Перехлест арматуры при вязке таблица: таблицы размеров стыковки всех диаметров по СНиП, правила соединения перехлеста
правила соединения между собой в стык и перехлест, типы и условия сварки, выбор электродов, длина сварного шва
При строительстве железобетонных конструкций, для увеличения прочности бетона, всегда требуется сборка армирующего каркаса из арматуры. Для ее соединения может применяться сварка арматуры, при которой получается надёжное и долговечное соединение, не уступающее по характеристикам цельному металлическому прутку аналогичного диаметра, если сварное соединение арматуры выполнено по технологии.Какую арматуру использовать для сварки каркасов?
Для сварки при изготовлении армокаркасов используют горячекатаные прутки марки Ап600С, А800С, Ат1000С, А600С, А500С, А400С и А240, а также холоднодеформированная арматура класса В500С и Вр-1. Сварку проводят электродуговым способом с формированием ванны или внахлест, так как соединения имеют оптимальное соотношение прочности и пластичности, а при нагрузках не деформируются и не лопаются, при условии что сварочные работы выполнены по технологии.
Все классы арматуры приведенные выше имеют периодический профиль, кроме А240, она гладкая.
Подходящие по диаметру прутки для дуговой сварки – 10 до 40 мм, подбираются под каждый проект индивидуально в зависимости от требований к прочности конструкции и другим механическим характеристикам. Контактную сварку можно применять для стержней диаметром от 3 до 40 мм, в зависимости от класса используемой арматуры.
При создании арматурных каркасов используют поперечные и продольные элементы. Подбирают их так, чтобы сечение поперечных прутков было меньше, чем у продольных.
Рекомендации по работе
Такие операции, как сварка кладочной сетки и арматурных каркасов проводят с применением специального оборудования. Прутки диаметром не более 26 мм соединяют на аппаратах точечной сварки. При большей толщине работа проводится ручной электросваркой.
При сварке сеток и каркасов из холоднокатаной стали режим выбирается с большой силой сварочного тока, но сваривание происходит небольшими отрезками. Стыкуемые концы обязательно зачищают от ржавчины, смазки и грязи.
Стыкуемые концы обязательно зачищают от ржавчины, смазки и грязи.
При работе на контактной сварке периодически следует проводить зачистку контактных поверхностей электродов, диаметр которых должен быть не менее 12 мм.
Фундаментное армирование – это одна из основных работ при закладывании фундамента здания. От качества и надежности стыков зависит срок службы дома. Поэтому сварку каркасов и укрупнительную сборку должен проводить квалифицированный специалист.
Способы соединения арматуры сваркой
Арматура для создания каркасов при бетонировании может быть соединена следующими способами:
- внахлёст;
- встык;
- крестообразным способом.
Внахлёст
Пример сварного шва нахлесточным способом.
Соединение арматуры внахлёст допустимо на тех участках, на которых не предполагаются высокие нагрузки. Способ подходит для соединения прутков одинакового диаметра. Стержни должны быть горизонтально расположенными.
На схеме ниже показано как правильно варить арматуру, также прилагается таблица размеров сварочного шва в зависимости от используемого класса арматуры.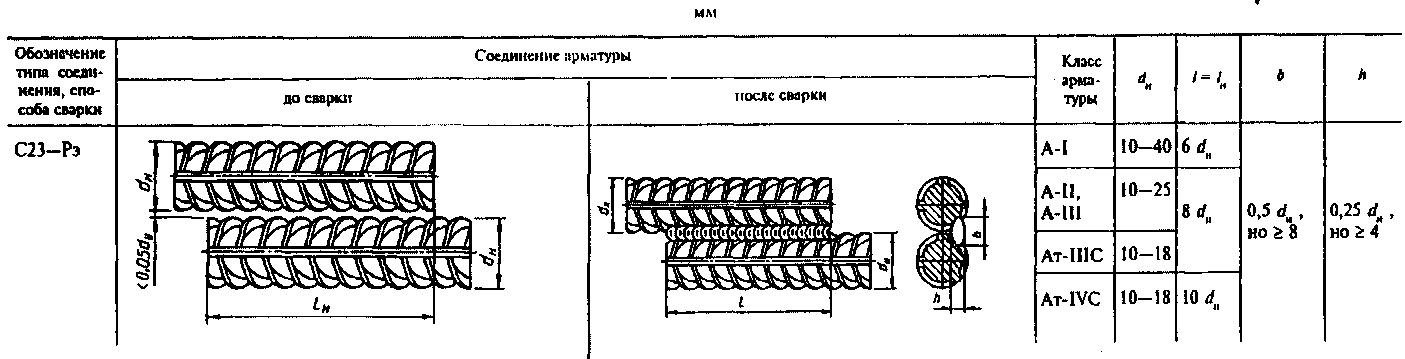
Также соединение внахлест методом сварки, может быть выполнено с помощью парных накладок из арматуры диаметр которой равен свариваемой, со смещением и без. Смотрим схему и таблицу размеров нахлеста арматуры ниже.
Минимальный диаметр арматуры для сварки дуговым ручным способом нахлесточным соединением, равен 10 мм, а при контактно рельефной 6 мм.
Встык
Арматура соединяется встык в том случае, когда её диаметр составляет от 10 до 40 мм. Перед соединением прутки кладутся так, чтобы между ними был небольшой зазор. В районе стыка устанавливаются накладки или U-образная скоба. Это требуется для того, чтобы формировалась ванна металла с заданными характеристиками и в расплав не попадал из воздуха углерод. После завершения сварочных работ накладки снимают. Такой метод называют ванная сварка арматуры, может выполняться непосредственно на строительном объекте, чаще всего применяется при армировании колонн, для стыковки вертикальных стержней.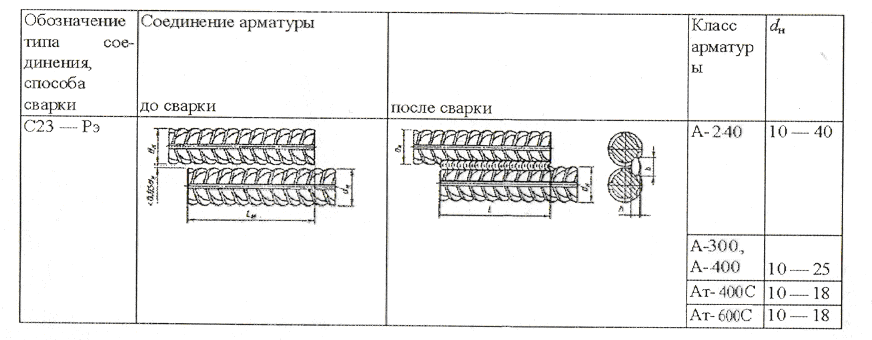
Данный способ является одним из самых надёжных и позволяющих работать под любым углом. Недостатком считается повышенный расход электродов. Также данные работы требуют от сварщика определённых знаний и мастерства.
В настоящее время чаще всего используют U – образные ванночки, в которых сваривается арматура, смотрим фото ниже.
Пример сварки арматуры ванно-шовным способом на стальной скобе-накладке.
Крестообразная точечная сварка
Для крестообразного метода используют контактно точечный способ сварки и дуговым фланговыми швами (прихватками), реализуют в вертикальной или горизонтальной позиции.
Пример крестообразной сварки арматуры дуговым ручным способом (прихватками).
