Почему нельзя арматуру варить: Почему арматуру вяжут, а не сваривают при армировании фундаментов и других конструкций из железобетона
Почему нельзя варить арматуру?
Почему нельзя варить арматуру?
Стройматериалы
Содержание
- 1 1. Связанная проволокой арматура обеспечивает подвижность конструкции
- 2 2. Существует риск прожечь металл
- 3 3. Узлы соединения арматуры при сварке – наиболее уязвимые места в конструкции
- 4 4. Для производства сварочных работ нужно электричество
Первый дом из железобетона построили более 150 лет назад. И это был прорыв в строительной индустрии. Гениальное изобретение материала, соединяющего в себе достоинства бетона и металла, открыло новые горизонты в промышленном и гражданском строительстве.
Что же такое железобетон? Это армированный металлическими стержнями бетон, действующий с металлом как единое целое. Комбинация двух прочных материалов позволяет работать конструкциям, изготовленным из них, как на сжатие, так и на растяжение.
Стержни арматуры, прежде чем их залить бетоном, скрепляют в каркас или сетку. Есть два способа соединения стержней – вязка проволокой и сварка.
Есть мнение, что соединять стержни электросваркой нежелательно. Какие же аргументы приводят специалисты, утверждающие, что арматуру лучше соединять проволокой, рассмотрим ниже.
1. Связанная проволокой арматура обеспечивает подвижность конструкции
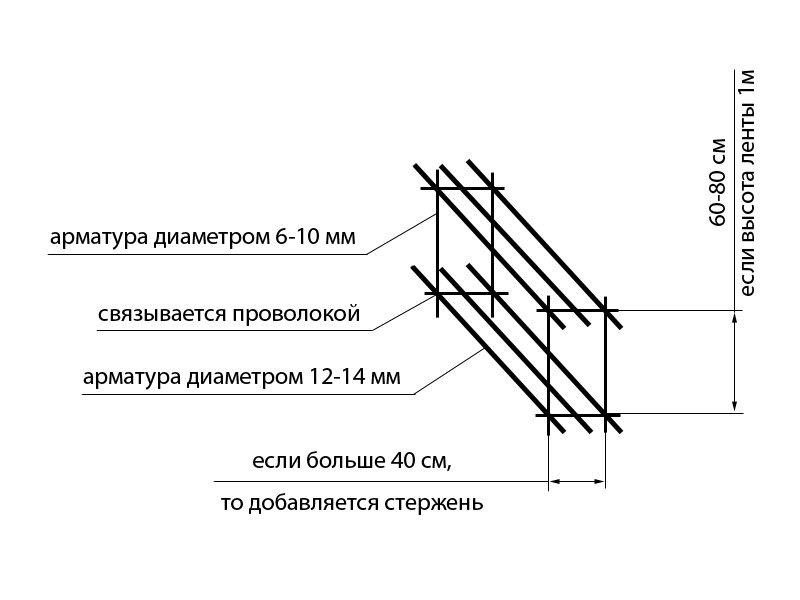
И это действительно так. Рассмотрим на примере заливки ленточного фундамента. Грунт в процессе заливки фундамента может слегка сдвинуться. В случае если фундамент слегка уведет в сторону, сдвинется в нужном направлении и арматура, скрепленная проволокой. Если каркас из арматуры сварить, подвижка грунта непременно приведет к расколу фундамента.
2. Существует риск прожечь металл
Для металлического каркаса применяют арматуру различных диаметров, в том числе и небольших. А ней работать непросто – можно прожечь металл. Добавьте к этому стесненные условия и зачастую недостаток освещения. Даже опытному специалисту в таких условиях нелегко обеспечить идеальное качество работы. Что будет если прожечь арматуру каркаса? Разумеется, нарушится прочность всей конструкции. А если речь идет о фундаменте, отразится такой дефект и на прочности сооружения в целом.
Даже опытному специалисту в таких условиях нелегко обеспечить идеальное качество работы. Что будет если прожечь арматуру каркаса? Разумеется, нарушится прочность всей конструкции. А если речь идет о фундаменте, отразится такой дефект и на прочности сооружения в целом.
