Соединение арматуры внахлест гост без сварки: Соединение стержней арматуры нахлестом
Стыковка арматуры внахлёст |
Соединение, после которого соединяемая арматура соединяется в единую ровную линию, называют внахлест. Такое соединение предназначено для того, чтобы перераспределить растягивающие и сжимающие нагрузки. Этот метод соединения имеет следующие правила:
1. Места наименьшего напряжения конструкции – лучшее место для нахлеста.
2. Наложение отрезков арматуры друг на друга должно быть более 50 см. если стержень имеет диаметр 10 мм, то нахлест арматуры друг на друга должен быть не меньше полуметра.
3. Образующие нахлест отрезки арматуры должны быть близки друг к другу по максимуму, но не больше величины двух диаметров. Соединение арматуры внахлест осуществляется двумя способами: с помощью сварки и вязальной проволоки. Во время варки арматуры нужно максимально проплавить взаимно стыкуемые элементы. Вязку нужно проводить пластичной проволокой, которую нужно предварительно отжечь.
4. Если брать сечение по армируемому элементу, то на нахлест должно приходиться не более половины всех армируемых «нитей» в каждом из сечений.
Правильное соединение перекрещивающейся арматуры
Перекрещивающуюся арматуру соединяют методом вязки или сварки. С помощью вязки соединяют любые размеры арматуры. Сваркой соединяют перекрестную арматуру сравнительно большого диаметра (более 20 мм). Пересечение стержней относительно больших диаметров позволяет создать при перекрестном соединении достаточную площадь для контакта.
Вязать или варить арматуру?
Арматура ГОСТ 5781 82 – термически прочный стержень. Во время сварки арматура нагревается. Локальный нагрев влияет на прочностные свойства в месте нагрева, ухудшая его. Поэтому логично, что вязка является более предпочтительным методом соединения. Связанная арматура не образует цельный контур – это нужно учитывать. Строительные нормы предусматривают наличие в арматурном каркасе целостных контуров.
В общем, выбор того или иного метода соединения арматуры нужно решать в зависимости от условия на строительной площадке.
Наша компания «СтальХолдинг» предлагает готовые арматурные каркасы и строительную арматуру различного типоразмера. У нас можно найти умеренные цены и выгодные условия сотрудничества. Позвоните нашим менеджерам, чтобы узнать о нас подробнее.
Архитектура. Бытовая техника. Канализация. Лестницы. Мебель. Окна. Отопление. Ремонт. Строительство
Соединяя стальные пруты, армируя ленточный фундамент, у многих возникает естественный вопрос: как грамотно выполнить нахлест арматуры, и какова должна быть его длинна. Ведь правильная сборка металлического силового каркаса, позволит предотвратить деформацию и разрушение монолитной бетонной конструкции от воздействующих на нее нагрузок и увеличить безаварийный срок ее эксплуатации.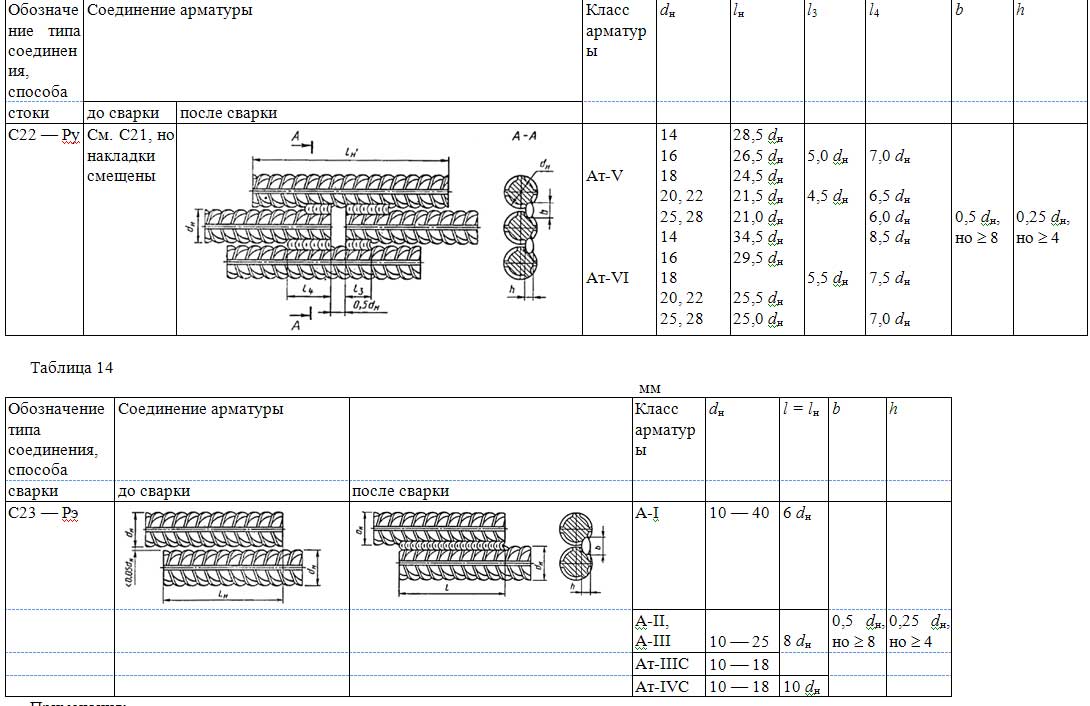
Типы соединения арматуры внахлест
Согласно требованиям СНиП бетонное основание должно иметь не менее двух сплошных безразрывных контуров арматуры. Выполнить данное условие на практике позволяет стыковка армирующих прутов внахлест. При этом соединения в стыках могут быть нескольких типов:
- Внахлестку без сварки
- Сварные и механические соединения.
Согласно строительным нормам и правилам соединение арматуры нахлестом при вязке и сварке предусматривает использование прутов диаметром до 40мм. Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм. Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных.
Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм. Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных.
Согласно строительной нормативной документации запрещено выполнять нахлест арматуры при вязке и сварке на участках максимального сосредоточения нагрузки и местах максимального напряжения металлических прутов.
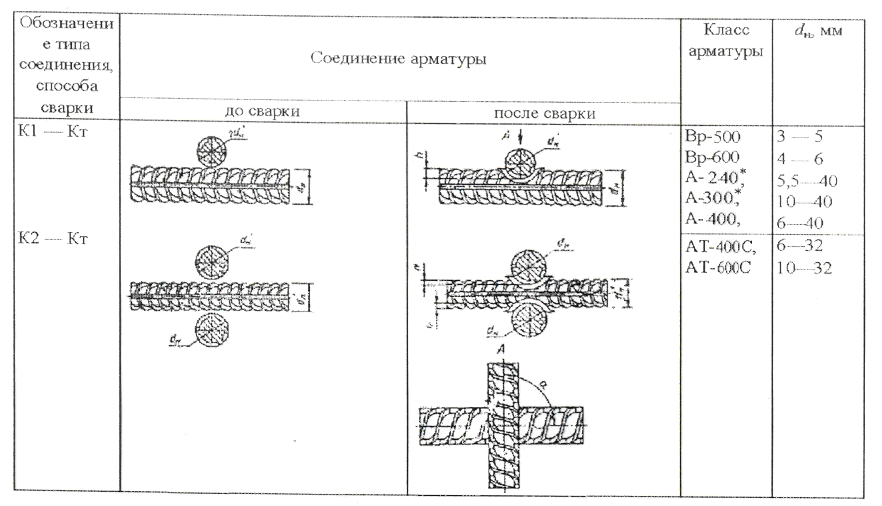
Соединение нахлеста арматурных стержней сваркой
Для дачного строительства сварка нахлеста арматуры считается дорогим удовольствием, по причине высокой стоимости металлических стержней марки А400С или А500С. Они относятся к свариваемому классу. Что существенно повышает стоимость материалов. Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
Тем не менее, если Вы решили использовать стержни свариваемого класса (А400С, А500С, В500С), их соединения следует сваривать электродами 4…5 миллиметрового диаметра. Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
Исходя из приведенных данных видно, что при использовании при вязке стальных прутов класса В400С величина нахлеста, соответственно и сварного шва, составит 10 диаметров свариваемой арматуры. Если для силового каркаса фундамента взяты стержни ᴓ12 мм, то протяженность шва составит 120 мм, что, по сути, будет соответствовать ГОСТу 14098 и 10922.
Согласно американским нормам нельзя сваривать перекрестия арматурных стержней. Действующие нагрузки на основание могут вызвать возможные разрывы, как самих прутьев, так и мест их соединения.
Соединение арматуры внахлест при вязке
В случаях использования распространенных прутов марки А400 АIII, что бы передать расчетные усилия от одного стержня другому используют способ соединения без сварки. При этом места нахлеста арматуры связывают специальной проволокой. Такой метод имеет свои особенности и к нему предъявляются особые требования.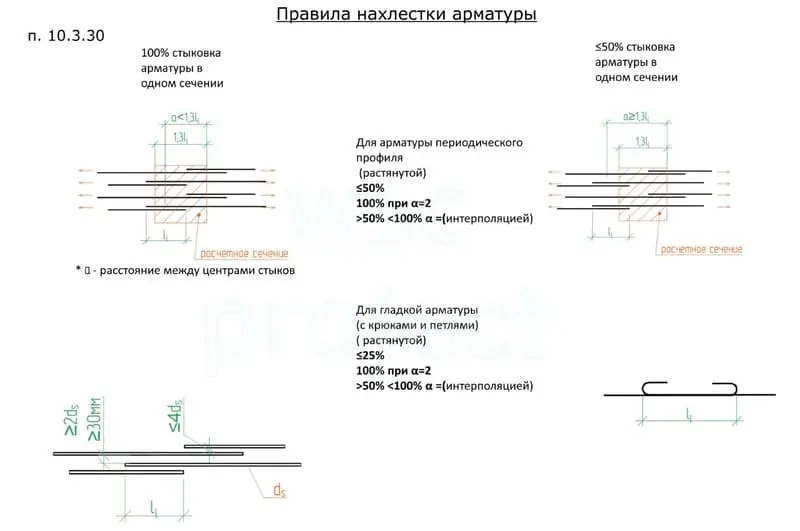
Варианты нахлеста арматуры
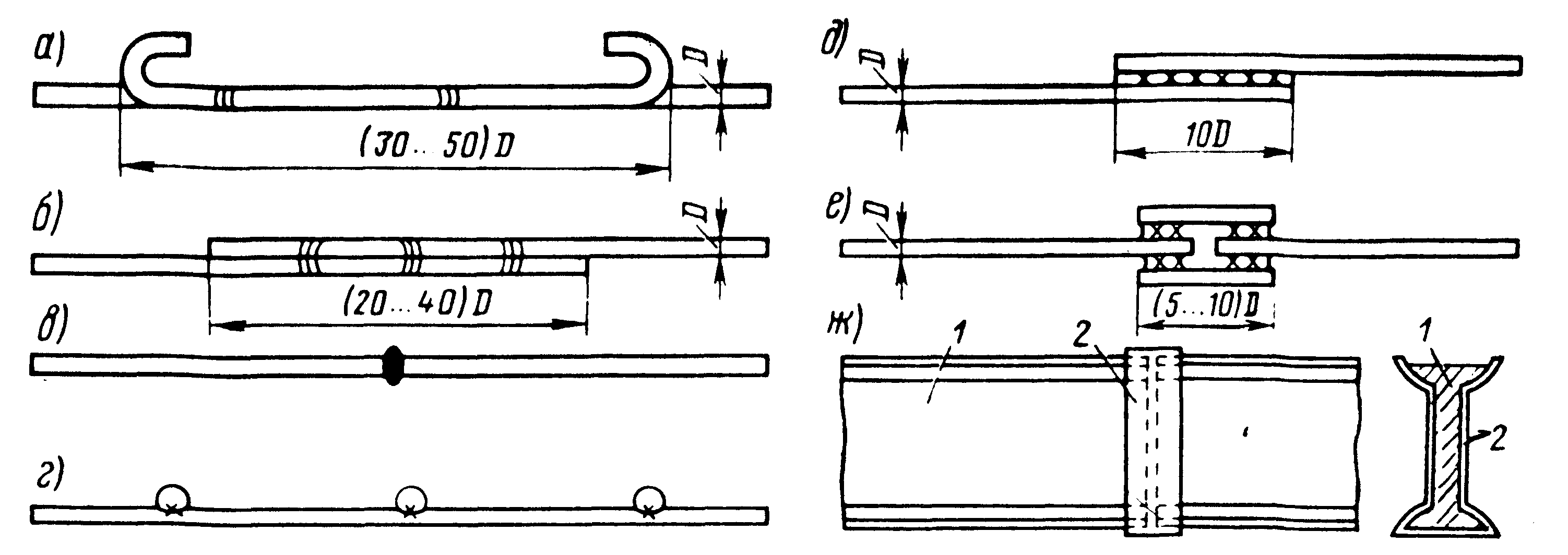
В соответствие с действующим СНиП безсварочное соединение стержней при монтаже силового каркаса ЖБИ может производиться одним из следующих вариантов:
- Накладка профильных стержней с прямыми концами;
- Нахлест арматурного профиля с прямым окончанием с приваркой или монтажом на протяжении всего перепуска поперечно расположенных прутов;
- С загнутыми окончаниями в виде крюков, петель и лапок.
Вязать такими соединениями можно профилированную арматуру диаметром до 40 миллиметров, хотя американский стандарт ACI-318-05 допускает к использованию стержни диаметром не более 36 мм.
Использование стержней с гладким профилем требует применять варианты нахлестного соединения либо путем приварки поперечной арматуры, либо использовать стержни с крюками и лапками.
Основные требования к выполнению соединений нахлестом
При выполнении вязки стыков арматуры нахлестом существуют определенные строительной документацией правила.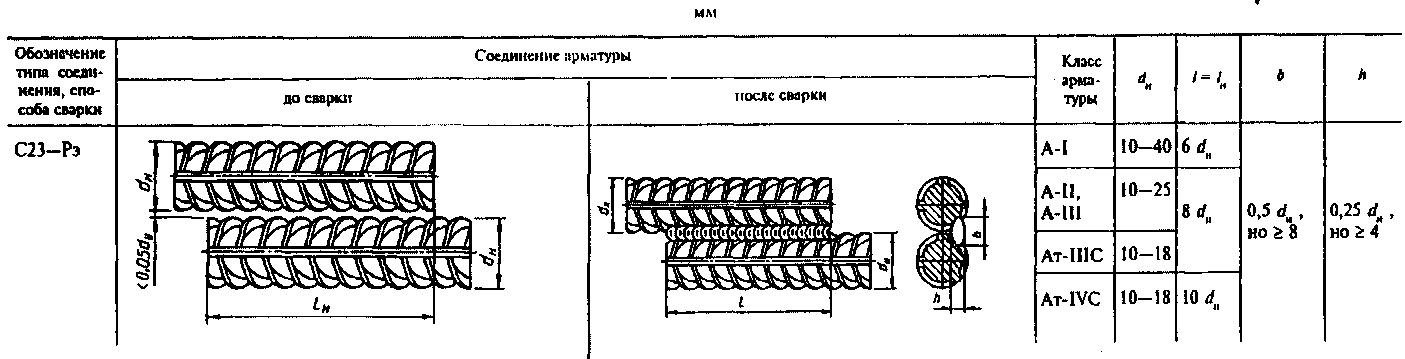 Они определяют следующие параметры:
Они определяют следующие параметры:
- Величину накладки стержней;
- Особенности расположения самих соединений в теле бетонируемой конструкции;
- Местонахождение соседних перепусков относительно друг друга.
Учет этих правил позволяет создавать надежные железобетонные конструкции, и увеличивать срок их безаварийной работы. Теперь обо всем подробнее.
Где располагать при вязке нахлестные соединения арматуры
СНиП не допускает расположение мест вязки арматуры нахлестом в областях наибольшей нагрузки на них. Не рекомендуется располагать стыки и в местах, где стальные стержни испытывают максимальное напряжение. Все стыковочные соединения прутов лучше всего размещать в ненагруженных участках ЖБИ, где конструкция не испытывает напряжения. При заливке ленточного фундамента перепуски окончаний арматуры разносят в места с минимальным крутящим моментом и с минимальным изгибающим моментом.
В случае отсутствия технологической возможности выполнить данные условия, протяженность нахлеста армирующих стержней берется из расчета 90 диаметров стыкуемых прутов.
Какую делать величину нахлеста арматуры при вязке
Поскольку вязка арматуры внахлест определяется технической документацией, то там четко указана протяженность стыковочных соединений. При этом величины могут колебаться не только от диаметра используемых прутов, но и от таких показателей как:
- Характер нагрузки;
- Марка бетона;
- Класс арматурной стали;
- Мест соединения;
- Назначения ЖБИ (горизонтальные плиты, балки или вертикальные колонны, пилоны и монолитные стены).
В целом же протяженность нахлеста прутов арматуры при вязке определяется влиянием усилий, возникающих в стержнях, воспринимаемых сил сцеплением с бетоном, воздействующими по всей длине стыка, и силами, оказывающими сопротивления в анкеровке армирующих прутов.
Основополагающим критерием при определении длинны напуска арматуры при вязке, берется ее диаметр.
Для удобства расчетов нахлеста армирующих стержней при вязке силового каркаса монолитного фундамента предлагаем воспользоваться таблицей с указанными величинами диаметра и их напуска. Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
| Величина напуска арматуры в диаметрах | ||
|---|---|---|
| Диаметр арматурной стали А400, мм | Величина нахлеста | |
| в диаметрах | в мм | |
| 10 | 30 | 300 мм |
| 12 | 31,6 | 380 мм |
| 16 | 30 | 480 мм |
| 18 | 32,2 | 580 мм |
| 22 | 30,9 | 680 мм |
| 25 | 30,4 | 760 мм |
| 28 | 30,7 | 860 мм |
| 32 | 30 | 960 мм |
| 36 | 30,3 | 1090 мм |
В зависимости от нагрузок и назначения железобетонных изделий длина нахлестных соединений стержневой стали изменяется в сторону увеличения:
В зависимости от марки бетона и характера нагрузки, применяемого для заливки монолитной ленты фундамента и прочих железобетонных элементов, минимальные рекомендуемые величины перепуска арматуры в процессе вязки будут следующими:
| Для сжатого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в сжатом бетоне, мм | ||||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 335 | 295 |
| 16 | 570 | 490 | 445 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
| Для растянутого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в растянутом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 275 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1040 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Как расположить друг относительно друга арматурные перепуски
Для увеличения прочности силового каркаса фундамента очень важно правильно располагать нахлесты арматуры относительно друг друга в обеих плоскостях тела бетона. СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
Если центры нахлеста вязаной арматуры находятся в пределах указанной величины, то считается, что соединения стержней располагается в одном сечении.
Согласно нормам ACI 318-05 взаимное расположение стыковочных соединений должно находиться на расстоянии не менее 61 сантиметра. Если дистанция будет не соблюдена, то повышается вероятность деформации бетонного монолитного основания от нагрузок, оказываемых на него в процессе возведения здания и его последующей эксплуатации.
 Нормы ACI 318-05 для анкеровки арматуры, работающей как на растяжение (нижний ряд армирования в ленточном фундаменте), так и на сжатие (верхний ряд арматуры) предусматривают нахлест стержней не менее 30 см [пункты 12.15.1 и 12.16.1]. В Международных строительных нормах [пункт R611.7.1.4 IBC/IRC 2003] минимальная длина нахлеста стержней определяется как 40 диаметров стрежней соединяемой арматуры. В справочном пособии «Нормативные требования к качеству строительных и монтажных работ» (СПб, 2002) в разделе 3.2 для арматуры А400 минимальный нахлест определен в 50 диаметров стержня арматуры. Величина нахлеста зависит и от класса (марки бетона: если для бетона класса В15 (M200) минимальный нахлест составляет 50d (диаметров арматуры), то при использовании бетона класса В20 (M250), нахлест можно уменьшить до 40d. Для бетона класса В25 (M300) минимальный нахлест равен 35d. Для арматуры А-I и А-II минимальный нахлест равен 40d. Всегда в расчетах принимается наименьший из диаметров стрежней соединяемой арматуры.
Нормы ACI 318-05 для анкеровки арматуры, работающей как на растяжение (нижний ряд армирования в ленточном фундаменте), так и на сжатие (верхний ряд арматуры) предусматривают нахлест стержней не менее 30 см [пункты 12.15.1 и 12.16.1]. В Международных строительных нормах [пункт R611.7.1.4 IBC/IRC 2003] минимальная длина нахлеста стержней определяется как 40 диаметров стрежней соединяемой арматуры. В справочном пособии «Нормативные требования к качеству строительных и монтажных работ» (СПб, 2002) в разделе 3.2 для арматуры А400 минимальный нахлест определен в 50 диаметров стержня арматуры. Величина нахлеста зависит и от класса (марки бетона: если для бетона класса В15 (M200) минимальный нахлест составляет 50d (диаметров арматуры), то при использовании бетона класса В20 (M250), нахлест можно уменьшить до 40d. Для бетона класса В25 (M300) минимальный нахлест равен 35d. Для арматуры А-I и А-II минимальный нахлест равен 40d. Всегда в расчетах принимается наименьший из диаметров стрежней соединяемой арматуры. Однако рекомендуемые расчетные значения нахлеста исходя из диаметра арматуры, класса бетона и других условий, могут оказаться значительно больше, чем минимально допустимые (в 2-3 и более раз). Более точные значения величин нахлеста стрежней арматуры при прямых свободных и связанных соединениях без сварки можно посмотреть в следующих таблицах: Таблица №50. Рекомендуемые величины нахлеста для соединяемых стрежней арматуры работающих на сжатие на основе требований разделов 12.3 и 12.16 ACI 318-05
Однако рекомендуемые расчетные значения нахлеста исходя из диаметра арматуры, класса бетона и других условий, могут оказаться значительно больше, чем минимально допустимые (в 2-3 и более раз). Более точные значения величин нахлеста стрежней арматуры при прямых свободных и связанных соединениях без сварки можно посмотреть в следующих таблицах: Таблица №50. Рекомендуемые величины нахлеста для соединяемых стрежней арматуры работающих на сжатие на основе требований разделов 12.3 и 12.16 ACI 318-05*Расчеты выполнены компанией-поставщиком металлоизделий для промышленного строительстваDayton Superior (США). **Расчеты приведены для диаметров арматуры, принятых в США («имперские» размеры).
Например, для арматуры диаметром 12 мм расчетное значение длины нахлеста при максимальной нагрузке ряда на растяжение по нормам ACI 318-05 составляет 73 см при свободном соединении и 109 см при связанном соединении.
| Класс бетона по прочности | ||||
| В20 | В25 | В30 | В35 | |
| Ближайшая марка бетона | ||||
| М250 | М350 | М400 | М450 | |
| Длина нахлеста стрежней, см | ||||
| 21,5 | ||||
| 28,5 | 24,5 | 22,5 | ||
| 35,5 | 30,5 | |||
| 36,5 | 33,5 | 29,5 | ||
| 34,5 | ||||
| 44,5 | 39,5 | |||
| 44,5 | ||||
| 49,5 | ||||
| 78,5 | 54,5 | |||
| 76,5 | 69,5 | 61,5 | ||
| 99,5 | 85,5 | |||
| 97,5 | ||||
| 115,5 | 98,5 | |||
| 135,5 | 123,5 | 109,5 |
| Ряд арматуры с максимальной нагрузкой на растяжение | Другие ряды арматуры | |||
| Номинальный диаметр арматуры | Межцентровое расстояние = 2 диаметрам арматуры или более (свободное соединение) | Межцентровое расстояние меньше 2-х диаметров арматуры (связанное соединение) | ||
| Величина нахлеста арматуры, см | ||||
| 13** (12) | ||||
| 19** (18) | ||||
| 29** (30) | ||||
*Расчеты выполнены компанией-поставщиком комплектующих для промышленного строительстваDaytonSuperior (США).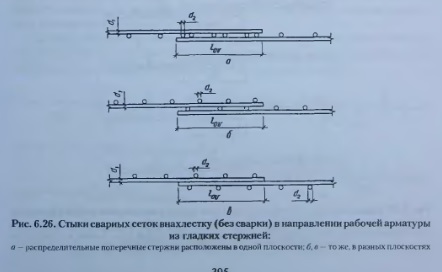
**Расчеты приведены для диаметров арматуры, принятых в США («имперские» размеры).
| Класс бетона по прочности | ||||
| Диаметр арматуры класса А400, мм | В20 | В25 | В30 | В35 |
| Ближайшая марка бетона | ||||
| М250 | М350 | М400 | М450 | |
| Длина нахлеста стрежней, см | ||||
| 28,5 | 24,5 | 22,5 | ||
| 32,5 | 26,5 | |||
| 47,5 | ||||
| 44,5 | 39,5 | |||
| 66,5 | ||||
| 59,5 | 52,5 | |||
| 85,5 | 74,5 | |||
| 81,5 | 81,5 | |||
| 104,5 | 89,5 | 89,5 | 72,5 | |
| 118,5 | 101,5 | |||
| 132,5 | ||||
| 151,5 | 118,5 | |||
| 189,5 | 162,5 | 148,5 | 131,5 | |
| 201,5 | 180,5 |
*Расчеты выполнены специалистами компании поставщика металлоизделий ОАО «Инпром» и Ростовского государственного строительного университета (Ростов-на-Дону, 2010) на основании требований пособия по проектированию «Армирование элементов монолитных железобетонных зданий» (Москва, 2009).
