Штрипс производство: Производство штрипса
Особенности производства и использования оцинкованной ленты штрипс в #VREGION_WHERE#
Рулонная сталь
Наш завод является одним из крупнейших поставщиков оцинкованного, оцинкованного с полимерным покрытием, холоднокатаного металлопроката. Вся продукция сертифицирована и производится в строгом соответствии с ГОСТ.
О продукции
Перфорированный крепеж
Мы постоянно расширяем ассортимент товаров. Производственные мощности нашего завода позволяют делать отгрузки необходимых перфорированных изделий в любых объемах.
Подробнее
Резка металла и другие услуги
Принимаем заказы на переработку металла по давальческой схеме. Осуществляем резку следующих видов листового и рулонного проката: оцинкованный, с покрытием, холоднокатаный, алюминий, нержавеющий, электротехнический.
Подробнее об услугах
- Главная
- Mеталлообработка и ЛСТК
Бурное развитие металлопроката в #VREGION_WHERE# внесло значительный вклад в быстрый рост различных отраслей народного хозяйства.
На английском языке strip — это лента. Производство штрипса несложное, однако по-своему уникальное. В качестве заготовок используются тонкие листы или рулоны металла (чаще всего из углеродистой стали). Они могут быть оцинкованными или покрытыми слоем полимерного материала. Производство ленты штрипс осуществляется на специальных станках согласно ряду ГОСТов.
Сначала листы закрепляются в держателях. Далее они подаются на резаки, установленные на определенном расстоянии друг от друга.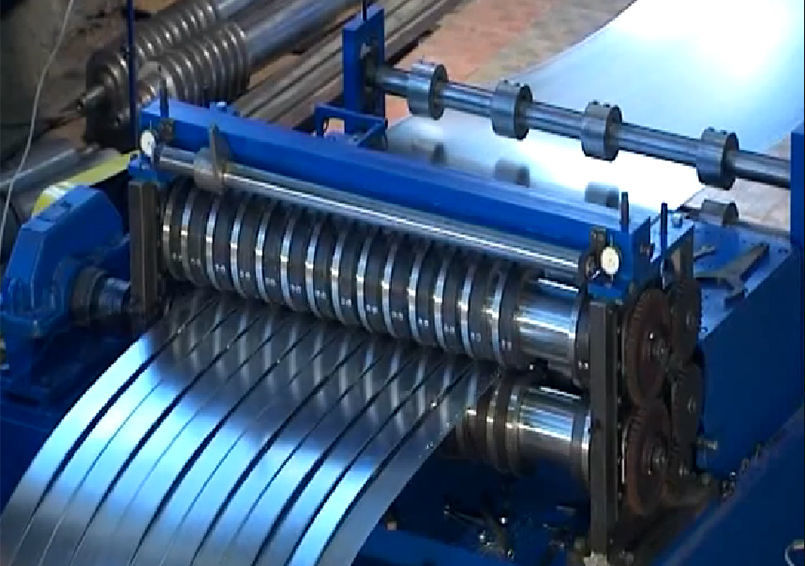 Готовые полосы ленты штрипс автоматически сматываются в рулоны (что особенно удобно при транспортировке) либо разрезаются на части нужной длины.
Готовые полосы ленты штрипс автоматически сматываются в рулоны (что особенно удобно при транспортировке) либо разрезаются на части нужной длины.
При производстве оцинкованных лент заданные величины ширины, как правило, составляют от 10 до 1600 мм. При этом толщина металлической основы должна быть в пределах 0,25–5 мм.
В процессе изготовления ленты штрипс из оцинкованного материала используется современное высокоточное оборудование. Это гарантирует получение готовых изделий необходимой ширины.
Преимущества использования штрипса неоспоримы: данный материал устойчив к коррозии, имеет высокие показатели механической прочности, прост в установке, не нуждается в окрашивании. При этом он еще имеет и невысокую стоимость. Купить штрипс в #VREGION_WHERE# можно, предварительно оформив заявку на нашем сайте.
