Соединение арматуры внахлест гост без сварки: Соединение арматуры внахлест ГОСТ — СТ Монтаж
особенности технологических процессов для осуществления работ
При строительстве зданий и сооружений с применением монолитного бетона обязательно производят армирование бетонных конструкций с использованием арматуры. Арматура – это стержень с гладким или специальным ребристым покрытием, изготавливаемый из стали специальных марок. Также широкое распространение в последнее время получила арматура из полимерных материалов.
Содержание
- 1 Типы соединений арматуры внахлест
- 2 Сварка арматуры внахлест
Типы соединений арматуры внахлест
Соединения арматуры железобетонных конструкций регламентируются по ГОСТ 10922-2012. Существуют различные виды изделий из арматуры: отдельные стержни, арматурные сетки, арматурные каркасы, закладные изделия. Каждый вид изделий требует соединения арматурных стержней между собой в различных пространственных положениях: встык, внахлёст, крестообразное или специальное соединения. Выбор вида изделия, диаметр и класс арматуры, способ её соединения будет зависеть от возводимой бетонной конструкции. Основными способами соединения арматурных стержней являются:
Основными способами соединения арматурных стержней являются:
- Вязка арматуры вязальной проволокой. Производится для соединения стержней внахлёст или с крестообразным расположением.
- Механическое соединение специальными резьбовыми или опрессовочными муфтами. Применяется для стыкового соединения арматуры одинакового диаметра.
- Сварное соединение арматуры. Выполняется различными способами сварки во всех пространственных положениях, регламентируется по ГОСТ 14098-2014.
Сварка арматуры внахлест
Оптимальным способом соединения арматуры является сварка различными способами. При сварке прочность соединения выше, имеет большую производительность, меньше трудозатрат.
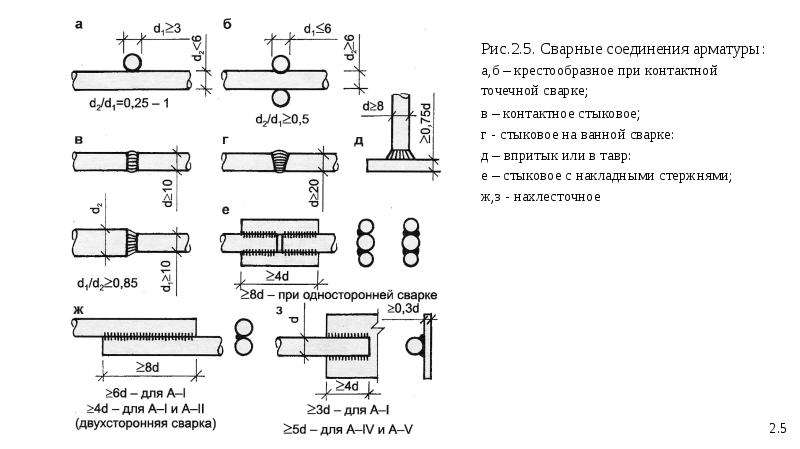
На практике чаще всего применяют стыковое соединение с усиливающими стержнями, нахлесточное соединение стержней и нахлесточное соединение стержней с пластинами или фасонными деталями.
Стыковое соединение с усиливающими стержнями представляет собой два стержня, расположенных на одной оси, по бокам от стержней в месте их соединения располагаются усиливающие стержни (С21-Рн, С21-Мн). Сварка производится по линии соприкосновения основных и усиливающих стержней. Для сварки стержней большого диаметра можно применить сварку с двух сторон.
Сварка производится по линии соприкосновения основных и усиливающих стержней. Для сварки стержней большого диаметра можно применить сварку с двух сторон.
Во избежание деформаций стержней сварку производят короткими швами в шахматном порядке. Такой способ соединения применим для сварки арматуры любых классов диаметром более 10 мм.
Нахлесточное соединение представляет собой два стержня, расположенных в параллельных осях и имеющих одну общую линию соприкосновения (С23-Рэ, С-23-Мэ). Сварка производится по линии соприкосновения. Таким способом можно соединять арматуру разного диаметра, при этом размеры и характеристики шва выбираются по стержню с меньшим диаметром.
