меньше вероятность поломки), но все же допускают разумную длину канавки.
Длина шуруповерта — Эти сверла часто называют «укороченными» и являются самыми короткими обычными сверлами.Как следует из названия, эти сверла изначально были разработаны для винтовых станков. Они обладают хорошей прочностью и обеспечивают большой дополнительный рабочий зазор.
Они обладают хорошей прочностью и обеспечивают большой дополнительный рабочий зазор.
Extra Length — Это сверхдлинные сверла (до 18 дюймов) с канавками по всей длине сверла. Дополнительная длина делает их более хрупкими, чем сверла меньшей длины, и поэтому их легче сломать. Из-за этого, как правило, лучше всего просверлить как можно глубже сверлом длиной джоббера (или короче), прежде чем закончить работу сверлом дополнительной длины.
Удлинитель для самолета — Хотя эти буровые долота аналогичны по длине буровым долотам увеличенной длины, удлинительные долота для самолетов имеют приоритет досягаемости, а не глубины резания, а длина канавки больше похожа на длину канавки джобберов. Это соотношение делает сверло намного прочнее и с меньшей вероятностью изгибается и ломается. Как следует из названия, эти длинные самолеты были разработаны для использования в авиационной промышленности, вероятно, во времена Второй мировой войны.
Silver and Deming — Названные в честь компании из Салема, штат Огайо, сверла Silver и Deming отличаются не только длиной. Эти биты имеют длину 6 дюймов, длину канавки 3 дюйма и хвостовик диаметром 1/2 дюйма. Все долота Silver и Deming имеют диаметр резания более 1/2 дюйма в диапазоне от 33/64 дюйма до 1-1/2 дюйма. Они предназначены для использования в сверлильном станке.
Эти биты имеют длину 6 дюймов, длину канавки 3 дюйма и хвостовик диаметром 1/2 дюйма. Все долота Silver и Deming имеют диаметр резания более 1/2 дюйма в диапазоне от 33/64 дюйма до 1-1/2 дюйма. Они предназначены для использования в сверлильном станке.
Подробная информация об ошибке IIS 8.5 — 404.11
Ошибка HTTP 404.11 — не найдено
Модуль фильтрации запросов настроен на отклонение запроса, содержащего двойную управляющую последовательность.
Наиболее вероятные причины:
- Запрос содержал двойную escape-последовательность, а фильтрация запросов настроена на веб-сервере на отклонение двойных escape-последовательностей.
Что вы можете попробовать:
- Проверьте параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping в файле applicationhost.config или web.confg.
Подробная информация об ошибке:
| модуль | |
|---|---|
| RequestfilteringModule | |
| BeadRequest | |
| Handler | StaticFile |
| код ошибки | 0x00000000 |
| Запрошенный URL-адрес | http://www. biancogianfranco.com:80/agg%20area%20uk/drills/reharpening%20of%20the%20twist%20drill%20bits.pdf biancogianfranco.com:80/agg%20area%20uk/drills/reharpening%20of%20the%20twist%20drill%20bits.pdf |
|---|---|
| Физический путь | D:\inetpub\webs\biancogianfrancocom%20uk\agg%20area Сверла \ Resharpening% 20OF% 20Це% 20TWist% 20DRILL% 20bits.pdf |
| еще не определено | |
| вход в систему | еще не определено |
| Запрос Справочник по запросу | D: \ logFiles \фаиледреклогфилес |
Дополнительная информация:
Это функция безопасности.Не изменяйте эту функцию, пока полностью не поняты масштабы изменения. Перед изменением этого значения следует выполнить трассировку сети, чтобы убедиться, что запрос не является вредоносным. Если сервер разрешает двойные управляющие последовательности, измените параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping. Это может быть вызвано искаженным URL-адресом, отправленным на сервер злоумышленником.
Посмотреть дополнительную информацию »
Приспособление для заточки сверл Tormek
С запатентованной насадкой Tormek для сверл DBS-22 теперь вы можете заточить сверла с высочайшей точностью.Оптимальные углы при вершине и задний угол могут быть установлены в соответствии с каждым требованием сверления, которое зависит от размера сверла и материала. Вы можете полностью восстановить изношенные или сломанные сверла до идеальной формы.
Вы создаете острие с 4 гранями, которое обеспечивает идеальную производительность резания, поскольку кромка долота имеет острие, а не почти плоское, как у многих сверл. Долото с 4 гранями не будет перемещаться, а требуемое усилие осевого усилия значительно снижено по сравнению с обычным сверлом с конусным наконечником.
Прецизионно заточенное 4-гранное острие выделяет меньше тепла, поэтому срок службы сверла также увеличивается. Независимые тесты показывают, что заточенное сверло Tormek служит в 4 раза дольше, чем совершенно новое обычное сверло¹.
При работе с законами физики и непрерывном охлаждении кромки исключается риск перегрева стали, потери ее твердости или появления микротрещин. Вы все время имеете полный контроль и можете видеть, как происходит повышение резкости.Будет работать на всех моделях Tormek.