Задать вопрос менеджеру
×
Выберите отдел:*
— Выбрать —Рулонная сталь, листовой прокат, металлопрокат с покрытием, лентаПерфорированный крепеж, метизная продукция, компл. для систем вентиляцииПроизводство и строительство зданий, профиль ЛСТК
для систем вентиляцииПроизводство и строительство зданий, профиль ЛСТК
Ваше имя:*
Номер телефона:*
Ваш E-mail:
Перечень продукции:
Рулонная сталь Металлопроката с покрытием Листовой прокат Лента оцинкованная Перфорированный крепеж Профиль ЛСТК Изготовление и монтаж зданий
Текст заявки:
Если у Вас в наличии эскизы, чертежи изделий, проекты зданий
просьба прикрепить файлы
файл не выбран
+ Добавить еще
txt, rtf, doc, docx, xls, xlsx, ods, odt, jpg, jpeg, bmp, png
Задать вопрос менеджеру
×
Ваше имя:*
Номер телефона:*
Ваш E-mail:
Перечень необходимых услуг:
Продольная резка металла Поперечная резка металла Перемотка рулонов металла Нанесение защитной пленки на металл Лазерная резка металла Плазменная резка металла Гибка металла Пробивка металла Порошковая покраска
Текст заявки:
Если у Вас в наличии эскизы, чертежи изделий
просьба прикрепить файлы
файл не выбран
+ Добавить еще
txt, rtf, doc, docx, xls, xlsx, ods, odt, jpg, jpeg, bmp, png
Изготовление штрипсов
Изготовление штрипсов
Прайс on-line
Персональное решение для каждого
Частные покупатели
Трейдеры
Строители
Промышленники
Что говорят Частные покупатели о сотрудничестве с МПК
Сотрудник ООО МПК беседовал с Владимиром П, начальником омтс «Промстроймонтаж» , который рассказал ему следующее : С «ООО МПК» я начал работать после того как занял должность руководителя по закупкам, до меня с «ООО МПК» работал другой закупщик из нашей организации.
Я стал внимательно проверять все его Контакты. И что же произошло после моей проверки.
Ровным счётом ничего. Елена Н., менеджер МПК очень быстро и без ошибок выставляет счета на оплату, в сортаменте металлопродукции разбирается хорошо . МПК открыли нам кредитную линию, если на объект что-то нужно срочно, то нашу организацию отгружают по «звонку».
С отгрузочными документами и сертификатами всегда все в порядке .
ООО МПК намного лучше чем мой прежний поставщик !
Что говорят Трейдеры о сотрудничестве с МПК
Сотрудник ООО МПК беседовал с Владимиром П, начальником омтс «Промстроймонтаж» , который рассказал ему следующее : С «ООО МПК» я начал работать после того как занял должность руководителя по закупкам, до меня с «ООО МПК» работал другой закупщик из нашей организации.
Я стал внимательно проверять все его Контакты. И что же произошло после моей проверки.
Ровным счётом ничего. Елена Н., менеджер МПК очень быстро и без ошибок выставляет счета на оплату, в сортаменте металлопродукции разбирается хорошо . МПК открыли нам кредитную линию, если на объект что-то нужно срочно, то нашу организацию отгружают по «звонку».
МПК открыли нам кредитную линию, если на объект что-то нужно срочно, то нашу организацию отгружают по «звонку».
С отгрузочными документами и сертификатами всегда все в порядке .
ООО МПК намного лучше чем мой прежний поставщик !
Что говорят Ваши коллеги-Строители и подрядчики по отрасли о сотрудничестве с МПК
Сотрудник ООО МПК беседовал с Владимиром П, начальником омтс «Промстроймонтаж» , который рассказал ему следующее : С «ООО МПК» я начал работать после того как занял должность руководителя по закупкам, до меня с «ООО МПК» работал другой закупщик из нашей организации.
Я стал внимательно проверять все его Контакты. И что же произошло после моей проверки.
Ровным счётом ничего. Елена Н., менеджер МПК очень быстро и без ошибок выставляет счета на оплату, в сортаменте металлопродукции разбирается хорошо . МПК открыли нам кредитную линию, если на объект что-то нужно срочно, то нашу организацию отгружают по «звонку».
