Муфты для стыковки арматуры: что это такое и для чего они нужны
Муфты для арматуры, ванночки для сварки
|
Компания ООО «Кубань-Снаб» производит муфты для соединения арматуры (соединительные муфты) и ванночки для сварки арматуры под торговым знаком ARCON-A. Все производимые изделия имеют соответствующие сертификаты и проходят лабораторные испытаниям для проверки прочностных характеристик, деформативности и стойкости к температурным воздействиям в разных климатических условиях. Наша продукция соответствует последним нормативным документам:
|
А также Техническим условиям на механические и сварные арматурные соединения.
Резьбовые муфтыНаш завод металлоизделий помимо общестроительной продукции производит резьбовые муфты для соединения арматуры под торговой маркой ARCON-A. Обжимные муфтыООО «Кубань-Снаб» изготавливает обжимные муфты для соединения арматуры под торговой маркой ARCON-A. Поставляем изделия согласно СП 63.13330.2018 и ГОСТ 34278-2017… ПодробнееВанночки для арматурыООО «Кубань-Снаб» производит ванночки для сварки арматуры под торговым знаком ARCON-A в соответствии с ГОСТ 14098-2014 (бывший ГОСТ 14098-91). Мы… Подробнее |
Вы можете сделать заказ сразу по телефону: 8 (861) 290-23-21 или отправить ваш проект для просчёта на нашу электронную почту Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. .
.
Если вы еще не определились
1. Классификация соединительных муфт
2. Требования к механическим муфтовым соединениям
3. Требования к проектированию
4. Требования к проведению работ
5. Требования к материалам и оборудованию
6. Области применения муфт
7. Преимущества использования муфт
Классификация соединительных муфт
Механическое соединение стандартными муфтами для арматуры применяется для стыковки стержней арматуры классов А400, А500, А600 диаметром от 12 мм до 40 мм при возведении монолитных железобетонных конструкций. Соединяемая арматура не должна испытывать предварительного напряжения или подвергаться воздействию агрессивных сред. В противном случае используются муфты из специальных материалов и проектирование их соединений происходит по иному алгоритму.
Соединяемая арматура не должна испытывать предварительного напряжения или подвергаться воздействию агрессивных сред. В противном случае используются муфты из специальных материалов и проектирование их соединений происходит по иному алгоритму.
Посмотреть фотогалерею >>>>
Муфтовые соединения подразделяются в зависимости от
- соединяющие стержни, работающий как на растяжение, так и на сжатие;
- соединяющие арматуру, не подвергающуюся нагрузкам растяжения.
Согласно методу соединения муфты делятся на:
- резьбовые;
- обжимные;
- винтовые;
- на болтах.
Резьбовые муфты соединяют арматурные стержни с предварительно накатанной или нарезанной в зависимости от технологии монтажа. При соединениях с конической резьбой используется резьбонарезной станок для арматуры, для соединения муфт с цилиндрической резьбой, стержни обрабатываются резьбонакатным станком. |
|
|
Обжимные муфты представляют собой полый цилиндр из бесшовной трубы, стержни арматуры в данном случае стыкуются методом опрессовки муфты обжимным арматурным прессом. Закрепление стержня в муфте происходит за счёт вдавливания металла муфты между рёбрами арматуры во время опрессовки. |
|
Болтовые муфты. При помощи механического соединения с использованием болтовых муфт создаётся равнопрочный стык арматуры. Зажим торцевых концов стержней внутри муфты происходит путем вкручивания нескольких болтов в тело арматуры. По достижении заданного усилия происходит самосрезание болтов, что упрощает визуально-измерительный контроль соединения.
При помощи механического соединения с использованием болтовых муфт создаётся равнопрочный стык арматуры. Зажим торцевых концов стержней внутри муфты происходит путем вкручивания нескольких болтов в тело арматуры. По достижении заданного усилия происходит самосрезание болтов, что упрощает визуально-измерительный контроль соединения.