Двухсторонние швы допускается выполнять для арматуры класса А240 и Ас300 и длиной шва, равной четырём диаметрам стержня.
Нахлесточное соединения стержня с пластиной или фасонной деталью представляет собой стержень, установленный на пластину и имеющий одну линию соприкосновения с ней (Н1-Рш и следующие).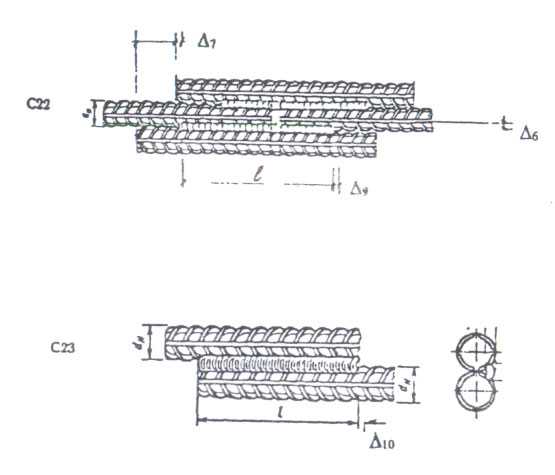 Ручная дуговая сварка применяется для стержней диаметром от 10 до 32 мм и толщиной пластины от 4 мм. При этом сварка ведётся от края пластины вдоль линии соприкосновения со стержнем и заканчивается выходом шва на поверхность пластины. При применении контактной сварки выбирают стержни диаметром 6-16 мм и пластины с толщиной не менее 4 мм. При этом пластины должны иметь специальную форму поверхности.
Ручная дуговая сварка применяется для стержней диаметром от 10 до 32 мм и толщиной пластины от 4 мм. При этом сварка ведётся от края пластины вдоль линии соприкосновения со стержнем и заканчивается выходом шва на поверхность пластины. При применении контактной сварки выбирают стержни диаметром 6-16 мм и пластины с толщиной не менее 4 мм. При этом пластины должны иметь специальную форму поверхности.
Перед выполнением сварочных работ свариваемые поверхности очищают от загрязнений механическим способом. При наличии влаги производят просушку стержней газопламенными горелками. При наличии любых загрязнений, влаги или ржавчины качество сварочного шва резко ухудшается.
Сборку изделий осуществляют на специализированных сварочных столах, стендах, кондукторов с применением фиксирующих устройств. При проведении монтажных работ на строительной площадке необходимо укрытие места сварки от атмосферных осадков и ветра.
Основным способом сварки для проведения монтажных работ на строительной площадке является электродуговая сварка.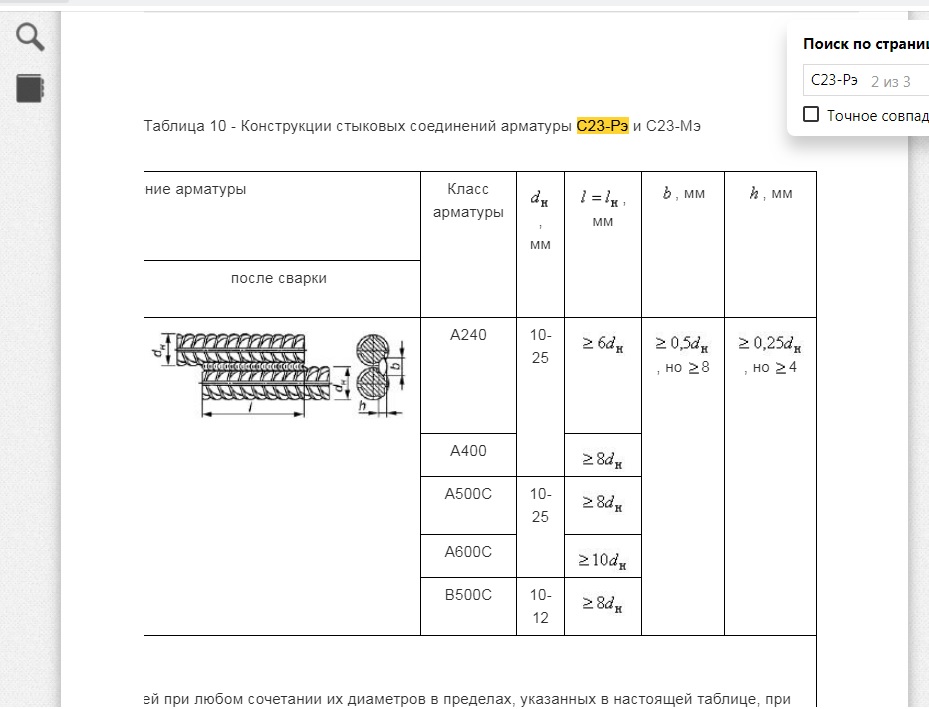 Стационарные источники сварочного тока имеют характеристики выше, чем переносные сварочные аппараты, но неудобны для монтажных работ, так как потребуются дополнительные сварочные кабели. Такими источниками производят укрупнённую сборку с дальнейшей транспортировкой изделия к месту установки. Монтаж изделия в месте установки производят переносными сварочными аппаратами инверторного типа. Они имеют малый вес, стабильную работу, точную настройку сварочного тока, что способствует повышению производительности и качества сварных соединений.
