Соединение арматуры внахлест без сварки гост: Соединение арматуры внахлест ГОСТ — СТ Монтаж
Технологии для соединений стальной арматуры: какой способ лучше
Работаем по всей России, СНГ и по всему миру
ПСК-МоскваDSI-PSKЕкатеринбургКазаньКраснодарЛипецкНижний НовгородНовосибирскСамараСанкт-ПетербургСочиСаратовТольяттиТюменьУфаКалининградВолгоградХабаровскТашкентМинскАлматыАстанаАтырауШымкентУсть-КаменогорскАстраханьБрянскВладивостокВолгоградВоронежИжевскКабардино-БалкарияКавказские Минеральные ВодыНабережные ЧелныСаранскКрасноярскМахачкалаОмскПензаПсковРостов-на-ДонуРязаньСтавропольТверьУльяновскЧелябинск ВойтиПожалуйста, авторизуйтесь:
Запомнить меня
Забыли пароль? Зарегистрироваться
КорзинаАвтор: Федор Русанов, инженер компании «ПромСтройКонтракт»
От технологии выполнения соединений стальной арматуры, особенно при необходимости ее наращивания по длине, во многом зависят трудозатраты на изготовление монолитных железобетонных конструкций. Повысить производительность и скорость бетонных работ, обеспечив при этом равнопрочность стыков, может механическое соединение арматуры (МСА), предлагаемое компанией «ПромСтройКонтракт» (ГК ПСК) в нескольких вариантах.
Повысить производительность и скорость бетонных работ, обеспечив при этом равнопрочность стыков, может механическое соединение арматуры (МСА), предлагаемое компанией «ПромСтройКонтракт» (ГК ПСК) в нескольких вариантах.
Разновидности традиционных и современных соединений арматурных стержней
Действующие технические регламенты различают три вида соединений арматуры:
- соединение внахлест без использования сварки с определением длины перепуска расчетным путем в зависимости от диаметра и класса:
то же с креплением накладки или поперечных стержней по длине нахлеста;
с крюками, лапками, петлями на конце стальных профилей;
- сварные стыковые соединения, где тип узла, а также обозначение сварочного шва определяется применительно к технологии сварки, условиям эксплуатации монолитной конструкции;
- соединение, использующее специальные соединительные муфты.


Сварные и нахлесточные соединения практикуются давно, они стали уже классикой бетонных работ со своими плюсами и минусами (дороговизна, время, перерасход металла). Между тем, технологии МСА уже не первое десятилетие доказывают свою эффективность на объектах России, ближнего и дальнего зарубежья, постепенно становясь массовыми.
Классификация Механических Соединений Арматуры
Действующими регламентами МСА классифицируются согласно способу и назначению соединения. Таким образом, соединения могут быть:
- резьбовым, за счет стыковочного цилиндра с внутренней конической или цилиндрической резьбой, соединяющей торцы, где уже выполнена резьба такого же профиля;
- опрессованным, когда торцы профилей соединяются стальным цилиндром, обжатым гидравлическим прессом, вследствие чего металл, из которого он изготовлен, вдавливается между ребрами периодического профиля;
- винтовым, при котором соединение производится муфтой, где внутри нарезан винтовой периодический профиль, аналогичный арматурному, а также контргайками, накрученными на стальные стержни;
- болтовым, где фиксация соединяемой арматуры происходит за счет болтов, вкрученных через стенку муфты в тело профиля, а их количество зависит от величины усилия, воспринимаемого соединением.

По назначению, согласно конструктивному решению соединительного элемента, МСА могут быть:
- стандартными, соединяющими арматуру одного диаметра, когда хотя бы одна из них может вращаться;
- переходными, аналогичными стандартным, но соединяющими арматуру разных диаметров;
- позиционными, соединяющими неподвижные концы стальных профилей;
- приварными: для стыковки арматурных каркасов и металлоконструкций.
Эти типы МСА изготавливаются отечественными и зарубежными производителями, они уже используются в практическом строительстве.
Система с конической резьбой
Соединение арматуры периодического профиля диаметром от 12 до 40 мм классов А400, А500 и А600 может производиться при помощи муфт «LENTON» с конической резьбой.
В состав системы входят муфты:
- стандартные, для стержней одного диаметра, когда хотя бы одна из них может вращаться;
- переходные для стержней разного диаметра, когда хотя бы одна из них может вращаться;
- позиционные, соединяющие арматуру, не способную вращаться;
- приварные для присоединения стержней к металлоконструкциям. Внутри одного конца соединительного элемента нарезана коническая резьба, а другой подготовлен для сварки;
- концевые (анкерные), предназначенные для анкеровки арматуры железобетонных конструкций;
- комбинированные с конической и цилиндрической резьбой для болтового крепления стальных конструкций к бетонным.
 Внутри одного конца соединительного элемента нарезана коническая резьба, а другой подготовлен для сварки;
Внутри одного конца соединительного элемента нарезана коническая резьба, а другой подготовлен для сварки;
Муфты с конической резьбой LENTON A12 стандартные
по запросу
Заказать
ПодробнееМуфты с конической резьбой LENTON позиционные P13, P14, P15
по запросу
Заказать
ПодробнееМуфты комбинированные Lenton с коническо-цилиндрической резьбой
по запросу
Заказать
ПодробнееМуфты с конической резьбой анкерные Lenton Terminator (концевые анкера)
по запросу
Заказать
ПодробнееМуфты болтовые Lenton LOCK
Снято с производства
Заказать
ПодробнееМуфты с конической резьбой Lenton сварные
по запросу
Заказать
Подробнее
Использование конической резьбы позволяет исключить возможность ее повреждения до полной стыковки. Соединение одинаково быстро может производиться для горизонтальных и вертикальных железобетонных конструкций. Для этого сначала накручивают муфту на один конец, затем второй заводят в муфту, после чего закручивают на 4 -5 оборотов с усилием от 40 до 350 Нм.
Соединение одинаково быстро может производиться для горизонтальных и вертикальных железобетонных конструкций. Для этого сначала накручивают муфту на один конец, затем второй заводят в муфту, после чего закручивают на 4 -5 оборотов с усилием от 40 до 350 Нм.
МСА на основе технологии «LENTON» применялись при армировании монолитных железобетонных конструкций высотных офисный зданий комплекса «Москва-Сити», «Абу-Даби Плаза» (Астана), Центрального участка Западного скоростного диаметра, комплекса «Лахта Центр» (Санкт-Петербург), Ленинградской, Белоярской АЭС, вантового моста «Золотой Рог» (Владивосток), олимпийского стадиона «Фишт» (Сочи), других объектов.
Возможности системы «LENTON» позволили разработать криогенные муфты, использованные при армировании бетонных конструкций резервуаров для хранения сжиженного газа при температуре 160°С. Применение таких элементов позволило не прекращать арматурные работы в зимних условиях при температуре ниже -40° на строительстве завода «Ямал НПЗ», благодаря чему работы были выполнены в намеченные сроки.
Система «Dextra Bartec» с параллельной резьбой
Муфтовое соединение «DEXTRA Bartec» от ГК ПСК обеспечивает равнопрочный стык арматуры диаметром от 12 до 65 мм за счет использования муфты с внутренней метрической резьбой, соединяющей концы стержней с нарезанной резьбой такого же профиля.
Основной элемент системы — муфты «БАРТЕК»:
- стандартные, соединяющие стержни одного диаметра при возможности вращения хотя бы одного конца;
- переходные для стыковки арматуры разных диаметров при возможности вращения хотя бы одного конца;
- позиционная, когда ни один конец стержня не может вращаться. В этом случае куплер полностью накручивается на один конец, а после стыковки выкручивается, соединяя оба конца.
Муфты с параллельной резьбой Bartec стандартные (тип А)
по запросу
Заказать
ПодробнееМуфты с параллельной резьбой Bartec переходные
по запросу
Заказать
ПодробнееМуфты с параллельной резьбой Bartec позиционные тип B
по запросу
Заказать
ПодробнееМуфты с параллельной резьбой Bartec позиционные тип C
по запросу
Заказать
ПодробнееМуфты с параллельной резьбой Bartec анкерные тип S (концевой анкер)
по запросу
Заказать
ПодробнееМуфты с параллельной резьбой Bartec анкерные тип L (концевой анкер)
по запросу
Заказать
ПодробнееДля уменьшения области ослабленного сечения резьба выполняется в следующей последовательности:
- обрезка стержней по длине;
- увеличение начального диаметра конца с использованием холодной прессовки;
- накатка метрической резьбы на распрессованном конце.

МСА с метрической резьбой позволяет армировать стены, колонны, а также балки, плиты.
Система «Bartec» доказала свою эффективность при реконструкции Октябрьского туннеля, прокладке линий казанского метрополитена, возведении Белорусской, Курской и Нововоронежский АЭС, жилых домов и общественных зданий Москвы, Казани и городов ЮФО, а также при строительстве первой бангладешской АЭС «Руппур» и других особо сложных объектов.
Система «PRESKO» с обжимными муфтами
Система МСА «PRESKO» формирует стыки арматуры диаметром от 18 до 40 мм при помощи стандартных и переходных муфт, соединяющих концы стержней одного или разного диаметра путем их обжатия без предварительной подготовки торцов. При обжатии, металл соединительного элемента заполняет перепады периодического профиля, образуя тем самым равнопрочный стык. Такой стык более экономичен относительно соединений с перепусками, а по сравнению с ванной сваркой он менее трудоемок, а также не требует для исполнения специалиста высокой квалификации.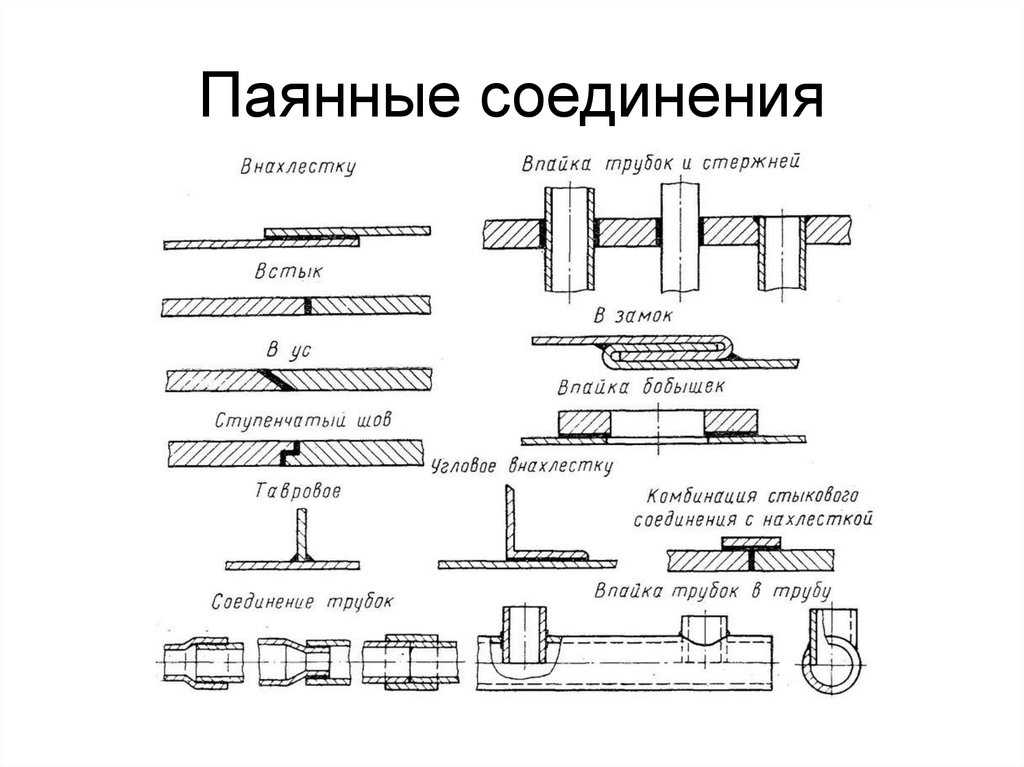
Устройство стыка при помощи обжатия муфт состоит из двух операций:
- установки соединительного элемента «ПРЕСКО» на месте стыка в проектное положение;
- обжатие стыка с использованием мобильной гидравлической установки.
Обжимные муфты PRESKO применялись при возведении столичного БЦ «Ханой-Москва», футбольных стадионов «Ростов-арена», комплекса «ВТБ-арена», объектов города-спутника Казани «Иннополис», башни «Akhmat Tower», ТРЦ «Грозный Молл» в столице Чечни.