В зависимости от вида соединяемых стержней муфты подразделяются по назначению:
стандартные муфты — соединяют стержни одного диаметра;
переходные муфты используются при соединении стержней разного диаметра;
- позиционные муфты применяются в том случае, когда оба соединяемых стержня не могут свободно вращаться.
Требования к механическим муфтовым соединениям
Все муфты должны иметь соответствующие сертификаты качества, удостоверяющие то, что они прошли проверку испытаниями. Размеры, толщина, используемые для производства материалы должны быть отражены в нормативной документации производителя.
| Разрывное усилие Pв (кН) | Деформативность соединения Δ (мм) | Равномерное относительное удлинение арматуры δр |
| не менее | не больше | не меньше |
| σв * Fs | 0,1 мм | 2% |
- Разрывное усилие Pв (кН)

- Деформативность соединения Δ (мм) при растяжении не должна превышать
- Равномерное относительное удлинение арматуры δр после разрушения испытываемого образца не должно быть меньше 2%. Кроме этого муфты должны отвечать требованиям на выносливость соединений, установленных ГОСТ 10922-2012 “Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций.”, а также их геометрические размеры не должны отклоняться от заявленных в Технических условиях завода-производителя. Отклонения от этих размеров не должны превышать допустимых величин. При опрессовки механического соединения на обжимных муфтах за счёт пластической деформации металла муфта удлиняется. С помощью видимого удлинения штангенциркулем проводят визуально-измерительный контроль качества соединения.

Требования при проектировании
монолитных конструкций
с муфтовым соединением арматуры
При проектировании зданий и сооружений, в которых присутствует муфтовое соединение арматуры, проектировщики должны руководствоваться теми же нормативными документами, что и при проектировании других объектов строительства. Производимые нашим предприятием муфты применяются для стыковки арматуры классов А400, А500С, А600. При соединении гладкой арматуры А240 разрешено применять только резьбовые муфты, опрессовка стержней категорически запрещена. Для соединения стержней арматуры класса А800 применяют специальные соединительные муфты, рассчитанные непосредственно под данную конструкцию.
Показатели модуля упругости, деформативности и другие прочностные характеристики соединяемой арматуры следует применять такие же, как для стержней того же класса, не имеющей стыков. При продольном армировании количество стержней, соединённых муфтами может составлять до ста процентов армировки. При прочих видах армирования — не более 50%.
При продольном армировании количество стержней, соединённых муфтами может составлять до ста процентов армировки. При прочих видах армирования — не более 50%.
Минимальное расстоянии между двумя стыками на одном стержне должно соответствовать минимальной величине нахлёстки арматуры соответствующего диаметра согласно СП 63.13330.2012.
Когда количество муфтовых соединений в сечении конструкции достигает 100%, желательно размещать стыки в зонах, подвергающихся наименьшей нагрузке, при этом возможно использование соединений, в которых муфты закрепляются с помощью опалубочной системы. При заливке бетона необходимо обеспечить защитный слой для арматуры, который равен расстоянию от края муфты до внешней границы бетонной конструкции. Предельные значения указаны в СП 63.13330.2012
| №п/п | Заданные условия эксплуатации | Толщина защитного слоя бетона, не менее, мм |
| 1 | Внутри закрытых помещений в условиях нормальной или пониженной влажности | 20 |
| 2 | Внутри закрытых помещений в условиях высокой влажности (если не проводятся защитные мероприятия) | 25 |
| 3 | На открытом воздухе (при отсутствии дополнительных защитных мероприятий) | 30 |
| 4 | В грунте (при отсутствии дополнительных защитных мероприятий), в фундаментах при наличии бетонной подготовки | 40 |
Муфтовые соединения при проектировании монолитных железобетонных конструкций следует располагать на высоте одной четвёртой — одной пятой от уровня пола.
Наличие муфтовых соединений никак не влияет на поперечное армирование.
Требования к проведению монолитных работ
при наличии муфтовых соединений в конструкции.