Стационарные источники сварочного тока имеют характеристики выше, чем переносные сварочные аппараты, но неудобны для монтажных работ, так как потребуются дополнительные сварочные кабели. Такими источниками производят укрупнённую сборку с дальнейшей транспортировкой изделия к месту установки. Монтаж изделия в месте установки производят переносными сварочными аппаратами инверторного типа. Они имеют малый вес, стабильную работу, точную настройку сварочного тока, что способствует повышению производительности и качества сварных соединений.
Выбор сварочных материалов и режимов сварки будет зависеть от класса и диаметра арматуры. При сварке стержней разного диаметра режимы выбираются по меньшему диаметру.
По окончании сварочных работ производится зачистка сварного соединения от шлака и брызг, визуальный контроль сварочного шва. При наличии дефектов производят ремонт сварного соединения или вырезают его полностью и сваривают снова.
Нахлест арматуры при вязке таблица
Прочный и долговечный фундамент – это армированный фундамент. Но армирование – операция, требующая точности, и вязание стержней арматуры внахлест или встык требует знания длины прутьев. Лишние сантиметры арматурных прутьев способны деформировать фундамент при прикладываемых боковых нагрузках, нарушить его целостность и общую надежность. И наоборот – правильный монтаж армокаркаса позволит избежать деформирования и растрескивания бетонной ж/б плиты, увеличить срок службы и надежность фундамента. Знание технических особенностей, методов расчета длины прутьев, монтажа стыков и требований снип помогут в строительстве не единожды. Грамотный нахлест арматуры
Содержание
- Нормативное основание и типы соединений
- Соединение армостержней свариванием
- Соединение внахлест вязанием
- Местонахождение соединений арматуры внахлест
Нормативное основание и типы соединений
Требования снип 52-101-2003 предполагают выполнение условий жесткости для механических и сварных соединений арматурных стержней, а также для соединений прутьев внахлест.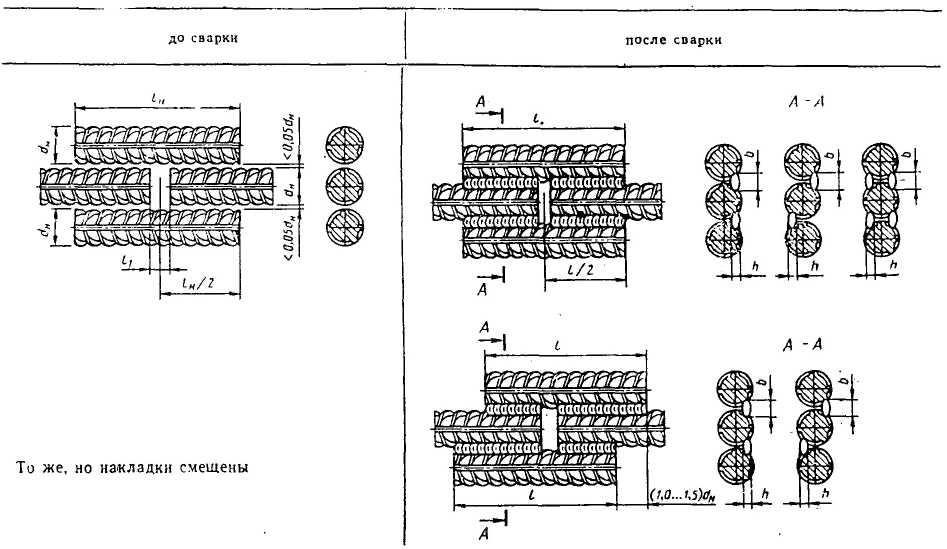