Соединения соседних стержней арматуры должны быть разнесены минимум на 40 диаметров соединяемой арматуры или 1,5 длины нахлеста стержней, но не менее 61 см. В зоне стыковки нахлестом обязательно устанавливают дополнительную поперечную арматуру.
Крестообразные нахлесты стержней арматуры соединяются вязкой отожженной проволокой, пластиковыми фиксаторами [пункт 2.102 СНиП 3.03.01-87] или пластиковыми хомутами.
Соединение (анкеровка) арматуры с помощью стандартного крюка или лапки
Соединение арматуры с использованием стандартного крюка (загиб конца арматуры на угол 180° – арматура класса A-II) или лапки (загиб конца арматуры на угол 90° градусов – арматура класса A-III [таблица 5.2, Голышев, 1990] применяют для соединения арматуры периодического профиля, работающей преимущественно на растяжение. Лапки и крюки не рекомендуется применять для анкеровки сжатой арматуры [пункт 8.3.19 СП 52-101-2003].Максимальный угол изгиба не должен превышать 180°. Загнутый элемент арматуры усиливает скрепление стержня с бетоном.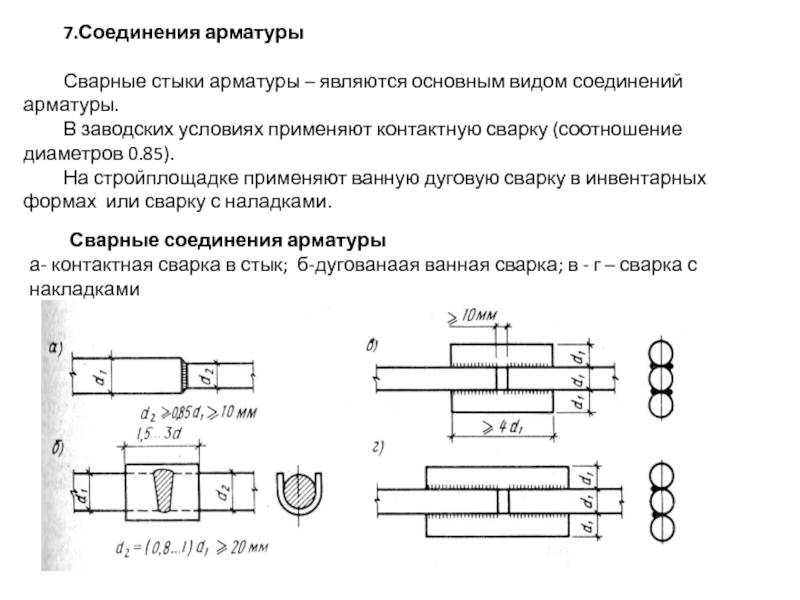
Схема №24. Стандартный крюк и лапка для анкеровки арматуры, работающей на растяжение
Доброе утро!
Сегодня в Непрошеных советах я продолжу тему о рабочих швах бетонирования и стыковке арматуры. Точнее, о швах мы уже поговорили , теперь поговорим о стыковке.
Далеко не всегда на стройку попадает арматура нужной длины, в итоге встает вопрос о том, что ее нужно стыковать. Как и с вопросом о швах бетонирования, многие проектировщики пытаются игнорировать эту проблему и отдают принятие решения на откуп строителям. Все, кто так делает, подвергают риску проектируемую конструкцию.
Строитель не обязан знать о том, где стыковать арматуру. Он состыкует ее в самом удобном для него месте, но одновременно – в самом опасном месте для конструкции. В «Рекомендациях по применению арматурного проката по ДСТУ 3760-98 при проектировании и изготовлении железобетонных конструкций без предварительного напряжения арматуры» хорошо описаны требования (см. п. 2.3.3), парочку, особо важных, я приведу здесь:
1. «Стыки рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в зоне действия максимальных усилий и местах полного использования арматуры. Стыки рабочей арматуры внахлестку не допускаются в линейных элементах, сечение которых полностью растянуто». Поясню немного. Мы должны четко донести до строителя, где ему можно стыковать арматуру. Нельзя стыковать в растянутой зоне: то есть, нижнюю рабочую арматуру в плите, например, нельзя стыковать в середине пролета, а верхнюю – над опорами (для многопролетных плит). Именно там плита растянута, об этом нам и эпюра моментов говорит, и даже просто попытка представить, как изогнется перекрытие в процессе нагружения: какие его поверхности будут пытаться растянуться, а какие – сжаться. Очень просто сделать на чертеже вот такую схему:
«Стыки рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в зоне действия максимальных усилий и местах полного использования арматуры. Стыки рабочей арматуры внахлестку не допускаются в линейных элементах, сечение которых полностью растянуто». Поясню немного. Мы должны четко донести до строителя, где ему можно стыковать арматуру. Нельзя стыковать в растянутой зоне: то есть, нижнюю рабочую арматуру в плите, например, нельзя стыковать в середине пролета, а верхнюю – над опорами (для многопролетных плит). Именно там плита растянута, об этом нам и эпюра моментов говорит, и даже просто попытка представить, как изогнется перекрытие в процессе нагружения: какие его поверхности будут пытаться растянуться, а какие – сжаться. Очень просто сделать на чертеже вот такую схему:
Я привела пример для плиты перекрытия, но подобные схемы можно сделать для любой конструкции, арматура в которой заказана погонными метрами. Иногда проектировщик сразу задает раскладку стержней определенной длины с указанием мест стыковки. Здесь есть риск утонуть в переписке по согласованию все новых мест стыковки, т.к. у строителей может оказаться в наличии арматура совсем не предсказуемой длины. Величины L/4 и L/3 берутся из конкретного расчета и могут отличаться от приведенных мной.
Здесь есть риск утонуть в переписке по согласованию все новых мест стыковки, т.к. у строителей может оказаться в наличии арматура совсем не предсказуемой длины. Величины L/4 и L/3 берутся из конкретного расчета и могут отличаться от приведенных мной.
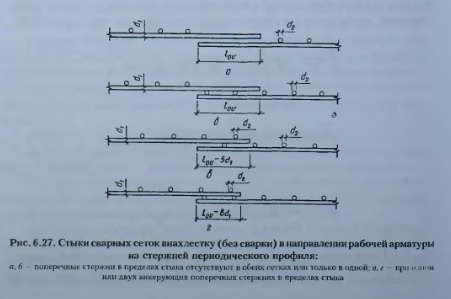
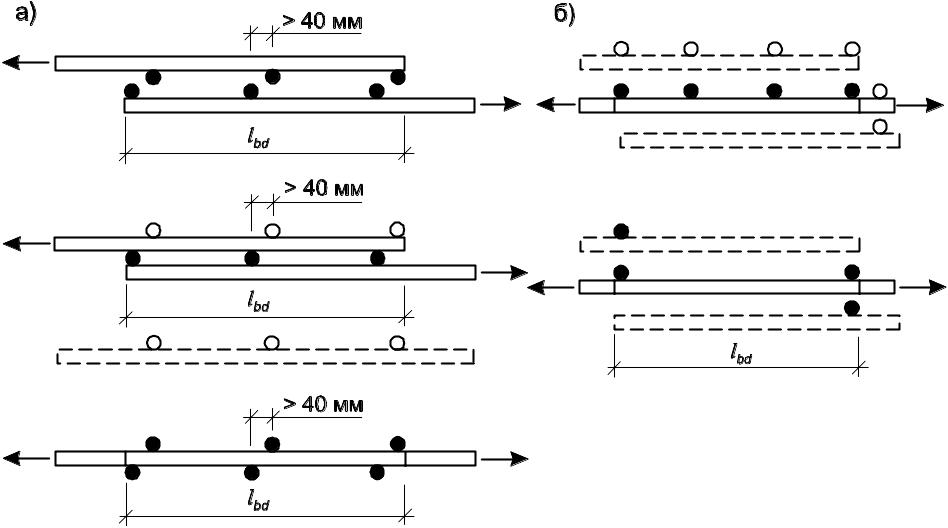
2. «Стыки сварных сеток и каркасов, а также растянутых стержней вязаных каркасов и сеток внахлестку должны располагаться вразбежку. При этом площадь сечения рабочих стержней, стыкуемых в одном месте или на расстоянии менее длины перепуска l l , должна составлять не более 50% общей площади сечения растянутой арматуры.
Стержни должны располагаться по возможности без зазора, максимальное расстояние в свету между стыкуемыми стержнями не должно превышать 4d или 50мм.
Расстояние в свету между стыками, расположенными в разных местах по длине элемента, должно быть не менее 0,5 l l , или в осях стыков не менее 1,5 l l .
Соседние стыки внахлестку должны располагаться на расстоянии в свету не менее 2d и не менее 30 мм». Как все это донести до строителя? Я советую взять за основу рисунок 6 «Рекомендаций…» и привести на чертеже следующую схему:
Обратите внимание, величина нахлестки для рабочей арматуры в верхней и нижней зоне плиты отличается (см. коэффициент из таблицы 12 «Рекомендаций…»). В примере я привела схему для арматуры диаметром 12 мм.
коэффициент из таблицы 12 «Рекомендаций…»). В примере я привела схему для арматуры диаметром 12 мм.
Всегда обращайте внимание на то, что в одном сечении должно быть не более 50% стыков растянутых стержней арматуры. Иногда это требование очень сложно выполнить, особенно в стесненных обстоятельствах, и приходится менять диаметры стержней и их количество.
Вообще, советую Вам вдоль и поперек изучить рекомендации, прежде чем приступать к конструированию нахлестки в конкретной конструкции.
Еще хочу написать о стыковке арматуры в колоннах. Это специфическая тема, разгадка которой для меня еще не найдена. Как раньше, до введения проката по ДСТУ 3760, стыковали арматурные стержни по ГОСТ 5781? Вот рисунок из «Руководства по конструированию жбк»:
Из рисунка ясно, что половина стержней-выпусков выходят из перекрытия на длину нахлестки, вторая половина – на две длины нахлестки. Этим обеспечивается разбежка стыков – не более 50% в одном сечении. Но в гостовской арматуре были совсем другие длины нахлестки – в несколько раз меньше (!), чем для арматуры по ДСТУ 3760. Для примера глянем: для стержня по ДСТУ диаметром 20 мм в бетоне В25 величина нахлестки составляет 1630 мм (согласно расчету по «Рекомендациям…»). Две длины нахлестки – это уже 3260 мм (иногда, это меньше, чем высота этажа!). Что с этим делать, нормы молчат. Что с этим делают проектировщики? Либо выпускают все стержни на одну величину нахлестки (не скажу, что это верно), либо выбирают способ стыковки сваркой с накладками или методом опрессовки. Но все эти варианты нужно согласовывать с заказчиком – все-таки его деньги и его возможности.
Для примера глянем: для стержня по ДСТУ диаметром 20 мм в бетоне В25 величина нахлестки составляет 1630 мм (согласно расчету по «Рекомендациям…»). Две длины нахлестки – это уже 3260 мм (иногда, это меньше, чем высота этажа!). Что с этим делать, нормы молчат. Что с этим делают проектировщики? Либо выпускают все стержни на одну величину нахлестки (не скажу, что это верно), либо выбирают способ стыковки сваркой с накладками или методом опрессовки. Но все эти варианты нужно согласовывать с заказчиком – все-таки его деньги и его возможности.
Пожалуй, об особенностях стыковки арматуры в колоннах я расскажу в следующем выпуске. Успешного Вам проектирования!
С уважением, Ирина.
class=»eliadunit»>
Комментарии
1 2
0 #33 Иринa
Во время армирования фундамента или изготовления любого из видов армопояса практически у каждого человека возникает вопрос о том, какой должна быть длина нахлеста, и каким образом правильно его выполнить. Действительно, это имеет большое значение. Верно выполненная стыковка стальных прутьев делает более прочным соединение арматуры. Конструкция здания становится защищенной от различных видов деформаций и разрушений. Воздействие на фундамент сводится к минимуму. Как следствие — увеличивается безаварийный срок эксплуатации.
Действительно, это имеет большое значение. Верно выполненная стыковка стальных прутьев делает более прочным соединение арматуры. Конструкция здания становится защищенной от различных видов деформаций и разрушений. Воздействие на фундамент сводится к минимуму. Как следствие — увеличивается безаварийный срок эксплуатации.
Нахлест арматуры при вязке – это самый простой и при этом по-настоящему надежный вариант соединения арматуры
Типы соединения
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами. На сегодняшний день известны такие методы состыковки арматурных прутьев, как:
- Стыки внахлест, выполненные без сварки:
- нахлест при стыковке с помощью изогнутых деталей (петлей, лапок, крюков).
- нахлест в соединениях прямых прутьев арматуры с поперечной фиксацией;
- нахлест прямых концов прутьев.
- Механические и сварные типы соединений встык:
- с использованием сварочных аппаратов;
- при помощи профессиональных механических агрегатов.


В требованиях СНиП сказано о том, что в бетонном основании необходимо устанавливать как минимум 2 неразрывных арматурных каркаса. Они выполняются фиксированием армирующих прутьев внахлест.
Вариант сплетения прутьев внахлест популярен в частном строительстве. И этому есть объяснение — такой способ доступен, а необходимые материалы имеют невысокую стоимость. Состыковать нахлест стержней арматуры без применения сварки можно с использованием вязальной проволоки.
Промышленное строительство чаще использует второй вариант соединения арматурных прутьев.
Строительными нормами допускается во время соединения арматуры внахлест применение прутьев разных сечений (диаметров). Но они не должны превышать 40 мм из-за отсутствия технических данных, подтвержденных исследованиями. В тех местах, где нагрузки максимальны, запрещается фиксация внахлест как при вязке, так и в случае использования сварки.
Соединение стержней сваркой
Нахлест арматуры с использованием сварки допускается только со стержнями марок А400С и А500С. Арматура этого класса считается свариваемой. Но стоимость таких стержней достаточно высока. Самый же распространенный класс — А400. Но его использование недопустимо, так как при его нагревании заметно сокращается прочность и устойчивость к коррозии.
Арматура этого класса считается свариваемой. Но стоимость таких стержней достаточно высока. Самый же распространенный класс — А400. Но его использование недопустимо, так как при его нагревании заметно сокращается прочность и устойчивость к коррозии.
Запрещается сваривать места, где есть перехлест арматуры, независимо от класса последней. Существует вероятность разрывов стержней при воздействии на них больших нагрузок. Так говорят зарубежные источники. В российских правилах разрешается использование дуговой электросварки этих мест, но размер диаметров не должен превышать 2,5 см.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Длина сварочных швов и классов арматуры находятся в прямой зависимости. В работе используются электроды с сечением 4-5 мм. Длина нахлеста при проведении сварочных работ — менее 10 диаметров используемых прутьев, что соответствует требованиям регламентирующих ГОСТов 14098 и 10922.

Монтаж армопояса без применения сварочных работ
При проведении монтажа соединений внахлест при вязке используются прутья самой популярной марки — А400 AIII. Места, где выполнен перехлест, связываются вязальной проволокой. СНиП предъявляют особые требования при выборе такого способа связки.
Сколько есть вариантов фиксации прутьев без сварки?
Соединение арматуры:
- перехлест конечных прутьев;
- нахлест прутьев с прямыми концами с подваркой поперечных стержней;
- с изогнутыми концами.
Если стержни имеют гладкий профиль, возможно применение только 2-го или 3-го вариантов.
Соединение арматуры не должно размещаться в местах концентрированного приложения нагрузки и местах наибольшего напряжения
Существенные требования к соединениям
Во время вязания соединений методом нахлеста без применения сварки правилами определяются некоторые параметры:
- Длина накладки.
- Особенности местонахождения узлов в конструкции.
- Расположение перехлестов по отношению друг к другу.
Как уже было сказано, запрещается размещать арматуру, связанную внахлест, в местах наивысшей нагрузки и максимального напряжения. Располагаться они должны в тех местах железобетонного изделия, где отсутствует нагрузка, либо же она минимальна. Если такой технологической возможности нет, размер соединения выбирается из расчета — 90 сечений (диаметров) стыкующихся прутьев.
Технические нормы четко регламентируют, какими должны быть размеры таких соединений. Однако их величина может зависеть не только от сечения. На неё также влияют следующие критерии:
- степень нагрузки;
- марка используемого бетона;
- класс арматуры;
- расположение узлов соединения в конструкции;
- место применения железобетонного изделия.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю
Основополагающим условием при выборе протяженности перехлеста является диаметр арматуры.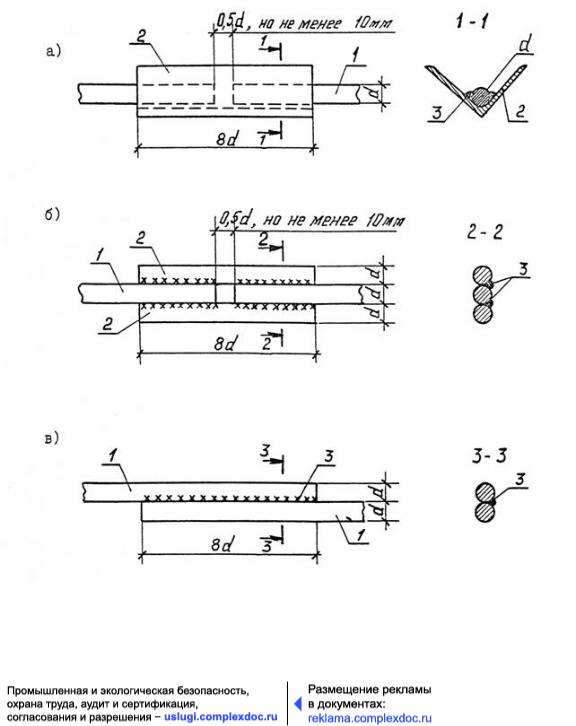
Следующая таблица может быть использована для удобного расчета размеров стыковки прутьев при вязании без применения метода сварки. Как правило, их размер подводится к 30-кратной величине сечения применяемой арматуры.
| Сечение арматуры, см | Размер нахлеста | |
| В сантиметрах | В миллиметрах | |
| 1 | 30 | 300 |
| 1,2 | 31,6 | 380 |
| 1,6 | 30 | 480 |
| 1,8 | 32,2 | 580 |
| 2,2 | 30,9 | 680 |
| 2,5 | 30,4 | 760 |
| 2,8 | 30,7 | 860 |
| 3,2 | 30 | 960 |
| 3,6 | 30,3 | 1090 |
Существуют также минимизированные величины связки прутьев внахлест. Они назначаются исходя из прочности бетона и степени давления.
Дистанция между арматурными стержнями, которые стыкуются нахлестом, в горизонтальном и вертикальном направлении обязана быть от 25 мм и выше
В сжатой зоне бетона:
| Сечение арматуры (класс А400), см | Класс бетона (прочность) | |||
| В/20 | В/25 | В/30 | В/35 | |
| Марка бетона | ||||
| М/250 | М/350 | М/400 | М/450 | |
| Размер нахлеста (в сантиметрах) | ||||
| 1 | 35,5 | 30,5 | 28 | 25 |
| 1,2 | 43 | 36,5 | 33,5 | 29,5 |
| 1,6 | 57 | 49 | 44,5 | 39,5 |
| 1,8 | 64 | 55 | 50 | 44,5 |
| 2,2 | 78,5 | 67 | 56 | 54,5 |
| 2,5 | 89 | 76,5 | 69,5 | 61,5 |
| 2,8 | 99,5 | 85,5 | 78 | 69 |
| 3,2 | 114 | 97,5 | 89 | 79 |
| 3,6 | 142 | 122 | 115,5 | 98,5 |
При выполнении мероприятий, связанных с армированием бетонных конструкций, возникает необходимость соединить между собой арматурные стержни.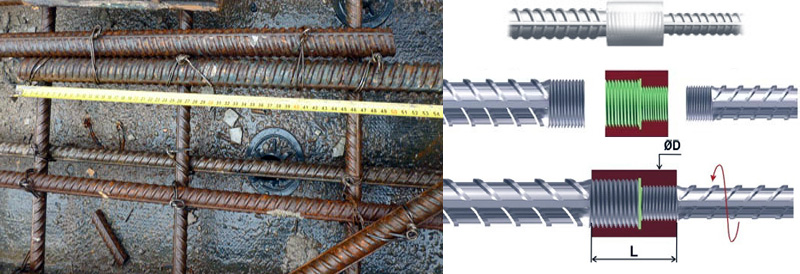 При выполнении работ необходимо знать какой перехлёст арматуры, сколько диаметров по СНиП составляет величина перекрытия прутков. От правильно подобранной длины перехлеста, учитывающего площадь поперечного сечения арматуры, зависит прочность фундамента, или армопояса. Правильно выполненный расчет железобетонных элементов с учетом типа соединения обеспечивает долговечность и прочность объектов строительства.
При выполнении работ необходимо знать какой перехлёст арматуры, сколько диаметров по СНиП составляет величина перекрытия прутков. От правильно подобранной длины перехлеста, учитывающего площадь поперечного сечения арматуры, зависит прочность фундамента, или армопояса. Правильно выполненный расчет железобетонных элементов с учетом типа соединения обеспечивает долговечность и прочность объектов строительства.
Виды соединений между арматурными элементами
Желая разобраться с возможными вариантами стыковки арматурных прутков, многие мастера обращаются к требованиям действующих нормативных документов. Ведь удачно выполненное соединение обеспечивает требуемый запас прочности на сжатие и растяжение. Некоторые застройщики пытаются найти ответ согласно СНиП 2 01. Другие – изучают строительные нормы и правила под номером 52-101-2003, содержащие рекомендации по проектированию конструкций из железобетона, усиленного ненапряженной стальной арматурой.
В соответствии с требованиями действующих нормативных документов для усиления ненапряженных элементов применяется стальная арматура, в отличие от напряженных конструкций, где для армирования используются арматурные канаты классов К7 и выше. Остановимся на применяемых методах фиксации арматурных стержней.
Остановимся на применяемых методах фиксации арматурных стержней.
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами
Возможны следующие варианты:
- соединение внахлест вязаных стержней без применения сварки. Фиксация осуществляется с использованием дополнительных стальных прутков изогнутой формы, повторяющих конфигурацию арматурного соединения. Допускается согласно СНиП выполнение нахлеста прямых стержней с поперечным креплением элементов при помощи вязальной проволоки или специальных хомутов.
Нахлест арматуры при вязке зависит от диаметра прутков. Залитые бетоном конструкции из вязаных прутков широко применяются в области частного домостроения. Застройщика привлекает простота технологии, легкость соединения и приемлемая стоимость стройматериалов;
- фиксация арматурных прутков с помощью бытового электросварочного оборудования и профессиональных агрегатов. Технология соединения арматуры с помощью сварочных установок имеет определенные ограничения. Ведь в зоне сваривания возникают значительные внутренние напряжения, отрицательно влияющие на прочностные характеристики арматурных каркасов.
 Технология соединения арматуры с помощью сварочных установок имеет определенные ограничения. Ведь в зоне сваривания возникают значительные внутренние напряжения, отрицательно влияющие на прочностные характеристики арматурных каркасов.