3. Узлы соединения арматуры при сварке – наиболее уязвимые места в конструкции
Нагретый сваркой металл становится мягче и пластичнее. Нарушается структура металла и это необратимо. Получается, что свариваемые узлы арматуры, вместо того чтобы служить элементом прочности каркаса, наоборот ослабляют его.
4. Для производства сварочных работ нужно электричество
Зачастую строительные работы проводятся в местах, где не подведено электричество. Конечно, выход есть. Для сварки используют сварочные генераторы. Но как это влияет на стоимость строительства? Естественно, использование дополнительного оборудования ведет к удорожанию строительных работ.
Вывод напрашивается сам. Слишком серьезны и убедительны доводы специалистов, утверждающих, что арматуру для каркаса лучше все же связывать.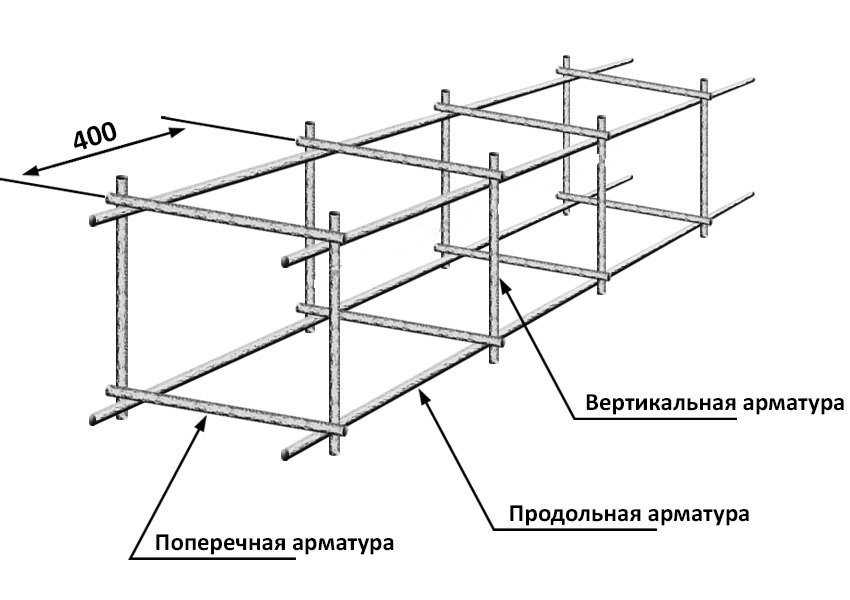 Ведь речь идет о качестве, долговечности и надежности строительной конструкции. Да и о стоимости работ, что тоже немаловажно.
Ведь речь идет о качестве, долговечности и надежности строительной конструкции. Да и о стоимости работ, что тоже немаловажно.
Источник: Сайт ООО «Виаторг-Юг».
«Скелет» бетонного сооружения — Реальное время
Недвижимость
00:00, 04.05.2022 Сюжет: Дом в фокусе
Секреты арматурного каркаса
И фундаменты, и перекрытия, и стены — все бетонные изделия остаются крепкими и прочными, только если в них правильно собран каркас из арматуры. Нюансов здесь хватает: важно правильно подобрать сечение, рассчитать оптимальный шаг по предполагаемой нагрузке, правильно соединить элементы, а заливая все это добро бетоном — оставить необходимый защитный слой, чтобы арматура не ржавела. Словом, для бетонного монолита очень важно, чтобы арматурный каркас был сделан на все сто. Поговорим о некоторых нюансах.
Часто арматуру для строительства закупают загодя. Например, это выгодно делать в конце строительного сезона, когда спрос на материал немного падает, а вместе с ним — и цены. Возникает вопрос: как хранить материал, чтобы не дать ему заржаветь? Ведь главный враг металлической арматуры — конечно же, влага, да и прямые солнечные лучи ей тоже не идут на пользу.
Например, это выгодно делать в конце строительного сезона, когда спрос на материал немного падает, а вместе с ним — и цены. Возникает вопрос: как хранить материал, чтобы не дать ему заржаветь? Ведь главный враг металлической арматуры — конечно же, влага, да и прямые солнечные лучи ей тоже не идут на пользу.
Идеальный вариант — сухое закрытое помещение. Например, какой-нибудь гараж или ангар. Но такую роскошь могут себе позволить далеко не все. Второй вопрос, который стоит провентилировать, — нет ли возможности выкупить арматуру, но оставить ее до часа икс на складе у продавца. Некоторые продавцы идут навстречу и предоставляют такую возможность.