Соединение прутьев арматуры не допускается на локальных участках с превышением допустимых нагрузок и прикладываемых напряжений. Соединение внахлест – это традиционно вязание армостержней мягкой стальной проволокой. Если для армирования фундамента применяется арматура Ø ≤ 25 мм, то практичнее и эффективнее будет использование опрессованных креплений или резьбовых муфт, чтобы повысить безопасность самого соединения и объекта в целом.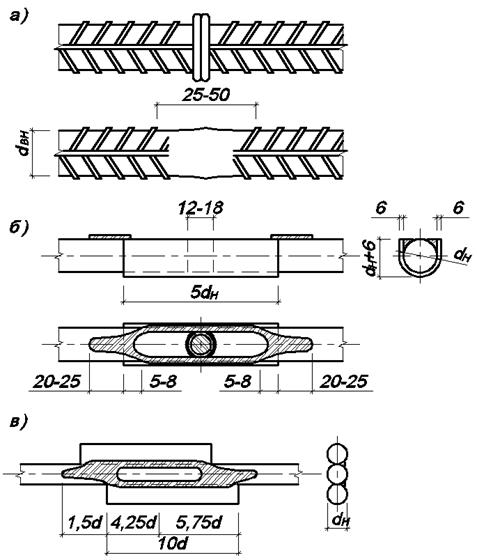 К тому же винтовые и опрессованные соединения экономят материал – нахлест прутьев при вязании вызывает перерасход материала ≈ 25%.Строительные нормы и правила № 52-101-2003 регламентируют требования к прочности основания здания – фундамент должен иметь два или более неразрывных контура из арматурных прутьев. Чтобы реализовать это требование на практике, выполняется вязка прутьев внахлест по таким типам:
К тому же винтовые и опрессованные соединения экономят материал – нахлест прутьев при вязании вызывает перерасход материала ≈ 25%.Строительные нормы и правила № 52-101-2003 регламентируют требования к прочности основания здания – фундамент должен иметь два или более неразрывных контура из арматурных прутьев. Чтобы реализовать это требование на практике, выполняется вязка прутьев внахлест по таким типам:
- Соединение внахлест без сварного шва;
- Соединение сваркой, резьбой или опрессовкой.
Стык без применения сварки чаще всего применяется в индивидуальном строительстве из-за доступности и дешевизны метода. Доступная и недорогая арматура для вязки каркаса – класса A400 AIII. Согласно ACI и СНиП не разрешается стыковать арматуру нахлестом в местах предельных нагрузок и на участках высокой напряженности для арматуры.
Соединение армостержней свариванием
Для частного строительства сваривание стержней арматуры нахлестом – это дорого, так как класс рекомендуется использовать свариваемый класс А400С или А500С арматуры. При применении прутьев без символа «С» в маркировке приведет к потере прочности и устойчивости к коррозии. Арматуру марки А400С – А500С следует сваривать электродами Ø 4-5 мм.
При применении прутьев без символа «С» в маркировке приведет к потере прочности и устойчивости к коррозии. Арматуру марки А400С – А500С следует сваривать электродами Ø 4-5 мм.
| Класс арматуры | Длина сварного шва в Ø прутьев |
| А 400 С | Ø 8 |
| А 500 С | Ø 10 |
| В 500 С | Ø 10 |
Таким образом, согласно таблице, длина сварного шва при вязании стержней марки В400С должна быть 10 Ø прута. При использовании 12-миллиметровых стержней шов будет длиной 120 мм.