Технология соединения арматуры с помощью сварочных установок имеет определенные ограничения. Ведь в зоне сваривания возникают значительные внутренние напряжения, отрицательно влияющие на прочностные характеристики арматурных каркасов.Выполнить перехлест арматурных прутков с помощью электросварки можно, используя арматуру определенных марок, например, А400С. Технология сваривания стальной арматуры в основном используется в области промышленного строительства.
Строительные нормы и правила содержат указание о необходимости усиления бетонного массива не менее, чем двумя цельными арматурными контурами. Для реализации указанного требования производится соединение стальных стержней с перекрытием. СНиП допускает использование стержней различных диаметров. При этом максимальный размер поперечного сечения прутка не должен превышать 4 см. СНиП запрещает производить соединение стержней внахлест с помощью вязальной проволоки и сварки в местах действия значительной нагрузки, расположенной вдоль или поперек оси.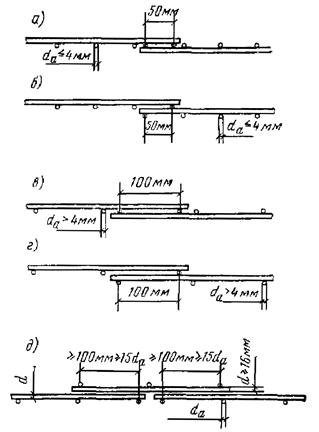
Фиксация арматурных прутков электросваркой
Стыковка арматуры с использованием электрической сварки применяется в областях промышленного и специального строительства. При соединении с помощью электросварки важно добиться минимального расстояния между стержнями и зафиксировать элементы без зазора. Повышенная нагрузочная способность зоны соединения, растянутой от действия, достигается при использовании арматурных прутков с маркировкой А400С или А500С.
Профессиональные строители обращают внимание на следующие моменты:
- недопустимость применения для сварных соединений распространенной арматуры с маркировкой А400. В результате нагрева значительно снижается прочность и повышается восприимчивость к воздействию коррозии;
- повышенную вероятность нарушения целостности стержней под влиянием значительных нагрузок. Действующие правила разрешают применять электродуговую сварку для фиксации арматуры диаметром до 25 мм;
- протяженность сварочного шва и класс применяемых прутков взаимосвязаны. Таблица нормативного документа содержит всю необходимую информацию о фиксации стержней с помощью электродуговой сварки.
 Таблица нормативного документа содержит всю необходимую информацию о фиксации стержней с помощью электродуговой сварки.
Таблица нормативного документа содержит всю необходимую информацию о фиксации стержней с помощью электродуговой сварки.Нормативный документ допускает при выполнении сварочных мероприятий применение электродов диаметром 0,4-0,5 см и регламентирует величину нахлеста, превышающую десять диаметров применяемых стержней.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Соединение арматуры внахлест без сварки при монтаже армопояса
Используя популярные в строительстве стержни с маркировкой А400 AIII, несложно выполнить перехлест арматуры с применением отожженной проволоки для вязания.
- соединение с перехлестом прямых концов арматурных стержней;
- фиксация прутков внахлест с использованием дополнительных элементов усиления;
- связывание стержней с выгнутыми в форме своеобразных петель или крюков концами.
С помощью проволоки для вязания допускается соединять арматуру профильного сечения диаметром до 4 см. Величина перехлеста возрастает пропорционально изменению диаметра стержней. Величина перекрытия прутков возрастает от 25 см (для прутков диаметром 0,6 см) до 158 см (для стержней диаметром 4 см). Величина перехлеста, согласно стандарту, должна превышать диаметр прутков в 35-50 раз. СНиП допускает применение винтовых муфт наравне с проволокой для вязания.
Величина перехлеста возрастает пропорционально изменению диаметра стержней. Величина перекрытия прутков возрастает от 25 см (для прутков диаметром 0,6 см) до 158 см (для стержней диаметром 4 см). Величина перехлеста, согласно стандарту, должна превышать диаметр прутков в 35-50 раз. СНиП допускает применение винтовых муфт наравне с проволокой для вязания.
Дистанция между арматурными стержнями, которые стыкуются нахлестом, в горизонтальном и вертикальном направлении обязана быть от 25 мм и выше
Требования нормативных документов к арматурным соединениям
При соединении прутков вязальным методом важно учитывать ряд факторов:
- взаимное расположение арматуры в пространственном каркасе;
- особенности размещения участков с нахлестом относительно друг друга;
- длину участка перехлеста, определяемую сечением стержня и маркой бетона.
При расположении участка с расположенными внахлест стержнями в зоне максимальной нагрузки, следует увеличить величину перехлеста до 90 диаметром соединяемых стержней.
 Строительные нормы четко указывают размеры стыковочных участков.
Строительные нормы четко указывают размеры стыковочных участков.На длину стыка влияет не только диаметр поперечного сечения, но и следующие моменты:
- величина действующей нагрузки;
- марка применяемой бетонной смеси;
- класс используемой стальной арматуры;
- размещение стыковых узлов в пространственном каркасе;
- назначение и область применения железобетонной продукции.
Следует обратить внимание, что величина нахлеста уменьшается при возрастании марки применяемого бетона.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю, так как в данной ситуации она зависит исключительно от высоты профильных выступов
Рассмотрим изменение величины нахлеста, воспринимающего сжимающие нагрузки, для арматуры класса А400 с диаметром 25 мм:
- для бетона марки М250 стержни фиксируются с максимальным перехлестом, равным 890 мм;
- бетонирование арматурной решетки раствором марки М350 позволяет уменьшить нахлест до 765 мм;
- при возрастании марки применяемого бетона до М400 нахлест прутков уменьшается до 695 мм;
- заливка арматурного каркаса бетонным раствором М450 позволяет уменьшить перехлест до 615 мм.
Для усилений растянутой зоны арматурного каркаса перехлест для указанной арматуры увеличен и составляет:
- 1185 мм для бетона М200;
- 1015 мм для бетона М350;
- 930 мм для бетона М400;
- 820 мм для бетона М450.
При выполнении мероприятий, связанных с армированием, важно правильно располагать участки нахлеста, и учитывать требования строительных норм и правил.
- равномерно распределять соединения по всему арматурному каркасу;
- выдерживать минимальное расстояние между стыками не менее 610 мм;
- учитывать марку бетонного раствора и сечение арматурных стержней.
Соблюдение требований строительных норм гарантирует прочность и надёжность бетонных конструкций, усиленных арматурным каркасом. Детально изучив рекомендации СНиП, несложно самостоятельно подобрать требуемую величину перехлеста арматуры с учетом конструктивных особенностей железобетонного изделия. Рекомендации профессиональных строителей позволят не допустить ошибок.
Стыковка арматуры встык. Стыковка арматуры внахлестку – особенности и важные моменты
При армировании бетона один из наиболее распространенных способов вязки арматуры — нахлест. Величина припусков определяется множеством факторов (места соединений, характер нагрузок, которые будет воспринимать конструкция, марка используемого бетона), но в большинстве случаев основополагающим является тип проволоки.
Длина перехлеста
Как правило, в качестве материала для создания армирующих конструкций выбирается рифленая арматура А3 или других марок сечением до 36 мм (в редких случаях используются прутки 40 мм), что и определяет протяженность нахлеста при ее вязке. Согласно СНиП эти значения не должны быть менее:
- для арматуры ∅ 6 мм -250 мм;
- для ∅ 10 — 300;
- для ∅ 12 — 380;
- для ∅ 16 — 480;
- для ∅ 18 — 580;
- для ∅ 22 — 680;
- для ∅ 25 — 760;
- для ∅ 28 — 860;
- для ∅ 32 — 960;
- для ∅ 36 — 1090;
- для ∅ 40 — 1580.
Нормативно-технической документацией нашей страны регламентируется среднее значение нахлеста в пределах 50 диаметров используемой арматуры. А в зависимости от марки применяемого бетона:
- М300 — 35 диаметров;
- М250 — 40;
- М200 — не менее 50 сечений соединяемых элементов.
Для соединения прутков диаметром более 25 мм специалисты советуют использовать винтовые муфты либо вязальную (отожженную) проволоку.
Не допускается вязка арматуры в местах концентрированной нагрузки на стержни и максимального напряжения на них. Свободные соединения стержней допускаются только в предварительно ненапряженных конструкциях.
Стыковка соседних стержней выполняется вразбежку — в одном сечении не должно соединяться свыше 50 % всех прутков. Дистанция между близлежащими стыковками не должна быть менее 610 мм.
Крестообразные перехлесты необходимо соединять хомутами или вязальной проволокой. В местах анкеровки конструкция должна быть обязательно усилена дополнительной поперечной арматурой.
Перехлесты элементов необходимо расположить в местах с минимальными крутящим и изгибающим моментами. Если это технологически невозможно, значение нахлеста устанавливается на уровне 90 диаметров соединяемой арматуры.
Для более точного изучения всех норм и правил по вязке армирующих конструкций следует обратиться за помощью в соответствующую проектную документацию. Важно понимать, что четкое соблюдение предписаний — залог долговечной и безаварийной работы ЖБИ.
Во время армирования фундамента или изготовления любого из видов армопояса практически у каждого человека возникает вопрос о том, какой должна быть длина нахлеста, и каким образом правильно его выполнить. Действительно, это имеет большое значение. Верно выполненная стыковка стальных прутьев делает более прочным соединение арматуры. Конструкция здания становится защищенной от различных видов деформаций и разрушений. Воздействие на фундамент сводится к минимуму. Как следствие — увеличивается безаварийный срок эксплуатации.
Нахлест арматуры при вязке – это самый простой и при этом по-настоящему надежный вариант соединения арматуры
Типы соединения
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами. На сегодняшний день известны такие методы состыковки арматурных прутьев, как:
- Стыки внахлест, выполненные без сварки:
- нахлест при стыковке с помощью изогнутых деталей (петлей, лапок, крюков).
- нахлест в соединениях прямых прутьев арматуры с поперечной фиксацией;
- нахлест прямых концов прутьев.
- Механические и сварные типы соединений встык:
- с использованием сварочных аппаратов;
- при помощи профессиональных механических агрегатов.
В требованиях СНиП сказано о том, что в бетонном основании необходимо устанавливать как минимум 2 неразрывных арматурных каркаса. Они выполняются фиксированием армирующих прутьев внахлест.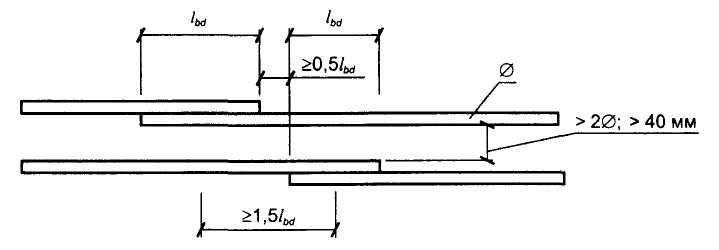
Вариант сплетения прутьев внахлест популярен в частном строительстве. И этому есть объяснение — такой способ доступен, а необходимые материалы имеют невысокую стоимость. Состыковать нахлест стержней арматуры без применения сварки можно с использованием вязальной проволоки.
Промышленное строительство чаще использует второй вариант соединения арматурных прутьев.
Строительными нормами допускается во время соединения арматуры внахлест применение прутьев разных сечений (диаметров). Но они не должны превышать 40 мм из-за отсутствия технических данных, подтвержденных исследованиями. В тех местах, где нагрузки максимальны, запрещается фиксация внахлест как при вязке, так и в случае использования сварки.
Соединение стержней сваркой
Нахлест арматуры с использованием сварки допускается только со стержнями марок А400С и А500С. Арматура этого класса считается свариваемой. Но стоимость таких стержней достаточно высока. Самый же распространенный класс — А400. Но его использование недопустимо, так как при его нагревании заметно сокращается прочность и устойчивость к коррозии.
Запрещается сваривать места, где есть перехлест арматуры, независимо от класса последней. Существует вероятность разрывов стержней при воздействии на них больших нагрузок. Так говорят зарубежные источники. В российских правилах разрешается использование дуговой электросварки этих мест, но размер диаметров не должен превышать 2,5 см.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Длина сварочных швов и классов арматуры находятся в прямой зависимости. В работе используются электроды с сечением 4-5 мм. Длина нахлеста при проведении сварочных работ — менее 10 диаметров используемых прутьев, что соответствует требованиям регламентирующих ГОСТов 14098 и 10922.
Монтаж армопояса без применения сварочных работ
При проведении монтажа соединений внахлест при вязке используются прутья самой популярной марки — А400 AIII. Места, где выполнен перехлест, связываются вязальной проволокой. СНиП предъявляют особые требования при выборе такого способа связки.
СНиП предъявляют особые требования при выборе такого способа связки.
Сколько есть вариантов фиксации прутьев без сварки?
Соединение арматуры:
- перехлест конечных прутьев;
- нахлест прутьев с прямыми концами с подваркой поперечных стержней;
- с изогнутыми концами.
Если стержни имеют гладкий профиль, возможно применение только 2-го или 3-го вариантов.
Соединение арматуры не должно размещаться в местах концентрированного приложения нагрузки и местах наибольшего напряжения
Существенные требования к соединениям
Во время вязания соединений методом нахлеста без применения сварки правилами определяются некоторые параметры:
- Длина накладки.
- Особенности местонахождения узлов в конструкции.
- Расположение перехлестов по отношению друг к другу.
Как уже было сказано, запрещается размещать арматуру, связанную внахлест, в местах наивысшей нагрузки и максимального напряжения. Располагаться они должны в тех местах железобетонного изделия, где отсутствует нагрузка, либо же она минимальна. Если такой технологической возможности нет, размер соединения выбирается из расчета — 90 сечений (диаметров) стыкующихся прутьев.
Если такой технологической возможности нет, размер соединения выбирается из расчета — 90 сечений (диаметров) стыкующихся прутьев.
Технические нормы четко регламентируют, какими должны быть размеры таких соединений. Однако их величина может зависеть не только от сечения. На неё также влияют следующие критерии:
- степень нагрузки;
- марка используемого бетона;
- класс арматуры;
- расположение узлов соединения в конструкции;
- место применения железобетонного изделия.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю
Основополагающим условием при выборе протяженности перехлеста является диаметр арматуры.
Следующая таблица может быть использована для удобного расчета размеров стыковки прутьев при вязании без применения метода сварки. Как правило, их размер подводится к 30-кратной величине сечения применяемой арматуры.
| Сечение арматуры, см | Размер нахлеста | |
| В сантиметрах | В миллиметрах | |
| 1 | 30 | 300 |
| 1,2 | 31,6 | 380 |
| 1,6 | 30 | 480 |
| 1,8 | 32,2 | 580 |
| 2,2 | 30,9 | 680 |
| 2,5 | 30,4 | 760 |
| 2,8 | 30,7 | 860 |
| 3,2 | 30 | 960 |
| 3,6 | 30,3 | 1090 |
Существуют также минимизированные величины связки прутьев внахлест. Они назначаются исходя из прочности бетона и степени давления.
Они назначаются исходя из прочности бетона и степени давления.
Дистанция между арматурными стержнями, которые стыкуются нахлестом, в горизонтальном и вертикальном направлении обязана быть от 25 мм и выше
В сжатой зоне бетона:
| Сечение арматуры (класс А400), см | Класс бетона (прочность) | |||
| В/20 | В/25 | В/30 | В/35 | |
| Марка бетона | ||||
| М/250 | М/350 | М/400 | М/450 | |
| Размер нахлеста (в сантиметрах) | ||||
| 1 | 35,5 | 30,5 | 28 | 25 |
| 1,2 | 43 | 36,5 | 33,5 | 29,5 |
| 1,6 | 57 | 49 | 44,5 | 39,5 |
| 1,8 | 64 | 55 | 50 | 44,5 |
| 2,2 | 78,5 | 67 | 56 | 54,5 |
| 2,5 | 89 | 76,5 | 69,5 | 61,5 |
| 2,8 | 99,5 | 85,5 | 78 | 69 |
| 3,2 | 114 | 97,5 | 89 | 79 |
| 3,6 | 142 | 122 | 115,5 | 98,5 |
Доброе утро!
Сегодня в Непрошеных советах я продолжу тему о рабочих швах бетонирования и стыковке арматуры. Точнее, о швах мы уже поговорили , теперь поговорим о стыковке.
Точнее, о швах мы уже поговорили , теперь поговорим о стыковке.
Далеко не всегда на стройку попадает арматура нужной длины, в итоге встает вопрос о том, что ее нужно стыковать. Как и с вопросом о швах бетонирования, многие проектировщики пытаются игнорировать эту проблему и отдают принятие решения на откуп строителям. Все, кто так делает, подвергают риску проектируемую конструкцию.
Строитель не обязан знать о том, где стыковать арматуру. Он состыкует ее в самом удобном для него месте, но одновременно – в самом опасном месте для конструкции. В «Рекомендациях по применению арматурного проката по ДСТУ 3760-98 при проектировании и изготовлении железобетонных конструкций без предварительного напряжения арматуры» хорошо описаны требования (см. п. 2.3.3), парочку, особо важных, я приведу здесь:
1. «Стыки рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в зоне действия максимальных усилий и местах полного использования арматуры. Стыки рабочей арматуры внахлестку не допускаются в линейных элементах, сечение которых полностью растянуто». Поясню немного. Мы должны четко донести до строителя, где ему можно стыковать арматуру. Нельзя стыковать в растянутой зоне: то есть, нижнюю рабочую арматуру в плите, например, нельзя стыковать в середине пролета, а верхнюю – над опорами (для многопролетных плит). Именно там плита растянута, об этом нам и эпюра моментов говорит, и даже просто попытка представить, как изогнется перекрытие в процессе нагружения: какие его поверхности будут пытаться растянуться, а какие – сжаться. Очень просто сделать на чертеже вот такую схему:
Стыки рабочей арматуры внахлестку не допускаются в линейных элементах, сечение которых полностью растянуто». Поясню немного. Мы должны четко донести до строителя, где ему можно стыковать арматуру. Нельзя стыковать в растянутой зоне: то есть, нижнюю рабочую арматуру в плите, например, нельзя стыковать в середине пролета, а верхнюю – над опорами (для многопролетных плит). Именно там плита растянута, об этом нам и эпюра моментов говорит, и даже просто попытка представить, как изогнется перекрытие в процессе нагружения: какие его поверхности будут пытаться растянуться, а какие – сжаться. Очень просто сделать на чертеже вот такую схему:
Я привела пример для плиты перекрытия, но подобные схемы можно сделать для любой конструкции, арматура в которой заказана погонными метрами. Иногда проектировщик сразу задает раскладку стержней определенной длины с указанием мест стыковки. Здесь есть риск утонуть в переписке по согласованию все новых мест стыковки, т.к. у строителей может оказаться в наличии арматура совсем не предсказуемой длины. Величины L/4 и L/3 берутся из конкретного расчета и могут отличаться от приведенных мной.
2. «Стыки сварных сеток и каркасов, а также растянутых стержней вязаных каркасов и сеток внахлестку должны располагаться вразбежку. При этом площадь сечения рабочих стержней, стыкуемых в одном месте или на расстоянии менее длины перепуска l l , должна составлять не более 50% общей площади сечения растянутой арматуры.
Стержни должны располагаться по возможности без зазора, максимальное расстояние в свету между стыкуемыми стержнями не должно превышать 4d или 50мм.
Расстояние в свету между стыками, расположенными в разных местах по длине элемента, должно быть не менее 0,5 l l , или в осях стыков не менее 1,5 l l .
Соседние стыки внахлестку должны располагаться на расстоянии в свету не менее 2d и не менее 30 мм». Как все это донести до строителя? Я советую взять за основу рисунок 6 «Рекомендаций…» и привести на чертеже следующую схему:
Обратите внимание, величина нахлестки для рабочей арматуры в верхней и нижней зоне плиты отличается (см. коэффициент из таблицы 12 «Рекомендаций…»). В примере я привела схему для арматуры диаметром 12 мм.
коэффициент из таблицы 12 «Рекомендаций…»). В примере я привела схему для арматуры диаметром 12 мм.
Всегда обращайте внимание на то, что в одном сечении должно быть не более 50% стыков растянутых стержней арматуры. Иногда это требование очень сложно выполнить, особенно в стесненных обстоятельствах, и приходится менять диаметры стержней и их количество.
Вообще, советую Вам вдоль и поперек изучить рекомендации, прежде чем приступать к конструированию нахлестки в конкретной конструкции.
Еще хочу написать о стыковке арматуры в колоннах. Это специфическая тема, разгадка которой для меня еще не найдена. Как раньше, до введения проката по ДСТУ 3760, стыковали арматурные стержни по ГОСТ 5781? Вот рисунок из «Руководства по конструированию жбк»:
Из рисунка ясно, что половина стержней-выпусков выходят из перекрытия на длину нахлестки, вторая половина – на две длины нахлестки. Этим обеспечивается разбежка стыков – не более 50% в одном сечении. Но в гостовской арматуре были совсем другие длины нахлестки – в несколько раз меньше (!), чем для арматуры по ДСТУ 3760. Для примера глянем: для стержня по ДСТУ диаметром 20 мм в бетоне В25 величина нахлестки составляет 1630 мм (согласно расчету по «Рекомендациям…»). Две длины нахлестки – это уже 3260 мм (иногда, это меньше, чем высота этажа!). Что с этим делать, нормы молчат. Что с этим делают проектировщики? Либо выпускают все стержни на одну величину нахлестки (не скажу, что это верно), либо выбирают способ стыковки сваркой с накладками или методом опрессовки. Но все эти варианты нужно согласовывать с заказчиком – все-таки его деньги и его возможности.
Для примера глянем: для стержня по ДСТУ диаметром 20 мм в бетоне В25 величина нахлестки составляет 1630 мм (согласно расчету по «Рекомендациям…»). Две длины нахлестки – это уже 3260 мм (иногда, это меньше, чем высота этажа!). Что с этим делать, нормы молчат. Что с этим делают проектировщики? Либо выпускают все стержни на одну величину нахлестки (не скажу, что это верно), либо выбирают способ стыковки сваркой с накладками или методом опрессовки. Но все эти варианты нужно согласовывать с заказчиком – все-таки его деньги и его возможности.
Пожалуй, об особенностях стыковки арматуры в колоннах я расскажу в следующем выпуске. Успешного Вам проектирования!
С уважением, Ирина.
class=»eliadunit»>
Комментарии
1 2
0 #33 Иринa
Верно рассчитанный нахлест арматуры при вязке влияет на итоговое качество конструкции. Надежность такого метода оспорить сложно, однако в процессе работы присутствуют определенные нюансы, при несоблюдении которых результат соединения может оказаться хрупким и недолговечным. Это также может повлиять на скорость затвердевания бетона, что сильно размягчит основание.
Это также может повлиять на скорость затвердевания бетона, что сильно размягчит основание.
Зачем необходимо соблюдать нормы нахлеста арматуры при вязке
При заливке фундамента дома или при возведении любого другого бетонного сооружения (колонны или монолитного блока) насущным остается вопрос прочности и долговечности конструкции. При соблюдении всех строительных норм, дополнительный металлический каркас сильно укрепит конструкцию и сделает ее долговечной, а основание неподверженным влиянию природных условий и времени.
В случае несоблюдения правил, фундамент дома может вскоре обвалиться, что приведет не только к потере большого количества материалов, но и к человеческим жертвам. Это связано с тем, что неверно рассчитанный нахлест арматуры ведет к незатвердеванию бетона в некоторых местах, что приводит к ослабеванию всей конструкции в целом. Для постройки крепкого и надежного каркаса используют несколько способов, в том числе вязку, для которой необходимо использовать нахлест.
Величина нахлеста при соединении арматуры по СНИП
Санитарные Нормы и Правила от 2003 года (сокращенно СНиП) описывают все виды соединений арматур, существующих на данный момент. Стыки внахлест создаются без использования сварочных аппаратов, этим они отличаются от механических (для которых используют муфты и специальное оборудование) и сварных (для которых соответственно нужен сварочный аппарат). Стыки внахлест существуют трех типов:
- Стержни с крюками, лапами (загибами) на концах.
- Стержни, у которых прямой конец (с приваркой или монтажом на пересечении арматур).