Система на болтовых муфтах «LENTON LOCK»
Система МСА на болтовых муфтах «LENTON LOCK» производства американской компании «ERICO» (Pentair) универсальна. Она может использоваться для стыковки арматурных стержней диаметром от 12 до 44 мм периодического профиля или гладкой, на заводе или на стройплощадке, одинакового или разного диаметра без предварительной подготовки торцов. Соединение производится путем зажима торцов вертикальной или горизонтальной арматуры в стандартной или переходной муфте болтами, вкрученными в стенку стального цилиндра, при этом головки болтов самосрезаются при достижении требуемой величины момента закручивания. В зависимости от диаметра соединяемых стержней в стыковочный элемент вкручивается от 6 до 12 болтов.
В зависимости от диаметра соединяемых стержней в стыковочный элемент вкручивается от 6 до 12 болтов.
МСА на муфтах «LENTON LOCK» уже доказали возможность применения отечественными строителями на объектах Новополоцкого НПЗ, при армировании монолитных конструкций комплекса небоскребов «IQ-quarter», при реконструкции и расширении МКАД, а также на других объектах.
Системы с использованием муфт «Flimu» (DSI), «GEWI»
Система МСА «Flimu» предполагает обжатие торцов стыкуемых профилей соединительной муфтой вследствие протягивания по ней специального обжимного кольца. Внутренний размер кольца меньше наружного размера соединительного цилиндра, что заставляет металл, из которого она изготовлена, заполнять профиль. Для протягивания кольца используется ручное оборудование, разработанное специально для использования в построечных условиях. Немецкая система «GEWI» основана на использовании высокопрочных стержней с левосторонней трапецеидальной резьбой по всей длине. Соединительные элементы с соответствующей внутренней резьбой позволяют быстро произвести стыковку.
Соединительные элементы с соответствующей внутренней резьбой позволяют быстро произвести стыковку.
Какие соединения арматуры лучше для ПГС?
Большую работу по внедрению инновационных МСА в массовое строительство России и стран Таможенного союза выполняет НИИЖБ им. Гвоздева и группа компаний «ПромСтройКонтракт» (ГК ПСК). Ими совместно была разработана проектная, а также технологическая документация на использование ряда систем МСА при производстве арматурных работ, в т.ч. на особо опасных, технически сложных, уникальных объектах. Каждая из них уже имеет опыт практического использования на жилых, складских, промышленных зданиях, мостах, эстакадах, возведенных в России и за рубежом.
Разнообразие уже построенных с использованием МСА объектов, показывает применимость этих технологий для использования в массовом строительстве при армировании конструкций различного назначения, воспринимающих практически любые усилия, а самое главное — ГК ПСК гарантирует увеличение скорости всего комплекса арматурных работ при внедрении любой из выбранных технологических систем.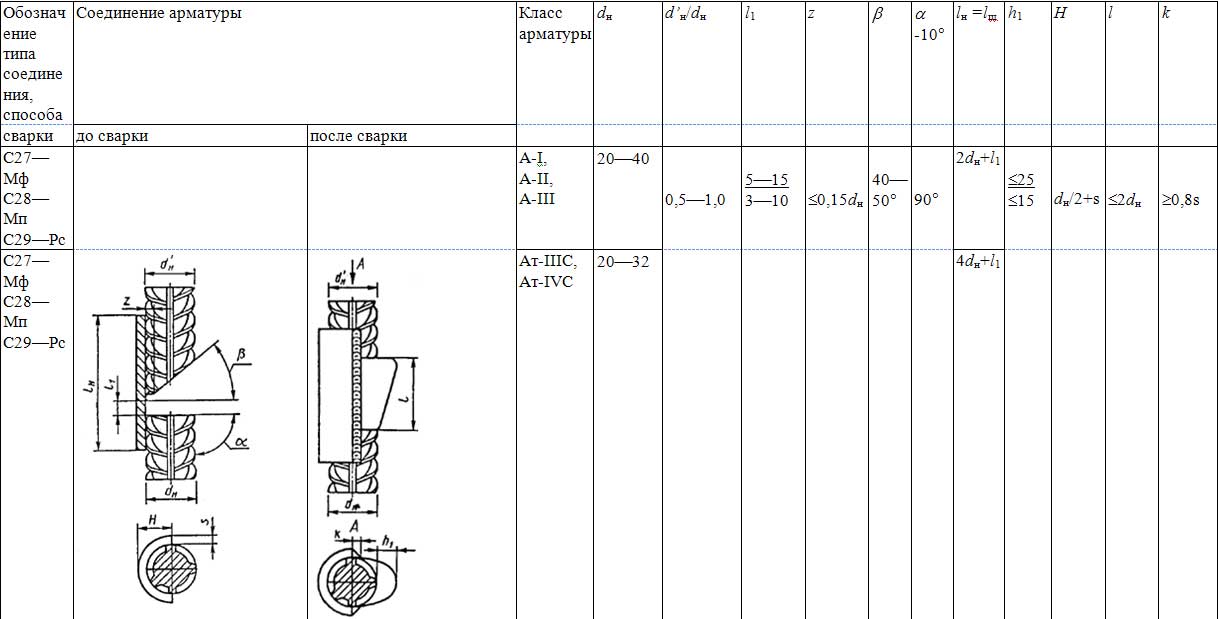 Обученные инженеры-арматурщики ПСК не только помогут с внедрением выбранной технологической системы, но и готовы выполнить все работы по нарезке или накатке резьбы на арматуру на собственном оборудовании.
Обученные инженеры-арматурщики ПСК не только помогут с внедрением выбранной технологической системы, но и готовы выполнить все работы по нарезке или накатке резьбы на арматуру на собственном оборудовании.
Предыдущая статья Следующая статья
Вас может заинтересовать
Как муфты для стыковки арматуры увеличивают популярность монолитного строительства
С увеличением популярности монолитного домостроения, изменилось отношение к качеству железобетонных конструкций. Это касается качества железобетона, в основе прочности которого лежит силовой каркас, изготавливаемый преимущественно из арматуры разного диаметра.
Читать далее >Строительная арматура — применение и тенденции развития
Основной вид арматуры для производства железобетона в строительной индустрии СССР до 90-х годов прошлого века был освоен на металлургических заводах по ГОСТ 5781.
Технологии механического соединения арматуры
Журнал «Атомное строительство» (официальный ежемесячник СРО НП «СОЮЗАТОМСТРОЙ», СРО НП «СОЮЗАТОМПРОЕКТ», СРО НП «СОЮЗАТОМГЕО»), №7(1) февраль 2012
Читать далее >Комментарии специалистов об использовании муфтового соединения арматуры
Журнал «Атомное строительство» (официальный ежемесячник СРО НП «СОЮЗАТОМСТРОЙ», СРО НП «СОЮЗАТОМПРОЕКТ», СРО НП «СОЮЗАТОМГЕО»), №16, октябрь-ноябрь 2013
Читать далее > Муфтовые арматурные соединения. Муфты Lenton
Муфты Lenton
Группа компаний «Промстройконтракт» предлагает своим клиентам высокопрочные муфтовые арматурные соединения Lenton, рекомендованные ЦНИИСК им. В.А. Кучеренко даже для использования в сейсмоопасных районах.
Читать далее >Введите имя и номер телефона, чтобы получить консультацию
Нажимая на кнопку заказа, я подтверждаю свое согласие с политикой обработки персональных данных
Оставьте заявку
мы подготовим КП под вашу задачу
Прикрепить файлНажимая на кнопку заказа, я подтверждаю свое согласие с политикой обработки персональных данных
Товар успешно добавленв корзину Очистить корзину?
таблицы размеров стыковки всех диаметров по СНиП, правила соединения перехлеста
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения. Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.
Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.
Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.

Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Армирование железобетонных конструкций
Армирование плит, днищ и других подобных конструкций начинают с разметки мелом на основании положения продольных и поперечных стержней.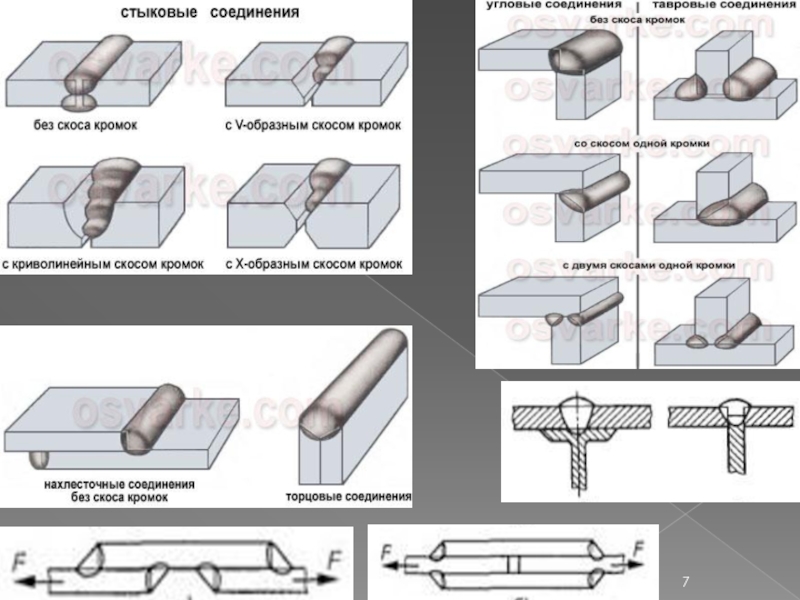 Затем раскладывают стержни и соединяют их между собой. Готовую сетку поднимают на подкладки для обеспечения защитного слоя. При двойном армировании вторую сетку собирают аналогично первой.
Затем раскладывают стержни и соединяют их между собой. Готовую сетку поднимают на подкладки для обеспечения защитного слоя. При двойном армировании вторую сетку собирают аналогично первой.
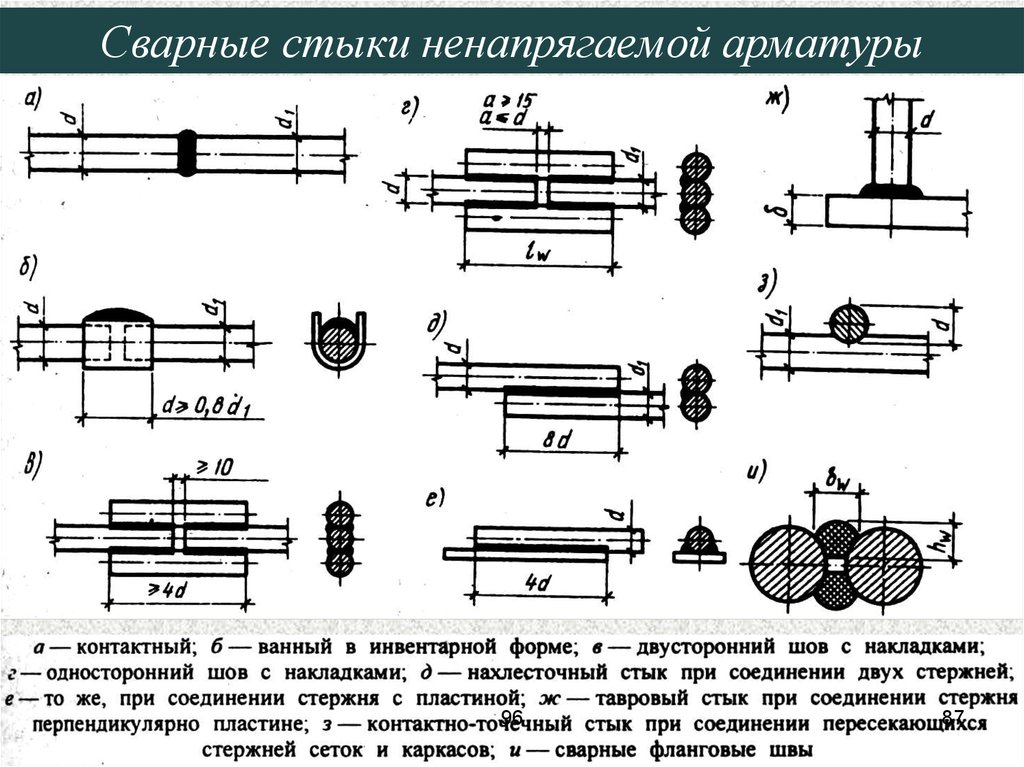
Армирование конструкций сетками и плоскими каркасами осуществляют, используя краны, которые обеспечивают подачу пакетов арматуры при массе ее до 100 кг непосредственно к конструкции, а при массе более 100 кг — укладку в проектное положение. Плоские арматурные каркасы устанавливаются в опалубку и соединяются между собой распределительной арматурой. Рулонные или плоские сетки устанавливают в опалубку и закрепляют в проектное положение. Стыки сеток выполняют в основном внахлестку. В направлении рабочих стержней нахлест сеток из гладких круглых стержней составляет l > 250 мм с расположением в зоне стыка не менее двух поперечных стержней. В сетках из арматуры периодического профиля наличие поперечных стержней в зоне стыка необязательно, но длина нахлеста должна быть равна l + 5 диаметров рабочих стержней. В направлении распределительных стержней сетки могут укладываться либо без нахлеста, либо внахлест или с установкой дополнительной сетки, перекрывающей место соединения основных сеток.