Гибкость и точность
Запчасти
Опорная плита | Направляющая |
Шаблон настройки | Держатель сверла |
Инструкция | Лупа |
Вопросы и ответы
Почему 4-гранное острие так выгодно по сравнению с обычным острием?
Это значительно снижает усилие, требуемое на сердечник сверла, т. е.е долотообразная кромка, которая снижает тепловыделение и обеспечивает повышенное усилие на режущие кромки. Это дает сверлу резкое улучшение режущей способности.
е.е долотообразная кромка, которая снижает тепловыделение и обеспечивает повышенное усилие на режущие кромки. Это дает сверлу резкое улучшение режущей способности.
Почему заточенное сверло Tormek служит дольше?
Выгодное 4-гранное острие и высокоточная заточка — обе режущие кромки заточены на одинаковую длину и симметрично — обеспечивают эффективную работу сверла и значительно продлевают срок службы сверла.
От чего зависит точность и прямолинейность отверстия?
Геометрия с 4 гранями позволяет сверлу сверлить прямое и круглое отверстие с очень жесткими допусками. Крайне важно, чтобы обе режущие кромки были одинаковыми и были заточены под одним и тем же углом. Это важное требование, чтобы обе кромки работали одинаково и чтобы сверло просверлило прямолинейное отверстие, диаметр которого не превышает диаметр сверла. В противном случае на более длинную кромку будет приходиться большая часть режущей силы, она будет перегреваться и сильнее изнашиваться. В результате сверло быстро затупится и перестанет работать должным образом.
В результате сверло быстро затупится и перестанет работать должным образом.
Какой угол при вершине должен быть?
Сверла обычно имеют угол при вершине 118° или 130°. Закаленная сталь и нержавеющая сталь требуют больших углов при вершине. Также алюминий лучше всего сверлить с большим углом при вершине. При сверлении плексигласа риск образования трещин при прохождении сверла через материал снижается за счет большего угла при вершине. Центрирующие сверла обычно имеют угол при вершине 90°.
Важен ли задний угол?
Выбор заднего угла имеет решающее значение для производительности резания и продолжительности сверления. Оптимальный задний угол зависит как от диаметра сверла, так и от просверливаемого материала. Для более твердого материала требуется сверло с меньшим задним углом, в то время как для более мягкого материала угол может быть больше. Стандартные сверла имеют задний угол 11° и угол при вершине 118°, что хорошо подходит для большинства работ по сверлению.
Как узнать, не перегрелась ли сталь при использовании сухого шлифовального станка?
Перегрев стали часто незаметен, но последствия таковы, что сверло быстро тупится и даже может сломаться.В отличие от обычных точилок для сверл, Tormek затачивает с водяным охлаждением, которое бережно относится к стали.
Вот как работает навесное оборудование
Видео
Как заточить ступенчатую насадку
Любое цельное сверло (ступенчатое сверло) со временем затупится при использовании . Для наилучшей работы канавку и наконечник следует периодически затачивать.
Ступенчатое сверло похоже на градуированное сверло , которое используется для сверления отверстий в очень толстых металлических листах. Первый шаг сверла делает довольно маленькое отверстие, но с каждым последующим шагом отверстие будет постепенно увеличиваться.
Заточка ступенчатых сверл может быть немного сложной, но если вы можете снять сверло со сверла, то существует множество методов, которые могут сработать.
Материалы , необходимые для заточки ступенчатого сверла:
- Сверло со сколами или затуплением
- Ленточно-шлифовальный станок или настольный шлифовальный станок
ПРЕДУПРЕЖДЕНИЕ: Вы должны быть особенно осторожны, потому что ваши руки будут находиться довольно близко к заточному инструменту, и вы рискуете потерять кожу.Не надевайте перчатки, потому что они могут зацепиться за точильный инструмент и затянуть вашу руку внутрь. Будьте осмотрительны и помните о том, где вы будете располагаться вблизи заточного инструмента.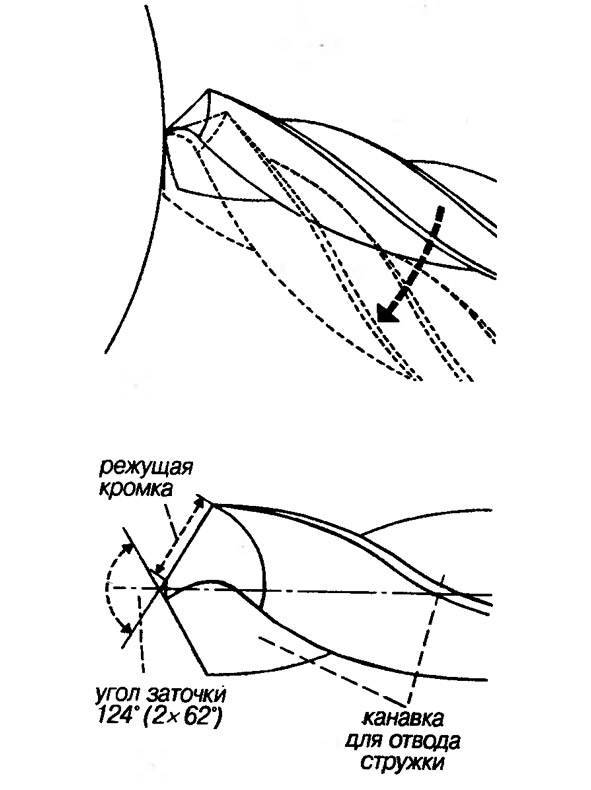 Также следует носить защитные очки.