- Стержни с прямыми концами (профильные).
Санитарные Нормы и Правила от 2003 года рекомендуют соединять внахлест арматуры сечением до 40 мм. В свою очередь, мировой аналог строительных норм, а именно ACI 318-05 утверждает максимальное допустимое значение сечения стержней 36 мм. Обусловлено это отсутствием доказательной базы надежности соединений большего диаметра, так как испытания не проводились. Также во время вязки, стоит оставлять определенное свободное пространство вокруг нахлеста.
Также во время вязки, стоит оставлять определенное свободное пространство вокруг нахлеста.
Надо учитывать, что минимальное расстояние, которое нужно оставить для запаса, как по горизонтали, так и по вертикали составляет 25 мм. Однако, если само сечение арматуры больше 25 мм, то и запас нужно рассчитывать, согласно шагу диаметра. Наибольшим расстоянием между элементами является 8 сечений стержня. Но при использовании в вязке проволоки расстояние сокращается до 4 сечений.
Таблица нахлеста арматуры
Величина напуска арматуры в мм
| Диаметр арматурной стали А400 | Величина нахлеста |
| 10мм | 300мм |
| 12мм | 380мм |
| 16мм | 480мм |
| 18мм | 580мм |
| 22мм | 680мм |
| 25мм | 760мм |
| 28мм | 860мм |
| 32мм | 960мм |
| 36мм | 1090мм |
Нахлест арматуры при разных условиях
Места состыковки арматуры и расположение решетки должен определять проектировщик, а не строители. Так как общая картина проекта, а также знание о величине нагрузки в разных местах известны только ему. В противном случае конструкция может быть нарушена.
Так как общая картина проекта, а также знание о величине нагрузки в разных местах известны только ему. В противном случае конструкция может быть нарушена.
Например, во время армирования колонны, следует придерживаться нескольких принципиально важных шагов:
- Выпуск необходимо согнуть на немного большую длину, чем сечение арматуры (для диаметра 16мм — это 20мм).
- Сгибать арматуру необходимо без нагрева, а с помощью специальных средств, которые смогут обеспечить нужный радиус загиба.
- Радиус загиба необходимо указать в проекте и сделать на нем акцент, так как строители вряд ли будут делать это без поручения.
Нормы расхода арматуры на нахлест
Необходимая длина стержней арматуры различается по нескольким критериям:
- Для арматуры работающей на сжатие, необходимая длина будет следующей. Так, для арматур диаметра 6 мм — длина 20-22см; 8мм — длина 20-29см; 10мм — длина 25-36см; 12мм — длина 30-43см; 14мм — длина 35-50см.
- Для арматур работающих на растяжение, требуемая длина нахлеста стержней должна быть больше. Например, для диаметра 6 мм — длина 20-29см; 8мм — длина 27-38см; 10мм — длина 33-48см; 12мм — длина 40-57см; 14мм — длина 46-67см.

Чем выше класс бетона по прочности, тем меньше должна быть длина стержней для нахлеста. Исключениями являются только арматуры 20, 28 и 32 мм. При классе прочности бетона B35 длина стержней должна составлять 655, 920 и 1050 мм соответственно.
Важные нюансы и требования для соединения вязкой
Процесс соединения арматур с помощью проволоки кажется намного более легким, чем вариант со сваркой или же использование спрессованных муфт и специальных аппаратов. Однако он также имеет свои тонкости и нюансы. Надо учитывать, что не стоит соединять арматуры в местах с повышенной нагрузкой (например, углы зданий). Более того, желательно, чтобы в месте вязки нагрузки вообще не было. Если же технически нет возможности соблюсти это требование, то стоит пользоваться простой формулой: Размер соединения=90*Сечение используемых прутьев.
Также необходимо обращать внимание на основные параметры:
- длину накладки прута;
- местонахождение соединения и особенности данного места;
- расположение нахлестов по отношению друг к другу.
Между соседними местами соединения стрежней арматуры должно быть расстояние, которое можно рассчитать по формуле: Расстояние=1.5*Длину нахлеста, однако получившаяся величина должна быть не меньше 61см.
Также не стоит забывать, что размеры таких соединений регламентированы техническими нормами и нахлест зависит не столько от сечения арматур, сколько от:
- марки бетона, который используется для заливки;
- цели использования соединений;
- класса эксплуатируемой арматуры;
- нагрузки, оказываемой на основание.
Факты, формулы и цифры, изложенные в СНиПе дают представление о том, как именно делать вязку арматур для построения крепкого и надежного каркаса. Эти знания необходимы владельцам дачных участков, которые хотят что-то построить своими силами.
таблицы размеров стыковки всех диаметров по СНиП, правила соединения перехлеста
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения. Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.
Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.
Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Соединение прутьев методом сварки
Нахлест стержней методом сварки используется исключительно с арматурой марки А400С и А500С. Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.
В местах, где есть перехлест арматуры, сваривание запрещается, несмотря на класс стержней. Почему? Если верить зарубежным источникам, то есть большая вероятность разрыва места соединения, если на него будут воздействовать большие нагрузки. Что касается российских правил, то мнение следующее: использовать дуговую электросварку для стыковки разрешается, если размер диаметров не будет превышать 25 мм.
Важно! Длина сварочного шва напрямую зависит от класса арматурного прута и его диаметра. Для работы используют электроды, сечение которых от 4 до 5 мм. Требования, регламентированные в ГОСТах 14098 и 10922, сообщают, что делать нахлест методом сварки можно длиной меньше 10 диаметров арматурных прутьев, используемых для работ.
Стыковка арматуры методом вязки
Это самый простой способ обеспечить надежную конструкцию из арматурных прутьев. Для этой работы используется самый популярный класс стержней, а именно, А400 AIII. Соединение арматуры внахлест без сварки выполняется посредством вязальной проволоки. Для этого два прутка приставляются друг к другу и обвязываются в нескольких местах проволокой. Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой. Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.
Выполнять соединение прутьев арматуры внахлест абы как нельзя.
Важные нюансы и требования для соединения вязкой
Хоть процесс соединения прутьев с использованием проволоки проще, чем их соединение сварочным аппаратом, назвать его простым нельзя. Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
- длина накладки прута;
- местонахождение места соединения в конструкции и его особенности;
- как перехлесты расположены один к другому.
Мы упоминали, что размешать арматурный стык, сделанный внахлест, на участке с самой высокой степенью нагрузки и напряжения нельзя. К этим участкам относятся и углы здания. Получается, что нужно правильно рассчитать места соединений.
Однако техническими нормами четко регламентированы размеры подобных соединений. Нахлест зависит не только от диаметра прутьев, но и от других критериев:
- класс используемой для работы арматуры;
- какой марки бетон, используемый для заливки бетона;
- для чего используется железобетонное основание;
- степень оказываемой нагрузки.
Нахлест при разных условиях
Так какой же нахлест арматуры при вязке? Какие есть точные данные? Начнем с рассмотрения примеров. Первый фактор, от которого зависит нахлест – это диаметр прутьев.
Пример стыковки арматуры 25 диаметра в балке, при помощи вязки. Величина перехлеста 40d=1000 мм.
Итак, чтобы упростить задачу, используем специальную таблицу, где указан, какой нахлест используется для прутьев разного диаметра.
С этими данными каждый сможет выполнить работу правильно. Но есть еще одна таблица, указывающая на нахлест при использовании сжатого бетона. Он зависит от класса используемого бетона. При этом чем выше класс, тем разбежка стыков арматуры меньше.
В20 (М250) В25 (М350) В30 (М400) В35 (М450) 10 355 305 280 250 12 430 365 355 295 16 570 490 455 395 18 640 550 500 445 22 785 670 560 545 25 890 765 695 615 28 995 855 780 690 32 1140 975 890 790 36 1420 1220 1155 985 Что касается растянутой зоны бетона, то в отличие от сжатой зоны, нахлест будет еще больше.
Сечение арматуры А400, которая используется для работы (мм) Длина нахлеста, в зависимости от марки бетона (мм) В20 (М250) В25 (М350) В30 (М400) В35 (М450) 10 475 410 370 330 12 570 490 445 395 16 760 650 595 525 18 855 730 745 590 22 1045 895 895 775 25 1185 1015 930 820 28 1325 1140 1140 920 32 1515 1300 1185 1050 36 1895 1625 1485 1315 Если правильно расположить нахлест друг относительно друга и сделать его нужной длины, то скелет основания получит значительные увеличения прочности.
Согласно нормам и правилам (СНиП), минимальное расстояние между соединением должно составлять 61 см. Больше – лучше. Если не соблюдать эту дистанцию, то риск, что конструкция при сильных нагрузках и в ходе эксплуатации будет деформироваться, возрастает. Остается следовать рекомендациям, для создания качественного армирования.
vseoarmature.ru
Нахлест арматуры при вязке таблица
Прочный и долговечный фундамент – это армированный фундамент. Но армирование – операция, требующая точности, и вязание стержней арматуры внахлест или встык требует знания длины прутьев. Лишние сантиметры арматурных прутьев способны деформировать фундамент при прикладываемых боковых нагрузках, нарушить его целостность и общую надежность. И наоборот — правильный монтаж армокаркаса позволит избежать деформирования и растрескивания бетонной ж/б плиты, увеличить срок службы и надежность фундамента. Знание технических особенностей, методов расчета длины прутьев, монтажа стыков и требований снип помогут в строительстве не единожды.
Грамотный нахлест арматурыНормативное основание и типы соединений
Требования снип 52-101-2003 предполагают выполнение условий жесткости для механических и сварных соединений арматурных стержней, а также для соединений прутьев внахлест. Механические соединения арматурных стержней – это резьбовые и прессованные крепления. К строительным операциям, материалам и инструментам применяются не только российские СНИП и ГОСТ – мировая стандартизация ACI 318-05 утверждает нормативное сечение стержня для вязки ≤ 36 мм, в то время как документация внутреннего пользования на российском рынке позволяет увеличить сечение прута до 40 мм. Такое разногласие появилось из-за отсутствия соответствующих задокументированных испытаний арматуры с большим диаметром.
Способы вязания арматурных прутьевСоединение прутьев арматуры не допускается на локальных участках с превышением допустимых нагрузок и прикладываемых напряжений. Соединение внахлест – это традиционно вязание армостержней мягкой стальной проволокой.
- Соединение внахлест без сварного шва;
- Соединение сваркой, резьбой или опрессовкой.
Стык внахлест без сваркиСтык без применения сварки чаще всего применяется в индивидуальном строительстве из-за доступности и дешевизны метода. Доступная и недорогая арматура для вязки каркаса – класса A400 AIII. Согласно ACI и СНиП не разрешается стыковать арматуру нахлестом в местах предельных нагрузок и на участках высокой напряженности для арматуры.
Соединение армостержней свариванием
Для частного строительства сваривание стержней арматуры нахлестом – это дорого, так как класс рекомендуется использовать свариваемый класс А400С или А500С арматуры. При применении прутьев без символа «С» в маркировке приведет к потере прочности и устойчивости к коррозии. Арматуру марки А400С — А500С следует сваривать электродами Ø 4-5 мм.
Таким образом, согласно таблице, длина сварного шва при вязании стержней марки В400С должна быть 10 Ø прута. При использовании 12-миллиметровых стержней шов будет длиной 120 мм.
Сварной стык внахлестСоединение внахлест вязанием
Дешевый и распространенный класс арматуры для соединений без сварки — А400 АIII. Стыки скрепляются вязальной проволокой, к местам вязки предъявляются особые требования.
Анкеровка или нахлест арматуры при вязке таблица значений которого приведена ниже для вязки в бетоне марки BIO с прочностью 560 кг/см 2 , предполагает использование определенных марок и классов армостержней с определенным типом металлообработки для определенных диаметров:
Работа арматуры при сжатии и растяженииМеханическая стыковка прутьев в каркасе для ж/б изделий проводится один из следующих способов:
- Наложением прямых стержней друг на друга;
- Нахлест прута с прямым концом со сваркой или механическим креплением на всем перепуске поперечных стержней;
- Механическое и сварное крепление стержней с загнутыми в виде крючков, петель и лап законцовками.
Применение гладкой арматуры требует вязать ее внахлест или сваривать с поперечными прутьями каркаса.
Требования к вязке прутьев внахлест:
- Необходимо вязать стержни с соблюдением длины наложения прутьев;
- Соблюдать нахождение мест вязки в бетоне и перепусков арматуры по отношению друг к другу;
Соблюдение требований СНиП позволит эксплуатировать прочные ж/ плиты в фундаментах с большим и гарантированным сроком службы.
Способы ручной вязки арматурыМестонахождение соединений арматуры внахлест
Нормативные документы не разрешают располагать участки соединения арматуры ввязкой в местах предельных нагрузок и напряжений. Все стыки стержней рекомендуется располагать в железобетонных конструкциях с ненагруженными участками и без приложения напряжений. Для ленточных монолитных фундаментов участки перепуска концов прутьев нужно размещать в локальных участках с без приложения крутящих и изгибающих сил, или с минимальным их вектором.
Расположение арматуры при вязкеОбщая длина всех вязаных перепусков в каркасе зависит от приложенных усилий к прутьям, уровня сцепления с бетоном и напряжений, возникающих по протяженности соединения, а также сил сопротивления в перехлестах армопрутьев. Главный параметр при расчете длины перепуска соединяемой арматуры – диаметр стержня.
Калькулятор
Таблица ниже позволяет без сложных расчетов определить нахлест армирующих прутьев при монтаже армирующего фундаментного каркаса. Почти все значения в таблице приводятся к Ø 30 связываемых армирующих стержней.
Чтобы повысить прочность армокаркаса основания дома, нахлесты в арматуре необходимо правильно располагать по отношению друг к другу. причем контролировать размещение и в горизонтальной, и в вертикальной плоскости в бетоне. Российские и международные нормы и правила рекомендуют по этому поводу делать разнос связок, чтобы в одном разрезе находилось не более 50% нахлестов.
Как располагать нахлесты прутьевМеждународные требования ACI 318-05 определяют разнесение стыков на расстояние ≥ 61 см. При превышении этого значения вероятность деформирования бетонного фундамента от напряжений и нагрузок значительно возрастает.
jsnip.ru
Сколько диаметров СНиП при перехлесте арматуры?
Коментариев: 0
Нахлест арматуры при вязке (СНиП)
Во время армирования фундамента или изготовления любого из видов армопояса практически у каждого человека возникает вопрос о том, какой должна быть длина нахлеста, и каким образом правильно его выполнить. Действительно, это имеет большое значение. Верно выполненная стыковка стальных прутьев делает более прочным соединение арматуры. Конструкция здания становится защищенной от различных видов деформаций и разрушений. Воздействие на фундамент сводится к минимуму. Как следствие — увеличивается безаварийный срок эксплуатации.
Нахлест арматуры при вязке – это самый простой и при этом по-настоящему надежный вариант соединения арматуры
Типы соединения
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами. На сегодняшний день известны такие методы состыковки арматурных прутьев, как:
- Стыки внахлест, выполненные без сварки:
- нахлест при стыковке с помощью изогнутых деталей (петлей, лапок, крюков).
- нахлест в соединениях прямых прутьев арматуры с поперечной фиксацией;
- нахлест прямых концов прутьев.
- Механические и сварные типы соединений встык:
- с использованием сварочных аппаратов;
- при помощи профессиональных механических агрегатов.
В требованиях СНиП сказано о том, что в бетонном основании необходимо устанавливать как минимум 2 неразрывных арматурных каркаса. Они выполняются фиксированием армирующих прутьев внахлест.
Вариант сплетения прутьев внахлест популярен в частном строительстве. И этому есть объяснение — такой способ доступен, а необходимые материалы имеют невысокую стоимость. Состыковать нахлест стержней арматуры без применения сварки можно с использованием вязальной проволоки.
Промышленное строительство чаще использует второй вариант соединения арматурных прутьев.
Строительными нормами допускается во время соединения арматуры внахлест применение прутьев разных сечений (диаметров). Но они не должны превышать 40 мм из-за отсутствия технических данных, подтвержденных исследованиями. В тех местах, где нагрузки максимальны, запрещается фиксация внахлест как при вязке, так и в случае использования сварки.Соединение стержней сваркой
Нахлест арматуры с использованием сварки допускается только со стержнями марок А400С и А500С. Арматура этого класса считается свариваемой. Но стоимость таких стержней достаточно высока. Самый же распространенный класс — А400. Но его использование недопустимо, так как при его нагревании заметно сокращается прочность и устойчивость к коррозии.
Запрещается сваривать места, где есть перехлест арматуры, независимо от класса последней. Существует вероятность разрывов стержней при воздействии на них больших нагрузок. Так говорят зарубежные источники. В российских правилах разрешается использование дуговой электросварки этих мест, но размер диаметров не должен превышать 2,5 см.Длина сварочных швов и классов арматуры находятся в прямой зависимости. В работе используются электроды с сечением 4-5 мм. Длина нахлеста при проведении сварочных работ — менее 10 диаметров используемых прутьев, что соответствует требованиям регламентирующих ГОСТов 14098 и 10922.
Монтаж армопояса без применения сварочных работ
При проведении монтажа соединений внахлест при вязке используются прутья самой популярной марки — А400 AIII. Места, где выполнен перехлест, связываются вязальной проволокой. СНиП предъявляют особые требования при выборе такого способа связки.
Сколько есть вариантов фиксации прутьев без сварки?Соединение арматуры:
- перехлест конечных прутьев;
- нахлест прутьев с прямыми концами с подваркой поперечных стержней;
- с изогнутыми концами.
Если стержни имеют гладкий профиль, возможно применение только 2-го или 3-го вариантов.
Соединение арматуры не должно размещаться в местах концентрированного приложения нагрузки и местах наибольшего напряжения
Существенные требования к соединениям
Во время вязания соединений методом нахлеста без применения сварки правилами определяются некоторые параметры:
- Длина накладки.
- Особенности местонахождения узлов в конструкции.
- Расположение перехлестов по отношению друг к другу.
Как уже было сказано, запрещается размещать арматуру, связанную внахлест, в местах наивысшей нагрузки и максимального напряжения. Располагаться они должны в тех местах железобетонного изделия, где отсутствует нагрузка, либо же она минимальна. Если такой технологической возможности нет, размер соединения выбирается из расчета — 90 сечений (диаметров) стыкующихся прутьев.
Технические нормы четко регламентируют, какими должны быть размеры таких соединений.
- степень нагрузки;
- марка используемого бетона;
- класс арматуры;
- расположение узлов соединения в конструкции;
- место применения железобетонного изделия.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю
Основополагающим условием при выборе протяженности перехлеста является диаметр арматуры.
Следующая таблица может быть использована для удобного расчета размеров стыковки прутьев при вязании без применения метода сварки. Как правило, их размер подводится к 30-кратной величине сечения применяемой арматуры.Существуют также минимизированные величины связки прутьев внахлест. Они назначаются исходя из прочности бетона и степени давления.
В сжатой зоне бетона:
Класс бетона (прочность) В/20 В/25 В/30 В/35 Марка бетона М/250 М/350 М/400 М/450 1 35,5 30,5 28 25 1,2 43 36,5 33,5 29,5 1,6 57 49 44,5 39,5 1,8 64 55 50 44,5 2,2 78,5 67 56 54,5 2,5 89 76,5 69,5 61,5 2,8 99,5 85,5 78 69 3,2 114 97,5 89 79 3,6 142 122 115,5 98,5 Перечень измерений на растянутой зоне бетона:
Сечение арматуры (класс А400), см Класс бетона (прочность) В/20 В/25 В/30 В/35 Марка бетона М/250 М/350 М/400 М/450 Размер нахлеста (в сантиметрах) 1 47,5 41 37 33,0 1,2 57 49 44,5 39,5 1,6 76 65 59,5 52,5 1,8 85,5 73 74,5 59,0 2,2 104,5 89,5 89,5 27,5 2,5 118,5 101,5 93 82,0 2,8 132,5 114 104 92,0 3,2 151,5 130 118,5 105,0 3,6 189,5 162,5 148,5 131,5 Правильное расположение нахлеста касательно друг друга и всей конструкции имеет колоссальное значение для повышения прочности скелета фундамента.
Соединения необходимо делать таким образом, чтобы они были равномерно распределены, и в каждом разрезе конструкции было сосредоточено не больше 50% связок. А промежуток между ними должен быть меньше 130% размера стыков армированных прутьев.
Требования уже упомянутых выше строительных норм и правил (СНиП) гласят, что расстояние между стыковочными соединениями должно быть более 61 см. В случае несоблюдения такой дистанции бетонное основание может быть подвергнуто деформациям вследствие всех оказываемых на него нагрузок на этапе сооружения здания, а также во время его эксплуатации.
Originally posted 2016-11-21 12:25:59.
pobetony.ru
Как грамотно сделать нахлест арматуры при вязке и сварке
Соединяя стальные пруты, армируя ленточный фундамент, у многих возникает естественный вопрос: как грамотно выполнить нахлест арматуры, и какова должна быть его длинна. Ведь правильная сборка металлического силового каркаса, позволит предотвратить деформацию и разрушение монолитной бетонной конструкции от воздействующих на нее нагрузок и увеличить безаварийный срок ее эксплуатации.
Типы соединения арматуры внахлест
Согласно требованиям СНиП бетонное основание должно иметь не менее двух сплошных безразрывных контуров арматуры. Выполнить данное условие на практике позволяет стыковка армирующих прутов внахлест. При этом соединения в стыках могут быть нескольких типов:
- Внахлестку без сварки
- Сварные и механические соединения.
Первый вариант соединения широко используется в частном домостроении благодаря простоте исполнения, доступности и невысокой стоимости материалов. В данном случае применяется распространенный класс арматуры A400 AIII. Стыковка нахлеста арматурных стержней без использования сварки может осуществляться как с применением вязальной проволоки, так и без нее. Второй вариант чаще всего используется в промышленном домостроении.
Согласно строительным нормам и правилам соединение арматуры нахлестом при вязке и сварке предусматривает использование прутов диаметром до 40мм.
Согласно строительной нормативной документации запрещено выполнять нахлест арматуры при вязке и сварке на участках максимального сосредоточения нагрузки и местах максимального напряжения металлических прутов.
Соединение нахлеста арматурных стержней сваркой
Для дачного строительства сварка нахлеста арматуры считается дорогим удовольствием, по причине высокой стоимости металлических стержней марки А400С или А500С. Они относятся к свариваемому классу. Что существенно повышает стоимость материалов. Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
Тем не менее, если Вы решили использовать стержни свариваемого класса (А400С, А500С, В500С), их соединения следует сваривать электродами 4…5 миллиметрового диаметра.
Исходя из приведенных данных видно, что при использовании при вязке стальных прутов класса В400С величина нахлеста, соответственно и сварного шва, составит 10 диаметров свариваемой арматуры. Если для силового каркаса фундамента взяты стержни ᴓ12 мм, то протяженность шва составит 120 мм, что, по сути, будет соответствовать ГОСТу 14098 и 10922.
Согласно американским нормам нельзя сваривать перекрестия арматурных стержней. Действующие нагрузки на основание могут вызвать возможные разрывы, как самих прутьев, так и мест их соединения.
Соединение арматуры внахлест при вязке
В случаях использования распространенных прутов марки А400 АIII, что бы передать расчетные усилия от одного стержня другому используют способ соединения без сварки. При этом места нахлеста арматуры связывают специальной проволокой. Такой метод имеет свои особенности и к нему предъявляются особые требования.
Варианты нахлеста арматуры
В соответствие с действующим СНиП безсварочное соединение стержней при монтаже силового каркаса ЖБИ может производиться одним из следующих вариантов:
- Накладка профильных стержней с прямыми концами;
- Нахлест арматурного профиля с прямым окончанием с приваркой или монтажом на протяжении всего перепуска поперечно расположенных прутов;
- С загнутыми окончаниями в виде крюков, петель и лапок.
Вязать такими соединениями можно профилированную арматуру диаметром до 40 миллиметров, хотя американский стандарт ACI-318-05 допускает к использованию стержни диаметром не более 36 мм.
Использование стержней с гладким профилем требует применять варианты нахлестного соединения либо путем приварки поперечной арматуры, либо использовать стержни с крюками и лапками.