В направлении распределительных стержней сетки могут укладываться либо без нахлеста, либо внахлест или с установкой дополнительной сетки, перекрывающей место соединения основных сеток.
Соединение прутьев методом сварки
Нахлест стержней методом сварки используется исключительно с арматурой марки А400С и А500С. Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.
В местах, где есть перехлест арматуры, сваривание запрещается, несмотря на класс стержней. Почему? Если верить зарубежным источникам, то есть большая вероятность разрыва места соединения, если на него будут воздействовать большие нагрузки. Что касается российских правил, то мнение следующее: использовать дуговую электросварку для стыковки разрешается, если размер диаметров не будет превышать 25 мм.
Важно! Длина сварочного шва напрямую зависит от класса арматурного прута и его диаметра. Для работы используют электроды, сечение которых от 4 до 5 мм. Требования, регламентированные в ГОСТах 14098 и 10922, сообщают, что делать нахлест методом сварки можно длиной меньше 10 диаметров арматурных прутьев, используемых для работ.
Механический способ соединения арматуры
По сравнению с другими технологиями, механическая стыковка имеет ряд преимуществ.
- Не требуется нахлеста, что обеспечивает экономию металла. Нахлест увеличивает расход арматуры на четверть.
По сравнению со сваркой, во-первых, это более производительный процесс, во-вторых, не требуется высокая квалификация работников.
Дополнительные плюсы механических стыковых соединений – прочность полученной конструкции и возможность реализации этой технологии при любых погодных условиях.
Для осуществления механической стыковки применяют в качестве оборудования гидравлический пресс, в качестве расходных материалов – стальные муфты. Ускорить механическое соединение стержней арматуры можно с помощью муфт с центральной перегородкой. Пруты вставляются в муфту, которую обжимают с помощью пресса. Наличие сменных штампов в прессе обеспечивает возможность работы с арматурой разного диаметра. Процесс осуществляют два человека.
Ускорить механическое соединение стержней арматуры можно с помощью муфт с центральной перегородкой. Пруты вставляются в муфту, которую обжимают с помощью пресса. Наличие сменных штампов в прессе обеспечивает возможность работы с арматурой разного диаметра. Процесс осуществляют два человека.
Стыковка арматуры методом вязки
Это самый простой способ обеспечить надежную конструкцию из арматурных прутьев. Для этой работы используется самый популярный класс стержней, а именно, А400 AIII. Соединение арматуры внахлест без сварки выполняется посредством вязальной проволоки. Для этого два прутка приставляются друг к другу и обвязываются в нескольких местах проволокой. Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой. Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.
Выполнять соединение прутьев арматуры внахлест абы как нельзя. Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции.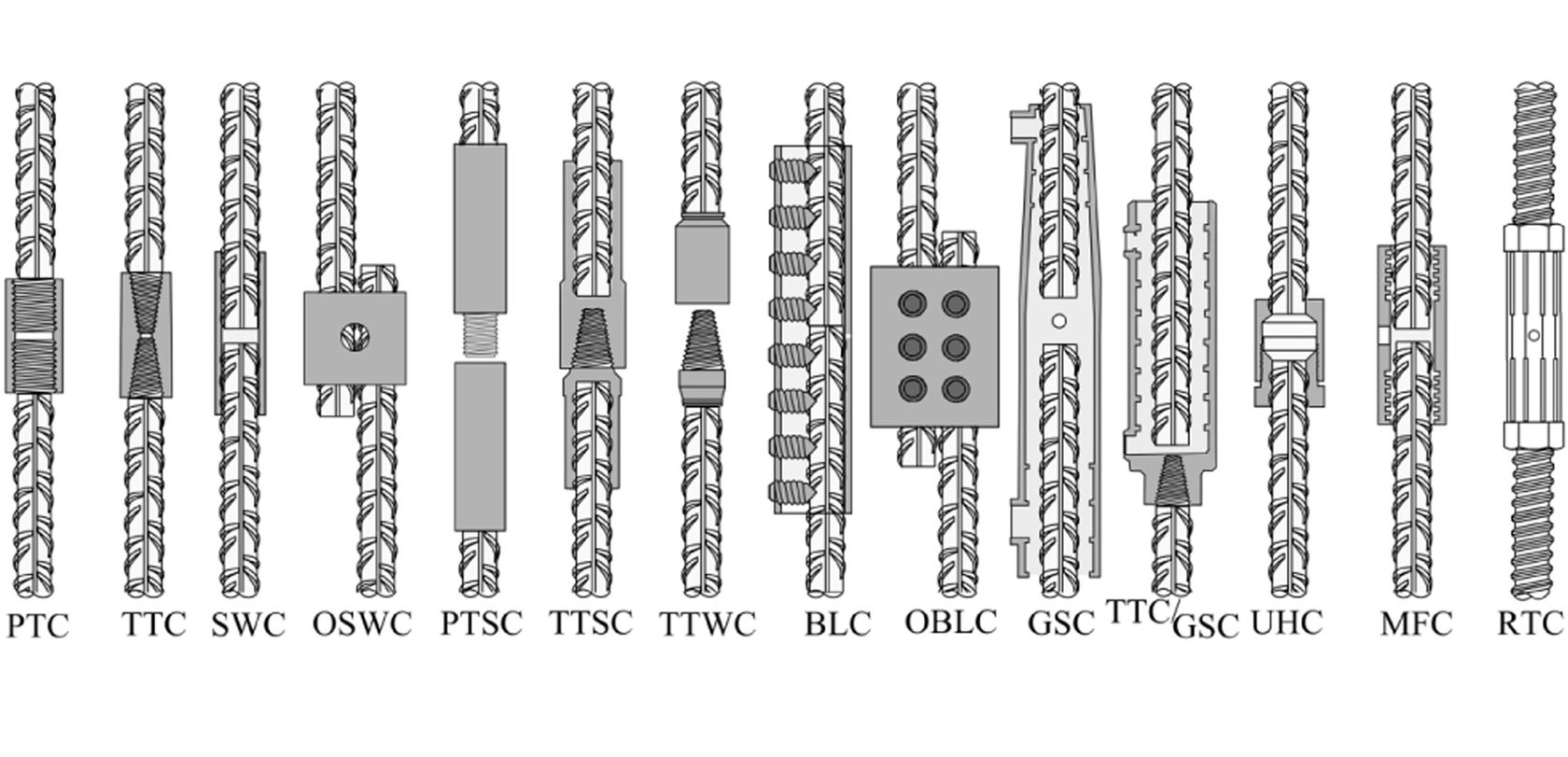 И дело не только в длине нахлеста, но и других моментах.
И дело не только в длине нахлеста, но и других моментах.
Важные нюансы и требования для соединения вязкой
Хоть процесс соединения прутьев с использованием проволоки проще, чем их соединение сварочным аппаратом, назвать его простым нельзя. Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
- длина накладки прута;
- местонахождение места соединения в конструкции и его особенности;
- как перехлесты расположены один к другому.
Мы упоминали, что размешать арматурный стык, сделанный внахлест, на участке с самой высокой степенью нагрузки и напряжения нельзя. К этим участкам относятся и углы здания. Получается, что нужно правильно рассчитать места соединений. Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Однако техническими нормами четко регламентированы размеры подобных соединений. Нахлест зависит не только от диаметра прутьев, но и от других критериев:
- класс используемой для работы арматуры;
- какой марки бетон, используемый для заливки бетона;
- для чего используется железобетонное основание;
- степень оказываемой нагрузки.
Особенности вязки арматурных стержней
Способ вязки заключается в укладке прутов с нахлестом с обвивкой отожженной проволокой из низкоуглеродистой стали диаметром 1,0-1,2 мм. Для создания прочной конструкции не рекомендуется применять проволоку, покрытую ржавчиной или уже бывшую в употреблении.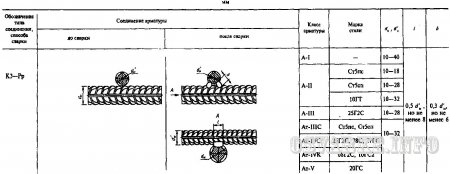 Вместо проволоки производители предлагают пластиковые хомуты, но при низких температурах они становятся хрупкими и лопаются. В качестве инструмента используют кусачки, плоскогубцы, вязальные крючки или высокопроизводительные пистолеты. Пистолеты эффективны при соединении арматуры по длине, в труднодоступных местах удобны вязальные крючки.
Вместо проволоки производители предлагают пластиковые хомуты, но при низких температурах они становятся хрупкими и лопаются. В качестве инструмента используют кусачки, плоскогубцы, вязальные крючки или высокопроизводительные пистолеты. Пистолеты эффективны при соединении арматуры по длине, в труднодоступных местах удобны вязальные крючки.
Плюсы соединения арматуры без сварки – не нарушается структура металла, узлы обеспечивают необходимую степень подвижности арматуры, вязка может осуществляться как на строительной площадке, так и в цеху.
Вязка или сварка
При возведении фундамента первый раз у новичков возникает вопрос: какому методу отдать предпочтение? Различают следующие факторы, которые влияют на выбор технологии вязки или сварки:
- Технические. При строительстве высотных зданий предпочитают способ сварки. Здесь важна скорость работы и опыт сварщика. Основание под бани, сараи, частные дома строят с применением технологии вязки.
- Природные. На подвижных грунтах применяют только метод вязки.
- Толщина и марка стали. Не каждый стальной стержень подойдет для сварки. Для процесса используется специальная сталь, обозначенная буквой «С». Не рекомендуется варить прутки меньше 15 мм в диаметре.
- Человеческий фактор. Если сомневаетесь в мастерстве сварщика или на участке отсутствует электричество, используйте вязку.
При любом способе необходим опытный напарник. Освоить вязку достаточно просто. Как видно из нашей статьи, данный способ оптимальный для малоэтажного строительства.
Основные требования к выполнению соединений нахлестом
При выполнении вязки стыков арматуры нахлестом существуют определенные строительной документацией правила. Они определяют следующие параметры:
- Величину накладки стержней;
- Особенности расположения самих соединений в теле бетонируемой конструкции;
- Местонахождение соседних перепусков относительно друг друга.
Учет этих правил позволяет создавать надежные железобетонные конструкции, и увеличивать срок их безаварийной работы.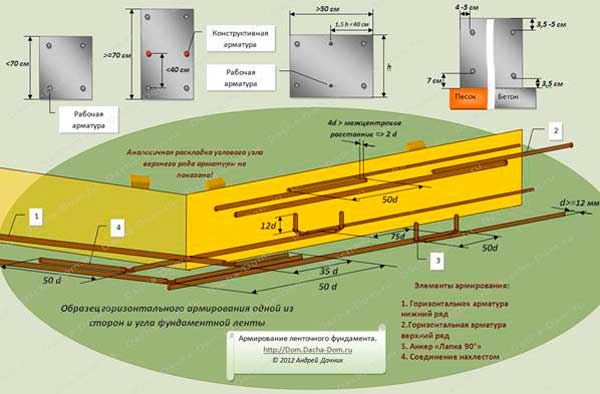 Теперь обо всем подробнее.
Теперь обо всем подробнее.
Где располагать при вязке нахлестные соединения арматуры
СНиП не допускает расположение мест вязки арматуры нахлестом в областях наибольшей нагрузки на них. Не рекомендуется располагать стыки и в местах, где стальные стержни испытывают максимальное напряжение. Все стыковочные соединения прутов лучше всего размещать в ненагруженных участках ЖБИ, где конструкция не испытывает напряжения. При заливке ленточного фундамента перепуски окончаний арматуры разносят в места с минимальным крутящим моментом и с минимальным изгибающим моментом.
В случае отсутствия технологической возможности выполнить данные условия, протяженность нахлеста армирующих стержней берется из расчета 90 диаметров стыкуемых прутов.
Какую делать величину нахлеста арматуры при вязке
Поскольку вязка арматуры внахлест определяется технической документацией, то там четко указана протяженность стыковочных соединений. При этом величины могут колебаться не только от диаметра используемых прутов, но и от таких показателей как:
- Характер нагрузки;
- Марка бетона;
- Класс арматурной стали;
- Мест соединения;
- Назначения ЖБИ (горизонтальные плиты, балки или вертикальные колонны, пилоны и монолитные стены).