Но чаще всего приходится решать вопрос по-другому. Поскольку класть арматуру прямо на землю нельзя, то надо озаботиться деревянным настилом. Некоторые применяют для этого использованные паллеты. Сверху от дождя и снега материал нужно защитить навесом, тентом или укрывным материалом, наподобие баннера.
Отдельно обратите внимание на правильное складирование — это зависит от того, с какой именно арматурой вы имеете дело. Если это прутья — их надо отсортировать по диаметру и длине и укладывать в стопки, перевязывая проволокой. Элементы должны лежать в стопке ровно, иначе она развалится. Если речь идет о рулонных арматурных сетках — их ставят на настил вертикально.
Если это прутья — их надо отсортировать по диаметру и длине и укладывать в стопки, перевязывая проволокой. Элементы должны лежать в стопке ровно, иначе она развалится. Если речь идет о рулонных арматурных сетках — их ставят на настил вертикально.
Все зависит от того, насколько сильно поражена поверхность металлического прута. Можно ли использовать ржавую арматуру, зависит только от степени процесса. Например, если ржавчину можно спокойно смахнуть тряпкой или зачистить шкуркой — такую арматуру можно использовать. Но плотный налет ржавчины все же перед этим нужно снять.
А вот если на поверхности металла уже есть язвы коррозии, то использовать такой материал, к сожалению, нельзя, если вы хотите по-настоящему прочный и долговечный дом. Дело в том, что коррозия металла — это полноценная деструкция, которая сильно снижает прочность и другие характеристики металла. А в фундаменте арматурный каркас выполняет ключевую роль. От качества каркаса зависит в целом прочность монолита и то, сколько лет он прослужит.
От качества каркаса зависит в целом прочность монолита и то, сколько лет он прослужит.
В частном домостроительстве арматуру советуют связывать, а не сваривать. Да, при строительстве многоэтажных домов для ускорения процесса арматурные детали свариваются, но там используется особая технология отжига и низкоуглеродистая арматура. Дело в том, что если вы купите обыкновенную арматуру с рифлением и приметесь ее варить, то в месте соединения поперечное сечение станет тоньше и узел ослабится. В местах сварки изменятся свойства металла, а значит, конструкция будет менее прочной.
Если же связывать арматуру — сохранится и прочность каркаса, и характеристики металла. Причем вяжут ее самыми разнообразными способами. Например, если речь идет о фундаменте, то, связывая арматуру металлической проволокой, можно использовать различные приспособления. Это могут быть покупные или самодельные крючки (вязальный элемент вращается в их рукоятке), пистолет для вязки (это самый дорогой способ, требующий еще и специальных катушек с проволокой). А можно вязать не проволокой, а толстыми пластиковыми хомутами — получается гораздо быстрее.
А можно вязать не проволокой, а толстыми пластиковыми хомутами — получается гораздо быстрее.
Один из главных нюансов технологии изготовления железобетонных изделий — соблюдение толщины защитного слоя бетона. Иными словами, нельзя заливать арматуру так, чтобы кончики прутьев выглядывали наружу. Бетон защитит каркас от коррозии, но только если защитный слой будет достаточной толщины. В противном случае мы увидим такой знакомый нам пейзаж с кусками бетона, осыпающимися с проржавевшего каркаса. Минимальный защитный слой — 1 см, но это, повторимся, самый минимум. Если диаметр прута арматуры больше, то минимальный защитный слой нужно будет увеличить до этого значения. Есть нормативы толщины защитного слоя для разных типов железобетонных элементов:
- плиты внутри помещений и перекрытия — 20 мм, если помещение влажное — 25 мм;
- наружные изделия, где нет дополнительной защиты от условий среды — 25 мм;
- в земле, без дополнительной защиты — 40 мм;
- в фундаменте, без дополнительной защиты в виде подсыпки или подбетонки — 70 мм;
- в фундаменте с подсыпкой — 40 мм.


Выдержать защитный слой и сделать его одинаковым по всему объему изделия поможет фиксатор арматуры. Он фиксирует каркас в заданном положении и не дает ему гулять при заливке. Обычно фиксаторы бывают пластиковыми, у них может быть разная форма и жесткость. При бетонировании они не ломаются от нагрузок, не смещаются и не снимают прочность монолита. Можно использовать и самодельные фиксаторы — их, к примеру, делают из ПНД-трубы, нарезанной на куски нужной длины.