Проведении бетонных работ регулируется всё тем же СП 70.13330.2012 “Несущие и ограждающие конструкции”
Вид муфт для использования в стыковке определяется классом арматуры и условиями ее работы, а также технико-экономическими показателями. В отдельных случаях целесообразно заменить обжимные муфты на резьбовые или наоборот, или же вообще применить сварное соединение на скобах-накладках (ванночках) для сварки.
При приёме на стройплощадку и арматура, и муфты должны пройти обязательный входной контроль качества. Концы соединяемых стержней должны быть соответствующим образом обработаны и очищены от ржавчины.
При монтаже резьбовых соединений обязательно нужно использовать динамометрический ключ для контроля усилия затяжки. Во время проведения бетонных работ открытые концы арматурных стержней с нанесенной резьбой и накрученные на них муфты обязательно должны быть защищены от дождя, грязи и попадания бетонной смеси.
Требования к используемым материалам
Обжимные муфты должны изготавливаться из стальных бесшовных труб, горяче- или холоднодефорованных, либо из круглого проката Ст 10, Ст 15 согласно ГОСТ 1050 или Ст 2 и Ст 3 согласно ГОСТ 380.
Для изготовления резьбовых муфт используется Ст 40, Ст 45, Ст 45Х, Ст 45Г2. И те, и другие представляют собой цилиндр из бесшовной трубы со стенками различной толщины. Толщина и длина цилиндра напрямую зависят от диаметра соединяемой арматуры. Стенка трубы обычно не превышает 2-5 мм. Внутри резьбовой муфты — резьба, предназначенная для соединения с арматурным стержнем. Разница заключается в способе монтажа
Для монтажа муфт должно использоваться специальное сертифицированное оборудование, обеспечивающее полный комплекс работ по предварительной подготовке и непосредственно установке муфтовых соединений. Арматура внутри обжимных муфт закрепляется с помощью обжимного пресса:
Пресс для монтажа обжимных муфт
Гидравлический пресс работает в комплекте с маслостанцией, которая обеспечивает подачу рабочей жидкости к инструменту через рукава высокого давления. Маслостанция оснащена манометром, показывающим давление жидкости. Поверку манометра стоит проводить регулярно, чтобы избежать ошибок в монтаже обжимных муфт. Копии актов ежегодной поверки следует прикладывать к актам выполненных работ по устройству соединений.
Маслостанция оснащена манометром, показывающим давление жидкости. Поверку манометра стоит проводить регулярно, чтобы избежать ошибок в монтаже обжимных муфт. Копии актов ежегодной поверки следует прикладывать к актам выполненных работ по устройству соединений.
Для предотвращения попадания грязи, дождя и бетонной смеси на обработанные концы стержней арматуры или муфты на них надеваются специальные колпачки из полимерных материалов или заглушки.
Резьбовые муфты навинчиваются на арматурный стержень с нарезанной на площадке или в условиях цеха резьбой, а далее следующий прут арматуры закрепляется с другой стороны муфты. Арматурные стержни для соединения резьбовыми муфтами с цилиндрической резьбой обрабатываются на резьбонакатном станке.
Резьбонакатной станок для арматуры
Закрепление муфты на арматуре осуществляется с помощью рабочих ключей. Размеры ключа, используемого для затяжки соединений:
| Диаметр соединяемой арматуры, мм | Длина ключа, мм |
| от 12 до 18 мм | 300 мм |
| от 20 до 28 мм | 500 мм |
| от 32 до 40 мм | 700 мм |
Для контроля усилия затяжки необходимо применять динамометрические ключи, которые, как и прочее оборудование необходимо подвергать ежегодной калибровке.
Применение муфтовых соединений
Темпы и объём монолитного строительства в нашей стране растут с каждым месяцем. Практически все здания в нынешнее время возводятся с применение технологий монолитного железобетона. Проблема соблюдения сроков и использования методов, позволяющих экономить время и человеческие ресурсы стоит повсеместно на каждой стройке. Ранее при возведении зданий в случаях возникновения вопроса соединения арматурных стержней в монолитной железобетонной конструкции чаще всего применялись различные способы сварки, в частности соединение арматуры ванным способом, с помощью скоб-накладок и ванночек для сварки арматуры.