Также следует носить защитные очки.
Почему ступенчатое сверло затупляется или откалывается?
Чтобы научиться лучшему методу заточки ступенчатого сверла , вы должны, по крайней мере, знать, почему это важно.
Сколы ступенчатых сверл возникают в результате действия силы приземления позади них, поскольку их вес не может выдерживать силы, воздействующие на них во время процедуры сверления.Посадку следует сделать изогнутой формы. Изогнутые формы добавят некоторую поддержку губе.
Через: @montrealsparky
Затупившиеся сверла возникают из-за того, что долото с трудом размазывает материал по кромке и требует переопределения торца сверла.
Еще одна причина поломки сверла заключается в том, что кромка перекатывается и требует повторной заточки, чтобы прижать ее непосредственно к заготовке.
Как научиться держать сверло во время его заточки
Начните с удобного положения , положив руку на опору тренажера и делая шаг обеими руками. Держите ступенчатое сверло под углом 60 градусов к точилке ленточной шлифовальной машины.
Держите ступенчатое сверло под углом 60 градусов к точилке ленточной шлифовальной машины.
Расположите один конец лестничной площадки таким образом, чтобы он был непосредственно обращен к ремню. Убедитесь, что вы выполнили как минимум шаги 5-7, чтобы сделать несколько перемещений битой поперек ленты в направлении конечной позиции. Шаги 5-7 выполняются одновременно, чтобы привести вас к финишной позиции.
Заточка
Для заточки ступенчатого сверла можно использовать любой обычный настольный шлифовальный станок. Крепко держите хвостовик одной рукой , чтобы можно было вращать сверло, в то время как другой рукой вы поддерживаете корпус.
Под углом 45 градусов в положении ступенчатое сверло обращено к шлифовальному кругу. Аккуратно поцелуйте переднюю или переднюю кромку колеса.Сохраняйте этот легкий контакт все время, пока вы вращаете ступенчатое сверло по часовой стрелке, так чтобы вы закончили движение в конце движения.
Заточите Unibit с помощью Tradesman Machinist Реверсивный настольный шлифовальный станок постоянного тока с переменной скоростью:
Флейты намного легче затачивать при использовании подходящего точильного камня . При шлифовке кромок по бокам канавки вы сможете выровнять заводской контур по отношению к центру ступенчатого сверла.
При шлифовке кромок по бокам канавки вы сможете выровнять заводской контур по отношению к центру ступенчатого сверла.
Если вы обнаружите, что они действительно испортились из-за чрезмерного использования, возможно, вам повезет заменить их, просто переточив флейту.Будет довольно легко управлять ручным шлифовальным станком с помощью крупнозернистого ручного алмазного притира .
Заменить тот, который действительно вышел из строя из-за чрезмерного использования, сложно и может занять у вас вечность, но если он просто выглядит немного хуже, чем острый, будет легко сохранить его работоспособность еще некоторое время с помощью простой, но периодической притирки!
Если вы немного попрактиковались в использовании ступенчатой дрели и смогли успешно придать форму и прокатать долото и посадочную площадку, то ваша ступенчатая дрель вполне готова вернуться к сверлению! Вы можете продолжить и провести тест на ручной дрели или сверлильном станке .
Если вы обнаружите, что сверление немного затруднено , тщательно проверьте свое долото и посадочные углы, чтобы убедиться, что рельеф на обоих из них достаточен.
Если вы заметили, что стружка идет только с одной стороны ступенчатого сверла , убедитесь, что две кромки правильно симметричны относительно центральной линии сверла.
Если вы заметили, что стружка отходит от сверла с обеих сторон сверла, значит, вы настроены и готовы к работе!
Последнее слово
Если ваши ступенчатые сверла — это кобальт-хромовый тип разрезных сверл, то, к сожалению, для вас есть только плохие новости.
Трещина, которая проходит через долото, предназначена для того, чтобы сделать сверление намного проще и приятнее для вас, но почти невозможно получить хороший инструмент для заточки, который может дотянуться до них рукой.
Вместо этого вам следует поискать машину , которая будет отходить назад, чтобы срезать рельеф на задней стороне площадки, чтобы можно было уменьшить размер долота.