Основные требования к выполнению соединений нахлестом
При выполнении вязки стыков арматуры нахлестом существуют определенные строительной документацией правила.
- Величину накладки стержней;
- Особенности расположения самих соединений в теле бетонируемой конструкции;
- Местонахождение соседних перепусков относительно друг друга.
Учет этих правил позволяет создавать надежные железобетонные конструкции, и увеличивать срок их безаварийной работы. Теперь обо всем подробнее.
Где располагать при вязке нахлестные соединения арматуры
СНиП не допускает расположение мест вязки арматуры нахлестом в областях наибольшей нагрузки на них. Не рекомендуется располагать стыки и в местах, где стальные стержни испытывают максимальное напряжение. Все стыковочные соединения прутов лучше всего размещать в ненагруженных участках ЖБИ, где конструкция не испытывает напряжения. При заливке ленточного фундамента перепуски окончаний арматуры разносят в места с минимальным крутящим моментом и с минимальным изгибающим моментом.
В случае отсутствия технологической возможности выполнить данные условия, протяженность нахлеста армирующих стержней берется из расчета 90 диаметров стыкуемых прутов.
Какую делать величину нахлеста арматуры при вязке
Поскольку вязка арматуры внахлест определяется технической документацией, то там четко указана протяженность стыковочных соединений. При этом величины могут колебаться не только от диаметра используемых прутов, но и от таких показателей как:
- Характер нагрузки;
- Марка бетона;
- Класс арматурной стали;
- Мест соединения;
- Назначения ЖБИ (горизонтальные плиты, балки или вертикальные колонны, пилоны и монолитные стены).
Сращивание арматурных стержней при выполнении нахлеста
В целом же протяженность нахлеста прутов арматуры при вязке определяется влиянием усилий, возникающих в стержнях, воспринимаемых сил сцеплением с бетоном, воздействующими по всей длине стыка, и силами, оказывающими сопротивления в анкеровке армирующих прутов.
Основополагающим критерием при определении длинны напуска арматуры при вязке, берется ее диаметр.
Для удобства расчетов нахлеста армирующих стержней при вязке силового каркаса монолитного фундамента предлагаем воспользоваться таблицей с указанными величинами диаметра и их напуска.
В зависимости от нагрузок и назначения железобетонных изделий длина нахлестных соединений стержневой стали изменяется в сторону увеличения:
В зависимости от марки бетона и характера нагрузки, применяемого для заливки монолитной ленты фундамента и прочих железобетонных элементов, минимальные рекомендуемые величины перепуска арматуры в процессе вязки будут следующими:
Для сжатого бетона Диаметр армирующей стали А400 используемой в сжатом бетоне, мм М250 (В20) М350 (В25) М400 (В30) М450 (В35) 10 355 305 280 250 12 430 365 335 295 16 570 490 445 395 18 640 550 500 445 22 785 670 560 545 25 890 765 695 615 28 995 855 780 690 32 1140 975 890 790 36 1420 1220 1155 985
Для растянутого бетона Диаметр армирующей стали А400 используемой в растянутом бетоне, мм Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм М250 (В20) М350 (В25) М400 (В30) М450 (В35) 10 475 410 370 330 12 570 490 445 395 16 760 650 595 525 18 855 730 745 590 22 1045 895 895 275 25 1185 1015 930 820 28 1325 1140 1040 920 32 1515 1300 1185 1050 36 1895 1625 1485 1315 Как расположить друг относительно друга арматурные перепуски
Для увеличения прочности силового каркаса фундамента очень важно правильно располагать нахлесты арматуры относительно друг друга в обеих плоскостях тела бетона.
Взаимное расположение арматурных перепусков в теле бетона
Если центры нахлеста вязаной арматуры находятся в пределах указанной величины, то считается, что соединения стержней располагается в одном сечении.
Согласно нормам ACI 318-05 взаимное расположение стыковочных соединений должно находиться на расстоянии не менее 61 сантиметра. Если дистанция будет не соблюдена, то повышается вероятность деформации бетонного монолитного основания от нагрузок, оказываемых на него в процессе возведения здания и его последующей эксплуатации.
postroim-dachu.ru
Перехлест арматуры: сколько диаметров по СНиП
При выполнении мероприятий, связанных с армированием бетонных конструкций, возникает необходимость соединить между собой арматурные стержни.
Виды соединений между арматурными элементами
Желая разобраться с возможными вариантами стыковки арматурных прутков, многие мастера обращаются к требованиям действующих нормативных документов. Ведь удачно выполненное соединение обеспечивает требуемый запас прочности на сжатие и растяжение. Некоторые застройщики пытаются найти ответ согласно СНиП 2 01. Другие – изучают строительные нормы и правила под номером 52-101-2003, содержащие рекомендации по проектированию конструкций из железобетона, усиленного ненапряженной стальной арматурой.
В соответствии с требованиями действующих нормативных документов для усиления ненапряженных элементов применяется стальная арматура, в отличие от напряженных конструкций, где для армирования используются арматурные канаты классов К7 и выше.
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами
Возможны следующие варианты:
- соединение внахлест вязаных стержней без применения сварки. Фиксация осуществляется с использованием дополнительных стальных прутков изогнутой формы, повторяющих конфигурацию арматурного соединения. Допускается согласно СНиП выполнение нахлеста прямых стержней с поперечным креплением элементов при помощи вязальной проволоки или специальных хомутов.
Нахлест арматуры при вязке зависит от диаметра прутков. Залитые бетоном конструкции из вязаных прутков широко применяются в области частного домостроения. Застройщика привлекает простота технологии, легкость соединения и приемлемая стоимость стройматериалов;
- фиксация арматурных прутков с помощью бытового электросварочного оборудования и профессиональных агрегатов.
Выполнить перехлест арматурных прутков с помощью электросварки можно, используя арматуру определенных марок, например, А400С. Технология сваривания стальной арматуры в основном используется в области промышленного строительства.
Строительные нормы и правила содержат указание о необходимости усиления бетонного массива не менее, чем двумя цельными арматурными контурами. Для реализации указанного требования производится соединение стальных стержней с перекрытием. СНиП допускает использование стержней различных диаметров. При этом максимальный размер поперечного сечения прутка не должен превышать 4 см. СНиП запрещает производить соединение стержней внахлест с помощью вязальной проволоки и сварки в местах действия значительной нагрузки, расположенной вдоль или поперек оси.
К таковым относят механические и сварные соединения стыкового типа, а также стыки внахлест, выполняемые без сварки
Фиксация арматурных прутков электросваркой
Стыковка арматуры с использованием электрической сварки применяется в областях промышленного и специального строительства. При соединении с помощью электросварки важно добиться минимального расстояния между стержнями и зафиксировать элементы без зазора. Повышенная нагрузочная способность зоны соединения, растянутой от действия, достигается при использовании арматурных прутков с маркировкой А400С или А500С.
Профессиональные строители обращают внимание на следующие моменты:
- недопустимость применения для сварных соединений распространенной арматуры с маркировкой А400. В результате нагрева значительно снижается прочность и повышается восприимчивость к воздействию коррозии;
- повышенную вероятность нарушения целостности стержней под влиянием значительных нагрузок. Действующие правила разрешают применять электродуговую сварку для фиксации арматуры диаметром до 25 мм;
- протяженность сварочного шва и класс применяемых прутков взаимосвязаны.
Нормативный документ допускает при выполнении сварочных мероприятий применение электродов диаметром 0,4-0,5 см и регламентирует величину нахлеста, превышающую десять диаметров применяемых стержней.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Соединение арматуры внахлест без сварки при монтаже армопояса
Используя популярные в строительстве стержни с маркировкой А400 AIII, несложно выполнить перехлест арматуры с применением отожженной проволоки для вязания.
- соединение с перехлестом прямых концов арматурных стержней;
- фиксация прутков внахлест с использованием дополнительных элементов усиления;
- связывание стержней с выгнутыми в форме своеобразных петель или крюков концами.
С помощью проволоки для вязания допускается соединять арматуру профильного сечения диаметром до 4 см.
Дистанция между арматурными стержнями, которые стыкуются нахлестом, в горизонтальном и вертикальном направлении обязана быть от 25 мм и выше
Требования нормативных документов к арматурным соединениям
При соединении прутков вязальным методом важно учитывать ряд факторов:
- взаимное расположение арматуры в пространственном каркасе;
- особенности размещения участков с нахлестом относительно друг друга;
- длину участка перехлеста, определяемую сечением стержня и маркой бетона.
При расположении участка с расположенными внахлест стержнями в зоне максимальной нагрузки, следует увеличить величину перехлеста до 90 диаметром соединяемых стержней.
На длину стыка влияет не только диаметр поперечного сечения, но и следующие моменты:
- величина действующей нагрузки;
- марка применяемой бетонной смеси;
- класс используемой стальной арматуры;
- размещение стыковых узлов в пространственном каркасе;
- назначение и область применения железобетонной продукции.
Следует обратить внимание, что величина нахлеста уменьшается при возрастании марки применяемого бетона.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю, так как в данной ситуации она зависит исключительно от высоты профильных выступов
Рассмотрим изменение величины нахлеста, воспринимающего сжимающие нагрузки, для арматуры класса А400 с диаметром 25 мм:
- для бетона марки М250 стержни фиксируются с максимальным перехлестом, равным 890 мм;
- бетонирование арматурной решетки раствором марки М350 позволяет уменьшить нахлест до 765 мм;
- при возрастании марки применяемого бетона до М400 нахлест прутков уменьшается до 695 мм;
- заливка арматурного каркаса бетонным раствором М450 позволяет уменьшить перехлест до 615 мм.
Для усилений растянутой зоны арматурного каркаса перехлест для указанной арматуры увеличен и составляет:
- 1185 мм для бетона М200;
- 1015 мм для бетона М350;
- 930 мм для бетона М400;
- 820 мм для бетона М450.
При выполнении мероприятий, связанных с армированием, важно правильно располагать участки нахлеста, и учитывать требования строительных норм и правил.
- равномерно распределять соединения по всему арматурному каркасу;
- выдерживать минимальное расстояние между стыками не менее 610 мм;
- учитывать марку бетонного раствора и сечение арматурных стержней.
Соблюдение требований строительных норм гарантирует прочность и надёжность бетонных конструкций, усиленных арматурным каркасом. Детально изучив рекомендации СНиП, несложно самостоятельно подобрать требуемую величину перехлеста арматуры с учетом конструктивных особенностей железобетонного изделия. Рекомендации профессиональных строителей позволят не допустить ошибок.
pobetony.expert
Стыковка арматуры внахлест — правила и особенности
Стыки стержней арматуры могут выполняться:
- при помощи электросварки (контактной или дуговой)
- либо без сварки — внахлестку.
Выбор типа стыка следует производить, сообразуясь с имеющимся оборудованием, видом арматуры, диаметром стержней, расположением стержней в конструкции, назначением конструкции и удобством укладки бетона.
Процесс соединения арматуры, в результате которого получается непрерывное армирование, называется стыковкой.
Схема армирования стыков ленточного фундамента.
В современном строительстве существуют разные способы соединения арматуры:
- механический;
- при помощи сварки;
- внахлест без применения сварки.
Преимущества механической стыковки
Данный способ является наиболее выгодным, соответственно, и наиболее часто используемым. Если сравнить процесс механического соединения арматуры со стыковкой арматуры внахлест, то главное преимущество здесь заключается в том, что не происходит значительная потеря материала.
Если сравнивать механическое соединение арматуры со стыковкой при помощи сварки, то в этом случае выигрывает скорость работы, на которую затрачивается намного меньше времени. К тому же, сварку должны выполнять только профессиональные сварщики, чтобы избежать некачественной работы, которая в будущем способна привести к негативным последствиям. В итоге, если проводить механическую стыковку, можно значительно сэкономить на оплате труда квалифицированных мастеров.
Еще в результате такого способа соединения получается достаточно прочная конструкция. Получить равнопрочное соединение, используя этот метод, можно при различных погодных условиях и в любое время года.
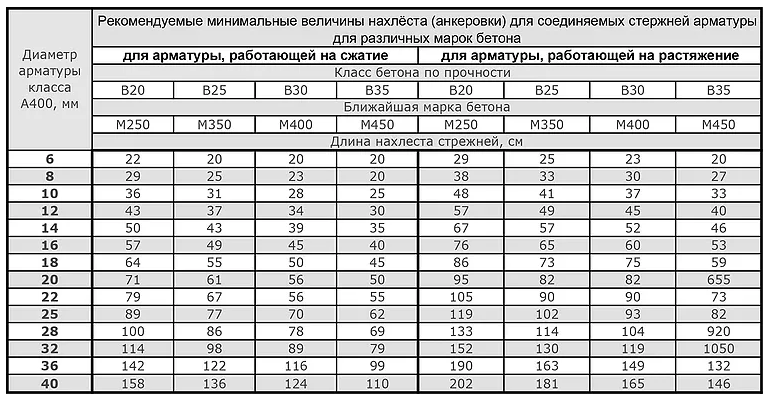
 Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции. И дело не только в длине нахлеста, но и других моментах.
Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции. И дело не только в длине нахлеста, но и других моментах. Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм. Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.
Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры. Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.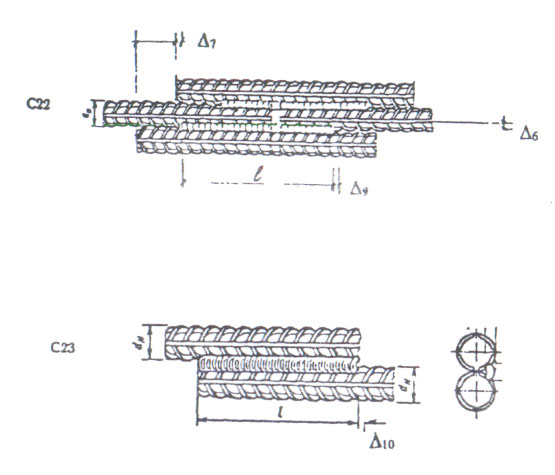 Соединения равномерно распределяются по всей конструкции.
Соединения равномерно распределяются по всей конструкции.
 Если для армирования фундамента применяется арматура Ø ≤ 25 мм, то практичнее и эффективнее будет использование опрессованных креплений или резьбовых муфт, чтобы повысить безопасность самого соединения и объекта в целом. К тому же винтовые и опрессованные соединения экономят материал — нахлест прутьев при вязании вызывает перерасход материала ≈ 25%.Строительные нормы и правила № 52-101-2003 регламентируют требования к прочности основания здания – фундамент должен иметь два или более неразрывных контура из арматурных прутьев. Чтобы реализовать это требование на практике, выполняется вязка прутьев внахлест по таким типам:
Если для армирования фундамента применяется арматура Ø ≤ 25 мм, то практичнее и эффективнее будет использование опрессованных креплений или резьбовых муфт, чтобы повысить безопасность самого соединения и объекта в целом. К тому же винтовые и опрессованные соединения экономят материал — нахлест прутьев при вязании вызывает перерасход материала ≈ 25%.Строительные нормы и правила № 52-101-2003 регламентируют требования к прочности основания здания – фундамент должен иметь два или более неразрывных контура из арматурных прутьев. Чтобы реализовать это требование на практике, выполняется вязка прутьев внахлест по таким типам:

 При невозможности выполнения этих требований, длина перепуска армостержней принимается как 90 Ø соединяемой арматуры.
При невозможности выполнения этих требований, длина перепуска армостержней принимается как 90 Ø соединяемой арматуры. Расстояние разнесения, определенное СНиП и ACI, не должно быть больше 130% всей длины стыков армирующих прутьев.
Расстояние разнесения, определенное СНиП и ACI, не должно быть больше 130% всей длины стыков армирующих прутьев.

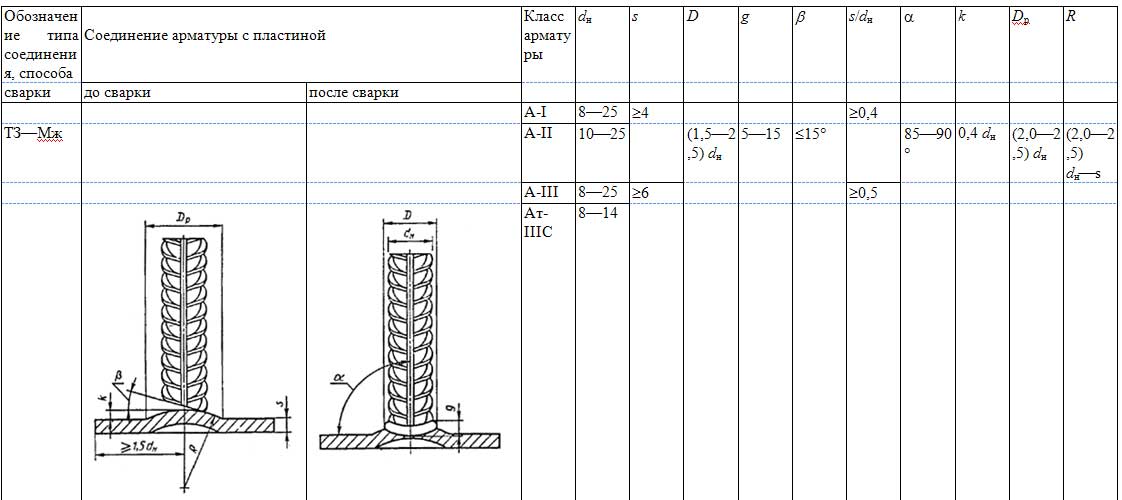 Однако их величина может зависеть не только от сечения. На неё также влияют следующие критерии:
Однако их величина может зависеть не только от сечения. На неё также влияют следующие критерии: 
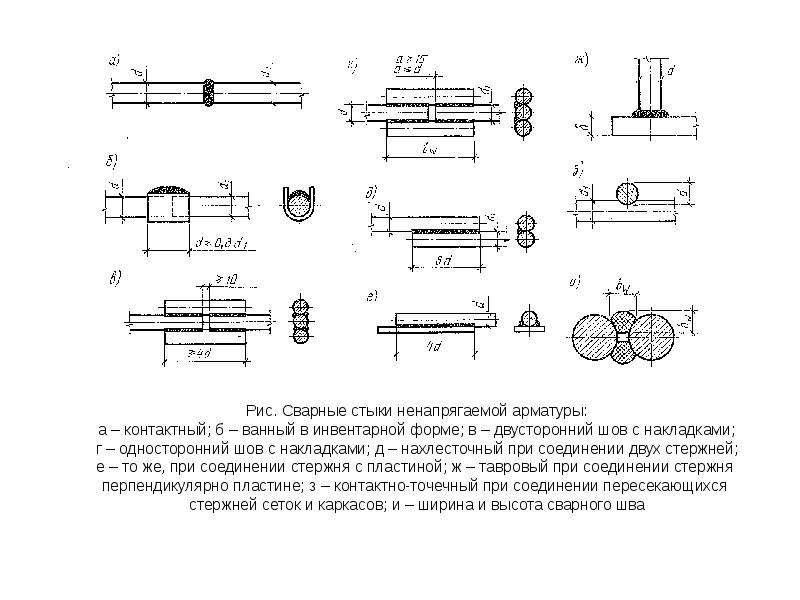 Каковы технические особенности выполнения стыковых соединений, рассмотрим в данной статье.
Каковы технические особенности выполнения стыковых соединений, рассмотрим в данной статье. Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм. Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных.
Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм. Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных. Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
 Они определяют следующие параметры:
Они определяют следующие параметры:
 Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней. СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней. При выполнении работ необходимо знать какой перехлёст арматуры, сколько диаметров по СНиП составляет величина перекрытия прутков. От правильно подобранной длины перехлеста, учитывающего площадь поперечного сечения арматуры, зависит прочность фундамента, или армопояса. Правильно выполненный расчет железобетонных элементов с учетом типа соединения обеспечивает долговечность и прочность объектов строительства.
При выполнении работ необходимо знать какой перехлёст арматуры, сколько диаметров по СНиП составляет величина перекрытия прутков. От правильно подобранной длины перехлеста, учитывающего площадь поперечного сечения арматуры, зависит прочность фундамента, или армопояса. Правильно выполненный расчет железобетонных элементов с учетом типа соединения обеспечивает долговечность и прочность объектов строительства. Остановимся на применяемых методах фиксации арматурных стержней.
Остановимся на применяемых методах фиксации арматурных стержней.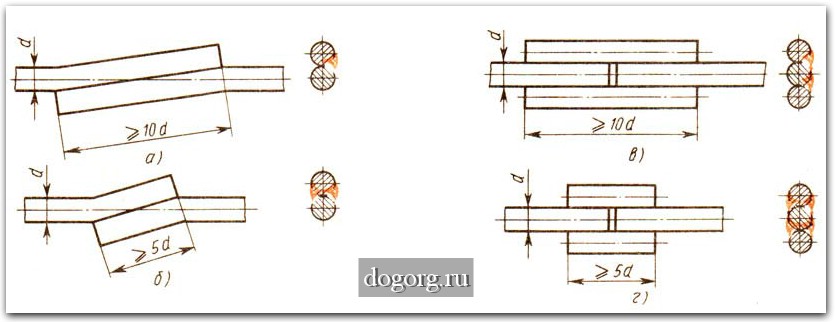 Технология соединения арматуры с помощью сварочных установок имеет определенные ограничения. Ведь в зоне сваривания возникают значительные внутренние напряжения, отрицательно влияющие на прочностные характеристики арматурных каркасов.
Технология соединения арматуры с помощью сварочных установок имеет определенные ограничения. Ведь в зоне сваривания возникают значительные внутренние напряжения, отрицательно влияющие на прочностные характеристики арматурных каркасов.
 Таблица нормативного документа содержит всю необходимую информацию о фиксации стержней с помощью электродуговой сварки.
Таблица нормативного документа содержит всю необходимую информацию о фиксации стержней с помощью электродуговой сварки. Величина перехлеста возрастает пропорционально изменению диаметра стержней. Величина перекрытия прутков возрастает от 25 см (для прутков диаметром 0,6 см) до 158 см (для стержней диаметром 4 см). Величина перехлеста, согласно стандарту, должна превышать диаметр прутков в 35-50 раз. СНиП допускает применение винтовых муфт наравне с проволокой для вязания.
Величина перехлеста возрастает пропорционально изменению диаметра стержней. Величина перекрытия прутков возрастает от 25 см (для прутков диаметром 0,6 см) до 158 см (для стержней диаметром 4 см). Величина перехлеста, согласно стандарту, должна превышать диаметр прутков в 35-50 раз. СНиП допускает применение винтовых муфт наравне с проволокой для вязания.

 Стыковка внахлест приводит к потере определенного количества арматуры (примерно 27%).
Стыковка внахлест приводит к потере определенного количества арматуры (примерно 27%).Дефекты сварки внахлест и 3 способа их устранения
Нахлест возникает во время сварочного проекта, когда поверхность оставшегося сварочного материала больше, чем отверстие в металлической поверхности. Обычное формальное определение перекрытия – это сварочный материал, который выступает за пределы основания или корня сварного шва. Перекрытие также иногда неофициально используется как способ обозначения металла, который не полностью расплавлен.
Перекрытие также иногда неофициально используется как способ обозначения металла, который не полностью расплавлен.
Эта проблема обычно возникает, когда металл, используемый для сварки материала, раскатывается и не образует плоского контакта, что приводит к избытку или «наложению» материала, который выходит за пределы намеченной точки.Перекрытие часто выглядит как круг или пятно вокруг области, которое простирается в ненужные места. Материалы с нахлестом или несплавлением могут не пройти проверку из-за возможности разрушения готовой конструкции под нагрузкой.
Уменьшить текущий уровень
Надлежащие уровни постоянного или переменного тока должны быть установлены в зависимости от специфики каждой работы. Если ваш электрод выглядит слишком ярким или светится, это обычно означает, что слишком большой ток достигнет точки сварки.Сила тока должна быть установлена на один ампер примерно на каждую тысячную дюйма диаметра электрода. Таким образом, для четверти дюйма диаметра потребуется 250 ампер.
Таким образом, для четверти дюйма диаметра потребуется 250 ампер.
Используйте электрод меньшего размера
Большие стержни и электроды потенциально могут нанести слишком много сварочного материала на поверхность. Электроды меньшего размера будут иметь меньший зазор и применять меньше сварки в каждой точке, а это означает, что меньше шансов, что избыток материала вызовет перекрытие.