С отгрузочными документами и сертификатами всегда все в порядке .
ООО МПК намного лучше чем мой прежний поставщик !
Что говорят Промышленники о сотрудничестве с МПК
Сотрудник ООО МПК беседовал с Владимиром П, начальником омтс «Промстроймонтаж» , который рассказал ему следующее : С «ООО МПК» я начал работать после того как занял должность руководителя по закупкам, до меня с «ООО МПК» работал другой закупщик из нашей организации.
Я стал внимательно проверять все его Контакты. И что же произошло после моей проверки.
Ровным счётом ничего. Елена Н., менеджер МПК очень быстро и без ошибок выставляет счета на оплату, в сортаменте металлопродукции разбирается хорошо . МПК открыли нам кредитную линию, если на объект что-то нужно срочно, то нашу организацию отгружают по «звонку».
С отгрузочными документами и сертификатами всегда все в порядке .
ООО МПК намного лучше чем мой прежний поставщик !
Фамилии и фотографии клиентов опубликовываются только с их согласия
Купон для участника АКЦИИ !
Только для строительных и подрядных организаций при повторных отгрузках открывается кредитная линия !
Arvedi ESP — Echte Endlosband-Produktion
Der Arvedi-ESP-Prozess basiert auf bewährter Technologie und wird seit 2009 erfolgreich im Stahlwerk von Acciaieria Arvedi S. p.A.
p.A.
Durch die einzigartigen Konstruktionskonzepte und die Konfiguration einer ESP-Anlage ist nun erstmals die Erzeugung hochwertiger Bandprodukte durch kontinuierliches Endloswalzen möglich. Aufgrund der äußerst kompakten Anordnung der ESP-Anlage mit einer Gesamtlänge von nur 180 Metern in Kombination mit der direkten Koppelung der Gieß und Walzprozesse entstehen beim Dünnbrammengießen und Direktwalzen geringere Ankongenere Investition und Betriebskomitsten
Mit den Endloswalzprozessen kann Band mit einheitlichen und reproduzierbaren mechanischen Eigenschaften über die gesamte Bandlänge erzeugt werden, und die Ausbringungsverluste werden minimiert, da Abfallenden der Bänder praktisch eliminiert werden. Ein weiterer entscheidender Vorteil besteht darin, dass beim Endloswalzen die Einstellungen für Walzspalt und Walzdruck während des gesamten Walzprozesses konstant sind, wodurch sich die Nutzungsdauer der Walzen verlängert. Dies steht im Gegensatz zum verschleißintensiven diskontinuierlichen Walzen einzelner Vorbänder.
ESP-Anlagen sind perfect für die Installation in Kompakt-Stahlwerken oder in bestehenden Stahlwerken geeignet, in denen eine zusätzliche Produktionskapazität von bis zu ca. 3 Millionen Tonnen pro Jahr benötigt wird.
Wichtigste Anlagenteile und Funktionen
- Gießen von Dünnbrammen in einer Durchlaufkokille mit Dicken von 90–110 mm
- Reduzierung der Strangdicke mit flüssigem Kern auf 70–90 mm
- Weitere Reduzierung der Strangdicke im Inline-Hochumformwalzwerk zu einem Zwischenband mit einer Dicke von 10–20 мм
- Induktionserwärmung zur Gewährleistung der richtigen Temperaturbedingungen für das Fertigwalzen
- Hochdruckentzunderung
- Reduzierung auf die endgültige Banddicke in einem fünfgerüstigen kontinuierlichen Fertigwalzwerk
- Bandkühlung in einer Kühlstrecke mit laminarem Wasserfluss
- Schneiden des Bandes mit einer Hochgeschwindigkeitsschere vor dem Haspel
- Unterflurhaspel
Товарная посуда
Die Qualität der mit dem Arvedi-ESP-Verfahren erzeugten Stahlprodukte ist der Qualität von in einem konventionellen Warmbandwalzwerk hergestelltem Stahl zumindest ebenbürtig. Angesichts der einheitlichen und konsistenten mechanischen Eigenschaften des mit dem Arvedi-ESP-Endloswalzverfahren erzeugten Stahls werden sogar überlegene Produkte hergestellt. Die hervorragende Oberflächenqualität geht aus Kaltwalzversuchen durch führende europäische Blechanbieter für den Automobilbereich hervor. Zu den Beispielen von Produkten, die aus dem in einer Arvedi-ESP-Anlage erzeugten Stahl hergestellt werden können, schließen außerdem die anspruchsvolleren Anforderungen in der Automobilindustrie sowie Haushaltsgeräte ein.