Сращивание арматурных стержней при выполнении нахлеста
В целом же протяженность нахлеста прутов арматуры при вязке определяется влиянием усилий, возникающих в стержнях, воспринимаемых сил сцеплением с бетоном, воздействующими по всей длине стыка, и силами, оказывающими сопротивления в анкеровке армирующих прутов.
Основополагающим критерием при определении длинны напуска арматуры при вязке, берется ее диаметр.
Для удобства расчетов нахлеста армирующих стержней при вязке силового каркаса монолитного фундамента предлагаем воспользоваться таблицей с указанными величинами диаметра и их напуска. Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
| Величина напуска арматуры в диаметрах | ||
| Диаметр арматурной стали А400, мм | Величина нахлеста | |
| в диаметрах | в мм | |
| 10 | 30 | 300 мм |
| 12 | 31,6 | 380 мм |
| 16 | 30 | 480 мм |
| 18 | 32,2 | 580 мм |
| 22 | 30,9 | 680 мм |
| 25 | 30,4 | 760 мм |
| 28 | 30,7 | 860 мм |
| 32 | 30 | 960 мм |
| 36 | 30,3 | 1090 мм |
В зависимости от нагрузок и назначения железобетонных изделий длина нахлестных соединений стержневой стали изменяется в сторону увеличения:
| Напуск арматуры в зависимости от назначения ЖБИ | ||
| Вид нагрузки | Назначение ЖБИ | |
| Горизонтальное использование, в диаметрах | Вертикальное использование, в диаметрах | |
| В сжатом бетоне | 33,8 ᴓ | 48,3 ᴓ |
| В растянутом бетоне | 47,3 ᴓ | 67,6 ᴓ |
В зависимости от марки бетона и характера нагрузки, применяемого для заливки монолитной ленты фундамента и прочих железобетонных элементов, минимальные рекомендуемые величины перепуска арматуры в процессе вязки будут следующими:
| Для сжатого бетона | ||||
| Диаметр армирующей стали А400 используемой в сжатом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 335 | 295 |
| 16 | 570 | 490 | 445 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
| Для растянутого бетона | ||||
| Диаметр армирующей стали А400 используемой в растянутом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 275 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1040 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Как расположить друг относительно друга арматурные перепуски
Для увеличения прочности силового каркаса фундамента очень важно правильно располагать нахлесты арматуры относительно друг друга в обеих плоскостях тела бетона.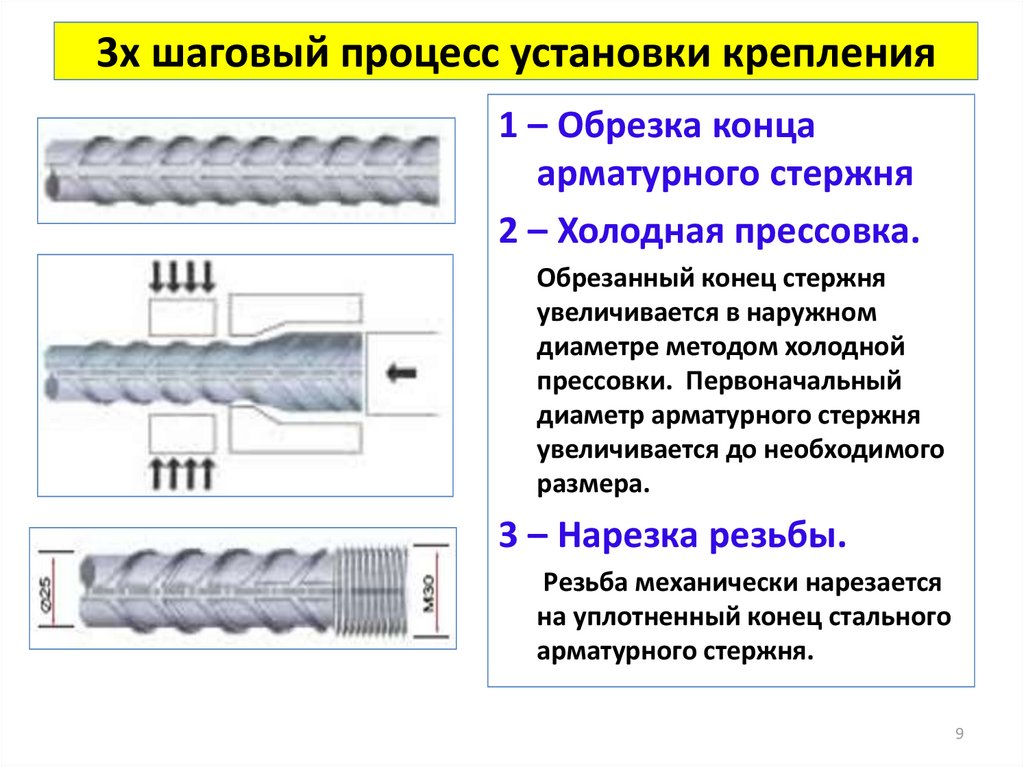 СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
Взаимное расположение арматурных перепусков в теле бетона
Если центры нахлеста вязаной арматуры находятся в пределах указанной величины, то считается, что соединения стержней располагается в одном сечении.
Согласно нормам ACI 318-05 взаимное расположение стыковочных соединений должно находиться на расстоянии не менее 61 сантиметра. Если дистанция будет не соблюдена, то повышается вероятность деформации бетонного монолитного основания от нагрузок, оказываемых на него в процессе возведения здания и его последующей эксплуатации.
Нахлест при разных условиях
Так какой же нахлест арматуры при вязке? Какие есть точные данные? Начнем с рассмотрения примеров. Первый фактор, от которого зависит нахлест – это диаметр прутьев. Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.
Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.
Итак, чтобы упростить задачу, используем специальную таблицу, где указан, какой нахлест используется для прутьев разного диаметра.
| Диаметр используемой арматуры А400 (мм) | Количество диаметров | Предполагаемый нахлест (мм) |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 32,2 | 580 |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
| 40 | 38 | 1580 |
С этими данными каждый сможет выполнить работу правильно. Но есть еще одна таблица, указывающая на нахлест при использовании сжатого бетона. Он зависит от класса используемого бетона. При этом чем выше класс, тем разбежка стыков арматуры меньше.
Но есть еще одна таблица, указывающая на нахлест при использовании сжатого бетона. Он зависит от класса используемого бетона. При этом чем выше класс, тем разбежка стыков арматуры меньше.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 355 | 295 |
| 16 | 570 | 490 | 455 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
Что касается растянутой зоны бетона, то в отличие от сжатой зоны, нахлест будет еще больше. Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 775 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1140 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Если правильно расположить нахлест друг относительно друга и сделать его нужной длины, то скелет основания получит значительные увеличения прочности. Соединения равномерно распределяются по всей конструкции.
Соединения равномерно распределяются по всей конструкции.
Согласно нормам и правилам (СНиП), минимальное расстояние между соединением должно составлять 61 см. Больше – лучше. Если не соблюдать эту дистанцию, то риск, что конструкция при сильных нагрузках и в ходе эксплуатации будет деформироваться, возрастает. Остается следовать рекомендациям, для создания качественного армирования.
источник
Во время армирования фундамента или изготовления любого из видов армопояса практически у каждого человека возникает вопрос о том, какой должна быть длина нахлеста, и каким образом правильно его выполнить. Действительно, это имеет большое значение. Верно выполненная стыковка стальных прутьев делает более прочным соединение арматуры. Конструкция здания становится защищенной от различных видов деформаций и разрушений. Воздействие на фундамент сводится к минимуму. Как следствие — увеличивается безаварийный срок эксплуатации.
Нахлест арматуры при вязке – это самый простой и при этом по-настоящему надежный вариант соединения арматуры
ГОСТ 8713-79 / Ауремо
ГОСТ Р ИСО 2553-2017
ГОСТ Р ИСО 6947-2017
ГОСТ Р ИСО 13920-2017
ГОСТ Р 55554-2013
ГОСТ Р ИСО 6520-1-2012
ГОСТ Р ИСО 14174-2010
ГОСТ Р ИСО 14175-2010
ГОСТ РЭН 13479-2010
ГОСТ РЭН 12074-2010
ГОСТ Р ИСО 2560-2009
ГОСТ Р 53689-2009
ГОСТ Р ИСО 3581-2009
ГОСТ Р ИСО 3580-2009
ГОСТ 10543-98
ГОСТ 19249-73
ГОСТ 21449-75
ГОСТ 5264-80
ГОСТ 9467-75
ГОСТ 21448-75
ГОСТ 23178-78
ГОСТ 15164-78
ГОСТ 14806-80
ГОСТ 16038-80
ГОСТ 9087-81
ГОСТ 25445-82
ГОСТ 26271-84
ГОСТ 26101-84
ГОСТ 27580-88
ГОСТ 28915-91
ГОСТ 2246-70
ГОСТ 5. 917-71
ГОСТ 5.1215-72
ГОСТ 10051-75
ГОСТ 11533-75
ГОСТ 10052-75
ГОСТ 11534-75
ГОСТ 7871-75
ГОСТ 23518-79
ГОСТ 14776-79
ГОСТ 15878-79
ГОСТ 16037-80
ГОСТ 23949-80
ГОСТ 26467-85
ГОСТ 16130-90
ГОСТ 30430-96
ГОСТ 30242-97
ГОСТ 30482-97
ГОСТ Р 52222-2004
ГОСТ 28555-90
ГОСТ 30756-2001
ГОСТ 14771-76
ГОСТ 9466-75
ГОСТ 8713-79
917-71
ГОСТ 5.1215-72
ГОСТ 10051-75
ГОСТ 11533-75
ГОСТ 10052-75
ГОСТ 11534-75
ГОСТ 7871-75
ГОСТ 23518-79
ГОСТ 14776-79
ГОСТ 15878-79
ГОСТ 16037-80
ГОСТ 23949-80
ГОСТ 26467-85
ГОСТ 16130-90
ГОСТ 30430-96
ГОСТ 30242-97
ГОСТ 30482-97
ГОСТ Р 52222-2004
ГОСТ 28555-90
ГОСТ 30756-2001
ГОСТ 14771-76
ГОСТ 9466-75
ГОСТ 8713-79
- гост-8713-79.pdf (923,60 КиБ)
ГОСТ 8713-79
ГОСТ 8713-79
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВАРКА ПОД ФЛЮСОМ. СВАРНЫЕ СОЕДИНЕНИЯ
Основные типы, элементы конструкции и размеры
Сварка под флюсом. Сварные соединения. Основные типы, конструктивные элементы и размеры
ИКС 25.160.40
ОКП 06 0200 0000
Дата введения 1981−01−01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 РАЗРАБОТАН Государственным комитетом СССР по стандартам, Академией наук Украинской ССР
2. ИЗГОТОВЛЕН с Госстандартом СССР
3. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта СССР от 26. 12.79 N 5047
12.79 N 5047
4. ВЗАМЕН ГОСТ 8713-70
5. РЭ ФЕРЕНЦИЯ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение ссылочного документа | Артикул |
| ГОСТ 11969-93 | 6 |
| ГОСТ 16037-80 | 1 |
6. ИЗДАНИЕ (январь 2007 г.) с Изменениями № 1, 2, 3, утвержденными в августе 1986 г., январе 1989 г., июле 1990 г. (ИУС 11-86, 4-89, 10-90) 9 0003
ИЗМЕНЕН, опубликован в ИСУ № 6, 2007 г.
Изменение, вносимое изготовителем в базу данных
1. Настоящий стандарт распространяется на соединения сталей и железоникелевых сплавов и на основе никеля, выполняемые дуговой сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037.
2. В стандарте приняты следующие обозначения способов сварки под флюсом:
AF — автоматический на весу;
Aff — автоматический флюс на подушке;
АСМ — автомат на флутамидной футеровке;
АФО — автомат для остатков футеровки;
AFP — авто на медном ползунке;
АФС — автоматический с расширенной накладкой подарочного шва;
AFC — автоматический с продвинутым подварным швом корня;
МФ — механизированные на весу;
МФИ — механизированные на остаток футеровки;
ИДФ — механизированные с расширенной накладкой подарочного шва;
МФК — механизированная с продвинутым подварным швом корня.
(Измененная редакция, ред. N 2).
3. Основные виды сварных соединений приведены в табл.1, участок подарочного предварительно наложенного шва условно зачернен.