Контактный тип сварки преимущественно используется в заводских условиях для создания арматурной сетки. Для его реализации необходимы сварочные автоматы. Точечная сварка относится к высокопроизводительным методам, однако для этого требуется использование габаритного оборудования, а также возникнут значительные затраты на электроэнергию.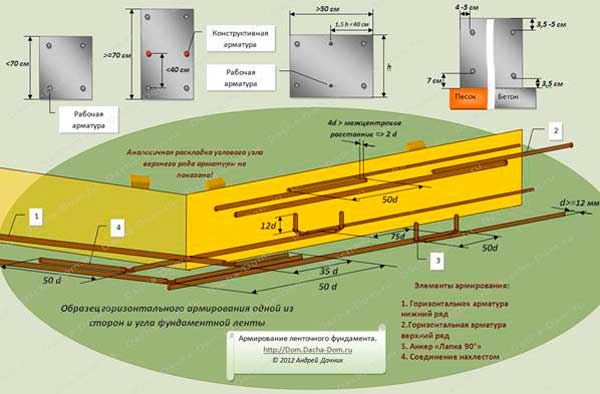
Процесс соединения арматуры контактной сваркой.
Для сваривания стальных прутков выполняют зачистку их поверхности, затем зажимают специальными клещами и подают краткий электроимпульс. Точек сварки делают несколько для надёжной фиксации соединяемых деталей.
Фиксация в армировании и зависимость от нагрузок
Частные дома, дачи, хозяйственные постройки, мастерские и другие малоэтажные здания оказывают относительно небольшую нагрузку на основания. В слабо нагруженных фундаментах целесообразно использовать метод ручной или машинной вязки арматуры. Металлические прутья обвязывают специальной вязальной проволокой.
Обратите внимание! Способ вязки не позволяет добиться жестких и неподвижных соединений. При высоких нагрузках вязальная проволока может растягиваться, из-за этого между арматурными стержнями возникает зазор в точках их обвязки, и прочность каркаса снижается.
В фундаментах массивных многоэтажных зданий категорически недопустимо смещение арматурных стержней друг относительно друга. Поэтому вместо вязальной проволоки все элементы каркасов в фундаментах соединяют жесткими и неподвижными сварными соединениями. Такой метод позволяет добиться максимальной стабильности армирующей конструкции и значительно повысить ее прочность.
Поэтому вместо вязальной проволоки все элементы каркасов в фундаментах соединяют жесткими и неподвижными сварными соединениями. Такой метод позволяет добиться максимальной стабильности армирующей конструкции и значительно повысить ее прочность.
Как выбрать электроды?
При проведении сварочных работ часто используют следующие типы электродов:
- УОНИ-13/55У. Подходят для сварки с формированием ванны расплавленного металла. Электроды обеспечивают высокое качество сварного шва.
- АНО-21. Используется с инверторами для сварки арматуры прямо по ржавчине без зачистки. Позволяет располагать электрод под любыми углами к свариваемой поверхности.
- ТМУ-21У. Применяют для дуговой сварки ответственных конструкций. Специальная обмазка гарантирует отсутствие разбрызгивания расплавленного металла, а также стабильное горение дуги. Шлак отделяется без проблем.
- УОНИ-13/45. Используются исключительно для арматурных прутков, выполненных из низколегированной или углеродистой стали.
 Шов обладает оптимальным соотношением прочности и пластичности, поэтому под нагрузкой не лопается и не растрескивается.
Шов обладает оптимальным соотношением прочности и пластичности, поэтому под нагрузкой не лопается и не растрескивается. - ОЗС-12. Самый лучший выбор, если требуется создать сварочный шов с равномерной структурой без пор, шлаков и окислений.
 Шов обладает оптимальным соотношением прочности и пластичности, поэтому под нагрузкой не лопается и не растрескивается.
Шов обладает оптимальным соотношением прочности и пластичности, поэтому под нагрузкой не лопается и не растрескивается.Опытные сварщики 5 разряда могут самостоятельно выбрать оптимальный электрод для создания шва, который полностью будет соответствовать требованиям по эксплуатации конструкции. Но чаще всего в проекте есть предписания с требованиями к сварному шву и виду используемого электрода.
Диаметр прутков выбирается так:
- Для арматуры диаметров 5-8 мм используют электроды с сечением до 3 мм.
- Для прутков диаметром 8-10 мм рекомендуется применять электроды, сечение которых составляет 3-4 мм.
- Для толстой арматуры с диаметром от 10 мм используют электроды диаметром от 4 мм.
По маркировке осуществлять подбор можно так:
- «Н» – для наплавки металла;
- «У» – для сплавов с низким содержанием углерода;
- «Т» – для легированных сталей с повышенной термостойкостью;
- «Э» – универсальные электроды, предназначенные для создания пластичных швов.

Технология сварки
Сварка арматуры выполняется в такой последовательности:
- Прутки срезают болгаркой или на гильотине до требуемой длины.
- С поверхности удаляют грязь, концы на расстояние примерно 30-40 мм зачищают наждачной бумагой или специальной насадкой-щёткой по металлу для болгарки.
- Арматуру устанавливают в её основное положение, которое определено по проекту. Максимальное отклонение от расчётов не должно превышать 5%. Зазор между торцами должен быть от 1,5 до 2-х диаметров сечения прутков.
- На прутки в месте стыка надеваются накладки или скобы. Они предназначены для исключения случаев расплёскивания расплавленного металла. Обычно это графитовые или керамические многоразовые накладки. Фиксация выполняется на струбцину или при помощи обвязочной проволоки.
- В случае использования металлических накладок их предварительно прихватывают к арматуре.
- Электродом чиркают по одному из арматурных прутков, немного подплавляя. Затем проводят быстро между двумя соединяемыми стержнями до тех пор, пока не образуется расплавленная ванна. Если электроды прилипают, то нужно увеличить ток, а если прожигают – использовать стержень меньшей толщины или снизить ток.
- Ожидают, пока шов охладится до температуры окружающей среды.
 Если электроды прилипают, то нужно увеличить ток, а если прожигают – использовать стержень меньшей толщины или снизить ток.
Если электроды прилипают, то нужно увеличить ток, а если прожигают – использовать стержень меньшей толщины или снизить ток.После завершения сварочных работ в обязательном порядке требуется проверка качества шва. Для этого проводят внешний осмотр и выявляют визуально дефекты: трещины, раковины, сколы, подрезы, непровары и т. д. После этого аккуратным простукиванием молотком по шву проверяют его на прочность. Для ответственных конструкций используется гамма-дефектоскопия – самый эффективный и точный метод обнаружения недостатков сварных соединений.
Сваривать или вязать — что эффективнее?
Каждый метод имеет свои преимущества, недостатки и область применения. Выбор в пользу той или иной технологии соединения арматуры в фундаменте делается после тщательного анализа условий проведения работ, расчетных характеристик железобетонной конструкции, свойств почвы на стройплощадке и др.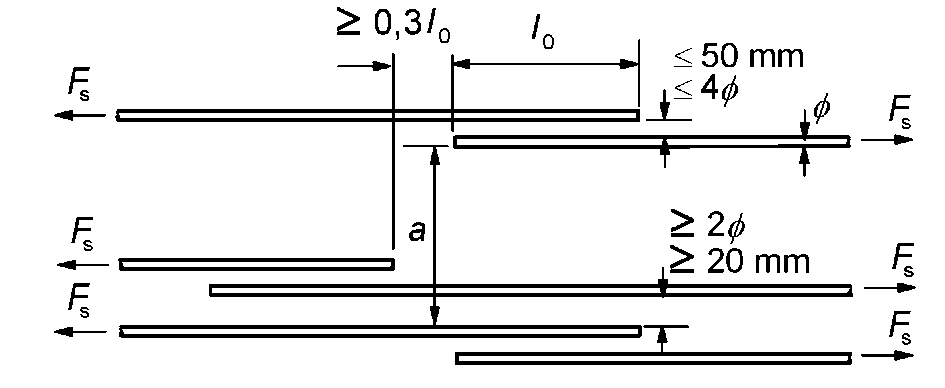
Вязка арматурных стержней будет более эффективна при возведении малоэтажных построек с низкой нагрузкой на фундамент. Такой метод позволяет предотвратить чрезмерное напряжение металла в точках соединений. Также это удешевляет строительство, поскольку для вязки арматуры не нужно применять дорогостоящее сварное оборудование и привлекать высококвалифицированных сварщиков.