Проверьте свою технику
Неопытность или техника, которая не соответствует поставленной задаче, приведут к перекрытию. Имейте в виду, что методы сварки могут сильно различаться в зависимости от типа используемого металла или от того, использует ли сварщик сварку MIG, TIG сварку, сварку электродом и т. д. Все они требуют различных форм подготовки и очистки или определенных материалов, таких как Защитный газ, а также методы должны использоваться правильно, чтобы получить сварной шов хорошего качества без перехлестов.
Узнайте больше о решениях для изготовления металлоконструкций на заказ
Для получения дополнительной информации о надлежащих методах сварки от профессионалов отрасли вы можете связаться с Blackstone Advanced Technologies.
Считаете ли вы наш блог полезным инструментом для того, что вы искали? Не стесняйтесь делиться на Facebook, LinkedIn или Twitter, используя очень простые кнопки «Поделиться» справа!
Фитинги для стыковой сварки труб — фитинги для стыковой сварки
Определение: Что такое фитинг для стыковой сварки ?
Стыковая сварка — соединительный способ сварки.В этом методе сварки нет параллели и перекрытия. Этот процесс является основой системы трубопроводов. Он используется для сварки двух труб вместе и сварки вокруг швов без перекрытия. Сварка встык – недорогой и надежный способ соединения без использования дополнительных компонентов.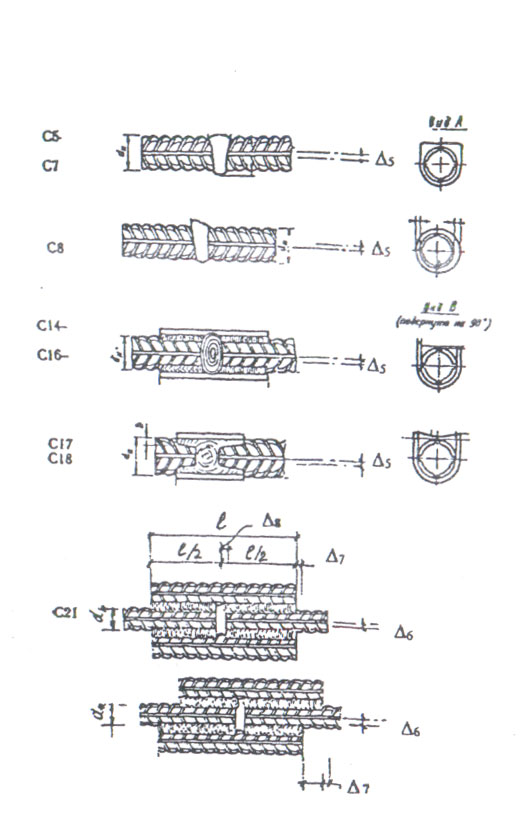
Фитинг для стыковой сварки является аксессуаром для соединения трубопроводов. Он предназначен для изменения направления трубы и диаметра трубы, разветвления или окончания системы труб. Затем фитинг соединяется с системой труб для эффективной транспортировки жидкостей на расстояние.
Фитинги для стыковой сварки обычно используются в процессе изготовления из-за низкой стоимости и простоты изготовления всех видов фитингов.
Преимущество: Почему мы выбираем фитинг для стыковой сварки:
В системе трубопроводов фитинги для сварки встык имеют много преимуществ, чем фитинги для сварки враструб, резьбовые фитинги.
1. Обладает низкой стоимостью и простотой в эксплуатации. Сварное соединение имеет большую свободу в проектировании компоновки, занимает минимум места.
2. Обычно он обеспечивает постоянную герметичность для соединения приварного фитинга.
3. Стыковое сварное соединение представляет собой непрерывную металлическую конструкцию между трубой и фитингом, обладает высокими прочностными характеристиками в системе трубопроводов.
4. Соединение фитингов для стыковой сварки имеет гладкую внутреннюю поверхность и постепенное изменение направления. Тогда это снизит потери давления и турбулентность при транспортировке жидкости.
5. Он также может свести к минимуму действие коррозии и сопротивление трению.
Что такое бесшовные фитинги для стыковой сварки и сварные фитинги для стыковой сварки?
Бесшовный фитинг для сварки встык означает, что он изготовлен непосредственно из бесшовной трубы или листового материала путем применения тепла и давления для формирования материала непосредственно в фитингах. Бесшовные фитинги сами по себе не имеют сварных соединений, они востребованы в некоторых ответственных трубопроводных системах. обычно бесшовные отводы для стыковой сварки, бесшовные тройники, бесшовные переходы изготавливаются из бесшовных стальных труб, бесшовные заглушки для труб изготавливаются из готового листа.
Отсутствие сварных швов на фитингах означает меньший риск утечек и проблем с прочностью.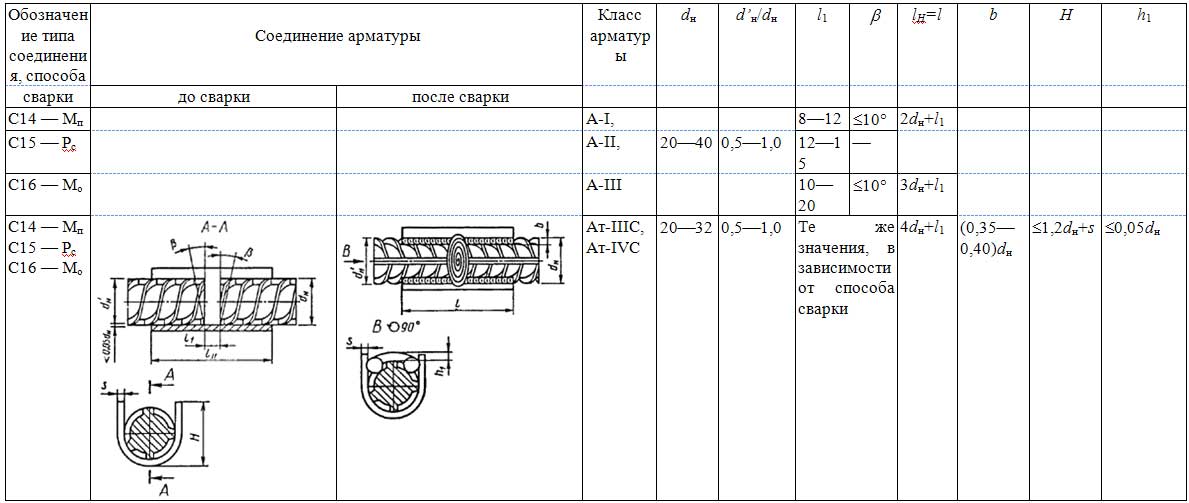
Сварной фитинг для стыковой сварки означает, что в этом фитинге имеются сварные соединения. Обычно люди производят сварные фитинги для стыковой сварки из-за низкой стоимости или больших размеров. Существует два вида сварных фитингов для стыковой сварки, первый — это фитинги для стыковой сварки ERW, он изготовлен из труб ERW, он имеет тот же производственный процесс, что и бесшовные фитинги для стыковой сварки, второй — это сварные фитинги для сварных соединений. , обычно это фитинги больших размеров, имеют большие размеры, мы должны сделать их из стального листового материала и сварить их вместе.
Каковы стандартные и технические параметры фитингов для стыковой сварки?
Существует много различных типов фитингов для стыковой сварки, и они одинаковы во всех размерах и сортаментах, что и стальные трубы. Наиболее популярными стандартами являются ANSI/ASME B16.9, ANSI/ASME B16.28, ISO 3419, MSS SP-43, MSS SP-75, DIN2605, DIN2609, DIN2615, DIN2616, DIN2617, EN10253, ГОСТ17375, ГОСТ17376, ГОСТ17378, ГОСТ17379, ГОСТ17380, ГОСТ30753, JIS B2311, JIS B2312, JIS B2313, KS B1522, KS B1541, KS B1543, GB12459, GB/T13401, Sh4408, Sh4410, HGJ528, SY/T0510. Наша группа компаний Haihao может производить фитинги для сварки встык в соответствии со всеми этими стандартами.
Наша группа компаний Haihao может производить фитинги для сварки встык в соответствии со всеми этими стандартами.
Из каких материалов изготавливаются фитинги для стыковой сварки?
Наиболее распространенными материалами, используемыми в производстве фитингов, являются углеродистая сталь, нержавеющая сталь, легированная сталь и другие специальные металлы.
Материалы фитингов для стыковой сварки Haihao могут соответствовать различным стандартам, включая ASTM A234, ASTM A420, ASTM A860, ASTM A403, EN10216, JIS G3452, DIN 1629, ГОСТ, GB / T 8163.
Кроме того, трубы и фитинги специального назначения иногда покрыты изнутри слоями материалов совершенно другого качества, чем сами фитинги, которые называются «футерованными фитингами».
Почему производители трубной арматуры предлагают так много различных материалов?
Фитинги для сварки встык используются во многих областях в различных отраслях промышленности, которые имеют множество различных условий эксплуатации.
Чтобы получить наилучшие характеристики (стойкость к различным видам агрессивных жидкостей, температуре, давлению) при приемлемых затратах, проектировщики трубопроводной системы выбирают различные материалы.
Какие типы фитингов для стыковой сварки мы можем изготовить?
Колено: колено длинного радиуса, колено короткого радиуса, колено 3D, колено 5D, колено 7D, колено 10D, колено 45 градусов, колено 90 градусов, колено 180 градусов;
Тройник: Тройник равный, Тройник редукционный, Прямой тройник, Боковой тройник, Тройник с перемычкой.
Редуктор: Концентрический редуктор, Эксцентриковый редуктор.
Крест: Равный крест, Редукционный крест.
Крышка
Заглушка.
1. Колено 90° длинный радиус 2. Колено 45° 3. Колено 90° короткий радиус
4. Колено 180° длинный радиус 5.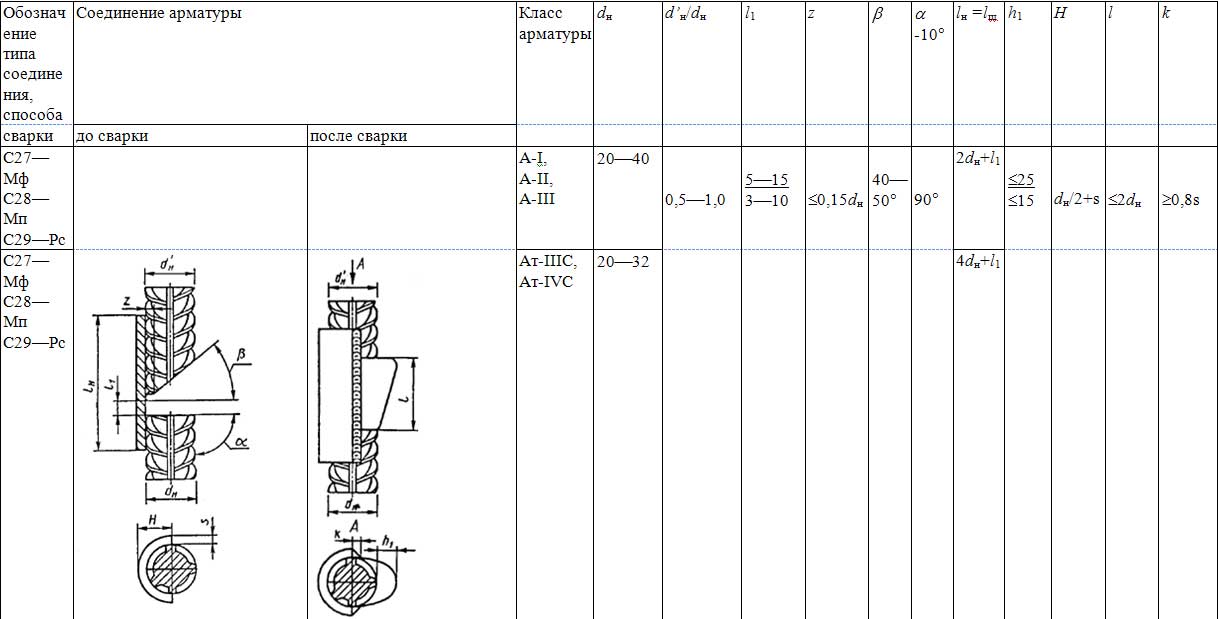 Колено 180° короткий радиус 6. Тройник прямой 7. Тройник редукционный
Колено 180° короткий радиус 6. Тройник прямой 7. Тройник редукционный
8. Концентрический переходник 9. Эксцентриковый переходник 10. Заглушка 11. Соединение внахлестку Втулка
Как выбрать конкретный фитинг?
При выборе фитингов для сварки встык в трубопроводной системе решение должно приниматься проектировщиком этой системы, а не производителем фитингов или торговым посредником.Проектировщик выберет фитинги в соответствии с требованиями к производительности и затратами, включая условия эксплуатации, окружающую среду, давление, температуру, коррозию и т. д. Материал фитинга в основном определяется во время выбора трубы, в большинстве случаев фитинг из того же материала, что и труба. Конечно, дизайнер также должен учитывать стоимость.
Группа Haihao имеет почти 30-летний опыт производства фитингов для стыковой сварки труб. мы можем поставить подходящие продукты согласно вашему запросу.Помимо этих стандартных продуктов, мы также можем поставить фитинги для стыковой сварки по индивидуальному заказу.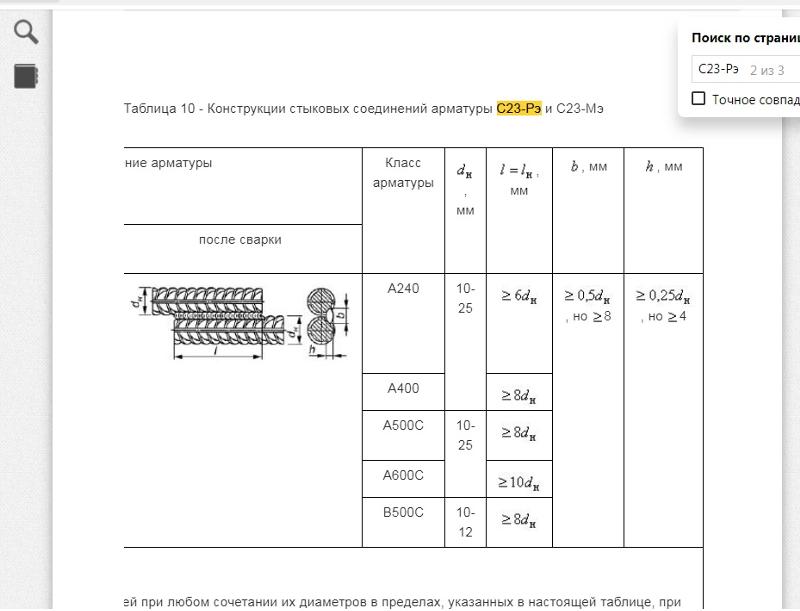
Каковы последствия сварки существующих сварных швов?
Следует помнить, что сварка по металлу шва на самом деле является очень распространенным явлением. Ведь многопроходные сварные швы изготавливаются наплавкой по наплавленному металлу! Существует также много общепринятых процедур, при которых сварные швы перекрывают друг друга. Кольцевые швы трубопроводов пересекают швы продольных швов, а штуцеры сосудов высокого давления не всегда могут быть добавлены в области, свободные от заводских стыковых швов.Соединения разъемного тройника также потребуют сварных швов, совпадающих с исходными сварными швами при изготовлении трубопровода.
Несмотря на то, что сварка на сварке является обычным явлением, тем не менее, существуют некоторые потенциальные проблемы. Особое значение имеют любые различия между процедурами сварки двух перекрывающихся швов. Если подвод тепла различен, например, когда многопроходный кольцевой шов перекрывает однопроходный шов, скорость охлаждения металла шва в этих двух случаях будет разной. Таким образом, металл шва, который был разработан для обеспечения удовлетворительных свойств (в данном случае) при низкой скорости охлаждения, может не так хорошо работать в ЗТВ кольцевого сварного шва с более быстрым охлаждением.Другим фактором, который следует учитывать, является изменение состава двух сварных швов. Например, легирование, которое может потребоваться для получения удовлетворительных свойств в сварном шве с высокой погонной энергией, может привести к плохой микроструктуре и/или чрезмерной твердости при включении в сварной шов с низкой погонной энергией путем разбавления.
Таким образом, металл шва, который был разработан для обеспечения удовлетворительных свойств (в данном случае) при низкой скорости охлаждения, может не так хорошо работать в ЗТВ кольцевого сварного шва с более быстрым охлаждением.Другим фактором, который следует учитывать, является изменение состава двух сварных швов. Например, легирование, которое может потребоваться для получения удовлетворительных свойств в сварном шве с высокой погонной энергией, может привести к плохой микроструктуре и/или чрезмерной твердости при включении в сварной шов с низкой погонной энергией путем разбавления.
Еще одна проблема, на которую следует обратить внимание, — это контроль содержания водорода. Высокопрочный металл сварного шва может быть не в состоянии выдержать водород, введенный в результате сварки поверх него расходуемым материалом с высоким содержанием водорода.
В дополнение к металлургическим факторам следует иметь в виду, что существующий сварной шов с большей вероятностью, чем основной материал, содержит дефекты, такие как производственные дефекты или растрескивание в процессе эксплуатации.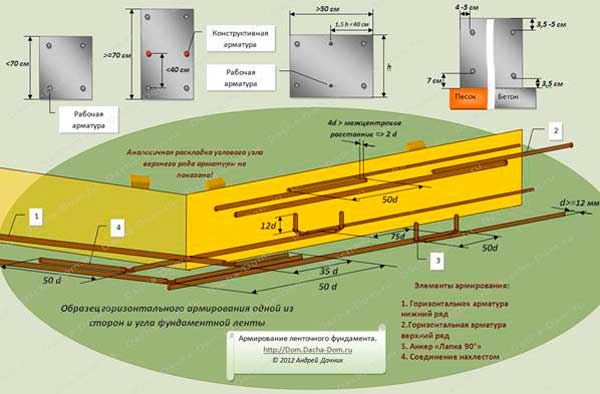 Дефекты, которые заварены, а не оплавлены, могут подвергаться локальному усиленному деформационному возрастному охрупчиванию за счет статического или динамического деформационного старения в области концентрированной деформации на вершине дефекта, оставляя плоский дефект с его вершиной в области низкой ударной вязкости (). Дауэса MG ). Поэтому важно заранее (а также впоследствии) осмотреть область, подлежащую ремонту, с использованием соответствующих методов неразрушающего контроля (см. дополнительную информацию ниже). Это особенно важно при ремонте; однако во многих случаях сварные швы в новых конструкциях также регулярно проверяются перед наплавкой.
Дефекты, которые заварены, а не оплавлены, могут подвергаться локальному усиленному деформационному возрастному охрупчиванию за счет статического или динамического деформационного старения в области концентрированной деформации на вершине дефекта, оставляя плоский дефект с его вершиной в области низкой ударной вязкости (). Дауэса MG ). Поэтому важно заранее (а также впоследствии) осмотреть область, подлежащую ремонту, с использованием соответствующих методов неразрушающего контроля (см. дополнительную информацию ниже). Это особенно важно при ремонте; однако во многих случаях сварные швы в новых конструкциях также регулярно проверяются перед наплавкой.
Дополнительная информация
Часто задаваемые вопросы: Стандарты, обычно используемые в соединительной промышленности Великобритании: Качество и неразрушающий контроль
Артикул
Доус, М. Г.; Фрэнсис-Скраттон, Н.: «Локально усиленное деформационное старение сталей C и C:Mn и металлов сварного шва». OMAE-95 V.3, ASME (1995), стр. 471-477.
OMAE-95 V.3, ASME (1995), стр. 471-477.
видов, характеристика, область применения Назначение и область применения
Самым популярным видом продукции является балка стальная Информацию о которой мы попробуем подробнее можно прочитать на этой странице нашего сайта.
Балка, двутавровая балка
Балка Изготавливается чаще всего из углеродистой стали, реже из низколегированной. Широко используется в гражданском и промышленном строительстве. Балки классифицируют по основному назначению: например, балка колонная (К), балка для подвесных дорожек (М), а также по способу производства (балка стальная горячекатаная). Балки различаются как по таким характеристикам, как толщина стенки и полки, так и по расположению кромок полок. Сортировка балок соответствует ГОСТ 8239-89, ГОСТ 19425-74, ГОСТ 26020-83 и СТЧМ 20-93.
Петля Балка имеет сокращенное наименование — iTOVR , которым чаще всего называют данное изделие. Такое изделие имеет сечение в виде буквы «Н». Нагреваемую балку производят двумя способами: горячекатаным и сварным. Более популярным и востребованным считается более крупный, произведенный методом горячей прокатки, то есть горячекатаный утеплитель. Поэтому в нашем ассортименте горячекатаный прокат надувной.
Нагреваемую балку производят двумя способами: горячекатаным и сварным. Более популярным и востребованным считается более крупный, произведенный методом горячей прокатки, то есть горячекатаный утеплитель. Поэтому в нашем ассортименте горячекатаный прокат надувной.
Пищевая сталь Балка Довольно выгодно отличается от других видов балок — значительно превосходит их по прочности, степени износостойкости.Опорный брус прекрасно переносит температурные перепады и может применяться при строительстве зданий, в которых предполагается постоянное спокойствие помещений.
Где я нашел применение двутавра
Брус очень важный для строительства, как промышленного, так и гражданского, вид металла. Зачастую он является основой всей металлоконструкции. Пищевая балка Широко применяется при строительстве колонных конструкций, перекрытий, мостов, путепроводов, шахт и других конструкций, которые должны обладать высокой прочностью и выдерживать большие нагрузки.Стальные балки используются и в других отраслях промышленности, например в машиностроении, вагоностроении.
Каких размеров и видов может быть высота балки
Петля Балка Могут быть разной длины — минимальная длина балки 4 метра, максимальная 12 метров. Брус имеет высоту от 10 до 100 сантиметров. Какой длины и высоты будет балка, зависит от ее назначения.
Внутренние кромки полок балок могут быть параллельными и располагаться под уклоном. Типы балок с уклоном кромок полок:
Уклон граней обыкновенного бруса не должен превышать 12% (минимальное значение 6%).Спецбалка Бывают двух типов, которые приняты буквами: С и М. Балка типа Б используется при строительстве шахтных эстакад, а также с ее помощью упрочняются стволы шахт. Для строительства подвесных дорожек бутик спецбалка тип М.
Балка с параллельными гранями Полки, иногда следующих типов:
- Нормальная балка (тип б; например — балка 20 б1, балка 30 б2, балка 40 б1)
- Барбажная крошка (тип W)
- Колонна с опорой (тип К)
- Недлинная балка
- Балка мерной длины
- Длина балки, кратная измерению
- Длина балки, являющаяся многократным измерением, с остатком до 5%
Пищевой Брус Может отличаться прочностью, исходя из чего формируется его окончательная стоимость. Заказать Брус со склада с доставкой вы можете по телефону, указанному на сайте. Приобретая данный товар, вы можете быть уверены, что нужная вам позиция всегда есть в наличии на складе, а значит, доставка будет осуществлена в кратчайшие сроки. Мы будем рады сотрудничать с вами.
Заказать Брус со склада с доставкой вы можете по телефону, указанному на сайте. Приобретая данный товар, вы можете быть уверены, что нужная вам позиция всегда есть в наличии на складе, а значит, доставка будет осуществлена в кратчайшие сроки. Мы будем рады сотрудничать с вами.
Все балки имеют собственную классификацию, основанную на четких параметрах. Учитываются факторы: назначение, технология изготовления, технические данные, полки, их расположение и ширина.По типу они делятся на разрезные и сплошные. Существуют также балки, полки которых размещены параллельно. Они бывают широкозернистыми, нормальными и столбчатыми.
Еще одним критерием отличия балок служит их длина. Различают 5 видов: мерный; многомерный; то есть с остатком 5% от общей массы партии; многомерный с учетом остатка 5% от общей массы партии; Лучи Немери.