Людмила Губаева
Недвижимость ТатарстанAWS 1.4/D1.4M:2011 Процедуры и требования к сварке арматуры
Сборка арматурной сетки для армирования требует нескольких способов крепления, одним из которых является сварка. Согласно AWS 1.4/D1.4M:2011, при сварке арматуры будет обеспечена целостность армированной конструкции (композитный железобетон).
Если требуется ручная дуговая сварка арматурной стали, то свариваемость арматурной стали и совместимость процедур сварки необходимо тщательно учитывать и строго контролировать. Используя химический состав стали, который описывается номером углеродного эквивалента (CE), мы определяем свариваемость стали.
Используя химический состав стали, который описывается номером углеродного эквивалента (CE), мы определяем свариваемость стали.
8 Эквивалент углерода Факты, которые необходимо знать при сварке арматуры
1. Основным упрочняющим элементом стали является углерод.
2. Твердость и прочность на растяжение обратно пропорциональны пластичности и свариваемости. Следовательно, при увеличении содержания углерода до 0,85% увеличиваются твердость и прочность на разрыв.
3. По мере повышения пластичности и свариваемости содержание углерода будет уменьшаться.
4. CE представляет собой эмпирическое значение в весовых процентах, которое связано с комбинированным воздействием различных легирующих элементов, используемых при производстве углеродистой стали, или эквивалентного количества углерода.
5. Чем выше свариваемость материала, тем ниже значение CE.
6. Для расчета значения используется математическое уравнение. Кодекс сварки предусматривает два выражения при расчете CE. Минимальные температуры предварительного нагрева и температуры между проходами определяются по таблице 5.2 кода после расчета номера CE.
7. Нередко при переделке и дополнении существующих конструкций отчеты об испытаниях материалов недоступны, а химический состав неизвестен. Когда это происходит, код требует, чтобы самая высокая температура предварительного нагрева и межпроходная температура для желаемого размера арматурного стержня была установлена на:
a. 300° F (150° C) для стержней 6 и меньше
b. 500°F (260°C) для баров с номером 7 и выше
8. Требования к предварительному нагреву и промежуточному проходу несколько смягчены, если химический состав для ASTM A706 неизвестен или не получен. Требования к предварительному нагреву следующие:
а. Предварительный нагрев не требуется для баров номер 6 и меньше
b. 50°F (10°C) для стержней от 7 до 11
50°F (10°C) для стержней от 7 до 11
c. 200°F (90°C) для номера 14 и больше
d . Когда температура материала ниже 32° F (0° C), Кодекс требует, чтобы материал был предварительно нагрет как минимум до 70° F (20° C) и выдерживался во время процесса сварки (как и при любой сварке).
Разделы 4 и 5
В разделах 4 и 5 Кодекса можно найти соответствующие допустимые напряжения и детали конструкции. Здесь приводится широкий спектр деталей, включая прямые стыковые соединения, непрямые стыковые соединения, соединения внахлестку и соединения сборных элементов. Учитывайте влияние эксцентриситета при проектировании соединений внахлестку, если внешнее ограничение не предусмотрено.
Раздел 6
Качество изготовления в отношении разработки основного металла, сборки соединения, деформации и качества рассматриваются в разделе 6. Не допускается сварка стержней, которые пересекаются, и сварка в пределах двух диаметров стержня от точек касания для радиуса изогнутых стержней. Местное охрупчивание армированной стали может развиваться в результате сварки поперечных стержней.
Местное охрупчивание армированной стали может развиваться в результате сварки поперечных стержней.
Когда арматурные стержни уже заделаны в бетон, для предотвращения выкрашивания или растрескивания бетона или разрушения связи между бетоном и сталью должны быть сделаны допуски на тепловое расширение стали. Приемлемые и неприемлемые профили угловых и разделочных сварных швов показаны в разделе 4 свода правил.