Сварка, в свою очередь, позволяет сократить время изготовления железного каркаса для фундамента и повысить его прочностные характеристики. В некоторых случаях эти методы могут комбинироваться. Например, изначально каркас может быть собран при помощи вязальной проволоки. Затем в готовой конструкции сваривают арматурные стержни, которые предварительно скреплены обвязкой.
Обратите внимание! Применение двух видов соединений позволит избежать разрушения каркаса, если одно из них окажется недостаточно надежным и прочным.
Какие меры предосторожности предпринять?
При проведении сварочных работ в обязательном порядке требуется использовать средства индивидуальной защиты: краги, маску, специальную одежду. При использовании электросварки нужно оборудование надёжно заземлять, особенно, если сварка проводится при повышенной влажности воздуха.
При использовании электросварки нужно оборудование надёжно заземлять, особенно, если сварка проводится при повышенной влажности воздуха.
При сваривании арматуры на высоте рекомендуется следовать ряду правил техники безопасности:
- Для удобства доступа к конструкции использовать леса, подмости, люльки, лестницы, ограждённые площадки с настилом из негорючих материалов.
- Если установка перечисленных конструкций невозможна, то в таком случае можно использовать закреплённые элементы в качестве опоры, но со страховкой, если высота более 1,5 от поверхности земли.
- При сваривании ярусных объектов, нужно, чтобы были ограждения: щиты и настилы.
- Оснастка должна защищать от разбрызгивания металла.
- Работы на высоте должны быть прекращены при сильном ветре более 6 баллов и в случае образования наледи, а также, если температура воздуха опустится ниже -30°С.
Кроме того, сварщик должен иметь допуск к высотным работам, подтверждённый соответствующим сертификатом.

Сварка арматуры позволяет создавать надёжные и долговечные каркасы для армирования бетона, которые способны выдерживать необходимые нагрузки. Реализация осуществляется на основе выбора подходящего метода, соответствующего предъявляемым требованиям. По прочности армирующего каркаса сварка превосходит вязку арматуры, однако такая технология требует привлечения сертифицированного специалиста и инструмента.
ГОСТ 14098-91 – главный нормативный документ
ГОСТ 14098-91 распространяется на все без исключения металлоконструкции, для изготовления которых применяются арматурные стержни или проволока. Соответственно, теми правилами, которые прописаны в данном нормативном документе, должны руководствоваться все без исключения строители, выполняющие такую работу, как сварка арматуры.
Расчетные значения в ГОСТе выбраны отнюдь не случайным образом. Они представляют собой результат серьезных лабораторных тестов и испытаний. Это в свою очередь позволяет отразить максимально безопасные параметры, обеспечивающие надежность и беспроблемность эксплуатации здания и сооружения.
Следует понимать, что любое отхождение от установленных стандартов и требований может привести к самым серьезным последствиям. Так, например, здание может не вынести нагрузки и разрушиться. Если сварка арматуры прутьев каркасов – достаточно новая для вас деятельность, лучше не рисковать. При отсутствии соответствующего опыта, более целесообразно будет обратиться за помощью к опытным и квалифицированным специалистам, которые справятся с поставленной перед ними задачей на более высоком качественном уровне.
Нахлест арматури при в’язанні таблиця
Міцний і довговічний фундамент — це армований фундамент. Але армування — операція, що вимагає точності, і в’язання стрижнів арматури внахлест або встик вимагає знання довжини прутів. Зайві сантиметри арматурних прутів здатні деформувати фундамент при яких докладають бічних навантаженнях, порушити його цілісність і загальну надійність. І навпаки — правильний монтаж армокаркаса дозволить уникнути деформування і розтріскування бетонної ж / б плити, збільшити термін служби і надійність фундаменту. Знання технічних особливостей, методів розрахунку довжини прутів, монтажу стиків і вимог СНиП допоможуть в будівництві не один раз.
Знання технічних особливостей, методів розрахунку довжини прутів, монтажу стиків і вимог СНиП допоможуть в будівництві не один раз.
Нормативне підгрунтя і типи з’єднань
Способи в’язання арматурних прутів- З’єднання внахлест без зварного шва;
- З’єднання зварюванням, різьбленням або обпресуванням.
Стик без застосування зварювання найчастіше застосовується в індивідуальному будівництві через доступність і дешевизну методу. Доступна і недорога арматура для в’язки каркаса — класу A400 AIII. Згідно ACI і СНиП забороняється стикувати арматуру нахлестом в місцях граничних навантажень і на ділянках високої напруженості для арматури.
З’єднання армостержней зварюванням
Для приватного будівництва зварювання стрижнів арматури нахлестом — це дорого, так як клас рекомендується використовувати зварюваний клас А400С або А500С арматури. При застосуванні прутів без символу «С» у маркуванні призведе до втрати міцності і стійкості до корозії.
Таким чином, згідно з таблицею, довжина зварного шва при в’язанні стрижнів марки В400С повинна бути 10 Ø прута. При використанні 12-міліметрових стрижнів шов буде довжиною 120 мм.
Зварний стик внахлестЗ’єднання внахлест в’язанням
Дешевий і розповсюджений клас арматури для з’єднань без зварювання — А400 АІІІ. Стики скріплюються в’язанням дротом, до місць в’язки пред’являються особливі вимоги.
Анкеровка або нахлест арматури при в’язанні таблиця значень якого наведена нижче для в’язки в бетоні марки BIO з міцністю 560 кг / см 2. передбачає використання певних марок і класів армостержней з певним типом металообробки для певних діаметрів:
Механічна стикування прутів в каркасі для ж / б виробів проводиться один із таких способів:
- Накладенням прямих стрижнів друг на друга;
- Нахлест прута з прямим кінцем зі зварюванням або механічним кріпленням на всьому перепуску поперечних стрижнів;
- Механічне та зварне кріплення стрижнів з загнутими у вигляді гачків, петель і лап законцовками.

Застосування гладкої арматури вимагає в’язати її внахлест або зварювати з поперечними прутами каркаса.
Вимоги до в’язки прутів внахлест:
- Необхідно в’язати стрижні з дотриманням довжини накладення прутів;
- Дотримуватися знаходження місць в’язки в бетоні і перепусків арматури по відношенню один до одного;
Дотримання вимог СНиП дозволить експлуатувати міцні ж / плити в фундаментах з великим і гарантованим терміном служби.
Способи ручного в’язання арматуриМісцезнаходження з’єднань арматури внахлест
Нормативні документи не дозволяють розташовувати ділянки з’єднання арматури ввязкой в місцях граничних навантажень і напруг. Всі стики стрижнів рекомендується розташовувати в залізобетонних конструкціях з ненавантаженими ділянками і без додатка напружень. Для стрічкових монолітних фундаментів ділянки перепуску решт прутів потрібно розміщувати в локальних ділянках з без додатка крутять і згинальних сил, або з мінімальним їх вектором.
Загальна довжина всіх виїзних перепусків в каркасі залежить від прикладених зусиль до прутів, рівня зчеплення з бетоном і напруг, що виникають по протяжності з’єднання, а також сил опору в перехльостами армопрутьев. Головний параметр при розрахунку довжини перепуску соединяемой арматури — діаметр стержня.