Сварной стык внахлест
Соединение внахлест вязанием
Дешевый и распространенный класс арматуры для соединений без сварки – А400 АIII. Стыки скрепляются вязальной проволокой, к местам вязки предъявляются особые требования.
Анкеровка или нахлест арматуры при вязке таблица значений которого приведена ниже для вязки в бетоне марки BIO с прочностью 560 кг/см2, предполагает использование определенных марок и классов армостержней с определенным типом металлообработки для определенных диаметров:
Работа арматуры при сжатии и растяжении
Механическая стыковка прутьев в каркасе для ж/б изделий проводится один из следующих способов:
- Наложением прямых стержней друг на друга;
- Нахлест прута с прямым концом со сваркой или механическим креплением на всем перепуске поперечных стержней;
- Механическое и сварное крепление стержней с загнутыми в виде крючков, петель и лап законцовками.

Применение гладкой арматуры требует вязать ее внахлест или сваривать с поперечными прутьями каркаса.
Требования к вязке прутьев внахлест:
- Необходимо вязать стержни с соблюдением длины наложения прутьев;
- Соблюдать нахождение мест вязки в бетоне и перепусков арматуры по отношению друг к другу;
Соблюдение требований СНиП позволит эксплуатировать прочные ж/ плиты в фундаментах с большим и гарантированным сроком службы. Способы ручной вязки арматуры
Местонахождение соединений арматуры внахлест
Нормативные документы не разрешают располагать участки соединения арматуры ввязкой в местах предельных нагрузок и напряжений. Все стыки стержней рекомендуется располагать в железобетонных конструкциях с ненагруженными участками и без приложения напряжений. Для ленточных монолитных фундаментов участки перепуска концов прутьев нужно размещать в локальных участках с без приложения крутящих и изгибающих сил, или с минимальным их вектором.
Общая длина всех вязаных перепусков в каркасе зависит от приложенных усилий к прутьям, уровня сцепления с бетоном и напряжений, возникающих по протяженности соединения, а также сил сопротивления в перехлестах армопрутьев. Главный параметр при расчете длины перепуска соединяемой арматуры – диаметр стержня.
Калькулятор
Таблица ниже позволяет без сложных расчетов определить нахлест армирующих прутьев при монтаже армирующего фундаментного каркаса. Почти все значения в таблице приводятся к Ø 30 связываемых армирующих стержней.
| Перепуск стержней в Ø | ||
| Ø стали класса А 400, мм | Перепуск | |
| в Ø | в мм | |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 32,2 | 580 |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
Чтобы повысить прочность армокаркаса основания дома, нахлесты в арматуре необходимо правильно располагать по отношению друг к другу. причем контролировать размещение и в горизонтальной, и в вертикальной плоскости в бетоне. Российские и международные нормы и правила рекомендуют по этому поводу делать разнос связок, чтобы в одном разрезе находилось не более 50% нахлестов. Расстояние разнесения, определенное СНиП и ACI, не должно быть больше 130% всей длины стыков армирующих прутьев.
Как располагать нахлесты прутьев
причем контролировать размещение и в горизонтальной, и в вертикальной плоскости в бетоне. Российские и международные нормы и правила рекомендуют по этому поводу делать разнос связок, чтобы в одном разрезе находилось не более 50% нахлестов. Расстояние разнесения, определенное СНиП и ACI, не должно быть больше 130% всей длины стыков армирующих прутьев.
Как располагать нахлесты прутьев
Международные требования ACI 318-05 определяют разнесение стыков на расстояние ≥ 61 см. При превышении этого значения вероятность деформирования бетонного фундамента от напряжений и нагрузок значительно возрастает.
Что такое фитинг для стыковой сварки?
Что такое фитинг для стыковой сварки?
admin
Сварка относится к соединению или сплавлению частей с использованием тепла или сжатия, так что части образуют сплошную среду. Источником тепла при сварке обычно является пламя дуги, создаваемое электричеством источника сварочного тока. Дуговая сварка называется дуговой сваркой.