Раздел 7
Методы сварки обсуждаются в Разделе 7. Метод включает в себя выбор присадочного металла, минимальные температуры предварительного нагрева и температуры между проходами, условия сварки, зажигание дуги, очистку, ход сварки, основной металл с покрытием и сварку. электроды. Допускается дуговая сварка металлическим электродом в среде защитного газа (SMAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW) или дуговая сварка с флюсовой проволокой (FCAW). Другие методы могут использоваться, если они утверждены инженером записи.
Крайне важно выбрать правильные сварочные электроды, совместимые с основным металлом. Неправильный выбор может привести к микротрещинам в зоне термического влияния, что может привести к выходу соединения из строя.
Если они не соответствуют всем требованиям к конструкции и контролю, прихваточные швы D1.4 не допускаются. Арматурный стержень в месте сварки становится восприимчивым к металлургическому эффекту надреза и ослабевает при использовании прихваточного шва.
Раздел 8
Раздел 8 относится к квалификации сварщиков и проверкам соответственно. Квалифицированные сварщики должны выполнять всю сварку конструкций, а квалифицированные инспекторы должны проверять работу. При испытании квалификация WPS должна включать конкретный тип и размер свариваемого соединения.
Инспекторы также должны иметь квалификацию. Приемлемые требования включают в себя сертификацию AWS, сертификацию Канадского бюро сварки или наличие инженера/техника, прошедшего обучение или опыт в области изготовления металлов, инспекции и испытаний, а также обладающего квалификацией для проведения инспекции работ.
Регистрационный инженер может запросить подтверждение квалификации сварщика. В Приложение А для информационных целей включены следующие образцы форм: Протокол аттестации процедуры (PQR), Спецификация процедуры сварки (WPS) и Протокол аттестации сварщика.
Крайне важно иметь Протоколы аттестации процедур (PQR), Спецификации процедур сварки (WPS) и Протоколы аттестационных испытаний сварщиков при сварке арматурных стержней для обеспечения структурной целостности. Приложение CEI Pro-Write предоставляет все эти записи. Для получения дополнительной информации о ProWrite нажмите здесь.
Ресурс:
Журнал конструкций
Можно ли сваривать сталь с алюминием? – Сделай из металла
И алюминий, и сталь хорошо поддаются сварке. При сварке стали со сталью и алюминия с алюминием нет никаких проблем. Но что происходит, когда вам нужно пересечь границы и соединить эти непохожие металлы?
Можно ли сваривать сталь с алюминием? Сталь нельзя приваривать к алюминию с помощью обычных методов сварки, таких как SMAW (дуговая сварка), GMAW (MIG) или GTAW (TIG). Однако есть некоторые обходные пути и альтернативы, которые могут обеспечить приемлемые результаты.
Однако есть некоторые обходные пути и альтернативы, которые могут обеспечить приемлемые результаты.
В этой статье я расскажу, какие процессы могут на самом деле соединять эти два непохожих материала, на что нужно обратить внимание и какие существуют практические альтернативы.
Содержание
Почему нельзя сваривать сталь с алюминием
Одной из основных причин, по которой нельзя сваривать сталь с алюминием с помощью сварочного аппарата в гараже, является слишком высокая температура плавления двух металлов.
Просто ради разрешения любого спора, вот что происходит, когда вы пытаетесь сварить два металла вместе TIG:
В итоге я использовал стальной наполнитель. Алюминий под сталью начал таять еще до того, как сталь образовала лужу. Я компенсировал это, добавив тонну стального наполнителя, чтобы два материала соединились.
Алюминий плавится при температуре около 1200 градусов по Фаренгейту, а сталь плавится при температуре около 2700 градусов по Фаренгейту. Обычно это означает, что алюминий полностью расплавится еще до того, как сталь начнет светиться. Даже если вам удастся собрать металл, он не расплавится. Вы просто получите шарики стали, которые очень легко удерживаются грязным мусорным алюминием.
Обычно это означает, что алюминий полностью расплавится еще до того, как сталь начнет светиться. Даже если вам удастся собрать металл, он не расплавится. Вы просто получите шарики стали, которые очень легко удерживаются грязным мусорным алюминием.
В результате получается «сварной шов», который лопается, если посмотреть на него неправильно. См. ниже.
Это буквально не требовало силы, чтобы развалиться. Несмотря на то, что это выглядело так, как будто материал слился воедино (здесь есть технический термин), металлы просто не сплавились.