Таблиця нижче дозволяє без складних розрахунків визначити нахлест армуючих прутів при монтажі армирующего фундаментного каркаса. Майже всі значення в таблиці наводяться до Ø 30 пов’язуються армирующих стрижнів.
Перепуск стрижнів в Ø
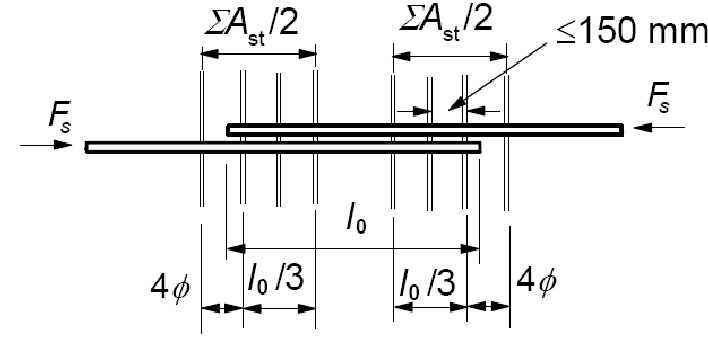
Щоб підвищити міцність армокаркаса фундаменту, нахлести в арматурі необхідно правильно розташовувати по відношенню один до одного. причому контролювати розміщення і в горизонтальній, і у вертикальній площині в бетоні. українські та міжнародні норми і правила рекомендують з цього приводу робити рознос зв’язок, щоб в одному розрізі знаходилося не більше 50% нахлестов.
Міжнародні вимоги ACI 318-05 визначають рознесення стиків на відстані ≥ 61 см. При перевищенні цього значення ймовірність деформування бетонного фундаменту від напруг і навантажень значно зростає.
Читайте по темі
Сортамент арматури а3 таблиця Питома вага арматури 12Схожі статті
-
Як грамотно зробити нахлест арматури при в’язанні і зварюванні
-
Дієта при подагрі, таблиці продуктів заборонених і дозволених
Т 1563/16 03-12-2021 | Epo.org
I. Патентообладатель подал апелляцию на промежуточное решение отдела возражений о том, что Европейский патент № 2 521 873 (далее «патент») с поправками, внесенными в соответствии с третьим вспомогательным ходатайством, поданным в ходе устного разбирательства от 1 марта 2016 г. соответствует требованиям Европейской патентной конвенции.
соответствует требованиям Европейской патентной конвенции.
II. Возражение было подано против патента в целом на основании оснований для возражения в соответствии со статьей 100(а) ЕПК вместе со статьей 54(1) ЕПК (отсутствие новизны) и статьей 56 ЕПК (отсутствие изобретательского уровня) и в соответствии со статьей 100(b) EPC.
III. Отдел возражений пришел к выводу, что основание для возражения в соответствии со статьей 100(b) ЕПК не наносит ущерба сохранению в силе патента в том виде, в каком он был выдан, но что предмет пункта 1 формулы изобретения согласно основному требованию (патент в том виде, в котором он был выдан) не был новым по отношению к документу D27. В отношении первого и второго дополнительных ходатайств отдел возражений постановил, что требования статьи 84 КПК не соблюдены.
IV. Документами, на которые ссылаются в апелляционном производстве, являются следующие:
Д1 |ПД-2009-А-160; |D2 |WO 2012/014122 A1; |
D3 | 1 485 056 США; |D4 |ГБ 470 795; |
D5 | 3 068 676 долларов США; |D6 |US 6 216 497 B1; |
D7 |FR 2 849 148 A3; |D8 |3 578 028 долларов США; |
D9 | 3 201 954 США; |D10|WO 2010/052657 А2; |
D11|5 309 738 США; |D12|WO 2012/095736 А2; |
D13|430 300 долларов США; |D14|2 870 619 долларов США; |
D15|ГБ 2 199 629А; |D16|FR 2 793 866 A1; |
D17|EP 0 527 512 A1; |D18|2 788 804 США; |
D19|EP 0 623 776 A2; |D20|3 462 976 долларов США; |
D21|US 2001/0039972 A1;|D22|US 4 679 599; |
D23|3 779 308 США; |D24|Каталог высокоскоростных сетей KMC;|
D25|2 141 042 США; |D27|3 564 871 США; |
D38|Английский перевод VI2010A000189; |
D39|сравнение между D38 и приложением;|
D40 | 2 201 905 США; |
D41|Справочник по шлангам 2009 года. |
|
V. С изложением оснований апелляции заявителем (патентообладателем) представлены Приложения 1-3.
VI. 21 января 2021 года стороны были вызваны на устное разбирательство.
VII. В сообщении в соответствии со статьей 15(1) Регламента апелляционных советов в версии 2020 г. (RPBA 2020), опубликованном 7 сентября 2021 г., стороны были проинформированы о предварительном мнении совета в отношении возражений относительно новизны. выдвинутые против предмета пунктов формулы изобретения 1 и 6.
VIII. Письмом от 18 ноября 2021 г. ответчик представил дополнительные аргументы и подал новое возражение о недостаточности раскрытия информации.
IX. Устное разбирательство в совете было проведено в формате видеоконференции 3 декабря 2021 года.
X. Заявитель просил отменить обжалуемое решение и сохранить патент в том виде, в каком он был выдан (основной запрос), или, в качестве альтернативы, на основании требования по одному из первых или вторых дополнительных ходатайств, поданных в ходе устного разбирательства в отделении по возражениям 1 марта 2016 г.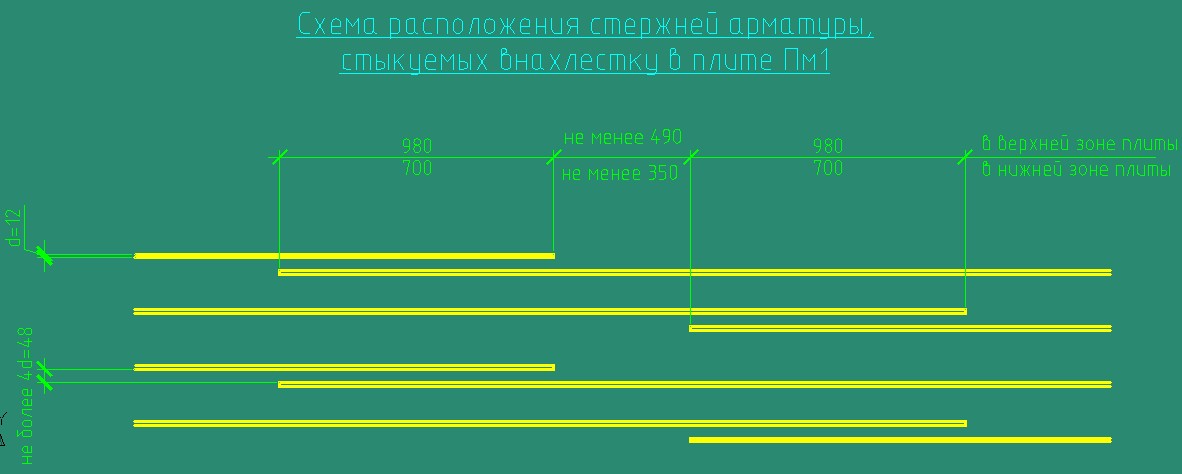
Ответчик ходатайствовал об отклонении апелляции.