Таблица 1
| Форма поперечного сечения | |||||||
| Тип соединения | Сформировать подготовленные края | Характер сварного шва | подготовленные края | сварной шов | Метод сварки | Толщина кипятка подводимой детали, мм | Условное обозначение- Увеличение сварного соединения- |
| Стык | С фланцами | Один сторонний | АФ; МФ | 1,5−3,0 | C1 | ||
| Скос | 2,0−12,0 | С47 | |||||
| Доп. | 2,0−10,0 | С4 | |||||
| АСМ | 3,0−12,0 | ||||||
| АФП | 5,0−20,0 | ||||||
| АФО; МФО | -12,0 2,0 | C5 | |||||
| Два сторонних | АФ; МФ | 2,0−20,0 | С7 | ||||
| АФС; ИДФ | 2,0−12,0 | ||||||
Доп. | 2,0−32,0 | C29 | |||||
| Фаска с последующей строжкой | 16,0−32,0 | C30 | |||||
| С фаской | Один сторонний | Доп. | 8,0−20,0 | С9 | |||
| АФМ | |||||||
| АФО; МФО | 8,0−30,0 | С10 | |||||
| АФО | C11 | ||||||
| Билат- Ронни | АФ | 14,0−20,0 | C12 | ||||
| Изогнутая кромка | Один сторонний | Доп. | 16,0−50,0 | C31 | |||
| С ломаной кромкой | Доп. | S32 | |||||
| С двумя симметричными скосами на одной кромке | Билат- Ронни | АФ | 20,0−30,0 | С15 | |||
| Скошенные края | Один сторонний | Доп. | 8,0−24,0 | S18 | |||
| АСМ | 12,0−30,0 | ||||||
| АФО; МФО | 8,0−30,0 | С19 | |||||
| Один сторонний замок | | АФО | С20 | ||||
| Билат- Ронни | АФ; МФ | 14,0−30,0 | С21 | ||||
| АФК; МФК | |||||||
| АФС; ИДФ | 5,0−14,0 | ||||||
| Доп. | 14,0−30,0 | C33 | |||||
| Изогнутая кромка со скошенной кромкой | Один сторонний | АФО | 16,0−60,0 | A34 | |||
| Один сторонний замок | 16,0−50,0 | С35 | |||||
| Билат- Ронни | АФК | 24,0−160,0 | C23 | ||||
| С ломаной кромкой | Один сторонний | Доп. | 20,0−60,0 | С36 | |||
| С ломаной фаской | Одна сторонняя блокировка | АФО | 16,0−60,0 | C37 | |||
| С двумя симметричными скошенными кромками | Билат- Ронни | АФ; МФ | 18,0−60,0 | С25 | |||
| АФК | 24,0−60,0 | С25 | |||||
| Доп. | 18,0−60,0 | С38 | |||||
| С двумя несимметричными скошенными кромками | АФС; ИДФ | 16,0−60,0 | C39 | ||||
| С двумя симметрично изогнутыми кромками | АФ | 50,0−160,0 | С26 | ||||
| С двумя несимметричными скошенными кромками | И ФСГ | 24,0−130,0 | С40 | ||||
| 24,0−60,0 | C41 | ||||||
| Угловой | С отбортовкой с одной кромки | Один сторонний | АФ; МФ | 1,5−3,0 | U1 | ||
| Скос | Билат- Ронни | | АФС; ИДФ | 4,0−14,0 | V5 | ||
| С фаской | Билат- Ронни | | АФС; ИДФ | 8,0−20,0 | U7 | ||
| С двумя асимметричными кромками | 20,0−40,0 | У3 | |||||
| Т — | Фаска | Один сторонний | АФ; МФ | 3,0−40,0 | T1 | ||
| Билат- Ронни | Т3 | ||||||
| АФС; ИДФ | 3,0−20,0 | T3 | |||||
| С фаской | АФС; ИДФ | 8,0−30,0 | T7 | ||||
| Изогнутая кромка | АФС | 16,0−30,0 | Т2 | ||||
| С двумя симметричными скосами на одной кромке | АФ; МФ | 16,0−40,0 | T8 | ||||
| С двумя асимметричными скосами на одной кромке | АФС; ИДФ | 20,0−40,0 | Т4 | ||||
| С двумя симметричными изогнутыми скосами на одной кромке | АФ | 30,0−60,0 | Т5 | ||||
| Круг | Фаска | Один сторонний | АФ; МФ | 1,0−20,0 | h2 | ||
| Билат- Ронни | | ч3 | |||||
(Измененная редакция, ред. № 2, 3).
№ 2, 3).
4. Конструктивные элементы сварных швов и их размеры должны соответствовать указанным в табл.2-52 Участок подарочного предварительно наложенного шва условно зачернен.
Таблица 2
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ||||
| подготовленные кромки свариваемых деталей | сварной шов | |||||
| C1 | АФ; МФ | 1,5−3,0 | -1,5 | -3 | ||
| ________________ * Размер для справки. | ||||||
Таблица 3
Размеры, мм
| Обозначение сварного соединения | Конструктивные элементы | Метод сварки | не более | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин.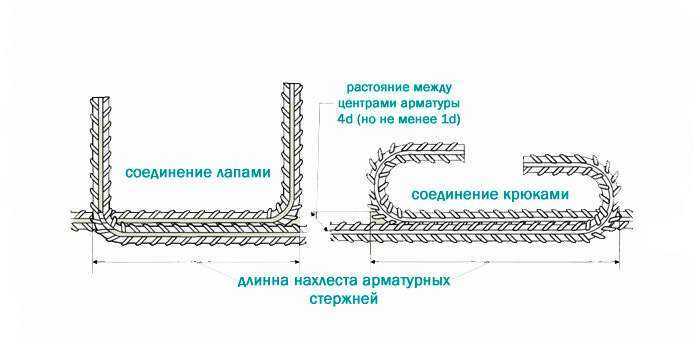 | Пред. выключенный. | Но — мин. | Пред. выключенный. | ||||
| С47 | АФ; МФ | 2 | 0 | +0,3 | 8,5 | 1,5 | ±1,0 | ||
| СВ. от 2 до 3 | +0,5 | 10 | |||||||
| СВ. от 3 до 4 | +0,8 | 12 | 2,0 | +1,0 -1,5 | |||||
| СВ. от 4 до 5 | 14 | ||||||||
| СВ. от 5 до 6 | |||||||||
| СВ. от 6 до 8 | +1,0 | 16 | |||||||
| СВ. от 8 до 10 | 19 | ||||||||
| СВ. от 10 до 12 | 21 | ||||||||
| |||||||||
Таблица 4
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | СПО- соб СВА- РКИ | не более | ||||||||
| подготовленные края | сварной шов | Но- мин.  | Пред. выключенный. | Но- мин. | Пред. выключенный. | Но- мин. | Пред. выключенный. | ||||
| С4 | Доп. | 2 | 0,0 | +1,0 | 12 | 1,5 | ±1,0 | 1,0 | ±1,0 | ||
| СВ. от 2 до 3 | 1,0 | ±1,0 | |||||||||
| СВ. от 3 до 4 | 16 | 2,0 | +1,0 -1,5 | 1,5 | +1,0 -1,5 | ||||||
| СВ. от 4 до 5 | 1,5 | ||||||||||
| СВ. от 5 до 6 | 21 | ||||||||||
| СВ. от 6 до 7 | 2,0 | ±1,5 | 2,0 | +От 1,0 до 2,0 | |||||||
| СВ. от 7 до 10 | 26 | ||||||||||
| |||||||||||
 Значение должно быть от 4 мм до 0,5 .
Значение должно быть от 4 мм до 0,5 .Таблица 5
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | не более | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | ||||
| С4 | АСМ | 3 | 1,0 | +0,5 | 14 | 1,5 | +1,0 -1,5 | ||
| 4 | Шестнадцать | ||||||||
| СВ. от 4 до 5 | 1,5 | ±1,0 | |||||||
| СВ. от 5 до 6 | 21 | ||||||||
| СВ. от 6 до 7 | 2,0 | 2,0 | +От 1,0 до 2,0 | ||||||
СВ. от 7 до 10 от 7 до 10 | 26 | ||||||||
| СВ. от 10 до 12 | 4,0 | 28 | |||||||
. | |||||||||
Таблица 6
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | | не более | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||||
| АФП | 5−6 | 12 | 23 | 3 | +2 | 1,5 | ±1,0 | |||
| С4 | 7−10 | 14 | 26 | 4 | +1,5 А 1,0 | |||||
| 12−14 | 28 | |||||||||
| 16−18 | 16 | 36 | 5 | 2,0 | ±1,5 | |||||
| 20 | 38 | 6 | ||||||||
| ||||||||||
 Допускается отсутствие выпуклости тыльной стороны шва и местная вогнутость глубиной не более 0,1 с полным проваром кромок.
Допускается отсутствие выпуклости тыльной стороны шва и местная вогнутость глубиной не более 0,1 с полным проваром кромок.Таблица 7
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | не менее | не более | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||||
| С5 | АФО; МФО | 2 | 1,5 | ±1,0 | 15 | 12 | 1,5 | ±1,0 | ||
| СВ. от 2 до 3 | Семнадцать | |||||||||
| СВ. от 3 до 4 | 2,0 | 2,0 | +1,0 -1,5 | |||||||
СВ. от 4 до 5 от 4 до 5 | 20 | |||||||||
| СВ. от 5 до 6 | 3,0 | ±1,5 | 21 | |||||||
| СВ. от 6 до 7 | 25 | |||||||||
| СВ. от 7 до 8 | 26 | |||||||||
| СВ. от 8 до 10 | 4,0 | 30 | ||||||||
| СВ. от 10 до 12 | 5,0 | 28 | ||||||||
| ||||||||||
Таблица 8
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | не более | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | ||||
| С7 | АФ; МФ | 2 | 0 | +0,3 | 8,5 | 1,5 | ±1,0 | ||
| СВ. от 2 до 3 | +0,5 | 10 | |||||||
| СВ. от 3 до 4 | +0,8 | 12 | 2,0 | +1,0 -1,5 | |||||
| СВ. от 4 до 5 | +1,0 | 14 | |||||||
| СВ. от 5 до 6 | 19 | ||||||||
| СВ. от 6 до 9 | ±1,5 | ||||||||
| СВ. с 9 по 14 | 23 | 3,0 | +1,5 К 2.0 | ||||||
| СВ. от 14 до 20 лет | 28 | ±2,0 | |||||||
| |||||||||
Таблица 9
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | не более | ±2 | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин.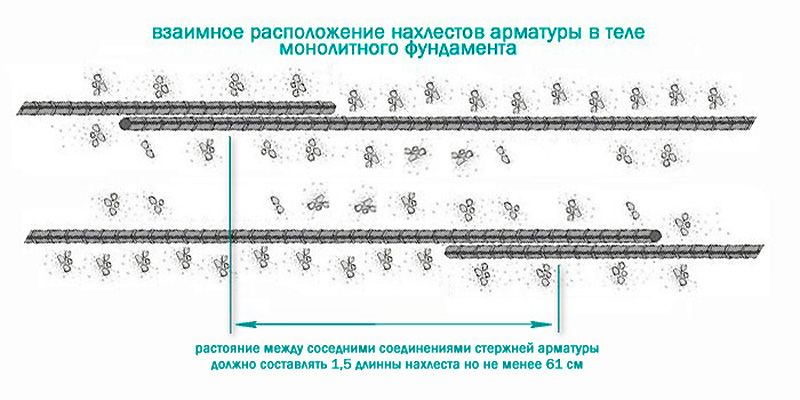 | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||||
| С7 | АФС; ИДФ | 2 | 0,5 | +0,5 | 8,5 | 8 | 1,5 | ±1,0 | ||
| СВ. от 2 до 3 | 1,0 | ±1,0 | 10 | |||||||
| СВ. от 3 до 4 | 12 | 2,0 | +1,0 -1,5 | |||||||
| СВ. от 4 до 5 | 14 | 10 | ||||||||
| СВ. от 5 до 7 | 1,5 | +1,0 -1,5 | 16 | 12 | ||||||
| СВ. с 7 по 12 | 2,0 | +1,0 К 2.0 | 19 | 14 | 3,0 | +1,0 К 2.0 | ||||
| ||||||||||
Табл.
не более
-1,5
К 2.0
 от 14 до 16 лет
от 14 до 16 лет -2
-2
-2,5
-1
Ис 3,0
____________________
* Перед сваркой первого шва зазор на 1/3 толщины основного металла необходимо заполнить флюсом, а затем оставшиеся 2/3 зерен электродной проволоки , гранулы или другой гранулированный металл.
Таблица 11
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ±1 | ±2 | не более | ||
| подготовленные кромки свариваемых деталей | сварной шов | ||||||
| C30 | Доп. | С 16 до 22 лет | 8 | 9 | 18 | ||
| СВ. с 22 по 26 | 13 | 14 | 24 | ||||
| СВ. от 26 до 32 | 18 | 18 | 28 | ||||
Таблица 12
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||
| С9 | Афф; АСМ | С 8 до 9 | 18 | ±3 | ±1,0 | |||
| СВ. с 9 до 10 | 20 | ±4 | 1,5 | |||||
| СВ. с 10 до 14 лет | 22 | 2,0 | +1,0 -1,5 | |||||
| СВ. от 14 до 20 лет | 24 | 2,5 | +1,0 К 2.0 | |||||
Примечание. Допускается отсутствие выпуклости тыльной стороны шва и местная вогнутость глубиной не более 0,1 с полным проваром кромок.