Еще одна причина, по которой это не работает, заключается в том, что тепловое расширение алюминия и стали сильно различается. Алюминий будет расти примерно в два раза быстрее, чем сталь, когда он нагревается. Это означает, что по мере остывания металла место сварки может треснуть под нагрузкой.
Есть также куча других причин, по которым сварка стали с алюминием на самом деле не работает, например, разная теплопроводность, разные преобразования решетки, побочные осадки и другие научные вещи.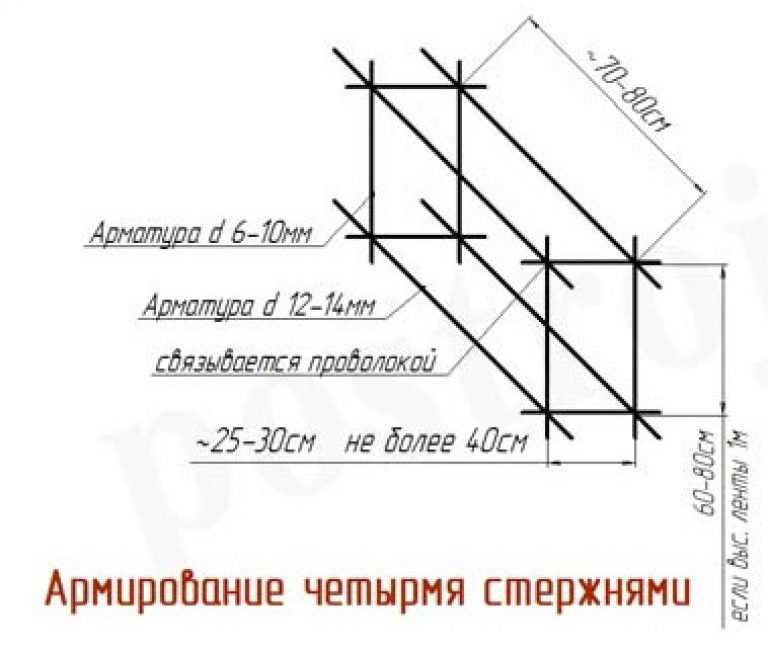
Дело в том, что его нельзя сваривать TIG, MIG или дуговой сваркой. Если только вы не используете биметаллические переходные вставки, т.е.
Биметаллические переходы
Это решение наиболее часто используется на кораблях, теплообменниках и трубопроводах.
По сути, это просто вставка, стальная с одной стороны и алюминиевая с другой. Они достаточно толстые, чтобы вы могли использовать обычную технику GMAW или GTAW и сваривать стальную сторону со сталью, а алюминиевую сторону с алюминием.
Эти вставки предварительно соединяются, как правило, с использованием технологии горячей прокатки или сварки горячим давлением (сварка взрывом). Они действительно могут выдерживать удивительное усилие, а сварные соединения с этими вставками очень прочные. Согласно некоторым спецификациям MIL, эти склеенные вставки должны иметь как минимум 1/4 прочности на растяжение алюминия, хотя они часто приближаются к 1/2.
В этом видео очень хорошо показано, как происходит этот процесс сварки взрывом и что получается в результате этого процесса:
 youtube.com/embed/XMSaX-3tOUw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/XMSaX-3tOUw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Если вам нужно сварить алюминий со сталью, это, вероятно, ваш лучший выбор.
Обратная сторона?
Их почти невозможно найти, если вы работаете в небольшой мастерской или любители. Это специальные продукты, которые обычно изготавливаются на заказ и очень дороги, с огромным минимальным объемом заказа.
Алюминирование
Это слово придумал не я. Алюминированная сталь — это металл, который чаще всего подвергается процессу горячего погружения в алюминиево-кремниевый сплав. Есть и другие способы сделать это, например, гальваническое покрытие, но метод горячего погружения является наиболее распространенным.
Это непрактичный способ сварки больших кусков стали с большими кусками алюминия.