В процессе проектирования высотных сооружений из монолитного железобетона всегда стоит вопрос о способе надёжного, быстрого и качественного соединения арматуры внутри конструкций, поскольку размер используемых на стройплощадке стержней ограничен габаритами используемого транспорта и не может быть больше двенадцати метров.
Чаще всего на большинстве российских стройплощадок применяют два вида стыковки стержней: сварной и соединение внахлест. Данные методы имеют ряд существенных недостатков. В частности, использование сварочных работ повышает затраты на трудовые ресурсы и увеличивает количество потребляемой стройплощадкой электроэнергии, также возникает необходимость привлечения высококвалифицированного и аттестованного персонала с соответствующими документами. Сварочные работы требуют жёсткого контроля качества соединений и проведения лабораторных испытаний. Один из самых простых методов стыковки горизонтальных стержней — соединение внахлест. Данный метод используется повсеместно при монтаже горизонтальных плит и балок. Этот способ также имеет свои недостатки, в частности — перерасход арматуры.
Соединение стержней посредством готовых муфт – обжимных или резьбовых — исключает все вышеперечисленные негативные стороны стыковки арматуры, а также сокращает сроки строительства и количество используемых трудовых ресурсов.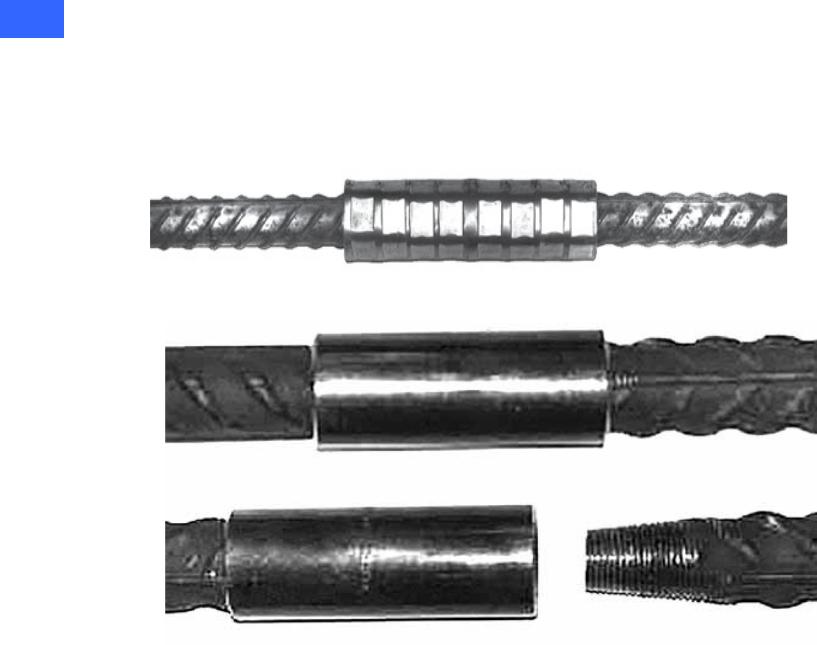 Из всех видов механических соединений именно опрессовка муфт и резьбовые соединения получили наибольшее распространение как самые простые и дешёвые. И тот и другой метод стыковки можно рассматривать как сжато-растянутый, оба вида соединения способны воспринимать как сжимающие, так и растягивающие усилия.
Из всех видов механических соединений именно опрессовка муфт и резьбовые соединения получили наибольшее распространение как самые простые и дешёвые. И тот и другой метод стыковки можно рассматривать как сжато-растянутый, оба вида соединения способны воспринимать как сжимающие, так и растягивающие усилия.
Преимущества использования механических соединений с помощью муфт
- муфтовые соединения не требую лабораторного контроля стыков в отличие от сварных соединений;
- все муфты соответствуют техническим условиям и имеют сертификаты.
- монтаж обжимных и резьбовых муфт не требует привлечения сварщиков, прошедших сертификацию НАКС;
- процесс монтажа происходит в разы быстрее.