Источником тепла при сварке обычно является пламя дуги, создаваемое электричеством источника сварочного тока. Дуговая сварка называется дуговой сваркой.
Сплавление деталей может происходить исключительно за счет тепла, выделяемого дугой, так что свариваемые детали сплавляются друг с другом.
Обычно присадочный металл вплавляется в сварочный шов или сварку либо с помощью устройства подачи проволоки через сварочный пистолет (сварка MIG/MAG), либо с помощью сварочного электрода с ручной подачей. В этом случае присадочный металл должен иметь примерно ту же температуру плавления, что и свариваемый материал.
Перед началом сварки краям свариваемых деталей придают форму подходящего сварочного паза, например, V-образного паза. В процессе сварки дуга сплавляет края разделки и наполнителя, создавая расплавленную сварочную ванну. Вот почему большинство наших продуктов имеют определенную степень фаски для большинства трубных фитингов.
Чтобы сварной шов был прочным, расплавленная сварочная ванна должна быть защищена от оксигенации и воздействия окружающего воздуха, например, с помощью защитных газов или шлака.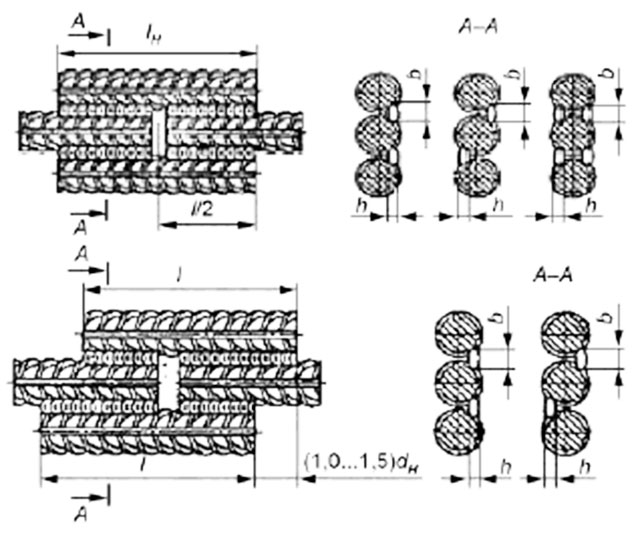 Защитный газ подается в расплавленную сварочную ванну с помощью сварочной горелки. Сварочный электрод также покрыт материалом, который выделяет защитный газ и шлак над расплавленной сварочной ванной.
Защитный газ подается в расплавленную сварочную ванну с помощью сварочной горелки. Сварочный электрод также покрыт материалом, который выделяет защитный газ и шлак над расплавленной сварочной ванной.
Наиболее часто свариваемыми материалами являются металлы, такие как алюминий, мягкая сталь и нержавеющая сталь.
Ниже представлено наше оборудование для автосварки и фотографии сварки:
автоматический сварочный аппаратОбычно фитинги для стыковой сварки включают в себя отводы, тройники, переходники, колпачки, лопасти, заглушки, крестовины, отводы горячей индукции.
СТАНДАРТ
В стандарте ASME/ANSI технические требования к фитингам для стыковой сварки указаны в стандарте ASME/ANSI B16.9, включая все типы фитингов. В стандарте En это стандарт EN10253 для труб для стыковой сварки. фитинги. В стандарте JIS, DIN, ГОСТ различные типы фитингов для стыковой сварки имеют разные стандартные номера. Например, JIS B2311, B2312, B2313 или ГОСТ 17373, ГОСТ 17375, ГОСТ 17376, ГОСТ 17378 и т. Д. Есть также некоторые другие стандарты о фитингах для стыковой сварки, такие как: MSS SP-43, MSS SP-75, ASME B16.49.
Д. Есть также некоторые другие стандарты о фитингах для стыковой сварки, такие как: MSS SP-43, MSS SP-75, ASME B16.49.