Причина, по которой я поднимаю этот вопрос, заключается в том, что, похоже, в Интернете циркулирует некоторая дезинформация по этому поводу.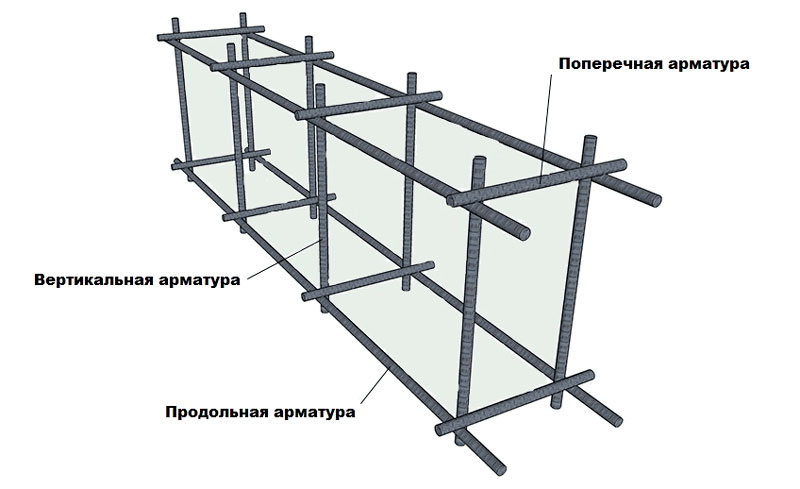 Есть несколько сайтов, где говорится, что вы можете приварить алюминиевый блок к куску алюминированной стали. Вы не можете. Все, что вы можете сделать, это приварить алюминированную сталь к обычной стали.
Есть несколько сайтов, где говорится, что вы можете приварить алюминиевый блок к куску алюминированной стали. Вы не можете. Все, что вы можете сделать, это приварить алюминированную сталь к обычной стали.
Причина в том, что при нагревании до температуры, достаточной для расплавления стали под ним, тонкое алюминиевое покрытие уже давно сгорело. Это просто не работает.
Пайка
Чтобы было ясно, для этого требуются определенные навыки. Пайка может быть возможным решением, когда вам нужно что-то вроде сварки для соединения стали с алюминием.
Однако пайка будет не имеют прочность, сравнимую со сваркой взрывом. Вам понадобится большая площадь поверхности, чтобы детали склеились, а прочная механическая посадка будет иметь большое значение для предотвращения развала вещей.
Предполагая, что вы уже знакомы с тем, как работает пайка, вот общий обзор того, как это сделать:
- Начните со смачивания стали припоем с содержанием серебра 56%.
- Используйте алюминиевый припой, такой как Aluxcor 4047, для соединения алюминия со сталью, контактирующей со средой

Вы, вероятно, получите гораздо лучшие результаты при использовании этого двухэтапного метода, чем при одностадийном процессе пайки. Для одноступенчатой пайки сам припой на самом деле довольно мягкий, и вы не получите такой большой удерживающей силы.
Склеивание
Хотя это не обеспечит особенно прочного соединения, использование эпоксидной смолы или другого связующего вещества может вам помочь.
Опять же, вам нужна большая площадь поверхности, чтобы это работало должным образом, но старый добрый тюбик JB Weld может быть всем, что вам нужно для выполнения работы. Убедитесь, что вы действительно уделяете время тщательной очистке обеих частей, и в идеале сотрите склеиваемые поверхности для большей удерживающей способности.
Есть и более дорогие продукты. Промышленные конструкционные эпоксидные смолы 3M великолепны, но они могут быть дорогими и часто имеют длительное время отверждения.
Механическое крепление
Если это возможно, используйте только механическое крепление. Самый простой способ соединить алюминий со сталью — это просто сходить в скобяной магазин.
Используете ли вы болты, заклепки, фальцевые швы или что-то еще, что вам по душе, механическое крепление, безусловно, является лучшим, самым дешевым, быстрым и простым способом соединения разнородных материалов.
Гальваническая коррозия
Это одна вещь, о которой вы должны знать, когда работаете со сталью и алюминием.
Обычно сталь подвержена коррозии, а алюминий обычно считается устойчивым к коррозии.
Соедините два металла вместе и добавьте соленую воду, и вы заметите значительную коррозию алюминия. Это связано с гальванической коррозией.
Необычное объяснение: сталь действует как катод, а алюминий — как анод, а электролит (например, соленая вода) обеспечивает миграцию ионов. Это приводит к окислению анода (алюминия).
Понятное объяснение: алюминий будет подвергаться коррозии в месте контакта со сталью, если он находится в соленой воде.