Angesichts der einheitlichen und konsistenten mechanischen Eigenschaften des mit dem Arvedi-ESP-Endloswalzverfahren erzeugten Stahls werden sogar überlegene Produkte hergestellt. Die hervorragende Oberflächenqualität geht aus Kaltwalzversuchen durch führende europäische Blechanbieter für den Automobilbereich hervor. Zu den Beispielen von Produkten, die aus dem in einer Arvedi-ESP-Anlage erzeugten Stahl hergestellt werden können, schließen außerdem die anspruchsvolleren Anforderungen in der Automobilindustrie sowie Haushaltsgeräte ein.
Gute Gründe für die Investition
Durch die einzigartigen Prozessmerkmale und die Anlagenconfiguration der Arvedi-ESP-Technologie können zahlreiche betriebs, produkt und kostenbezogene Vorteile erreicht werden.
Niedrigste Investitionen
- Investitions und Betriebskosten aufgrund des kompakten Layouts. Die geringere Investition für eine schlüsselfertige Komplettanlage führt zu einer kürzeren Amortisationszeit.


Niedrigste Betriebskosten
- Produktion dünner Bänder (0,8 mm und weniger) in großen Mengen und bei minimierter Fehlwalzrate, da das Material nicht in die Fertiggerüste eingefädelt werden muss
- Verbesserte Ausbringung, weil das Schopfen der Bandenden eliminiert wird
- Erhebliche Einsparungen an Energiekosten aufgrund der kurzen Anlagenlänge (180 м) und der direkten Koppelung der Gieß und Walzprozesse
Höchste Gewinne
- Produkte mit hohem Mehrwert durch komplette Kontrolle und konsistente Einhaltung der geometrischen und metallurgischen Merkmale aufgrund konstant bleibender Walzbedingungen
- Wirtschaftliche Produktion warmgewalzter Dünnbänder, die zahlreiche Kaltbandwalzen-Anwendungen ersetzen kann
- Äußerst flexibler Prozess mit kurzer Markteinführung
How произвести 1 рулон?
16 августа 2020 г. 25 мая 2022 г.
Что касается процесса производства полосы из нержавеющей стали, здесь вы сможете получить четкое представление о том, как ее производить с использованием высокоточной технологии. 92.1 Технический анализ
92.1 Технический анализ
2.5 Процесс правки на растяжение
2.6 Процесс продольной резки
2.7 Процесс проверки
2.8 Процесс упаковки
2.9Заключение
Что такое полоса из нержавеющей стали с одним рулоном, используемая для
Лента из нержавеющей стали также известна как катушка из нержавеющей стали, которая широко используется в секторах с особыми требованиями, таких как кнопочная батарея, сварочная труба, гибкий шланг из нержавеющей стали, ребристый трубка, штамповочная часть, тактовый переключатель, прокладка двигателя, пружина, крышка газового фильтра, экран силового кабеля, зажим, инъекционная игла и металлическая башня, компоненты случайного уплотнения защитного кольца и т. д.
способности хорошей формуемости и коррозионной стойкости для других промышленных применений.
Полосы из нержавеющей стали можно разделить на нормальную аустенитную, ферритную, мартенситную, дуплексную, дисперсионно-твердеющую и супераустенитную.
Между тем, во многих областях, требующих точности для производства электроники и медицины, часто используется прецизионная фольга из нержавеющей стали.