МАТЕРИАЛ
Фитинги для стыковой сварки могут быть бесшовными или сварными в корпусе. Бесшовные фитинги для стыковой сварки означают отсутствие сварного шва на корпусе фитинга при производстве, обычно он изготавливается из бесшовных стальных труб. Фитинги для стыковой сварки означают, что при производстве на корпусе фитинга имеется сварной шов, обычно он изготавливается из сварных труб или формованных стальных листов. Обычно фитинги для стыковой сварки с номинальным размером более 26 дюймов свариваются встык. фитинги и фитинги меньшего размера для стыковой сварки являются бесшовными.
Фитинги для стыковой сварки могут изготавливаться из углеродистой стали, нержавеющей стали или легированной стали и других сплавов, таких как сплав на основе никеля, титановый сплав. фитинги или трубные фитинги ASTM A860 WPHY.
Тройник с решетчатым покрытием для наплавки TIG – Longtaidi Испытания на изгиб наплавки — Longtaidi Для чего используется биметаллическая футерованная труба? Плакированный отвод/плакированные отводы с наплавкой/плакированные трубные фитингиПоделиться
FacebookTwitterLinkedIn
Новости отраслиФитинги для стыковой сварки труб — фитинги для стыковой сварки
Определение: Что такое фитинг для стыковой сварки ?
Стыковая сварка является соединительным методом сварки. В этом методе сварки нет параллели и перекрытия. Этот процесс является основой системы трубопроводов. Он используется для сварки двух труб вместе и сварки вокруг швов без перекрытия. Сварка встык – недорогой и надежный способ соединения без использования дополнительных компонентов.
В этом методе сварки нет параллели и перекрытия. Этот процесс является основой системы трубопроводов. Он используется для сварки двух труб вместе и сварки вокруг швов без перекрытия. Сварка встык – недорогой и надежный способ соединения без использования дополнительных компонентов.
Фитинг для сварки встык является аксессуаром для соединения трубопроводов. Он предназначен для изменения направления трубы и диаметра трубы, разветвления или окончания системы труб. Затем фитинг соединяется с системой труб для эффективной транспортировки жидкостей на расстояние.
Фитинги для сварки встык широко используются в процессе изготовления из-за низкой стоимости и простоты изготовления всех видов фитингов.
Преимущество: Почему мы выбираем фитинг для стыковой сварки:
В системе трубопроводов фитинги для сварки встык имеют много преимуществ, чем фитинги для сварки враструб, резьбовые фитинги.
1. Обладает низкой стоимостью и простотой в эксплуатации.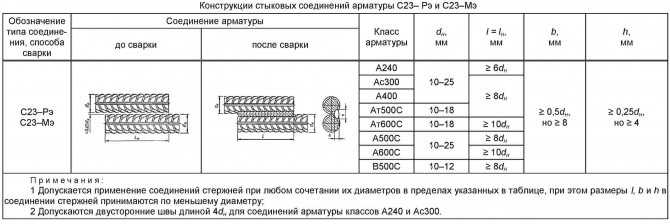 Сварное соединение имеет большую свободу в проектировании компоновки, занимает минимум места.
Сварное соединение имеет большую свободу в проектировании компоновки, занимает минимум места.
2. Обычно он обеспечивает постоянную герметичность для соединения приварным фитингом.
3. Стыковое сварное соединение представляет собой непрерывную металлическую конструкцию между трубой и фитингом, обладает высокими прочностными характеристиками в системе трубопроводов.
4. Соединение фитингов для сварки встык имеет гладкую внутреннюю поверхность и постепенное изменение направления. Тогда это снизит потери давления и турбулентность при транспортировке жидкости.
5. Он также может свести к минимуму действие коррозии и сопротивление трению.
Что такое бесшовные фитинги для стыковой сварки и сварные фитинги для стыковых сварок ?
Бесшовные фитинги для сварки встык означают, что они изготавливаются непосредственно из бесшовной трубы или листового материала с применением тепла и давления для формирования материала непосредственно в фитингах. Бесшовные фитинги сами по себе не имеют сварных соединений, они востребованы в некоторых ответственных трубопроводных системах. обычно бесшовные отводы для стыковой сварки, бесшовные тройники, бесшовные переходы изготавливаются из бесшовных стальных труб, бесшовные заглушки для труб изготавливаются из готового листа.