XI. Основной запрос соответствует выданному патенту. Самостоятельные пункты формулы изобретения имеют следующую формулировку (нумерация признаков, применяемая правлением, введена в квадратных скобках):
«1. [1а] Рукав гибкий с трикотажным армированием, содержащий [1б] не менее одного внутреннего трубчатого слоя (2), выполненного из полимерного материала, определяющего продольную ось (X) и [1c] по меньшей мере один вязаный армирующий слой (4), намотанный на указанный внутренний слой (2), [1d] указанный армирующий слой (4), включающий по меньшей мере один первый (5) и один второй (6) ряд нитей [1e], намотанных по спирали на указанный внутренний слой (2), и [1f], связанных вместе для образования ячеек (7, 7′, 7″,…) [1g], расположенных на соответствующих рядах ячеек (8, 8′, 8″,…; 9, 9′, 9″), наклоненные относительно упомянутой продольной оси (X) и [1h] соответствующих рядов сетки (10, 10′, 10″,…), по существу параллельных упомянутой оси (X), [1i] в в котором каждая из указанных ячеек (7, 7′, 7»,. ..) образована частью пряжи указанной первой серии (5), образующей первое цепочное ушко (11, 11′, 11″,…). ) и [1j] частью пряжи указанного второго ряда (6), образующей второе цепочное ушко (12, 12′, 12″,…) и [1k], в котором каждый из указанных первых (11, 11 ‘, 11″….) и второго (12, 12′, 12″,…) цепных люверса по существу U-образной формы с парой продольных разрезов (13, 14; 13′, 14′; 13″ , 14″,…; 15, 16; 15′, 16′; 15″, 16″,…), соединенных по существу поперечным сечением (17; 17’; 17″;…; 18, 18 ‘, 18″), отличающийся тем, что [1l] для каждой из указанных сеток (7, 7′, 7″) указанное первое цепочное ушко (11, 11′, 11″,…) и указанное второе цепное ушко ( 12, 12′, 12″,…) по существу идентичны друг другу и [1m] имеют соответствующие по существу продольные сечения (13, 14; 13′, 14′; 13″, 14″,… ; 15, 16; 15′, 16′; 15″, 16″,…) и существенно поперечные сечения (17; 17′; 17″;…; 18, 18’, 18″) полностью взаимно наложенные друг на друга [1n] для определения армирующей вязки (4) обычно однослойного [10], а местами двухниточного типа» 9.
..) образована частью пряжи указанной первой серии (5), образующей первое цепочное ушко (11, 11′, 11″,…). ) и [1j] частью пряжи указанного второго ряда (6), образующей второе цепочное ушко (12, 12′, 12″,…) и [1k], в котором каждый из указанных первых (11, 11 ‘, 11″….) и второго (12, 12′, 12″,…) цепных люверса по существу U-образной формы с парой продольных разрезов (13, 14; 13′, 14′; 13″ , 14″,…; 15, 16; 15′, 16′; 15″, 16″,…), соединенных по существу поперечным сечением (17; 17’; 17″;…; 18, 18 ‘, 18″), отличающийся тем, что [1l] для каждой из указанных сеток (7, 7′, 7″) указанное первое цепочное ушко (11, 11′, 11″,…) и указанное второе цепное ушко ( 12, 12′, 12″,…) по существу идентичны друг другу и [1m] имеют соответствующие по существу продольные сечения (13, 14; 13′, 14′; 13″, 14″,… ; 15, 16; 15′, 16′; 15″, 16″,…) и существенно поперечные сечения (17; 17′; 17″;…; 18, 18’, 18″) полностью взаимно наложенные друг на друга [1n] для определения армирующей вязки (4) обычно однослойного [10], а местами двухниточного типа» 9.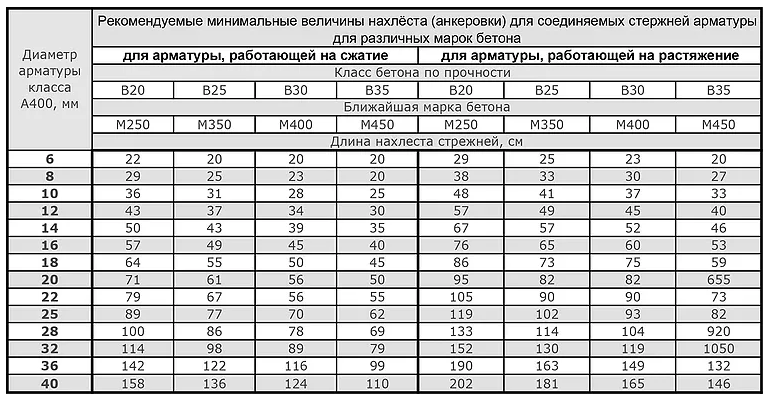 0003
0003
«6. [6a] Способ изготовления гибкого шланга по одному или нескольким предшествующим пунктам, включающий [6b] стадию изготовления по меньшей мере одного внутреннего слоя (2) из полимерного материала и [6c] последующую стадию. вязания по крайней мере одного первого (5) и одного второго ряда (6) нитей по периферии указанного внутреннего слоя (2) для образования на том же самом по меньшей мере одного вязаного усиления (4), [6d], на котором указанный этап вязания выполняется с указанным рядом нитей (5, 6), помещенных во вращение в заданных направлениях вокруг указанного внутреннего слоя (2) и [6e] с помощью множества игл (19), выполненный с возможностью зацепления соответствующих нитей указанных серий (5, 6) и [6f], связывая их вместе, чтобы образовать ряды сетки (10, 10′, 10″,…) указанного армирующего слоя (4), [6g ] указанные иглы (13) выполнены с возможностью зацепления по меньшей мере одной пряжи указанного первого ряда (5) и/или указанного второго ряда (6) и получения цепных сеток (7, 7′, 7»,. ..) [6h ] определяющие ряды сетки (10, 10′, 10″,…), по существу параллельные оси (X) рукава, и [6i] ряды сетки (8, 8′, 8″,…; 9, 9 ‘, 9″,…) с наклоном относительно того же, [6j], в котором каждая ячейка цепи (7, 7′, 7″,…) содержит первое ушко (11, 11′, 11″, …), образованный нитью указанной первой серии (5) и присоединенный к петле второй цепочки (12, 12′, 12″,…), образованной нитью указанной второй серии (6), [6k] указанная первая проушина (11, 11′, 11″,…) и указанная вторая проушина (12, 12′, 12″,…), каждая из которых имеет по существу U-образную форму с соответствующими парами продольных сечений (13, 14; 13′, 14′; 13″, 14″,…; 15, 16; 15′, 16′; 15″, 16″,…), соединенных по существу поперечным сечением (17; 17′; 17″;…; 18, 18′, 18″), [6l], причем указанные иглы (19) предназначены для зацепления пряжи указанного первого ряда (5) и пряжи указанного второго ряда (6) таким образом, что указанное первое ушко (11, 11′, 11″,…) и указанное второе ушко ( 12, 12′, 12″,…) одной и той же сетки (7, 7’, 7″,.