Таблица 13
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | не я- | не я- | ||||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||||
| С10 | АФО; МФО | 8 | 2 | ±1,0 | 3 | 25 | 18 | ±3 | 1,5 | ±1,0 | ||
| СВ. от 8 до 10 | 20 | |||||||||||
| СВ. от 10 до 12 | 22 | ±4 | 2,0 | +1,0 -1,5 | ||||||||
| СВ. с 12 до 14 лет | 3 | ±1,5 | 4 | |||||||||
| СВ. от 14 до 16 лет | 24 | 2,5 | +1,0 До 2.0 | |||||||||
| СВ. от 16 до 18 лет | 4 | 30 | ||||||||||
| СВ. от 18 до 20 лет | 6 | |||||||||||
| СВ. от 20 до 24 | 5 | 26 | +1,5 К 2.  0 0 | |||||||||
| СВ. с 24 до 30 | 40 | Таблица 14Элементы конструкции | Метод сварки | |||||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||||
| С11 | АФО | 8 | 2 | ±1,0 | 18 | ±3 | 1,5 | +1,0 | ||||
| СВ. от 8 до 10 | 20 | |||||||||||
| СВ. от 10 до 12 | 22 | ±4 | 2,0 | +1,0 -1,5 | ||||||||
| СВ. с 12 до 14 лет | 3 | ±1,5 | ||||||||||
| СВ. от 14 до 16 лет | 24 | 2,5 | +1,0 До 2. | |||||||||
| СВ. от 16 до 20 лет | 4 | |||||||||||
| СВ. от 20 до 24 | 5 | 26 | +1,5 К 2.0 | |||||||||
| СВ. с 24 до 30 | 30 | |||||||||||
 0
0Таблица 15
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||
| С12 | АФ | 14 | 18 | ±3 | 2,0 | +1,0 -1,5 | ||
| СВ. от 14 до 16 лет | 2,5 | +От 1,0 до 2,0 | ||||||
СВ. от 16 до 20 лет от 16 до 20 лет | 22 | ±4 | ||||||
Таблица 16
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||
| С31 | Доп. | 16 | 19 | ±2 | 2,0 | +1,0 К 2.0 | ||
| СВ. от 16 до 20 лет | 20 | |||||||
| СВ. от 20 до 25 | 22 | |||||||
| СВ. от 25 до 30 | 23 | ±3 | ||||||
| СВ. от 30 до 35 | 25 | |||||||
СВ. от 35 до 40 от 35 до 40 | 26 | ±4 | ||||||
| СВ. от 40 до 45 | 28 | A от 1,5 до 2,0 | ||||||
| SV. от 45 до 50 | Таблица 17Элементы конструкции | Метод сварки | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||
| С32 | Доп. | 16 | 19 | ±3 | 2,5 | +1,0 К 2.0 | ||
| СВ. от 16 до 20 лет | 20 | |||||||
| СВ. от 20 до 25 | 21 | |||||||
| СВ. от 25 до 30 | 22 | |||||||
| СВ. от 30 до 35 | 23 | |||||||
| СВ. от 35 до 40 | 24 | ±4 | ||||||
СВ.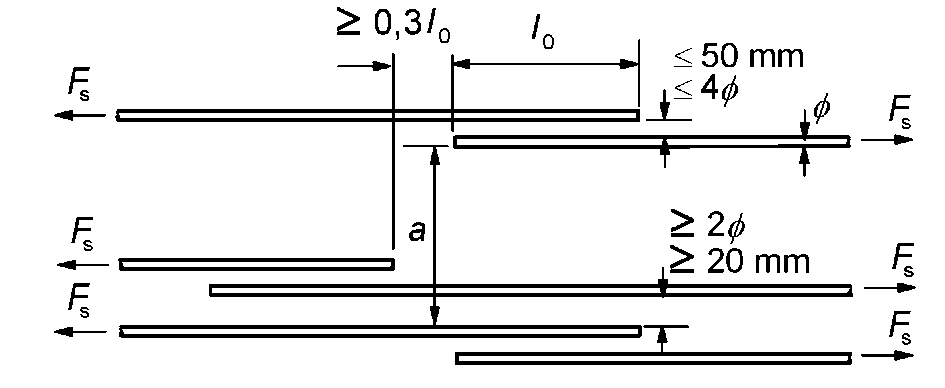 от 40 до 45 от 40 до 45 | 25 | A от 1,5 до 2,0 | ||||||
| SV. от 45 до 50 | 26 | |||||||
Таблица 18
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ||||
| подготовленные кромки свариваемых деталей | сварной шов | Номин. | Пред. выключенный. | |||
| С15 | АФ | С 20 до 24 | 22 | ±3 | ||
| СВ. с 24 по 28 | 26 | ±4 | ||||
| СВ. от 28 до 30 | 30 | |||||
Таблица 19
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | ||||
| С18 | Доп. | С 8 до 9 | 3 | 18 | ±3 | 1,5 | ±1,0 | ||
| СВ. с 9 до 10 | 20 | ||||||||
| СВ. от 10 до 12 | 22 | ±4 | 2,0 | +1,0 -1,5 | |||||
| СВ. с 12 до 14 лет | 4 | ||||||||
| СВ. от 14 до 20 лет | 24 | 2,5 | +От 1,0 до 2,0 | ||||||
| СВ. от 20 до 24 | 26 | ±5 | |||||||
Основные сведения о фитингах для трубопроводов: типы фитингов, материалы и области применения
Фитинги для трубопроводов — это компоненты, используемые для соединения секций труб с другими продуктами для управления потоками, такими как клапаны и насосы, для создания трубопроводов. Общее значение термина «фитинги» связано с теми, которые используются для металлических и пластиковых труб, по которым проходят жидкости. Существуют также другие формы фитингов для труб, которые можно использовать для соединения труб с поручнями и другими архитектурными элементами, где не требуется герметичное соединение. Фитинги для труб могут быть сварными или резьбовыми, механически соединенными или химически склеенными, чтобы назвать наиболее распространенные механизмы, в зависимости от материала трубы.
Общее значение термина «фитинги» связано с теми, которые используются для металлических и пластиковых труб, по которым проходят жидкости. Существуют также другие формы фитингов для труб, которые можно использовать для соединения труб с поручнями и другими архитектурными элементами, где не требуется герметичное соединение. Фитинги для труб могут быть сварными или резьбовыми, механически соединенными или химически склеенными, чтобы назвать наиболее распространенные механизмы, в зависимости от материала трубы.
Изображение предоставлено Cegli/Shutterstock.com. Поэтому термин «фитинги для труб» иногда будет упоминаться в контексте труб, а также труб. Хотя по форме они похожи на трубные фитинги, фитинги редко соединяются такими методами, как пайка. Некоторые методы перекрывают друг друга, например, использование компрессионных фитингов, но там, где они являются обычным явлением для соединения труб или трубопроводов, их использование в соединениях труб встречается реже. Достаточно сказать, что, несмотря на общие различия, общее использование терминов может отличаться от поставщика к поставщику, хотя они представляют одни и те же товары.
Достаточно сказать, что, несмотря на общие различия, общее использование терминов может отличаться от поставщика к поставщику, хотя они представляют одни и те же товары.
В этой статье основное внимание будет уделено обсуждению типичных фитингов и методов соединения, связанных с жесткими трубами и трубопроводами, с ограниченным представлением фитингов, связанных с гибкими трубками, трубками или шлангами.
Чтобы узнать больше о разновидностях труб, обратитесь к нашему соответствующему руководству по трубам и трубопроводам.
Объяснение трубных фитингов: материалы для фитингов и производственные процессы
Литой и ковкий чугун
Фитинги для чугунных труб относятся к бесступичным и раструбным типам. Бесступичные конструкции основаны на эластомерных муфтах, которые крепятся к внешнему диаметру трубы или фитинга с помощью хомутов, обычно ленточных хомутов из нержавеющей стали, которые сжимают эластомерный материал и образуют уплотнение. Эти конструкции без втулки или без втулки иногда называют резиновыми трубными муфтами или резиновыми сантехническими муфтами, и они особенно популярны для перехода от одного материала к другому — например, от меди к чугуну.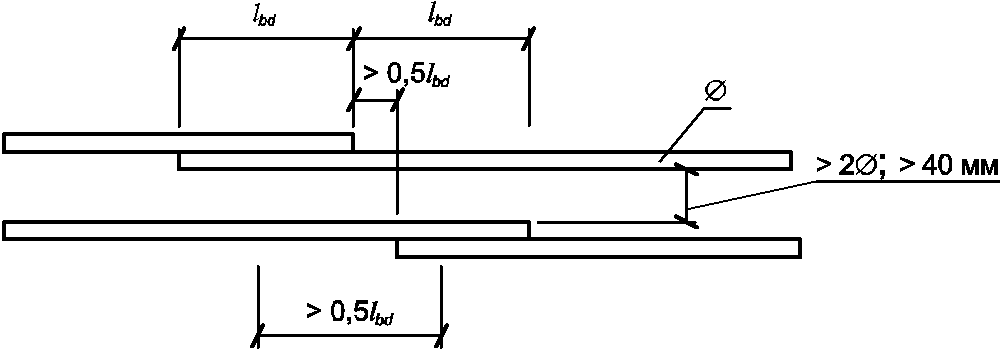 Фитинги с раструбом и втулкой, а иногда и со ступицей и втулкой, сегодня соединяются в основном с помощью эластомерных прокладок, которые устанавливаются внутри раструба и позволяют вставлять гладкий конец трубы или фитинг. Старые системы до 1950-е были зачеканены с использованием комбинации расплавленного свинца и волокнистого материала, такого как пакля. Чугунные трубы иногда соединяют болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, используемые в подземных установках, могут подвергать трубу осадочным напряжениям, если труба не имеет надлежащей опоры.
Фитинги с раструбом и втулкой, а иногда и со ступицей и втулкой, сегодня соединяются в основном с помощью эластомерных прокладок, которые устанавливаются внутри раструба и позволяют вставлять гладкий конец трубы или фитинг. Старые системы до 1950-е были зачеканены с использованием комбинации расплавленного свинца и волокнистого материала, такого как пакля. Чугунные трубы иногда соединяют болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, используемые в подземных установках, могут подвергать трубу осадочным напряжениям, если труба не имеет надлежащей опоры.
часто используются там, где труба проходит над землей.
Изображение предоставлено Promus/Shutterstock.com
Несмотря на то, что доступны как фитинги для труб из ковкого чугуна, так и фитинги для труб из ковкого чугуна, улучшенные механические свойства и более низкая стоимость ковкого чугуна вызывают сдвиг в сторону более широкого использования этого материала.
Фитинги для стальных (также известных как «черная труба») и оцинкованных труб, используемые в жилых и коммерческих сантехнических работах, обычно отливаются и называются «фитингами из ковкого чугуна». Они могут быть оцинкованы. Хотя в стандартах указаны резьбовые фитинги до довольно больших диаметра, в настоящее время они обычно не используются, так как нарезание резьбы на трубах большого диаметра считается излишне сложным.0003
Сталь и стальные сплавы
Фитинги для стальных труб часто выдавливают или натягивают на оправку из сварных или бесшовных труб. В меньших размерах они часто имеют резьбу, соответствующую резьбе на концах трубы. По мере увеличения размеров и давления их часто приваривают по месту либо встык, либо враструб. Фитинги под сварку враструб, обычно кованые, предназначены для труб меньшего диаметра (до NPS 4, но обычно NPS 2 или меньше) и доступны в классах давления 3000, 6000 и 9000, соответствующих Графику 40, 80 и 160. трубка. Муфтовые фитинги привариваются с помощью угловых сварных швов, что делает их менее прочными, чем фитинги, свариваемые встык, но все же предпочтительнее резьбовых фитингов для высокотехнологичных работ. Необходимость компенсационного зазора в фитинге исключает их использование в пищевой промышленности под высоким давлением.
Необходимость компенсационного зазора в фитинге исключает их использование в пищевой промышленности под высоким давлением.
, требуют подготовки концов для обеспечения целостности окончательных сварных соединений.
Изображение предоставлено: mady70/Shutterstock.com
Также используются фланцы, в результате чего фланцевые участки трубы соединяются болтами. Использование фланцев делает возможным разрыв трубопровода для замены клапанов и т. д. Большинство трубопроводного оборудования, такого как насосы и компрессоры, также подключаются через фланцы по той же причине.