Введение в процесс производства 1-рулонной полосы из нержавеющей стали
Прежде чем мы поделимся с вами процессом производства 1-рулонной полосы из нержавеющей стали, вы можете быстро взглянуть на левую видеовитрину.
Технический анализ
Почему мы должны упомянуть эту деталь в первую очередь?
Новые клиенты должны знать, как покупать стальные полосы у поставщиков.
Во время этой сделки клиенты должны согласовать все технические детали продуктов с производителями.
В то же время поставщики должны организовать соответствующее техническое совещание для анализа технических проблем перед каждым новым производством полосы.
Это может помочь избежать дополнительных проблем с контрактами и послепродажным обслуживанием между клиентами и заводами, в значительной степени все еще является хорошим началом.
Технический анализ включает в себя сорт продукции, производственный стандарт, точный контроль допусков, твердость полосы, прочность на растяжение, разрезание краев и специальные детали морской упаковки и т. д. производителей по всему миру.
Наш отдел управления цепочками поставок и системы строго контролируют качество каждого продукта материнской катушки.
Происхождение завода, такое как TISCO, JISCO, BAOWU, POSCO, OUTOKUMPU.
Проверка сырья в рулонах из нержавеющей стали после того, как оно поступает на наш завод, называется входным контролем качества.
Детали проверки включают допуск по толщине продукции, ширину рулона, внешнюю упаковку, этикетки, отделку внутренней поверхности, химические компоненты и т. д.
Процесс прокатки и светлого отжига усовершенствованный прокатный каландр для превращения горячекатаного исходного рулона из нержавеющей стали толщиной 2,0–3,0 мм в полосовой рулон из нержавеющей стали толщиной от 0,2 до 1,0 мм.
 Первый процесс светлого отжига: полоса из нержавеющей стали толщиной 0,2–1,0 мм подвергается светлому отжигу. Полоса может быть быстро охлаждена на линии непрерывного отжига. Скорость движения полосы из нержавеющей стали на линии составляет около 60–80 м/мин.
Первый процесс светлого отжига: полоса из нержавеющей стали толщиной 0,2–1,0 мм подвергается светлому отжигу. Полоса может быть быстро охлаждена на линии непрерывного отжига. Скорость движения полосы из нержавеющей стали на линии составляет около 60–80 м/мин.Процесс обезжиривания
Очистка остаточного масла на поверхности полосы из нержавеющей стали из-за пятен в процессе прокатки.
Принцип заключается в использовании химической реакции (реакции омыления) между щелочным реагентом и жиром на поверхности стальной полосы для удаления жира.
Скорость всей линии составляет около 60 м/мин, что позволяет обрабатывать полосу из нержавеющей стали толщиной 0,02–1,0 мм.
Процесс правки с растяжением
Когда полоса из нержавеющей стали прокатывается на 20-валковом стане толщиной 0,02–0,8 мм, это труднодеформируемый металл.
Дефекты, образующиеся при уменьшении половины ширины стальной полосы, несколько больше.
Ведет себя как очень широкая односторонняя волна. Эта волна имеет очень низкую амплитуду и очень большую длину волны.
Основная причина – неправильная «пластинчатость» металлической пластины рулона или асимметрия положения среднего ролика.
Проявление в том, что края стальной полосы слегка изогнуты, что более заметно после процесса продольной резки.
В условиях полного размягчения и выравнивания больших напряжений использование правки с изгибом и растяжением является единственным методом, который может устранить напряжение стальной полосы.
В этом процессе правки стальная полоса растягивается под контролируемым натяжением.
В этом процессе стальная полоса проходит через набор слегка смещенных роликов и изгибается, в результате чего стальная полоса слегка растягивается.
После правки распределение напряжения во всей полосе стали более равномерное, а форма листа более прямая.
Даже после резки, вырубки, штамповки, формовки и полировки он всегда имеет эту хорошую функцию.
Первоначально различные дефекты «формы листа», о которых говорилось выше, вызваны неравномерным растяжением во время прокатки.
В процессе растяжения и правки при изгибе к недостаточно деформированному участку прикладывается дополнительное натяжение для уменьшения дефектов формы листа более чем на 90%.