..) [6h ] определяющие ряды сетки (10, 10′, 10″,…), по существу параллельные оси (X) рукава, и [6i] ряды сетки (8, 8′, 8″,…; 9, 9 ‘, 9″,…) с наклоном относительно того же, [6j], в котором каждая ячейка цепи (7, 7′, 7″,…) содержит первое ушко (11, 11′, 11″, …), образованный нитью указанной первой серии (5) и присоединенный к петле второй цепочки (12, 12′, 12″,…), образованной нитью указанной второй серии (6), [6k] указанная первая проушина (11, 11′, 11″,…) и указанная вторая проушина (12, 12′, 12″,…), каждая из которых имеет по существу U-образную форму с соответствующими парами продольных сечений (13, 14; 13′, 14′; 13″, 14″,…; 15, 16; 15′, 16′; 15″, 16″,…), соединенных по существу поперечным сечением (17; 17′; 17″;…; 18, 18′, 18″), [6l], причем указанные иглы (19) предназначены для зацепления пряжи указанного первого ряда (5) и пряжи указанного второго ряда (6) таким образом, что указанное первое ушко (11, 11′, 11″,…) и указанное второе ушко ( 12, 12′, 12″,…) одной и той же сетки (7, 7’, 7″,. ..) получаются по существу идентичными друг другу [6m] с соответствующими по существу продольными сечениями (13, 14; 13′ , 14′; 13″, 14″,…; 15, 16; 15′, 16′; 15″, 16″,…) и поперечные сечения (17; 17′; 17″;…; 18, 18′, 18″) полностью наложены друг на друга, [6n] для образования армирующего вязания (4), которое обычно является однослойным и [60] местами двухниточного типа».
..) получаются по существу идентичными друг другу [6m] с соответствующими по существу продольными сечениями (13, 14; 13′ , 14′; 13″, 14″,…; 15, 16; 15′, 16′; 15″, 16″,…) и поперечные сечения (17; 17′; 17″;…; 18, 18′, 18″) полностью наложены друг на друга, [6n] для образования армирующего вязания (4), которое обычно является однослойным и [60] местами двухниточного типа».
XII. Доводы апеллянта можно резюмировать следующим образом:
Новизна с точки зрения документа D27
По крайней мере признаки 1b, 1c, 1d, 1e, 1g, 1i, 1j, 1l и 1m не были раскрыты в документе D27. Таким образом, предмет пункта 1 в том виде, в котором он был предоставлен, был новым по сравнению с документом D27. Это также относится к способу изготовления по пункту 6 формулы изобретения.
В документе D27 не упоминается внутренний трубчатый слой из полимерного материала. Вместо этого в документе упоминается просто покрытие шланга, в частности шланга пылесоса. На дату подачи документа D27 существовало множество примеров жестких шлангов для пылесосов, изготовленных из металла или другого неполимерного материала, ср. Примеры 1-3. Кроме того, шланг по изобретению служит для сопротивления давлению изнутри, а не снаружи, как в случае шланга пылесоса. Кроме того, документ D27 просто раскрывает задний слой ткани; он не раскрывает по меньшей мере один вязаный армирующий слой, намотанный на другой слой.
Примеры 1-3. Кроме того, шланг по изобретению служит для сопротивления давлению изнутри, а не снаружи, как в случае шланга пылесоса. Кроме того, документ D27 просто раскрывает задний слой ткани; он не раскрывает по меньшей мере один вязаный армирующий слой, намотанный на другой слой.
Поскольку в документе D27 не было различий между нитями и их функциями, произвольное группирование нитей в разные серии не было оправдано. Следовательно, не было ни первого, ни второго ряда нитей.
В документе D27 не было четкого и недвусмысленного указания на спирально намотанную пряжу или на наклонное расположение рядов ячеек. Нигде в описании предшествующего уровня техники не указывалось и не предполагалось, что ткань была непрерывно связана. Нужную форму можно было получить и введением элементов разрыва. В качестве альтернативы ткань можно было бы вязать вдоль оси вязаного армирующего слоя без необходимости введения спиральной ориентации. Кроме того, условия наклонного расположения рядов сетки и расположения рядов сетки, по существу параллельных относительно продольной оси, были взаимоисключающими.
Поскольку нити считались спирально намотанными, U-образные люверсы не могли иметь продольных участков, соединенных поперечными участками.
Проушины, представленные на рисунке 7 документа D27, были смежными и явно лежали в одной и той же плоской плоскости рядом друг с другом. Следовательно, они не были ни идентичными, ни наложенными друг на друга. Это также вытекало из назначения ткани документа D27, а именно избегания выступов и узелков в местах пересечения нитей. Утверждение 1 следует истолковывать с умом, желающим понять, а не неверно истолковать. Таким образом, термин «наложенные друг на друга» не может быть истолкован как означающий, что люверсы расположены рядом в одной и той же плоскости; они должны лежать друг над другом так, чтобы они закрывали друг друга. Если толковать термин шире, то люверсы не будут идентичными. Довод ответчика относительно выражения «радиально и фронтально наложенные» был необоснованным. Во-первых, пункт 1 не содержал ссылки на радиальный вид.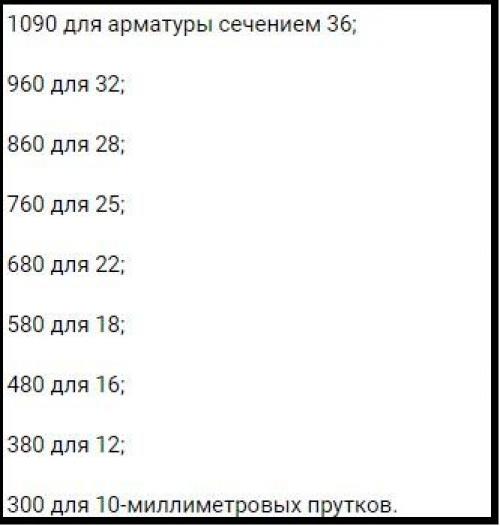 В любом случае было ясно, что «радиальное» подразумевает направление по радиусу, следовательно, исходящее от оси трубчатого слоя. Напротив, схематический рисунок, представленный ответчиком на устном слушании, представлял собой поперечное сечение, а не радиальный вид. Далее, термин «фронтально» относился к виду наблюдателя перпендикулярно плоскости чертежей, что понятно из выражения «вид спереди» в сочетании с фиг.3 и 4 в пункте [0022] патента. Упоминание термина «наложенные» в пунктах [0010] и [0012] патента относилось к перекрещивающимся нитям люверсов, а не к продольному и поперечному сечениям, как в формулировке признака 1м. Респондент ошибочно утверждал, что наложение двух люверсов на разном радиальном расстоянии от оси слоя нереально. Нити были гибкими, вытягивались при укладке внешнего слоя. Это позволяло им оставаться в наложенном состоянии. Как на Фигуре 7 документа D27, так и на Фигуре 3 патента показаны незавершенные этапы зацепления, отражающие ситуацию, когда глазки еще не сформированы.
В любом случае было ясно, что «радиальное» подразумевает направление по радиусу, следовательно, исходящее от оси трубчатого слоя. Напротив, схематический рисунок, представленный ответчиком на устном слушании, представлял собой поперечное сечение, а не радиальный вид. Далее, термин «фронтально» относился к виду наблюдателя перпендикулярно плоскости чертежей, что понятно из выражения «вид спереди» в сочетании с фиг.3 и 4 в пункте [0022] патента. Упоминание термина «наложенные» в пунктах [0010] и [0012] патента относилось к перекрещивающимся нитям люверсов, а не к продольному и поперечному сечениям, как в формулировке признака 1м. Респондент ошибочно утверждал, что наложение двух люверсов на разном радиальном расстоянии от оси слоя нереально. Нити были гибкими, вытягивались при укладке внешнего слоя. Это позволяло им оставаться в наложенном состоянии. Как на Фигуре 7 документа D27, так и на Фигуре 3 патента показаны незавершенные этапы зацепления, отражающие ситуацию, когда глазки еще не сформированы. На рисунке 9патента две нити были явно наложены друг на друга также во время начального этапа зацепления. Также на фиг.8 патента показано, что иглы были сконфигурированы для одновременного зацепления и работы с пряжей 5 первого ряда и пряжей 6 второго ряда. Напротив, нити документа D27 были уложены в стопку в смежной конфигурации. Еще одним соображением была особая форма крючка игл патента, которая позволяла размещать нити параллельно друг над другом.