Бесшовные фитинги сами по себе не имеют сварных соединений, они востребованы в некоторых ответственных трубопроводных системах. обычно бесшовные отводы для стыковой сварки, бесшовные тройники, бесшовные переходы изготавливаются из бесшовных стальных труб, бесшовные заглушки для труб изготавливаются из готового листа.
Отсутствие сварных швов на фитингах означает меньший риск утечек и проблем с прочностью.
Фитинги для сварки встык означают, что в этом фитинге имеются сварные соединения. Обычно люди производят сварные фитинги для стыковой сварки из-за низкой стоимости или больших размеров. Существует два вида сварных фитингов для стыковой сварки, первый — это фитинги для стыковой сварки ERW, он изготовлен из труб ERW, он имеет тот же производственный процесс, что и бесшовные фитинги для стыковой сварки, второй — это сварные фитинги для сварных соединений. , обычно это фитинги больших размеров, имеют большие размеры, мы должны сделать их из стального листового материала и сварить их вместе.
Каковы стандартные и технические параметры фитингов для сварки встык?
Существует множество различных типов фитингов для стыковой сварки, и они одинаковы во всех размерах и сортаментах, что и стальные трубы. Наиболее популярными стандартами являются ANSI/ASME B16.9, ANSI/ASME B16.28, ISO 3419, MSS SP-43, MSS SP-75, DIN2605, DIN2609, DIN2615, DIN2616, DIN2617, EN10253, ГОСТ17375, ГОСТ17376, ГОСТ17378, ГОСТ17379, ГОСТ17380, ГОСТ30753, JIS B2311, JIS B2312, JIS B2313, KS B1522, KS B1541, KS B1543, GB12459, GB/T13401, Sh4408, Sh4410, HGJ528, SY/T0510. Наша группа компаний Haihao может производить фитинги для сварки встык в соответствии со всеми этими стандартами.
Из каких материалов изготавливают фитинги для сварки встык?
Наиболее распространенными материалами, используемыми в производстве фитингов, являются углеродистая сталь, нержавеющая сталь, легированная сталь и другие специальные металлы.
Материалы фитингов для стыковой сварки Haihao могут соответствовать различным стандартам, включая ASTM A234, ASTM A420, ASTM A860, ASTM A403, EN10216, JIS G3452, DIN 1629. ,ГОСТ,GB/T 8163.
,ГОСТ,GB/T 8163.
Кроме того, трубы и фитинги специального назначения иногда покрыты изнутри слоями материалов совершенно другого качества, чем сами фитинги, которые называются «футерованными фитингами».
Почему производители трубной арматуры предлагают так много различных материалов?
Фитинги для сварки встык используются во многих областях в различных отраслях промышленности с различными условиями эксплуатации.
Чтобы получить наилучшие характеристики (стойкость к различным видам агрессивных жидкостей, температуре, давлению) при приемлемых затратах, проектировщики трубопроводной системы выбирают различные материалы.
Какие фитинги для стыковой сварки мы можем изготовить?
Колено: Колено длинного радиуса, Колено короткого радиуса, Колено 3D, Колено 5D, Колено 7D, Колено 10D, Колено 45 градусов, Колено 90 градусов, Колено 180 градусов;
Тройник: Равный тройник, Переходной тройник, Прямой тройник, Боковой тройник, Тройник с перемычкой.
Переходник: Концентрический переходник, Эксцентриковый переходник.
Крест: Равный крест, Редукционный крест.
Крышка
Заглушка.
1. Колено 90° длинный радиус 2. Колено 45° 3. Колено 90°, короткий радиус
4. Колено 180°, длинный радиус 5. Колено 180°, короткий радиус 6. Тройник прямой 7. Тройник редукционный
8. Концентрический переходник 9. Эксцентриковый переходник 10. Заглушка 11. Соединение внахлестку Втулка
Как выбрать конкретную трубную арматуру?
При выборе фитингов для сварки встык в трубопроводной системе решение должно приниматься проектировщиком этой системы, а не производителем фитингов или торговым посредником. Проектировщик выберет фитинги в соответствии с требованиями к производительности и затратами, включая условия эксплуатации, окружающую среду, давление, температуру, коррозию и т.