В отдельную группу входят балки, изготовленные из оцинкованного металла.Такое покрытие делает профили хорошо защищенными от коррозионного воздействия, что продлевает срок службы всей системы в целом. Эти профили часто используются в качестве каркаса для многоэтажных домов, для изготовления ворот, оконных рам, навесных фасадов и т.д. желаемые продукты. Однако понять их понятно.
Эти профили часто используются в качестве каркаса для многоэтажных домов, для изготовления ворот, оконных рам, навесных фасадов и т.д. желаемые продукты. Однако понять их понятно.
Важно! Все виды балок делятся на разновидности.
Балки сварные бывают двух типов: для шахт (С) и подвесные пути (м). Прокатка бывает высокой точности (а) и стандартной точности (Б). По желанию заказчика балки изготавливаются длиной от 4 до 13 метров.
Основная буква обозначает:
- «У» — с узкой полосой;
- «Б» — полоса стандартная;
- «Ш» — лента широкая;
- «Д» — средняя полоса — особая группа средней ширины;
- «К» — колонны — полки по ширине равны длине профиля;
- «М» — для подвесных дорожек.
Большинство заводов занимается выпуском ГОСТ, но возможен выпуск на определенных технических условиях, отличающихся от государственных норм. Это позволяет покупателям приобретать бутончики, не требующие дальнейшей обработки и подгонки.
Стальные балки перекрытий и их производство
Стальные балки перекрытий изготавливают двумя различными способами: прокаткой и сваркой. От вида изготовления и названия происходят 2-полосные — стальные горячекатаные и сварные балки. От того, как произведен продукт, зависит его стоимость.Однако благодаря наличию гостей, регулирующих процесс изготовления, основные характеристики прочности не изменяются, что делает оба вида балок очень надежными и качественными.
При сварочном типе производства мы режем сталь на полосы на специальном устройстве для термической резки. Далее на сборочном станке балки собираются и свариваются под флюсом. Арендная производственная система заключается в доведении цельного чугуна до требуемой формы. Следующий шаг является общим для двух типов, просверливаются отверстия, очистка и покраска.
Балки стальные незаменимый и важный материал для возведения самых разных зданий и сооружений, мостов, линий связи, подвесных конструкций. Разнообразие, прочность и надежность сделали их самым распространенным и необходимым элементом на каждой стройке.
Возведение любой, даже самой короткой постройки невозможно без применения ряда элементов, которые при возведении зданий издавна относят к так называемым основным компонентам.Одним из так называемых базовых элементов можно назвать обычную металлическую балку. Это металлическое изделие п-образного сечения, активно применяемое в разного рода строительных сферах для создания мостовых конструкций, подвесных путей, опор, перекрытий, металлоконструкций различного типа.
Если говорить о функции этого элемента, то его основная задача – выполнение функции поддержки всей конструкции. В жизни мы можем встретить его как перекрытие, так и крышу. А если, например, использовать так называемую двухбаковую балку, то можно быстро сделать простой, но чрезвычайно эффективный раздаточный кран, который позволит перемещать крупногабаритный груз.Для тех же целей используют стоечный профиль, как направляющие или рейки. Кроме того, его конфигурация позволяет использовать его для прокладки железнодорожных сообщений.
Что это такое
На сегодняшний день существует несколько категорий балок, которые производятся крупными предприятиями:
- траверса погрузочная, изготовленная по ГОСТ;
- сварной;
- из стали;
- плетение;
- из металла;
- сварной двухсторонний.
Также они могут различаться по целому ряду характеристик: толщине полок и стенок, расположению граней, по технологии производства и тому подобное.Если говорить об основных характеристиках, то балки бывают:
- сталь горячекатаная;
- двутавр из стали;
- двутавр, изготовленный из низколегированной и углеродистой стали.
- с параллельными краями. Сюда входят балки нормальные, градуированные и колонные;
- круга под наклоном. Они обычно и специальные; специальная сталь
- ;
- из стали горячекатаной;
- из углеродистой низколегированной стали высокой плотности.
Следует сказать, что все балки 2-го разряда делятся по способу производства на 2 разряда. Первая – горячекатаная балка, она создается при пропускании нагретой металлоловушки через валки прокатного стана. Второй вид продукции выпускается по сварной технологии, когда металлический лист разрезается на части, после чего производится так называемая прихватка, а затем уже идет сварка.
Первая – горячекатаная балка, она создается при пропускании нагретой металлоловушки через валки прокатного стана. Второй вид продукции выпускается по сварной технологии, когда металлический лист разрезается на части, после чего производится так называемая прихватка, а затем уже идет сварка.
Кроме того, стальные балки с параллельными кромками делятся на три группы:
- обычный;
- с широкими полками; Категория столбца
- .
Балки, у которых имеется наклон забоев, подразделяются на:
- нормальный с наклоном 5-11%;
- спец.
Последний, в свою очередь, может относиться к категории:
- М. Это стальные изделия, предназначенные для создания подвесных путей. Уклон внутренних граней здесь будет не менее 5 процентов;
- С. Металлоизделия, применяемые для укрепления стволов в шахтах. В этом случае уклон будет не менее 11 процентов.
Если Вас интересует балка стальная качественная в Ростове Купить недорого можно в «Металлургической компании» в короткие сроки.
Где еще можно использовать такие устройства
Продолжая тему назначения стальных балок, скажем, что они используются не только как неразъемные элементы при возведении промышленных, общественных и других видов сооружений. Также они часто выступают конструктивными частями кровли, могут выполнять части перекрытий между этажами, а также быть основанием для перекрытий кранового типа.Для создания колонн и перекрытий часто используют оба иностранных варианта. Их используют в фермах из стальных перекрытий. Повсеместное использование именно этого типа балок объясняется тем, что они достаточно просты, а в работе относятся к разряду очень надежных.
Также популярны изделия, которые изготавливаются из стали низколегированного типа. Химсостав при их создании должен обязательно соответствовать стандартам ГОСТ. Отдельно следует сказать, что номер металлической балки означает ее условный размер в сантиметрах.Самая маленькая цифра — десять, а самая большая — сто. Создание балок с другими характеристиками возможно только по специальному заказу. Размером рассматриваемого изделия из стали считается величина между внешними кромками его полок.
Размером рассматриваемого изделия из стали считается величина между внешними кромками его полок.
Обычно балка в горизонтальном положении воспринимает поперечную вертикальную нагрузку, исходящую от веса. Но часто необходимо учитывать влияние ряда гипотетических горизонтальных поперечных сил.В качестве примера можно назвать ветровую нагрузку при учете возможного землетрясения.
Такое изделие под нагрузкой воздействует и на опоры, которыми являются колонны, стены, подвесы или те же балки. После этого нагрузка переходит и в ряде случаев воспринимается различными работающими на сжатие конструктивными элементами — опорами. Также можно отдельно сказать о случае ферментной конструкции, где стержни опираются на балку в горизонтальном положении.
Также следует сказать, что прочностные характеристики изделия зависят от следующих физических параметров:
- материал, из которого он изготовлен; длина
- ;
- квадратных, а также формы поперечного сечения;
- способ крепления с другими элементами.

Где можно купить качественные стальные балки
Если говорить о том, где купить качественную стальную балку в Ростове, то это можно сделать в «Стальной промышленной компании». В продаже только качественные балки из прочных металлов с высокими характеристиками, прошедшие проверку на прочность и на брак. Здесь также можно сделать ряд балок под заказ, если вам нужны какие-то нестандартные решения в этом вопросе. К тому же цена на балки в «Сталопромышленной компании» вполне доступна, что объясняется отсутствием посредников при продаже балок клиенту.
Несмотря на снижение затрат в строительном секторе, они по-прежнему приносят достаточно приличный доход фирмам, производящим строительные материалы. Сейчас многие покупают необходимые материалы для самостоятельного строительства, то же самое касается металлических балок, металл является одним из самых прочных и доступных оснований для фундамента и каркаса здания.
Что такое балки и из чего изготавливаются
Балка важный элемент конструкции, ставится для повышения устойчивости и усиления конструкции . Металлические балки Чаще всего изготавливаются из стали, их действие направлено на изгиб. Если конструкция слишком массивная, то балка делается двухуровневой, она похожа на две соединенные буквы т. При таком сечении нагрузка на материал распределяется равномерно и повышается сопротивление.
Металлические балки Чаще всего изготавливаются из стали, их действие направлено на изгиб. Если конструкция слишком массивная, то балка делается двухуровневой, она похожа на две соединенные буквы т. При таком сечении нагрузка на материал распределяется равномерно и повышается сопротивление.
Балки бывают не только из металлических соединений, бывают и деревянные, они используются в более простой конструкции, их нельзя изготавливать с разными видами сечений, поэтому представляют собой обычный брус разной длины и ширины.
Типы и свойства
Балки различают по размерам, им присвоены номера, по которым можно найти нужные характеристики индивидуально для строительства:
- Размер «10» самый маленький по стандартам, используется в качестве перекрытия, усиливает подвижные элементы в зданиях. Можно поставить в качестве ориентира конструкции для подъемников, при условии, что они небольшие.
- «12» — балка будет чуть больше, и соответственно выдерживает большее давление. Чаще всего используется как основа рам, устанавливается в механизмы и машины.
- Цифра «14» более массивна и позволяет создавать более нагруженные перекрытия, при условии монтажа в железобетонных конструкциях, такие часто ставят в промышленном строительстве.
- «16» Балка отличается своей прочностью и уже может быть полноценной опорой, устанавливается не только для обеспечения устойчивости Гранд Бэй, но и для движения цеха по рельсовым путям.
- Брус «18» можно использовать при строительстве зданий, создавая надежную опору.Если вы хотите сделать опору для больших механизмов или обеспечить устойчивость больших площадей.
- «20» номер среди больших балок, может быть основанием для колонны или рамы для машиностроения.
- «25» не так часто используется в строительстве домов, но будет надежным подчас для любых грузоподъемных механизмов, даже больших кранов.
- Номер «30» также используется как основа для подъема, но в отличие от «25» изготавливается шире и длиннее, обеспечивает большую устойчивость при больших нагрузках.
 Чаще всего используется как основа рам, устанавливается в механизмы и машины.
Чаще всего используется как основа рам, устанавливается в механизмы и машины.
Алюминиевые и стальные перекрытия, их плюсы и минусы.
В конструкциитакже часто используется алюминий , точнее его сплавы, он достаточно устойчив к воздействию окружающей среды, но не умеет стабилизироваться при весовой нагрузке . По сравнению со сталью они легче и тоньше, но чаще всего их приходится утолщать для дополнительной прочности. При возведении конструкций можно использовать оба материала, в зависимости от объемов строительства, так как промышленное производство – это более объемные работы с сильными укреплениями, а вот небольшие постройки можно монтировать из алюминия, он экономичен и прост в эксплуатации.
Есть одна важная особенность — металл при воздействии высоких температур плавится , буквально плавится, создавая однородную массу, не подлежащую восстановлению, при этом алюминий при нагревании не превращается в наплавленную лужу, а наоборот , при снижении температуры восстанавливается до нормального вида. Конечно, не каждая производственная среда имеет температуру 80 градусов, поэтому при обычном нагреве ухудшения не будет. По химическим признакам более благородные соединения железа и алюминия не получили признания химиков.
По химическим признакам более благородные соединения железа и алюминия не получили признания химиков.
Есть такое понятие как модуль упругости, он отвечает за устойчивость материала к регенерации после сильного давления, то есть если действие луча направлено на изгиб, его не следует подавать, поэтому чем больше давление, тем выше модуль упругости. Алюминиевые сплавы имеют модуль упругости 70.000 МПа , что в три раза меньше аналогичного показателя у железа. Именно на основе этого строится план расположения, рассчитывается их несущая способность.
Формы, толщина и высота
Различие по форме и размерам определяется в соответствии с номерами балок балок, они могут быть как малыми и узкими со сплошной формой, так и массивными 2, которые легко воспринимаются как опоры для больших рабочих кранов . Индивидуальное изготовление позволяет заказать основу для движущихся конструкций с конкретными показателями и формами. Самое главное, что высота всегда должна быть увеличена 1. 5 раз она пойдет на усадку и прочие строительные работы.
5 раз она пойдет на усадку и прочие строительные работы.
Использование
Основное назначение металлических полов — промышленное строительство Отличается от гражданских спец. Чаще всего у застройщиков на эти здания уже есть готовый план, поэтому проблем с наброском проекта не будет, но для такой отрасли должна быть вся сертификация из материала, ведь конструкции будут использоваться для массовых скоплений людей или крупных заводов, которые проверяются на прочность со стороны государственных органов.
При этом сложные металлоконструкции по карману действительно крупным заказчикам, цена на них довольно высока, а в гражданском строительстве чаще всего используется алюминий, он не такой прочный, но и тратиться не надо деньги на дополнительную антикоррозийную обработку, да и стандартную нагрузку жилого дома материал выдерживает.
Технологии современного строительства промышленных зданий и жилых домов Сегодня, как и ранее среди конструктивных элементов сооружений, используют различного рода конструкции, объединенные одним названием — балочные. По своему назначению этот элемент здания призван выполнять роль несущего механизма. Расположенный на двух и более корпусах здания такой элемент принимает на себя нагрузку и позволяет создавать межэтажные перекрытия, соединять пролеты, является одним из основных элементов. конструкция кровли здания.
По своему назначению этот элемент здания призван выполнять роль несущего механизма. Расположенный на двух и более корпусах здания такой элемент принимает на себя нагрузку и позволяет создавать межэтажные перекрытия, соединять пролеты, является одним из основных элементов. конструкция кровли здания.
Традиционно при возведении зданий используются балки, соответствующие типу и назначению зданий, в связи с чем существуют различные виды классификаций этих элементов.Чаще всего классификация проводится по назначению, форме и материалу этого конструктивного элемента.
Общие сведения об устройстве и назначении
В строительстве балки классифицируют, в первую очередь, в зависимости от того, на скольких опорах она лежит:
Конструктивно простейшая балка, применяемая в малоэтажном каркасно-панельном домостроении для чердака перекрытия является цельным прямоугольным брусом, но для более требовательных конструкций, чем простой дачный дом Требуются несколько иные элементы, способные выдерживать большие нагрузки:
Кроме того, к материалам конструкций предъявляются особые требования:
Наиболее популярны в строительстве, при возведении крыш промышленных объектов используются профили марки или иностранной формы, они здесь являются основными элементами кровельных конструкций. Это связано с тем, что данная форма наиболее эффективно работает при нагрузках на изгиб.
Это связано с тем, что данная форма наиболее эффективно работает при нагрузках на изгиб.
Низкоярусные — по форме поперечного сечения напоминают букву «Н». Каждый элемент имеет свое название — вертикальные части такой буквы «Н» называются полками, а соединяющая их СД — стенкой. Благодаря такой форме профиль способен выдерживать большие нагрузки, чем прямоугольный, в поперечном сечении материал. Кроме того, зарубежные конструкции позволяют применять дополнительные методы повышения прочности конструкции:
- для наиболее ответственных частей кровли применяют два тавровых профиля с утолщенной стенкой;
- для второстепенных площадок применяют ригели, внутренние края полок, которые параллельны друг другу;
- для повышения жесткости конструкции применяются профили с уклоном на внутренних гранях.
Материалы и технологии изготовления элементов перекрытий
В зависимости от назначения здания, технологии его возведения и условий его последующей эксплуатации кровли балки классифицируют как по виду используемого материала, так и способ изготовления готового элемента:
- Железобетонные конструкции:
- способ монолитной отливки формы с обязательным применением арматурного каркаса в заводских условиях, как правило, представляет собой марочный профиль, сложную каркасную конструкцию;
- конструкции монолитные — изготавливаются методом отливки опалубки непосредственно на строительной площадке при возведении зданий по монолитно-каркасной технологии.
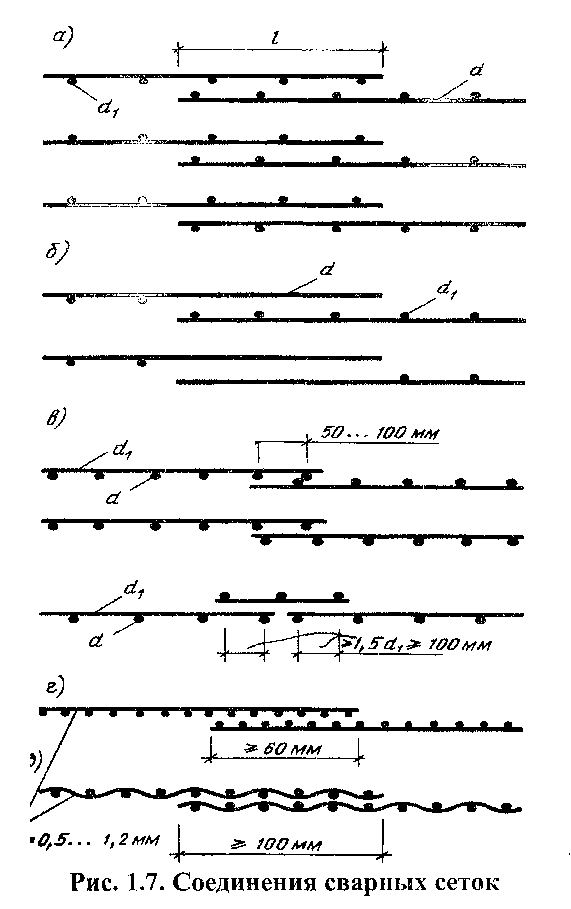
- Металл:
- элементы металлические, изготовленные методом горячей прокатки металла готовой формы;
- специальные виды изделий из отдельных элементов, соединенных сваркой;
- изделия из легких сплавов для особых видов кровли — стадионов, концертных залов, выставочных комплексов.
- Деревянный:
- из цельного бруса различных размеров;
- Ригеры составные из отдельных частей, соединенных между собой клеем с использованием как натурального дерева, так и древесных материалов — фанеры, древесноволокнистых плит.
Классификация и маркировка стальных элементов
Классификация стальных конструкций проводится и имеет свой буквенно-цифровой шифр. Такое кодирование позволяет провести необходимую классификацию и учесть необходимые в параметрах элементы при построении проектно-сметной документации.
Основанием для данного вида классификации являются официально утвержденные государственные стандарты и технические условия, по которым классифицируются все виды балок, независимо от материала производителя или производителя.
Так, в маркировке стальных 2-х уровневых профилей, кроме указания их размеров, а высота может быть от 100 мм до 1000, буквенный шифр указывает, например, размеры полок стеллажей:
- «В» означает, что изделие имеет нормальную ширину параллельных граней;
- «W» — указывает на то, что полки имеют увеличенную ширину и относятся к категории «широкозернистых» товарных выпусков;
- «К» — говорит о том, что такой профиль можно использовать в качестве опоры колонны.
Использование деревянных элементов в различных кровельных конструкциях
В малоэтажном домостроении при возведении кровельных балок применяют различные по назначению и размерам элементы:
Наиболее подходящими для выполнения таких функций являются Двусторонне склеенные деревянные элементы, обладающие большой прочностью, способные выдерживать большие нагрузки и имеющие небольшой вес по сравнению с цельнодеревянными пиломатериалами. Особенностью всех пород деревянных конструкций, используемых при возведении кровли здания, является использование пиломатериалов хвойных пород для устройства стропил, распорок, каркасов перегородок и цельнодеревянных массивов для зачистного устройства чердачного перекрытия.
Новожилов Сергей — Специалист по кровельным материалам с 9-ти летним опытом практической работы в области инженерных решений в строительстве.
Китай производитель фланцев, фланец из нержавеющей стали, поставщик фланца из нержавеющей стали
Jinan Rich import and export trade Co., Ltd является профессионалом, занимающимся импортом и экспортом сварочных деталей для фланцевых труб, торговой компанией. Расположен в красивом городке ковки — Чжан Цю. Главный фланец компании, глухой фланец из нержавеющей стали, локтевые сварочные детали.Компания была основана в 2006 году и открыла свою собственную фабрику в 2009 году. Сейчас масштаб компании растет, имеет …
Jinan Rich import and export trade Co., Ltd является профессионалом, занимающимся импортом и экспортом сварочных деталей для фланцевых труб, торговой компанией. Расположен в красивом городке ковки — Чжан Цю. Главный фланец компании, глухой фланец из нержавеющей стали, локтевые сварочные детали.
Главный фланец компании, глухой фланец из нержавеющей стали, локтевые сварочные детали.Компания была основана в 2006 году и открыла собственное производство в 2009 году.Теперь масштаб компании растет, имеет профессиональную команду НИОКР, сильную техническую силу, современное оборудование. В то же время производственная линия продолжает совершенствоваться, производительность достигла 80 000 тонн в год.
Компания установила хорошие отношения сотрудничества с покупателями из США, Японии, Южной Кореи, Южной Африки и других стран круглый год.
Новая отправная точка, новая задача, компания, как всегда, будет поддерживать доверие к первому, первому принципу клиента, всегда ставить интересы клиентов на первое место, посвящая себя каждому из наших клиентов, чтобы предоставлять лучшие продукты и лучшее качество услуга.
Наша компания предлагает разнообразную продукцию, способную удовлетворить самые разнообразные потребности. Мы придерживаемся принципов управления «Качество во-первых, клиент в первую очередь и на основе кредита» с момента основания компании и всегда делаем все возможное, чтобы удовлетворить потенциальные потребности наших клиентов.
Наша компания искренне готова сотрудничать с предприятиями со всего мира для реализации взаимовыгодных ситуаций, поскольку тенденция экономической глобализации развивается с непреодолимой силой.
Тепло приветствуем клиентов нашей компании для обсуждения сотрудничества
Ваш путеводитель по бумажной терминологии
С
Сшиватель внакидку
Процесс переплета брошюр или буклетов путем сшивания скобами через средний сгиб листов (седельная проволока).
Седельный трос
Для закрепления буклета путем прошивания среднего сгиба отпечатанных листов бумаги.
Без засечек
Отсутствие короткой поперечной линии на концах штриха латинской буквы.
Сканер
Оптический сканер, также электрическое устройство, используемое для цветоделения.
Сканирование
Точечное электронное сканирование цветоделений под управлением компьютера.
Тестер Шоппера
Прибор для проверки стойкости бумаги к складыванию.
Оценка/Подсчет очков
Процесс и получающаяся в результате линия или складка, механически вдавливаемые в бумагу для облегчения складывания и предотвращения растрескивания бумаги и картона. Подсчет очков необходим, когда нужно сложить плотную бумагу.
Экран
Линейка, используемая для определения количества точек на единицу площади при проявлении тоновых значений в отпечатанном изделии. Трафареты, из которых изготавливаются полутона высокой печати фотографий, варьируются от 60 строк на дюйм для печати на газетной бумаге до 300 строк для печати на мелованной бумаге и немелованной бумаге премиум-класса.Офсетные полутона для печати на большинстве поверхностей варьируются от 133 до 200 строк.
Углы экрана
При воспроизведении цвета углы, под которыми полутоновые экраны расположены по отношению друг к другу, чтобы избежать нежелательных муаровых рисунков. Часто используется набор углов: черный 45°, пурпурный 75°, желтый 90°, голубой 105°.
Часто используется набор углов: черный 45°, пурпурный 75°, желтый 90°, голубой 105°.
Трафаретная печать
В этом процессе печати используется трафарет из мелкоячеистого шелка (отсюда и распространенное название шелкотрафаретной печати), натянутого на раму.Ракель, проводимый по экрану, проталкивает чернила через открытые области изображения, которые вырезаются вручную с использованием лакированной ткани до ее приклеивания к шелку. Специальные фотонегативы приклеиваются к экрану, когда требуется точное воспроизведение сложных рисунков.
Диапазон экрана
Разница плотности между светлыми и теневыми областями копии, которую полутоновый экран может воспроизвести без экспозиции со вспышкой.
Линейка экрана
Количество линий или точек на дюйм на полутоновом экране.
Трафаретная печать
Отпечаток, сделанный с копии с непрерывными тонами, которая была растрирована во время экспонирования.
Экранный тон
Полутоновая пленка , имеющая одинаковый размер точки по всей площади и оцениваемая по приблизительному значению размера точки печати, например 20 процентов, 50 процентов и т. д.; также называется оттенком экрана.
Задиры
См. стирание. Нарушение внешнего вида красочного слоя в результате истирания мокрого или сухого красочного слоя.