Линия натяжно-правильных агрегатов оснащена системой автоматического управления плитой.
Высочайший уровень контроля и управления производственным процессом обеспечивает прямолинейность металлической полосы различной твердости.
Процесс продольной резки
Для процесса продольной резки полос различной толщины наша команда будет использовать малые и большие продольно-резательные станки. Наши более крупные продольно-резательные станки могут резать горячекатаные исходные рулоны непосредственно с завода. Толщина от 2мм до 6мм.
А тем временем мы используем небольшие станки для резки узких рулонов полосы на прецизионные полосы. Толщина от 0,02 мм до 1,0 мм.
Наши работники будут производить регулировку между рулонами и режущими инструментами, когда они готовятся к резке, чтобы максимально уменьшить заусенцы на краях полос.
Процесс контроля
У нас есть полный контроль и контроль маршрута во время массового производства металлических полос.
Тщательная проверка полос из нержавеющей стали после их изготовления.
Современное контрольно-измерительное оборудование будет поддерживать каждый процесс контроля.
После того, как все конечные продукты готовы, отдел контроля качества занимается следующими проверками, такими как металлографический анализ, проверка механических характеристик, проверка прямолинейности, формы листа, чистоты поверхности, проверки допусков по толщине и ширине.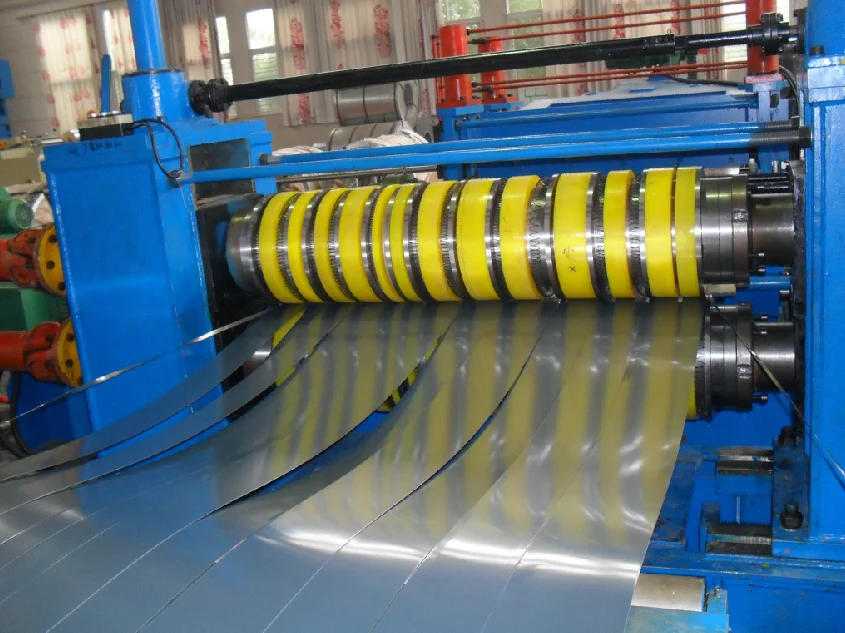
Процесс упаковки
Изысканная стандартная морская упаковка в определенной степени отражает услуги одного поставщика. Это сильно влияет на дальнейшие планы клиента.
Один из видов упаковки называется деревянным поддоном. А деревянные поддоны для фумигации и поддоны без фумигации — это два типа поддонов.
Типы упаковочных полосок «глаза в глаза» или «глаза в стену» будут приняты перед отгрузкой.
Поверхность металлических полос будет упакована водонепроницаемой бумагой. Затем нанесите пленку ПВХ на эту бумагу.
После этого обвязочная лента будет использоваться для скрепления поддонов и штрипсовых изделий.
Перед тем, как поместить металлические полоски в деревянный ящик, полоски тщательно упаковываются.
Деревянный корпус и четыре уголка должны быть не меньше внешнего диаметра всех полос.
Кроме того, на эти морские стандартные упаковки наклеены прозрачные этикетки для облегчения идентификации технических характеристик этих металлических полос и информации о качестве.