- сокращается расход электроэнергии, трудовых ресурсов, уменьшаются сроки строительства.
- Надёжность и прочность муфтовых соединений подтверждена лабораторными испытаниями.
Монтаж муфт
Наша компания также осуществляет монтаж резьбовых и обжимных муфт, предоставляет для продажи и аренды специализированное оборудование. Процесс монтажа в зависимости от вида используемого соединения требует применения обжимного пресса или резьбонакатного станка. Непосредственно сам процесс соединения занимает не более пяти минут.
Процесс монтажа в зависимости от вида используемого соединения требует применения обжимного пресса или резьбонакатного станка. Непосредственно сам процесс соединения занимает не более пяти минут.
Георафия доставки
Наше производство находится в Краснодаре. Мы осуществляем поставку муфт в основном по Югу России (Краснодарский край, Крым — Симферополь, Севастополь, регионы Северного Кавказа: Карачаево-Черкесия — Черкесск, Чечня — Грозный, Дагестан — Махачкала, Кабардино-Балкария — Нальчик, Ингушетия — Магас, Северная Осетия — Владикавказ, Ставропольский край — Ставрополь, Пятигорск.
Муфты Ancon (Анкон) для соединения арматуры
Муфта соеденительная для арматуры Ancon CXL с параллельной резьбой
Муфты соедениетельные для арматуры Ancon CXL предназначены для поперечного соединения несущей арматуры. Имеют самые малые габаритные размеры, в тоже время обеспечивают равнопрочное соединение строительной арматуры. Диаметры соединяемой арматуры – 12; 16; 20; 25; 28; 32; 36; 40; 50. для соединения прутков металлопроката разного диаметра возможны переходные муфты для арматуры.
Диаметры соединяемой арматуры – 12; 16; 20; 25; 28; 32; 36; 40; 50. для соединения прутков металлопроката разного диаметра возможны переходные муфты для арматуры.
Муфта для соединения арматуры Ancon TT с конической резьбой
Муфты для механического соединения арматуры с конической резьбой разработаны для использования в подавляющем большинстве случаев, в которых необходимо выполнить соединение арматурных стержней. Муфты предназначены для установки на стержни диаметром от 12 до 50мм.
Муфтовые соединения арматуры Ancon MBT
Безрезьбовые механические муфты предназначены для соединения неподготовленной арматуры диаметром от 10 до 40 мм. Арматура закрепляется внутри муфты при помощи двух фрикционных накладок и по мере затяжки срезных болтов их конические торцы врезаются в материал стержней. Муфты для стыковки арматуры МВТ особенно удобны в тех случаях, когда арматура уже установлена в конструкции.
Муфты для стыковки арматуры МВТ особенно удобны в тех случаях, когда арматура уже установлена в конструкции.
Особенности и отличия
Инновационная технология стыковки арматуры муфтами, благодаря множеству положительных моментов, быстро завоевала доминирующую позицию на соответствующем рынке и повсеместно используется для сооружения многоэтажных зданий, атомных и гидроэлектростанций, мостов и прочих массивных строительных объектов (I и II уровня ответственности).
В отличие от устаревших методов (сварка, вязка), разнообразные резьбовые муфты для арматуры, а также переходные муфты для арматуры позволяют использовать их для взаимодействия с арматурными стержнями различного диаметра.
Резьбовые муфт для соединения арматуры дают возможность обеспечения дополнительной прочности конструкции, а также экономия материала (до 20%). Технология также повышает сейсмостойкость и долговечность ЖБИ, одновременно уменьшая нагрузку на фундамент. Качественные соединительные муфты для арматуры позволяют сократить время монтажа, заметно снизив общие сроки строительства.
Качественные соединительные муфты для арматуры позволяют сократить время монтажа, заметно снизив общие сроки строительства.