Подонок
Термин, относящийся к прижимной пластине, впитывающей краску в непечатаемых областях по разным причинам, в основном из-за пятен или областей, не остающихся десенсибилизированными.
Герметичный
Термин, часто применяемый к листам разрезанного размера, которые упакованы «запаянными стопками», по 500 листов в упаковке.
Приправа
Процесс адаптации бумаги к атмосферным условиям предприятия, на котором она будет использоваться.
Вторичное волокно
Термин, используемый для макулатуры, также называемой бумажным сырьем.
Самозакрывающаяся крышка
Обложка, соответствующая внутренним страницам с текстом.
Полускрытая крышка
Обложка для механического переплета, представляющая собой цельную деталь с насечками и прорезями или перфорацией для соединения с устройством механического переплета, форматирования закрытой основы на переплетенных блоках.
Направляющая чувствительности
Узкая калиброванная шкала серого цвета с непрерывными тонами, каждая шкала тонов пронумерована.
С засечками
Короткая поперечная черта на концах штриха латинской буквы.
Задняя часть
В производстве печатных форм — расстояние от переднего края прижимной пластины до области изображения, позволяющее прикрепить к цилиндру, а также к краю захвата.
Зачет
Нежелательный перенос краски со свежеотпечатанного листа бумаги на другой. (Также называется офсетным).
(Также называется офсетным).
Установочный лист
Лист, нарисованный в программе «Подготовка тарелки» на столе мастера по компьютерным спецификациям; используется в качестве шаблона для макета и позиционирования страниц в задании, для которого он был нарисован.
Сшитая книга
Популярный стиль переплета; в котором подписи собираются последовательно, а затем сшиваются по отдельности в 8, 16 или 32 с. Швейные нитки видны в центре каждой подписи.
Пришивные ленты
Полосы армирующей ткани, пришитые к корешку книжных секций и немного выходящие за край корешка; используется для укрепления переплета книги в футляре.
Тень
Самые темные участки фотографии, представленные в полутонах самыми большими точками.
Точить
Для уменьшения насыщенности цвета, когда полутоновые точки становятся меньше; напротив расплывания точек или растискивания точек.
Резкость
Фотографический термин для точно определенных деталей на оригинале, негативе и репродукции.
Бритье
Для вырезания небольшой окантовки из переплетенных книг или бумаги, напечатанных или пустых.
Лист
Термин, который может применяться к отдельному листу, сорту бумаги или описанию бумаги, т.е.е. мелованная, немелованная, офсетная, высокая печать и т. д.
Расслоение листа
Напрямую связано с плохой поверхностной прочностью в том смысле, что если лист имеет плохую поверхностную прочность, в процессе печати произойдет расслоение . Расслоение листа также может привести к поломке полотна. Если отслоение достаточно большое и достаточно толстое, по мере того, как пресс продолжает работать, в офсетном полотне будет образовываться углубление, так что при удалении скопившегося расслоения с офсетного полотна это углубление останется, что сделает офсетное полотно непригодным для использования. Эти дефекты относятся как к листовому, так и к рулонному оборудованию.
Эти дефекты относятся как к листовому, так и к рулонному оборудованию.
Шитер
В производстве бумаги вращающееся устройство, через которое проходит бумажное полотно для разрезания на листы. В полиграфии вращающийся нож на выходе рулонной печатной машины, который нарезает полосы по длине.
Листовая подача
Любая печатная машина, для которой требуется бумага в виде листов, а не рулонов.
Защитное покрытие
Процесс разрезания рулона или полотна бумаги на листы.
Листовой
Для печати одной стороны листа бумаги с помощью одной пластины, затем переверните лист и напечатайте другую сторону с помощью другой пластины, используя тот же захват и направляющую противоположной стороны.
Корпус
(1) Вкладыш для хранения связанных томов набора. (2) Медный (или никелевый) дубликат шрифта или гравюр, изготовленных в гальванических ваннах на оттисках из воска или других формовочных материалов.
Швейно-швейно-обрезной станок Sheridan
Машина для сборки, переплета, сшивания и обрезки книг внакидку.
Шипы
Недоваренные древесные частицы, удаляемые из целлюлозы перед началом производства бумаги. Иногда струпья появляются как дефекты на готовых листах.
Бумага с коротким волокном
Бумага, в которой преобладающая ориентация волокон параллельна самой короткой стороне листа.
Прозрачный
При печати — нежелательное состояние, при котором печать на обратной стороне листа видна сквозь лист при нормальных условиях освещения.
Усадка
Уменьшение размеров листа бумаги или потеря веса между количеством использованной целлюлозы и произведенной бумаги.
Боковая направляющая
На печатных машинах с листовой подачей направляющая на подающем щитке для размещения листа сбоку при его подаче в передние направляющие перед входом в печатный цилиндр.
Боковая строчка
Способ переплета, при котором сложенные подписи или разрезанные листы прошиваются проволокой вдоль и поперек сбоку, близко к краю желоба.Страницы нельзя полностью открыть в горизонтальное положение; также называется боковой проволокой.
Подпись
Часть книги, полученная путем складывания одного листа печатной бумаги на 8, 12, 16 или 32 страницы.
Силуэт
Полутона, из которых удален экран вокруг какой-либо части изображения.
Шелкография
Печать из трафаретной печати, где чернила наносятся ракелем через шелкографию.
Шелкография
Другое название трафаретной печати
Размер или размер
Вещества-аддитивы, наносимые на бумагу либо внутри с помощью венчика, либо в виде покрытия, улучшающего качество печати и устойчивость к жидкостям. Обычно используемые размеры — крахмал и латекс.
Клеильный пресс
Часть бумагоделательной машины ближе к концу, где добавляются проклеивающие агенты.
Размерный тюбик
Контейнер с калибровочным материалом во время процесса калибровки бака.
Рама
(1) Платформа многоразового использования, изготовленная из дерева, на которую подаются листы бумаги и на которые укладываются отпечатанные листы или сложенные фрагменты. Также используется для перевозки материалов, обычно в картонных коробках, которые были привязаны (привязаны) к салазкам. (2) Количество бумаги, обычно около 3000 фунтов, в салазках.
Свободный размер
Бумага небольшого размера, поэтому она будет в некоторой степени водостойкой.
Прокладочный лист
Помещение кусочков бумаги между сложенными секциями перед обрезкой с четырех сторон для разделения готовых книг.
Резак
Острый диск, разрезающий бумагу на заданную ширину.
Резка
Разрезание отпечатанных листов на две или более частей с помощью отрезных колес на фальцевальном устройстве.
Шламометр (Шламометр GATF)
Комбинированный индикатор растискивания и смазывания, поставляемый в положительной или отрицательной форме. Это устройство контроля качества, которое сразу показывает увеличение или потерю точки. Он также показывает, происходит ли выигрыш или потеря при контактировании, изготовлении печатных форм, расстойке или на прессе.
Неразборчивость
Размазывание или удлинение полутоновых точек или шрифтовых и линейных изображений на их задних краях.
Шлам
Водянистая суспензия пигментов и т. д., используемая для нанесения покрытий или изготовления бумаги.
Разбитое или слабое одеяло
Участок одеяла, утративший жесткость и эластичность и создающий легкое впечатление в центре хорошо пропечатанного участка. Обычно вызывается физическим повреждением одеяла при оттиске.
Обычно вызывается физическим повреждением одеяла при оттиске.
Раздавливание (защемление, сжатие)
Операция переплета после шитья, при которой сложенные и сшитые листы сжимаются, чтобы сжать сгиб без воздуха, чтобы лицевая и изнаночная стороны листов были одинаковой толщины.
Намазывание
Состояние печати, при котором оттиск нечеткий и нечеткий из-за того, что было использовано слишком много чернил или листы были обработаны или протерты до того, как чернила высохли.
Гладкая поверхность
Отделка бумаги, сделанная гладкой путем прохождения через различные валики.
Пресс для сглаживания
Перед подачей в сушилки бумажное полотно при необходимости разглаживается двумя валками, работающими вместе.
Гладкость
Плоскостность листа бумаги, которая обычно определяет четкость напечатанного на нем изображения.
Смит Шитье
Способ скрепления рядом подписей таким образом, чтобы каждая была связана ниткой с соседней, а также сшита внакидку через собственную центральную складку. Сшитые Смитом книги, открытые, плоские. Швы находятся на изнаночной стороне сгиба.
Сшитые Смитом книги, открытые, плоские. Швы находятся на изнаночной стороне сгиба.
Мягкая точка
Термин камеры, описывающий ореол или полосу вокруг края точки, которая является чрезмерной и почти равна площади самой точки.
Мягкие чернила
Термин, описывающий консистенцию литографических красок.
Мягкая обложка
Другой термин для книг в мягкой или бумажной обложке.
Мягкая древесина
Древесина хвойных деревьев с длинными волокнами.
Твердый
Область, полностью покрытая чернилами, или использование 100% заданного цвета. В композиции введите набор без пробела ( ведущий ) между строками.
Расстояние
Интервалы между строками типа.
Спец. (уточнено)
Спецификация содержит подробную информацию о таких позициях, как бумага, техника переплета, тип и т. д., которые были определены для данной работы.
д., которые были определены для данной работы.
Специальная бумага или картон
Бумага или картон, изготовленные или впоследствии переработанные для специального использования.Эти марки обычно не могут быть использованы ни для чего другого, кроме как по прямому назначению.
Спецификатор
Дизайнер или работник полиграфического производства, который определяет типы бумаги, которые будут использоваться в различных обстоятельствах.
Спектрофотометр
Сложный прибор, который измеряет цвет в видимом спектре и выдает данные, описывающие цвет данного образца с точки зрения трех параметров цветового пространства.
Спектр
Полный спектр цветов радуги, от коротковолновых (синий) до длинноволновых (красный).
Позвоночник
Основа книги.
Спиральное крепление
Проволока в виде спирали вставлена через специально пробитые отверстия по краю окантовки.
Соединитель
Соединение внахлест, используемое для соединения концов полотна вместе.
Соединительная бирка
Вкладка или маркер, указывающий место соединения.
Сплит-фонтан
Техника одновременной печати двумя цветами из одной и той же чернильницы.
Пятно
Наименьшая видимая точка, которую можно отобразить или распечатать. Наименьший диаметр светового луча, который может обнаружить сканер, устройство для установки изображений или принтер. Точку не следует путать с пятном.
Точечный лак
Лак для печати, наносимый на часть листа, в отличие от нанесения лака на всю поверхность.
Обнаружение
Мелкие опакеры, например, для удаления точечных отверстий или других небольших дефектов прозрачности на негативе; также называется непрозрачным.
Спрей-порошок
Порошок, применяемый при печати для предотвращения обесцвечивания (офсета) мокрой краски; также называется антиофсетным спреем.
Square Halftone (квадратный полутон)
Полутон, четыре стороны которого прямые и перпендикулярны друг другу.
Квадратный лист
Лист, одинаково прочный и устойчивый к разрыву как по направлению волокон, так и против них.
Стабилизация
Термин, используемый для описания бумаги, которая была выдержана таким образом, чтобы содержание влаги было таким же, как и в окружающем ее воздухе.
Укладчик
Устройство, прикрепленное к конвейеру доставки, для подбора, сжатия и связывания подписей.
Штамповка
Нанесение рисунка на обложку книги с помощью металлической фольги, цветной фольги или чернил, нанесенных металлическими штампами.
Стандарты (бумажные)
Термины, используемые для обозначения производственных характеристик бумаги.Включает цвет, базовую плотность, размеры листа и направление волокон.
Крахмал
Материал, используемый в качестве проклеивающей добавки для бумаги. Обычно делают из кукурузы.
Статическое электричество
Электрический заряд, часто встречающийся в слишком сухой бумаге или на бумаге, на которую повлияли местные атмосферные условия.
Нейтрализатор статического электричества
В печатных машинах — приспособление, предназначенное для снятия статического электричества с бумаги во избежание оседания чернил и проблем с подачей бумаги.
Гравюра на стали
Гравированная пластина, используемая в высокой печати.
Пошаговое повторение
Метод нанесения нескольких изображений на пленку или пластину с очень жесткими допусками.
Переходник
При многократном наложении на пластину литографического пресса процедура повторения экспонирования плоскости путем ее шагания по кромке захвата; параллельная экспозиция.
Повышающий
При многократном наложении на пластину для литографического пресса процедура повторения экспонирования плоскости путем отступления ее от края захвата пластины; экспозиция вверх-вниз.
Жесткий
Слишком плотная краска.
Жесткость
Свойство бумаги и картона сопротивляться изгибу.
Сшитая книга
Популярный метод сшивания подписей книги путем одновременного сшивания всех листов либо по центру вставленных листов, либо сшиванием сбоку спереди назад. Очень прочный способ вязки, но не гибкий по сравнению с шитьем.
Сшивание
Использование проволочных скреплений в качестве постоянного крепления для неразрезных форм.
Стохастический скрининг
Процесс цифрового растрирования, при котором изображения преобразуются в очень маленькие точки (14–40 микрон) одинакового размера с переменным интервалом. Растрированные изображения второго порядка имеют точки переменного размера и переменный интервал. Также называется частотно-модулированным (FM) скринингом.
Растрированные изображения второго порядка имеют точки переменного размера и переменный интервал. Также называется частотно-модулированным (FM) скринингом.
Стандартный
Общий термин со многими значениями.(1) Бумага или картон, имеющиеся в запасах. (2) Бумага или картон, предназначенные для определенного использования и ожидающие только печати или обработки. (3) Целлюлоза, которая была обработана до состояния, при котором разбавление является единственным шагом, необходимым для превращения ее в бумагу или картон. (4) На любой стадии производства влажная целлюлоза называется сырьем. (5) Макулатура.
Стандартные размеры
Бумага или картон стандартных размеров.
Грузы на складе
Массы бумаги, хранящиеся на фабриках и у торговцев.
Чулки
Бумага популярных форматов, плотности, цветов и т. д., производимая на регулярной основе для поддержания надлежащих запасов на фабричных складах.
Торговец чулками
Дистрибьютор бумаги, хранящий на собственном складе бумагу в количестве, достаточном для немедленного выполнения ожидаемых заказов на рынке. Это исключает задержку заказа у производителя бумаги, приемку и доставку клиенту.
Остановка
Нанесение непрозрачных материалов на фотонегативы; также нанесение специального лака для защиты участков на позитивах при точечном травлении; постановка полутоновых пластин при рельефном травлении; защита определенных участков пластин с глубоким травлением, чтобы на защищенных участках не скапливались чернила.
Питатель потока
Тип податчика, который удерживает несколько листов бумаги, перекрывающих друг друга, движущихся к захватам.
Эластичный
Описывает «податливость» листа бумаги, когда он подвергается растягивающему давлению.
Сопротивление растяжению
Эластичность необходима для того, чтобы бумага хорошо складывалась и выдерживала нагрузку при использовании. Сопротивление растяжению измеряют на приборах для испытаний на растяжение.
Сопротивление растяжению измеряют на приборах для испытаний на растяжение.
Забастовка
Проникновение печатной краски в лист бумаги.
Зачеркнутый
Проникновение печатной краски через лист бумаги.
Конверт с завязками и пуговицами
Конверт с двумя пуговицами из армированной бумаги, одна на клапане, а другая на обратной стороне конверта. Чтобы закрыть, веревка, которая фиксируется под пуговицей клапана, поочередно наматывается на две пуговицы.
Масса вещества
То же, что и базовый вес .
Присоска
Резиновая присоска для машинных подающих устройств.
Всасывающая камера
Устройство, удаляющее воду из бумагоделательной машины за счет всасывания, расположенное под сеткой на мокром конце.
Всасывающая подача
Термин, применяемый к вакуумным захватам, подающим бумагу.
Сульфат
Щелочной процесс варки целлюлозы, также известный как крафт-процесс. Древесная щепа варится до высокой степени белизны без разрушения волокон в веществе сульфата натрия и сульфида натрия.
Сульфит
Кислотный процесс варки целлюлозы. Древесную щепу варят в растворе бисульфита.
Суперкаландр
Внемашинные каландры, которые нагревают и гладят бумагу, придавая ей глянцевую поверхность.
Суперкаландрирование
Чередование рулонов полированной стали и прессованного хлопка в стопке. В процессе бумага подвергается воздействию нагретых стальных валов и «гладится» спрессованными хлопчатобумажными валиками. Придает бумаге высокий глянец. Стопки суперкаландра не являются неотъемлемой частью бумагоделательной машины, в отличие от валов каландра.
Поверхностная пластина
Один из двух основных типов литографических прессов; коллоидное изображение формируется на светочувствительной металлической пластине под действием актиничного света, проходящего через фотонегативы.
Размер поверхности
Термин, применяемый к бумаге, которая была проклеена путем нанесения проклеивающей добавки, когда бумажное полотно частично высохло. Цель состоит в том, чтобы повысить устойчивость к проникновению чернил.
Текстура поверхности
Относительная шероховатость, гладкость или неровность поверхности бумаги.
Надпечатка
Допечатка над зонами дизайна ранее отпечатанной продукции для изготовления таких надпечаток, как «Распродажа», «1 доллар.98″, «Образец» и т. д. Также называется надпечаткой.
Каталог образцов
То же, что и книга образцов. Группа бумаг, обычно в переплетенном виде, на которой отображаются вес, цвет, отделка и другие сведения о коллекции бумаг, помогающие в выборе оценок.
Программное обеспечение для анализа изображений микроскопа | ОЛИМП Поток
Пошаговое руководство
Динамический пользовательский интерфейс уменьшает беспорядок и путаницу на рабочем столе, отображая только те инструменты и функции, которые вы хотите использовать.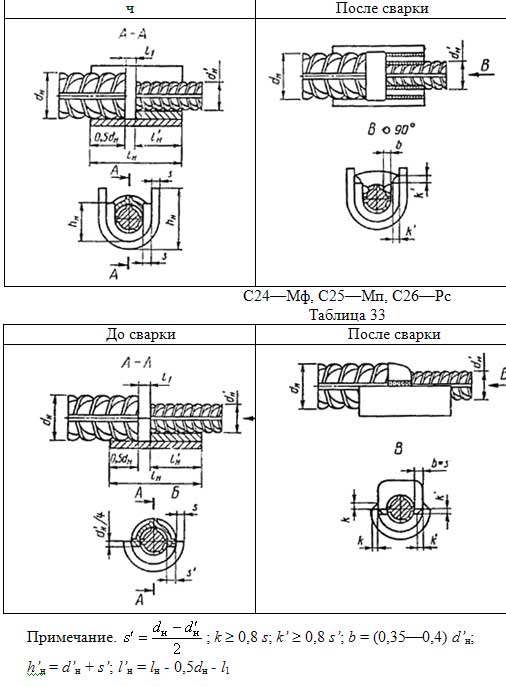 Интерфейс проведет вас через каждый шаг процесса, включая захват изображения, его обработку и создание отчета. Как простые, так и сложные измерения можно легко проводить с помощью интуитивно понятного набора инструментов программного обеспечения.
Интерфейс проведет вас через каждый шаг процесса, включая захват изображения, его обработку и создание отчета. Как простые, так и сложные измерения можно легко проводить с помощью интуитивно понятного набора инструментов программного обеспечения.
Простые макеты
Организованные макеты программного обеспечения содержат минимально необходимые функции для выполнения требуемых задач. Упрощенные макеты помогают оптимизировать рабочий процесс проверки и эффективно направлять пользователей в процессе проверки.
Быстрые измерения на живом изображении всего несколькими щелчками мыши
Инструменты для живых изображений
Оценка размера пор с использованием цифровых сеток в реальном времени (поперечное сечение литья под давлением) | Программное обеспечение поддерживает функции изображения в реальном времени для мгновенной обратной связи. Программное обеспечение позволяет вам взаимодействовать с изображением в реальном времени, которое автоматически калибруется, и выполнять количественные измерения. |

Быстрая панорама и увеличенная глубина фокусировки
Быстро создавайте изображения образцов, выходящие за пределы стандартной глубины резкости или поля зрения. Мгновенное изображение с расширенным фокусом (EFI) использует точную настройку фокуса для объединения множества изображений, снятых на разных уровнях Z, для создания единого комбинированного изображения, которое полностью находится в фокусе. Мгновенное выравнивание нескольких изображений (MIA) упрощает создание панорамных изображений простым перемещением столика XY; моторизованная сцена больше не нужна.
Мгновенное EFI-изображение кристалла: полностью сфокусированное изображение создается даже в малоконтрастных областях образца
Мгновенное MIA-изображение монеты
Вызов настроек приобретения
Быстрый вызов ранее использовавшихся настроек камеры для получения повторяющихся изображений с постоянным внешним видом. При использовании моторизованного микроскопа эта функция может автоматически вызывать предыдущие настройки оборудования. Если вы используете микроскоп серии BX, GX или MX, программное обеспечение поможет вам вручную восстановить настройки.
При использовании моторизованного микроскопа эта функция может автоматически вызывать предыдущие настройки оборудования. Если вы используете микроскоп серии BX, GX или MX, программное обеспечение поможет вам вручную восстановить настройки.
| Шаг операции | Оператор А | Оператор Б |
| Разные операторы используют разные настройки | ||
| Легко проверить правильность настроек | ||
| Синхронизировать настройки наблюдения | ||
| Независимо от разных операторов настройки одинаковы | ||
3D-решение
Трехмерная профилометрия следов износа | Это решение создает карты высот из стопок изображений, полученных автоматически или вручную в различных положениях по оси Z. |
 Полученное изображение можно визуализировать в трех измерениях, используя вид поверхности. Можно выполнять измерения, такие как 3D-профили и разность высот между двумя или несколькими точками, а результаты экспортировать в рабочие книги и электронные таблицы Microsoft Excel.
Полученное изображение можно визуализировать в трех измерениях, используя вид поверхности. Можно выполнять измерения, такие как 3D-профили и разность высот между двумя или несколькими точками, а результаты экспортировать в рабочие книги и электронные таблицы Microsoft Excel.Управляемая операция для определенных анализов
Программное обеспечение проведет вас через правильный порядок функций при выполнении анализа изображений, включая методы, соответствующие наиболее распространенным международным стандартам.При использовании моторизованного столика функция выравнивания ускоряет работу с несколькими образцами.
Узнать больше
Автоматическая калибровка
Функция автоматической калибровки использует стандартный микрометр для калибровки микроскопа и автоматически создает отчет о калибровке. Это помогает устранить вариативность пользователя в процессе калибровки для более надежных измерений. |

Автоматизированные инструменты проверки
Автоматизированные инструменты программного обеспечения могут создать очень большой набор данных всего за несколько минут.Автоматическая калибровка увеличения с использованием откалиброванной сетки помогает гарантировать, что ваши изображения отображаются с правильной линейкой масштаба и что ваши измерения подтверждены. Изображения больших площадей можно автоматически отображать с помощью моторизованных столиков XYZ, что позволяет создавать изображения больших деталей с высоким разрешением.
Четкое и высококонтрастное MIA-изображение структуры интегральной схемы (ИС) (наблюдение в темном поле с 20-кратным объективом)
Количественная информация, которая имеет значение
Программные средства содержат количественную информацию о пробе.Интерактивные измерения на живых и неподвижных изображениях предоставляют основную информацию о размерах (длина, площадь и диаметр), а результаты видны непосредственно на изображении.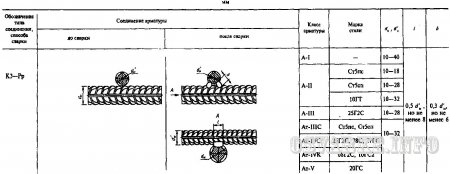
Расширенные интерактивные измерения включают волшебную палочку и сложные многоугольные формы для полуавтоматического измерения площади, а решение для подсчета и измерения обеспечивает доступ к более чем ста параметрам отдельных частиц для количественного анализа на основе порогового метода.
Основные измерения (Supra Conditor) | волшебная палочка (SUPRA дирижер) Обнаружение объекта (SUPRA дирижер) |
0
Эффективное создание отчетов
Создание отчета часто занимает больше времени, чем захват изображения и выполнение измерений.С помощью программного обеспечения вы можете многократно создавать интеллектуальные и сложные отчеты на основе предопределенных шаблонов. Редактировать просто, а отчеты можно экспортировать в Microsoft Word, Excel или PowerPoint.