На рисунке 9патента две нити были явно наложены друг на друга также во время начального этапа зацепления. Также на фиг.8 патента показано, что иглы были сконфигурированы для одновременного зацепления и работы с пряжей 5 первого ряда и пряжей 6 второго ряда. Напротив, нити документа D27 были уложены в стопку в смежной конфигурации. Еще одним соображением была особая форма крючка игл патента, которая позволяла размещать нити параллельно друг над другом.
Новизна с учетом документов D2, D12 — право на приоритет
Согласно G 2/98 приоритет должен был быть признан только в том случае, если специалист мог прямо и недвусмысленно определить предмет формулы изобретения, используя общеизвестные сведения, из предыдущего приложения в целом. Это имело место для пункта 1 как предоставленного. Из рисунков приоритетной заявки сразу было видно, что, если накладываются перекладины сетки, то накладываются также продольные и поперечные сечения люверсов. Ввиду пунктов 3 и 4 приоритетной заявки термин «взаимно» был раскрыт прямо и недвусмысленно. Кроме того, из рисунков приоритетной заявки было видно, что вязальный армирующий слой был двухнитевого типа только в тех областях, где были наложены глазки. В других областях вязальный армирующий слой обычно был однослойным. Была сделана ссылка на последние три строки на странице 2 документа D38. Те же аргументы применимы к пункту 6 процесса 9.0003
Кроме того, из рисунков приоритетной заявки было видно, что вязальный армирующий слой был двухнитевого типа только в тех областях, где были наложены глазки. В других областях вязальный армирующий слой обычно был однослойным. Была сделана ссылка на последние три строки на странице 2 документа D38. Те же аргументы применимы к пункту 6 процесса 9.0003
Следовательно, документы D2 и D12 не являются известным уровнем техники в соответствии со статьей 54(3) EPC.
Принятие поздно поданного возражения
Возражение о недостаточности раскрытия информации, выдвинутое в ходе разбирательства по возражению, было отклонено отделом по возражениям и даже не рассматривалось правлением. Новое возражение, выдвинутое ответчиком в письме от 18 ноября 2021 года, не было реакцией на новые события. Поэтому он не должен быть допущен к апелляционному производству.
XIII. Доводы ответчика сводились к следующему:
Новизна в свете документа D27
Предмет пункта 1 в том виде, в каком он был предоставлен, не был новизной в свете документа D27.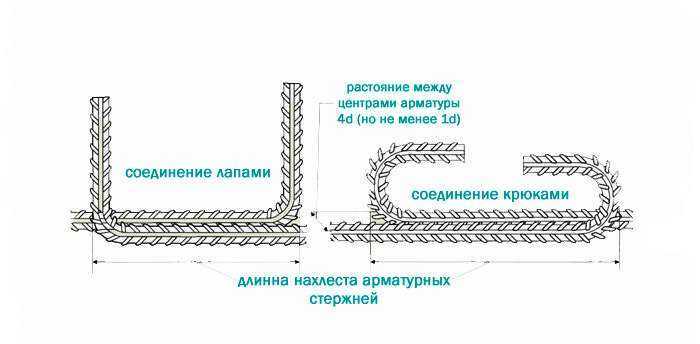
Согласно колонке 1, строкам 24-27 и 33-38 документа D27, было раскрыто трикотажное трубчатое полотно для использования в качестве покрытия шланга пылесоса. Последний определенно был гибким и реализован в полимерном материале, поскольку именно его специалист в данной области техники и ожидал от материала для шланга пылесоса.
Восемь нитей, показанных на фиг. 7 документа D27, можно сгруппировать в первую серию Y1, Y3, Y5, Y7 и вторую серию Y2, Y4, Y6, Y8.
Хотя наклон рядов сетки не мог быть получен из Рис. 7 документа D27, работа кругловязальной машины с неподвижным игольчатым цилиндром и вращающимися кулачковыми направляющими и направляющими для нитей подразумевала, что каждая нить накладывалась по спирали, в то время как внутренний шланг был вытянут вверх по центру машины. Вращение нитеводителей и осевое продвижение внутреннего шланга должно было привести к наклонному расположению рядов сетки. Для лучшего понимания работы машины из документа D27 была сделана ссылка на документ D40, который там цитировался.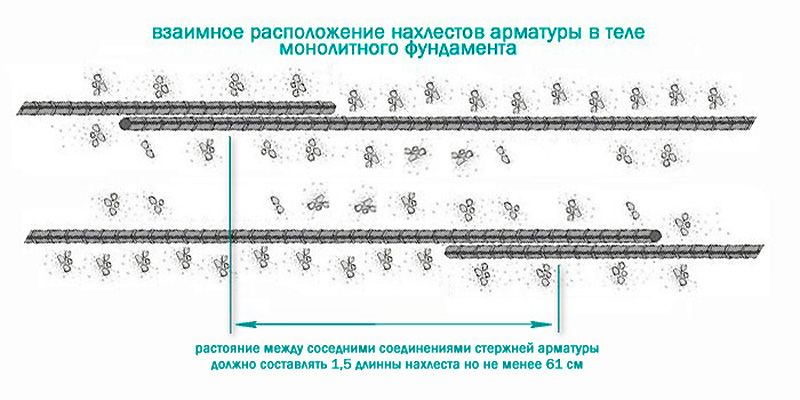 Далее была сделана ссылка на документ D41, который содержит общеизвестные сведения в области технических характеристик шлангов.
Далее была сделана ссылка на документ D41, который содержит общеизвестные сведения в области технических характеристик шлангов.
Соответствующие по существу продольные сечения и по существу поперечные сечения глазков, показанных на фиг. 7 документа D27, были полностью взаимно наложены друг на друга. В связи с этим в параграфе [0032] патента указано, что термин «наложение» следует толковать двояко: относящийся либо к радиальному, либо к фронтальному расположению. Последнее не имело ясного значения; это может означать, что расстояние от люверсов до оси вязаного трубчатого слоя было одинаковым или нет. Что касается радиального наложения, то возник вопрос, что именно имеется в виду под радиальным видом. В возможном радиальном виде, представленном схематическим рисунком, представленным на устном заседании, цепь
ФОРМУЛА/ТАБЛИЦА/ГРАФИКА
Схематический рисунок, представленный ответчиком на устных слушаниях
глазки были наложены друг на друга, но оба слоя остались видимыми. Следовательно, выражение «радиально и/или фронтально» было совершенно неясным, а термин «наложенный» следует толковать в широком смысле, охватывающем люверсы, следующие друг за другом по всей детали. Наложение было также упомянуто в параграфах [0010] и [0012] патента при описании решений предшествующего уровня техники документов D7 и D8, тем самым подтверждая, что этот термин не подразумевал никаких условий относительно плоскости, в которой лежали нити. Кроме того, патент описание содержало несколько пассажей, например в пунктах [0045], [0046], [0049], [0058] и [0059], раскрывающие ряд альтернатив и вариантов, из которых невозможно было точно определить, как расположены нити. На рисунке 8 патента не указано, что нити были наложены друг на друга. На самом деле интерпретация того, что люверсы наложены друг на друга в двух разных плоскостях, была нереалистичной и не встречалась в реальных шлангах. Как только вязаный слой был получен на практике, нити переплетались и изменяли такое идеальное расположение, особенно когда экструдированный внешний слой накладывался поверх вязаного слоя и к шлангу прикладывалось натяжение.