Преимущества стыковки арматуры муфтами
Цена муфты для соединения арматуры гораздо демократичнее, чем использование дорогостоящего сварочного инструмента, а так же имеют явный ряд преимуществ по сравнению традиционными соединениями арматыры:
- Скорость подготовки соединения;
- Объем и способ контроля;
- Не требуется кфалификация персонала;
Несмотря на относительную молодость такого метода крепления арматуры, соединение арматуры на муфтах внесено ГОСТ 10922-2012. Стандартом предусмотрены основные типоразмеры муфт, параметры используемых в процессе производства комплектующих материалов и характеристики по прочности и надежности. Cоединение арматуры с помощью муфт получается прочное и надежное.
Соединение арматуры без сварки: способы и типы
На сегодняшний день все нормы и правила, а также типы соединений арматуры прописаны в СНиП. Их четкое соблюдение позволяет свести на минимум риски дальнейшей эксплуатации несущих конструкций.
Различают четыре основных вида соединения арматуры: сварочный, соединения «внахлест», обжимные муфты и резьбовые механические соединения.
Виды соединений арматуры
1) Ванная и ванно-шовная сварка
Сущность ванного способа сварки заключается в том, что тепло свариваемым стержням передается не непосредственно под воздействием электрической дуги, а через ванну из жидкого металла. Эта ванна создается за счет расплавления металла электрода и частичного расплавления металла стержней у их торцов. Чтобы предупредить растекание расплавленного металла при сварке, применяют специальные стальные подкладки и накладки, а также инвентарные медные формы. Наплавленный в ванну металл соединяется с расплавленным металлом стержней и образует сварной стыковой шов; при этом стальная подкладка или накладка остается в готовом шве как часть стыка, а медную форму удаляют и используют многократно.
Ванношовная сварка, как способ равнопрочного стыкования строительной арматуры, не имеет перспектив уже в обозримом будущем ввиду наличия непреодолимых качественных ограничений по некоторым присущим ей параметрам, а именно:
- Стоимость соединения;
- Скорость подготовки соединения;
- Объем и способ контроля;
- Квалификация персонала
- Тенденция к использованию термически упрочненной арматуры;
Муфтовые механические соединения Ancon обеспечивают аналогичное качество соединения, не имеют подобных ограничений и позволяют решить строительную задачу любой степени сложности.
2) Соединения «внахлестку»
Соединения «внахлестку» не всегда являются подходящим средством связывания арматуры. Такие способы соединения арматуры (вязка арматурных перепусков) не совсем выгодны – много времени уходит на вязку, что приводит к большему насыщению в бетоне из-за увеличения количества используемых стержней. Соединения «внахлестку» зависимы от бетона при передаче нагрузки. По этой причине любое ухудшение целостности бетона может существенно повлиять на характеристику соединения.
Механические соединения Ancon могут упростить конструкцию и изготовление армированного бетона и уменьшить количество требуемой арматуры. Прочность механического соединения не зависит от бетона, в котором оно размещено, и оно будет сохранять прочность, несмотря на потерю покрытия в результате ударного повреждения или при землетрясении.
3) Обжимные муфты для соединения арматуры
Принцип работы состоит в обжатии муфты из толстостенной стальной трубы и имеют ряд значительных недостатков:Обжимное муфтовое соединение арматуры нельзя назвать технологией, которая повторяет заявленное качество вне зависимости от условий эксплуатации. Имеются случаи агрессивного поведения гидроприводов, которые норовят пробиться каску работающему персоналу и учинить травму на производстве.
4) Резьбовые механические соединения арматуры Ancon
Инновационное резьбовое соединение арматуры без сварки, благодаря множеству положительных моментов, быстро завоевала доминирующую позицию на соответствующем рынке и повсеместно используется для сооружения многоэтажных зданий, атомных и гидроэлектростанций, мостов и прочих массивных строительных объектов (I и II уровня ответственности).
В отличие от устаревших методов (сварка, вязка), резьбовое соединение продольной арматуры без сварки используется с арматурными стержнями различного диаметра.