Фланцевые фитинги доступны в нескольких стилях, рассчитанных на давление и температуру. Эти стили включают внахлестку, сварку в горловину, сварку внахлест, кольцевое соединение, резьбовое соединение и надевание. Резьбовой фланец подходит только для приложений с низким и средним давлением. Другие различные приварные фланцы позволяют использовать более высокие давления. Фланцы внахлестку часто используются там, где часто происходят разъединения, поскольку фланец может свободно вращаться, что упрощает выравнивание отверстий под болты. Особым случаем является так называемый глухой фланец, который используется для герметизации конца трубопровода, но позволяет позже подключиться к другой трубе или оборудованию.
Фланцы внахлестку часто используются там, где часто происходят разъединения, поскольку фланец может свободно вращаться, что упрощает выравнивание отверстий под болты. Особым случаем является так называемый глухой фланец, который используется для герметизации конца трубопровода, но позволяет позже подключиться к другой трубе или оборудованию.
Фланцы могут включать несколько различных методов уплотнения прилегающих поверхностей, включая уплотнительные кольца, уплотнительные кольца и прокладки. Уплотнительные кольца обеспечивают особо плотное соединение и при той же нагрузке на болт, что и плоская прокладка, могут противостоять более высокому давлению.
Прежде всего, три стандарта регулируют фланцы труб. ASME 16.5 определяет фланец ANSI, наиболее часто используемый фланец. ASME B16.47 охватывает две серии, A и B, которые представляют собой изделия большого диаметра. Фланцы серии A тяжелее и толще, чем серии B, для того же давления и размера. Фланцы серии B обычно выбирают для ремонтных работ. ASME B16.1 определяет фланец AWWS, но он предназначен только для фланцев, используемых в системах с питьевой водой при атмосферных температурах. Кроме того, существует так называемый фланец промышленного стандарта, который не определяется руководящим органом, а вместо этого отражает историческую практику. Размеры этих фланцев соответствуют ASME B16.1, стандарту для фланцев и фланцевых фитингов из чугунных труб классов 25, 125 и 250.
ASME B16.1 определяет фланец AWWS, но он предназначен только для фланцев, используемых в системах с питьевой водой при атмосферных температурах. Кроме того, существует так называемый фланец промышленного стандарта, который не определяется руководящим органом, а вместо этого отражает историческую практику. Размеры этих фланцев соответствуют ASME B16.1, стандарту для фланцев и фланцевых фитингов из чугунных труб классов 25, 125 и 250.
для получения фланцевых концов с эквивалентной целостностью сварной трубы.
Изображение предоставлено: Golf_chalermchai/Shutterstock.com
Трубные фитинги из нержавеющей стали могут использоваться в санитарных целях, таких как пищевая и молочная промышленность, и обычно оснащены быстроразъемными зажимами, позволяющими демонтировать линию для внутренней очистки. Фланцы для этих зажимных систем доступны в виде привариваемых элементов или, во многих случаях, в виде тройников, тройников и т. д. с фланцем, встроенным в фитинг.
д. с фланцем, встроенным в фитинг.
Секции металлических труб также могут быть соединены и собраны как трубопроводы с использованием трубных муфт и других стандартных трубных фитингов с резьбой, таких как металлические торцевые заглушки для труб или 180-градусные колена.
Цветные металлы
Алюминиевые фитингиобычно отливают. Они доступны во всех тех же формах или формах, что и стальные фитинги. Доступны алюминиевые резьбовые фитинги, такие как колпачки или ниппели, а также фитинги, которые представляют собой сочетание стилей резьбового соединения и соединения под сварку встык. Также существуют варианты сварки внахлест. Для сварки алюминиевых фитингов обычно требуется процесс MIG или TIG.
Алюминиевая трубатакже является популярным выбором для создания поручней, и доступно множество фитингов для конструкционных применений, как свариваемых, так и надеваемых/зажимных.
Доступны фитинги из красной латуни, такие как латунные ниппели, соответствующие диаметру трубы, и их часто собирают пайкой или пайкой.
Бетон
Фитинги для бетонных труб доступны в различных стилях, подходящих для их применения в крупных гражданских проектах, таких как управление ливневыми стоками. Помимо типичных соединений звездой, специализированные фитинги включают порталы для служебных отверстий и различные стили хранилищ. В типичных соединениях используются концы фитингов с заплечиками, которые сопрягаются с ответными частями приемных труб. Резиновая прокладка обеспечивает герметичность соединения.
Пластик
Фитинги для пластиковых труб доступны как со сваркой враструб (иногда называемой сваркой растворителем), так и с резьбой, причем первый вариант является наиболее распространенным. Фитинги для сварки враструб предназначены для химической сварки на месте, что делает установку быстрой и простой. Пластиковые трубы обычно монтируются всухую, а затем маркируются, так как растворитель, используемый для их соединения, особенно быстро действует. Муфты обычно используются для соединения и соединения прямых участков трубы вместе.
доступны в стандартных формах и стилях и с размерными диапазонами материалов, обычных для пластиковых труб, включая ПВХ, ХПВХ, ПЭ, РЕХ, ПП и АБС.
Обычные фитинги для труб из ПВХ включают переходники, отводы, заглушки, тройники, тройники, муфты, соединения и крестовины, и это лишь некоторые из них. Стандартный профиль поперечного сечения для большинства труб или фитингов из ПВХ — круглый, но доступны и другие формы профилей, например, квадратные фитинги из ПВХ. Однако эти альтернативные профили фитингов обычно связаны с трубой из ПВХ, предназначенной для конструкционного использования, например, заборов, перил или мебели, и не связаны с трубой из ПВХ, предназначенной для работы с жидкостями. Помимо ПВХ, для конструкционной арматуры могут использоваться и другие материалы, например, фурнитура для перил из оцинкованной трубы.
Другие фитинги из ПВХ включают вставки с зазубринами, которые предназначены для использования с трубками и вдавливаются в трубку и закрепляются лентообразными зажимами.
CPCV, а также фитинги из АБС (акрилонитрил-бутадиен-стирол) также обычно соединяются фитингами, свариваемыми растворителем. Также широко доступны подходящие переходники для смены типа материала, например, с ХПВХ на латунь.
В некоторых случаях, когда используются пластиковые трубы, например, в сантехнике для сливов раковин, некоторые приспособления для труб, такие как p-образные сифоны, могут быть соединены с помощью резьбового соединения с использованием нейлоновых шайб и стопорной или стопорной гайки. Эта функция облегчает разборку для устранения засоров.
Фитинги для полиэтиленовых труб и фитинги для полипропиленовых труб обычно доступны как с резьбовыми, так и с зазубренными соединениями, а также доступны варианты сварки враструб или с плавлением. Точно так же фитинги для труб ПДВФ производятся с раструбными или резьбовыми соединениями.
Там, где требуется воздухонепроницаемое или водонепроницаемое уплотнение, можно использовать нейлоновые фитинги для труб, которые можно использовать с нейлоновыми трубками или трубами, а также с другими типами пластиковых или металлических труб.
Стекло
В некоторых специализированных технологических процессах с жидкостями используются стеклянные трубы и фитинги. Боросиликатное стекло предлагает несколько ключевых преимуществ по сравнению с альтернативными формами трубопроводных систем. Материал имеет высокую чистоту, поэтому не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет контролировать процесс по мере необходимости, а гладкая поверхность предотвращает образование накипи или других остатков на внутренней поверхности трубы.
Лабораторные приложения также могут часто использовать стеклянные трубки и фитинги из стеклянного профиля.
Стеклянную трубуне следует путать с трубами со стеклянным покрытием, которые правильнее называть трубой со стеклянным покрытием.
Керамическая глина
Фитинги для стеклокерамических труб доступны в типичных конфигурациях, необходимых для канализационных систем. Как и в случае с чугуном, для этих фитингов обычно используется раструбное соединение с уплотнительным кольцом или прокладкой, используемой для герметизации соединения.
Типы трубной арматуры: применение и промышленность
Выноски
Резьбовые фитинги соответствуют стандартному формату на чертежах. Номинальный размер стоит перед описанием. Когда два или более конца фитинга имеют разные размеры, размер участка предшествует размеру ветвей, или для редукционных фитингов наибольший размер предшествует наименьшему размеру. Таким образом, 1 x 1 x 3/4 Street Tee; Y-образный изгиб 1 x 1x 3/4 45°; крест 1 х 3/4 х 1/2 х 1/4; и так далее. Размер резьбы на резьбовых фитингах будет соответствовать номинальному размеру резьбы трубы, как указано ANSI.
Типы резьбы
В большинстве труб используются резьбовые фитинги, соединения которых обычно характеризуются одной из следующих систем:
- Трубная резьба по американскому национальному стандарту (NPT)
- Трубная резьба Британского стандарта (BSPT)
Принципиальное различие между ними заключается в угле конуса. В системе NPT угол конусности резьбы составляет 60 градусов, тогда как в фитингах с британской стандартной трубной резьбой (BPST) угол конусности составляет 55 градусов. В дополнение к трубным фитингам с конической резьбой, в этих системах также используются фитинги с прямой трубной резьбой, которые не полагаются на конус для герметизации от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство трубных фитингов с резьбой рассчитаны на правостороннюю резьбу, но есть некоторые варианты с левой резьбой (LH).
В дополнение к трубным фитингам с конической резьбой, в этих системах также используются фитинги с прямой трубной резьбой, которые не полагаются на конус для герметизации от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство трубных фитингов с резьбой рассчитаны на правостороннюю резьбу, но есть некоторые варианты с левой резьбой (LH).
, идентифицируемые по номинальному наружному диаметру и шагу резьбы. Таким образом, ниппель для метрической трубы M12 x 1,5 будет иметь внешний диаметр 12 миллиметров и шаг резьбы 1,5 ниппеля на миллиметр.
Резьбовые фитинги обычно имеют внутреннюю резьбу. Исключение составляет уличный фитинг, который в случае простого колена имеет одну наружную и одну внутреннюю резьбу. Трубы легко нарезаются в полевых условиях. Соединение резьбовых труб и фитингов может быть облегчено тефлоновой лентой или компаундом для труб. При нанесении компаунда рекомендуется наносить его только на наружную резьбу, чтобы избежать попадания каких-либо загрязнений в трубопровод при сборке соединения.
При нанесении компаунда рекомендуется наносить его только на наружную резьбу, чтобы избежать попадания каких-либо загрязнений в трубопровод при сборке соединения.
Изображение предоставлено: cherezoff/Shutterstock.com
Схемы трубопроводов обычно представляют собой однолинейные или двухлинейные чертежи, в зависимости от сложности установки. Там, где зазоры узкие, а также для многих трубопроводов заводского изготовления, используется двухлинейный чертеж, на котором размер трубы показан в масштабе. Для более простых установок достаточно однолинейного чертежа с фитингами, клапанами и т. д., обозначенными символически. Чертежи трубопроводов иногда изображают «развернутыми», что предполагает, что вертикальные трубы развернуты в горизонтальной плоскости или наоборот, что позволяет показать всю систему трубопроводов в одной плоскости.
Велдолец
Эти небольшие привариваемые ответвления укрепляют трубу в месте проделанного отверстия, устраняя необходимость в дополнительном армировании.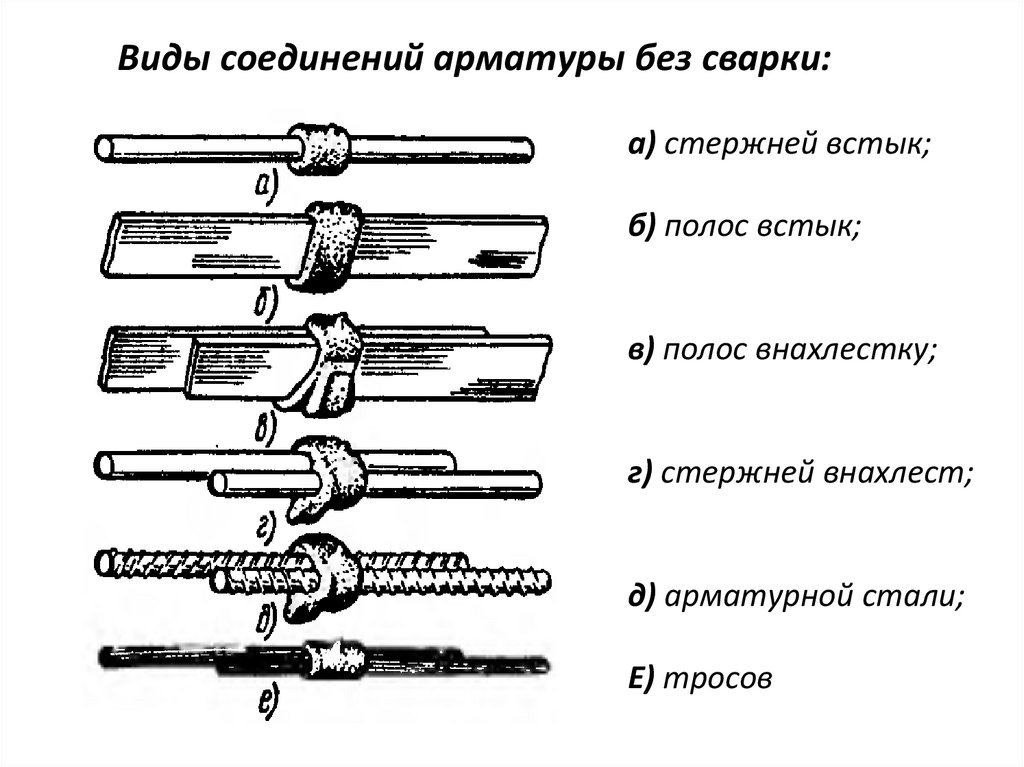 Различные формы этих фитингов доступны под различными торговыми марками, включая стыковые и раструбные фитинги, резьбовые варианты, а также некоторые специальные конструкции, которые позволяют выполнять соединения на коленях и т. д.