Следовательно, выражение «радиально и/или фронтально» было совершенно неясным, а термин «наложенный» следует толковать в широком смысле, охватывающем люверсы, следующие друг за другом по всей детали. Наложение было также упомянуто в параграфах [0010] и [0012] патента при описании решений предшествующего уровня техники документов D7 и D8, тем самым подтверждая, что этот термин не подразумевал никаких условий относительно плоскости, в которой лежали нити. Кроме того, патент описание содержало несколько пассажей, например в пунктах [0045], [0046], [0049], [0058] и [0059], раскрывающие ряд альтернатив и вариантов, из которых невозможно было точно определить, как расположены нити. На рисунке 8 патента не указано, что нити были наложены друг на друга. На самом деле интерпретация того, что люверсы наложены друг на друга в двух разных плоскостях, была нереалистичной и не встречалась в реальных шлангах. Как только вязаный слой был получен на практике, нити переплетались и изменяли такое идеальное расположение, особенно когда экструдированный внешний слой накладывался поверх вязаного слоя и к шлангу прикладывалось натяжение. Далее, при сравнении рисунков рисунков 7 и 9патента с таковыми на фиг. 3 документа D27 стало ясно, что нити направляются по существу таким же образом. Поскольку этапы вязания выполнялись таким же образом, как и в патенте, результат должен быть таким же. Даже если документ D27 не содержит термина «наложенные друг на друга» и расположение нитей внутри закрытой иглы указывает на то, что наложение в смысле различных плоскостей невозможно, расположение предшествующего уровня техники должно быть наложено таким же образом, как и расположение нитей. патента. Кроме того, можно утверждать, что на Фигуре 7 документа D27 нити показаны в одной плоскости только для лучшего визуального понимания.
Далее, при сравнении рисунков рисунков 7 и 9патента с таковыми на фиг. 3 документа D27 стало ясно, что нити направляются по существу таким же образом. Поскольку этапы вязания выполнялись таким же образом, как и в патенте, результат должен быть таким же. Даже если документ D27 не содержит термина «наложенные друг на друга» и расположение нитей внутри закрытой иглы указывает на то, что наложение в смысле различных плоскостей невозможно, расположение предшествующего уровня техники должно быть наложено таким же образом, как и расположение нитей. патента. Кроме того, можно утверждать, что на Фигуре 7 документа D27 нити показаны в одной плоскости только для лучшего визуального понимания.
На фиг.7 документа D27 ясно показано, что каждое из отверстий для первой и второй цепи имеет U-образную форму и по существу идентично друг другу. Если это не так, то такое же заключение следует применить к петлям цепи согласно патенту, которые были получены аналогичным образом.
Что касается признака 1o, то в местах наложения нитей в вязаном трубчатом слое документа D27 вязание было местами двухниточного типа.
Аргументы в поддержку возражения относительно новизны также применимы к предмету пункта 6 формулы изобретения.
Новизна с точки зрения документа D24
На странице 3 документа D24 представлен шланг, именуемый «переплетением», который был получен в соответствии с положениями документа D27. Из рисунка виден наклон рядов сетки, а также спиральная намотка нитей.
Следовательно, предмет пункта 1 формулы изобретения не был новизной ввиду документа D24.
Новизна с учетом документов D2, D12 — право на приоритет
Предмет пунктов 1 и 6 в установленном порядке не соответствует изобретению приоритетной заявки.
По сравнению с пунктом 1 приоритетной заявки признак «ряды сетки указанной первой серии пряжи накладываются на петли сетки указанной второй серии пряжи» был удален в пункте 1 как само собой разумеющееся. Исключение этого существенного признака было обобщением приоритетного изобретения. Согласно патенту каждый столбик сетки был образован частью первой пряжи и частью второй пряжи. Как следствие, наложенные друг на друга люверсы теперь можно было соединить вдоль сеточного стержня одним люверсом.
Как следствие, наложенные друг на друга люверсы теперь можно было соединить вдоль сеточного стержня одним люверсом.
В приоритетной заявке также не были раскрыты признаки 1k, 1l и 1m пункта 1 как предоставленные и признаки 6k, 6l и 6m пункта 6 как предоставленные. Чертежи приоритетной заявки не раскрывают прямо и однозначно ни то, что первое и второе глазки имеют по существу U-образную форму, ни то, что они по существу идентичны и полностью взаимно наложены друг на друга. В частности, люверсы приоритетной заявки не имели двух параллельных участков, которые соединялись поперечным сечением. Вместо этого ножки люверсов были не параллельны и выполнены за одно целое с поперечным сечением. Более того, на фиг.4 патента показано, что части люверсов не накладывались друг на друга. Кроме того, добавление термина «взаимно» в пункт 1 патента подразумевает, что участки второй серии нитей могут также накладываться на части первой серии нитей. Пункт 1 приоритетной заявки не распространялся на эту возможность. Таким образом, объем патента был расширен. Кроме того, при сравнении рис. 5 патента с рис. 4 приоритетной заявки поменялись местами ссылочные позиции «5» и «6» первой и второй серий пряжи.
Таким образом, объем патента был расширен. Кроме того, при сравнении рис. 5 патента с рис. 4 приоритетной заявки поменялись местами ссылочные позиции «5» и «6» первой и второй серий пряжи.
Формулировки характеристик 1о и 6о в приоритетной заявке нигде не было. Фигура 2 патента относится ко второй конфигурации с двойной нитью, которая, однако, не является частью приоритетной заявки.
Таким образом, датой вступления в силу утвержденных пунктов формулы изобретения была дата подачи 4 июля 2011 г., так что документы D2 и D12 сформировали предшествующий уровень техники в соответствии со статьей 54(3) ЕПК.
Принятие поздно поданного возражения
Изменение конкретного значения термина «наложенный» по сравнению с разбирательством по возражению оправдывает выдвижение возражения по поводу отсутствия достаточности раскрытия против пункта 1 как предоставлено. Учитывая, что у ответчика возникли трудности с толкованием претензии в связи с отсутствием ни одного чертежа, показывающего, как на самом деле выглядел шланг, возражение также было prima facie весьма уместным. Оно должно быть допущено к апелляционному производству.
Оно должно быть допущено к апелляционному производству.
Изучение геосинтетики в качестве армирования бетона | Материалы конференции AIP
Пропустить пункт назначенияИсследовательская статья| 07 июня 2023 г.
Кохила Деви Муруган; Махендран НараянанИнформация об авторе и статье
Автор, ответственный за переписку: [email protected]
Материалы конференции AIP 2766, 020069 (2023)
https://doi.org/10.1063/5.0139800
- Взгляды
- Содержание артикула
- Рисунки и таблицы
- Аудио
- Дополнительные данные
- Экспертная оценка
- Делиться
- Твиттер
- Фейсбук
- Реддит
- Инструменты
Перепечатки и разрешения
Иконка Цитировать Цитировать
- Поиск по сайту
Цитата
Кохила Деви Муруган, Махендран Нараянан; Изучение геосинтетики в качестве армирования бетона. Материалы конференции AIP 7 июня 2023 г.; 2766 (1): 020069. https://doi.org/10.1063/5.0139800
Материалы конференции AIP 7 июня 2023 г.; 2766 (1): 020069. https://doi.org/10.1063/5.0139800
Скачать файл цитаты:
- Ris (Zotero)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- Конечная примечание
- РефВоркс
- Бибтекс
Расширенный поиск |Поиск по цитированию
Во многих регионах использование стальной арматуры в бетоне имеет некоторые недостатки, такие как коррозия и т. д. Многие инновационные материалы используются в качестве альтернативы стальной арматуре для уменьшения коррозии стали. Георешетка представляет собой форму геосинтетического материала, в основном используемого в земляных насыпях, подпорных стенах и некоторых конструктивных элементах, таких как плиты, балки и колонны.