Различные формы этих фитингов доступны под различными торговыми марками, включая стыковые и раструбные фитинги, резьбовые варианты, а также некоторые специальные конструкции, которые позволяют выполнять соединения на коленях и т. д.
Процесс сварки
Концы труб и фланцы подготовлены под сварку встык в соответствии с толщиной стенки трубы. Для стен толщиной 3/4 дюйма или менее стены скошены до прилежащего угла 70°, и между ними оставлен зазор 3/16 дюйма. Сварщик выполняет корневой проход, заполняющий проход (или проходы) и закрывающий проход, часто меняя присадочный материал между проходами. Для большей толщины труба сужается под таким же углом, но только частично вверх по стене. Кроме того, на внутренней стенке отшлифован небольшой задний угол, служащий местом для опорного кольца. Раструбные сварные швы обычно используются для тонкостенных труб. Процедуры сварки изложены инженером в Спецификациях процедуры сварки, и сварщик, выполняющий сварку, будет сертифицирован для конкретного процесса. Трубы иногда должны быть предварительно нагреты перед сваркой и термообработаны после, чтобы уменьшить тепловое напряжение.
Трубы иногда должны быть предварительно нагреты перед сваркой и термообработаны после, чтобы уменьшить тепловое напряжение.
Привинчиваемые фланцы иногда усиливаются аналогичным передним сварным швом.
Изображение предоставлено: 22 августа/Shutterstock.com
Необходимость надлежащей подготовки конца трубы и необходимость тщательной подгонки перед соединением фитингов, свариваемых встык, делают использование фитингов под сварку враструб привлекательным. Для фитингов под приварку в раструб не требуется скоса, а сам раструб служит для выравнивания трубы. Единственным особым требованием является то, что труба должна быть немного выдвинута из фитинга, чтобы учесть расширение во время сварки.
Предварительное изготовление секций трубопровода, называемых «катушками», часто выполняется в помещении, где процесс изготовления может быть автоматизирован. Стыки труб могут быть прокатаны на тихоходных токарных станках, чтобы довести работу до сварщика. Можно использовать роботов-сварщиков. Для повышения производительности можно применять такие методы, как дуговая сварка под флюсом.
Можно использовать роботов-сварщиков. Для повышения производительности можно применять такие методы, как дуговая сварка под флюсом.
В качестве альтернативы традиционно сварным трубопроводным системам предлагаются несварные фитинги или соединители для сварных труб. Используя комбинацию обжатых механических фитингов вместе с холодной гибкой трубы или трубопровода, это решение устраняет напряжения в трубопроводе из-за операции сварки, снижает затраты и может обеспечить модульную систему, которую легче разобрать или модифицировать по мере необходимости.
Пластиковые трубы и трубы из полиэтилена высокой плотности, в частности, могут быть соединены с помощью тепловой сварки, иногда называемой электромуфтовой сваркой. Трубы могут быть сварены встык или в раструб. Это довольно распространенная практика при монтаже трубопроводов из ПНД большого диаметра. Для выполнения этих сварных швов имеется ряд специализированного оборудования.
Сварочный аппарат для термического соединения секций трубы ПНД.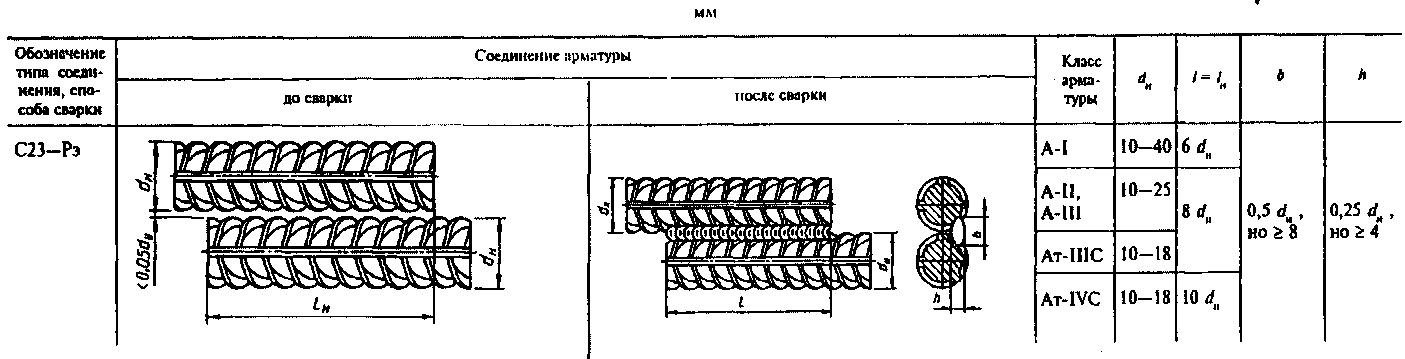
Изображение предоставлено: Юттана арткла/Shutterstock.com
Как правило, при использовании пластиковых труб и фитингов необходимо учитывать снижение номинальных значений давления в зависимости от размера трубы или фитинга и рабочей температуры. Для материалов из ПВХ и ХПВХ производители рекомендуют снижение номинального давления при температурах выше 73 градусов по Фаренгейту. А для заданной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, соединения или клапаны, может иметь номинальное давление меньше, чем у прямой трубы того же размера.
Подгонка форм и стилей
Название большинства подходящих фигур говорит само за себя. К общедоступным относятся:
- колпачки
- заглушки
- соски
- отводы
- тройники
- wyes
- крестов
- союзов
- втулки
- переходники
- адаптеры
Трубные заглушки или колпачки можно использовать для герметизации концов труб. Некоторые формы заглушек высокого давления используются для временной герметизации концов труб, чтобы облегчить испытания под давлением в трубопроводах и сосудах под давлением, устраняя при этом необходимость выполнять обычные сварочные операции для проведения этих испытаний.
Некоторые формы заглушек высокого давления используются для временной герметизации концов труб, чтобы облегчить испытания под давлением в трубопроводах и сосудах под давлением, устраняя при этом необходимость выполнять обычные сварочные операции для проведения этих испытаний.
Механически обработанная трубная заглушка для использования при опрессовке трубопровода
Изображение предоставлено: Mechanical Research & Design, Inc.
Колена
можно приобрести с изгибами 22-1/2°, 45° и 90°. Обратные изгибы используются для перемещения жидкости с полным изменением направления на 180°. Небольшие отрезки трубы с резьбой называются ниппелями. Втулки используются для изменения диаметра труб, как и переходники. Такие термины, как «уличная» и «служебная», характеризуют фитинги с наружной резьбой. Муфты используются для соединения труб с резьбой без необходимости поворачивать любую трубу. Адаптеры позволяют системе переключаться между материалами, например между пластиковой и металлической трубой.
Отводы труб изготавливаются в соответствии со спецификацией и обычно обозначаются кратным диаметру трубы. Например, изгиб 5D в 10-дюймовой трубе будет иметь радиус изгиба, в пять раз превышающий диаметр. Также указывается угол изгиба.
Фитинги для спринклеров
В системах пожаротушения и пожарных спринклерах могут использоваться трубы нескольких видов, чаще всего стальные (черные трубы или оцинкованные трубы), медные трубы или пластиковые трубы (ХПВХ и полибутилен разрешены NFPA).
В случае стальных труб фитинги могут иметь резьбу, сварку или использовать нарезанные или накатанные концевые трубы и соединители, в которых используются кольцевые и кулачковые системы для соединения труб друг с другом. Соединители быстро и легко устанавливаются, исключая стоимость и сложность других методов, таких как сварка. В результате эти кольцевые и кулачковые системы, по-видимому, весьма распространены в этой отрасли.
Соединения с прорезями обычно разрешены техническими условиями для труб сортамента 40 или выше, где более высокие номера сортамента указывают на увеличенную толщину стенки трубы. Типы соединений труб с катаной канавкой допустимы при любой толщине стенки.
Типы соединений труб с катаной канавкой допустимы при любой толщине стенки.
Медные трубки, используемые в спринклерных установках, обычно припаиваются, но ограниченное использование паяных соединений разрешено NFPA 13 для применений, характеризующихся низким риском опасности и малой посещаемостью.
Пластиковая трубаможет использоваться в некоторых системах пожаротушения и спринклерных установках в соответствии с NFPA 13. Для ХПВХ соединение с помощью растворителя стандартных фитингов для сварки враструб является обычным методом соединения трубных фитингов из ХПВХ со спринклерной трубой. В жилых помещениях с ограниченным освещением также используются трубы из сшитого полиэтилена (PEX). При использовании пластиковых труб необходимо принять дополнительные меры для обеспечения надлежащей поддержки системы и защиты труб и фитингов от прямого воздействия огня.
Сотрудничество Указания/Атрибуты Падение давления на коленах и фитингах может быть значительным или незначительным, в зависимости от длины системы. Для длинных пробегов это обычно считается «незначительными потерями». Для систем, содержащих минимальное количество прямых труб, эти перепады играют важную роль. Инженеры-трубопроводчики часто определяют и вычисляют эквивалентную длину для каждого компонента в системе, чтобы получить теоретическую эффективную длину трубопровода, исходя из которой можно оценить ожидаемый спад системы. Такую информацию можно найти в технических справочниках или у самих производителей.
Для длинных пробегов это обычно считается «незначительными потерями». Для систем, содержащих минимальное количество прямых труб, эти перепады играют важную роль. Инженеры-трубопроводчики часто определяют и вычисляют эквивалентную длину для каждого компонента в системе, чтобы получить теоретическую эффективную длину трубопровода, исходя из которой можно оценить ожидаемый спад системы. Такую информацию можно найти в технических справочниках или у самих производителей.
В дополнение к организациям, которые спонсируют коды для труб и трубопроводов, такие как ASTM, ANSI и ASME, следующие торговые организации могут предоставить полезную информацию о различных трубах специального назначения, изготовлении трубопроводов и т. д.
- http://www.cispa.org: торговая организация, предоставляющая информацию о чугунных канализационных трубах.
- http://www.fpi.com: Организация, занимающаяся изготовлением труб и особенно их сваркой.
- http://www.plasticpipe.org : Организация, занимающаяся пластиковыми трубами.
- http://www.awwa.org: сайт Американской ассоциации водопроводных сооружений.
- http://www.opuspiping.org: сайт, разработанный Фондом образования и исследований в области машиностроения (MCERF) в качестве интерактивной онлайн-замены Руководству по установке качественных трубопроводов.
- http://www.ncpi.org: Торговая организация производителей глиняных труб.

В этом руководстве представлены основные сведения о фитингах для труб, их материалах, производстве, конкретных типах, областях применения и особенностях использования. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники или просмотреть сведения о конкретных продуктах.
Акронимы- АБС-акрилонитрилбутадиенстирол
- AWS — Американское общество сварщиков
- DWV — дренаж, слив и вентиляция
- MEP — механика, электрика, сантехника
- NPT — коническая трубная резьба
- NPS — прямая трубная резьба National; также Номинальный размер трубы
- PCCP — Цилиндрическая труба из предварительно напряженного бетона
- PE — полиэтилен (PEX, сшитый)
- P&ID — схема трубопроводов и приборов
- ПП—полипропилен
- ПВХ — поливинилхлорид
- SDR — стандартное соотношение размеров
- WPS — Спецификация процедуры сварки
Источники:
- https://www.