Применение резьбовых соединений арматуры в монолитных конструкциях обеспечивает дополнительную прочность, а также экономит металлопрокат (до 20%). Технология также повышает сейсмостойкость и долговечность ЖБИ, одновременно уменьшая нагрузку на фундамент. Такие способы соединения арматуры позволяют сократить время монтажа, заметно снизив общие сроки строительства.
Виды соединения арматуры Ancon
Механическое соединение арматуры Ancon CXL с параллельной резьбой
Муфты соедетельные для арматуры Ancon CXL предназначены для поперечного соединения несущей арматуры. Имеют самые малые габаритные размеры, в тоже время обеспечивают равнопрочное соединение строительной арматуры. Диаметры соединяемой арматуры – 12; 16; 20; 25; 28; 32; 36; 40; 50. для соединения прутков металлопроката разного диаметра возможны переходные муфты для арматуры.
Стыковка арматуры Ancon TT с конической резьбой
Муфты для механического соединения арматуры с конической резьбой разработаны для использования в подавляющем большинстве случаев, в которых необходимо выполнить соединение арматурных стержней. Муфты предназначены для установки на стержни диаметром от 12 до 50мм.
Способ соединения арматуры Ancon MBT
Безрезьбовые механические муфты предназначены для соединения неподготовленной арматуры диаметром от 10 до 40 мм. Арматура закрепляется внутри муфты при помощи двух фрикционных накладок и по мере затяжки срезных болтов их конические торцы врезаются в материал стержней. Муфты для стыковки арматуры МВТ особенно удобны в тех случаях, когда арматура уже установлена в конструкции.
Технология монтажа
Как правило, установка муфт на арматурные стержни с подготовленной резьбой выполняется на арматурном участке, и стыковые соединения арматуры закрываются пластиковыми колпачками.
Нарезанные концы соединяемых арматурных стержней закрываются пластиковыми или резиновыми защитными колпачками.
После того, как стержень будет наживлён на муфту, затягивание соединения выполняется ключом с регулированием предельного момента.
Муфты для арматуры обжимные и винтовые: монтаж, характеристики, цена
Ускорить механический процесс соединения любых видов арматуры, включая термоупрочненную, стало возможно с появлением на строительном рынке специальных муфт. Их использование эффективнее стыковки сваркой и других способов. Зарекомендовали себя в местах с нестабильной почвой и сейсмоопасных зонах.
Оглавление:
- Классификация и описание
- Порядок проведения работ
- Цены
Что это такое и их виды
Каркас собирается из отдельных стержней, плотно скрепленных между собой. Стыковка классическими методами имеет определенные минусы:
- соединение прутков, идущих в одном направлении, выполняется внахлест;
- качественная вязка требует большого количества времени;
- закрепить арматурные прутья одной сваркой невозможно из-за вероятности разрыва;
- сочетание сварки с вязкой дает положительный результат, но это занимает лишние рабочие силы.
Муфты представляют собой цилиндры из высокопрочного металла, пустотелые изнутри.
1. Элементы могут иметь длину от 70 до 200 мм.
2. Внутри изделий находится определенный тип фиксации:
- резьбовое соединение;
- обжимные кольца.
Это не дает стержню разболтаться во время эксплуатации и выпасть.
3. Толщина стенок муфт варьируется в промежутке 2-5 мм.
Согласно результатам испытаний, проведенных на основании нормативных документов ГОСТ 12004-81 и 10922-12, были разработаны технические условия с информацией по проектированию и монтажу конструкций.
| Вид | Способ действия | Плюсы | Минусы | |
| Обжимные | Путем опрессовки металлических прутьев. | Быстрота процесса; низкий расход арматуры. Не требуется привлечение людей со специальным техническим образованием, согласно ГОСТ 34278-2017 рабочие могут быть аттестованы квалификационной комиссией предприятия. | Требуется использование дополнительного оборудования. | |
| Винтовые | Стандартные | Для стержней с одинаковым сечением. | Можно купить некачественно изготовленное изделие, производители делают замену стали на более дешевый, низкосортный металл. | |
| Резьбовые соединения | ||||
| Сварные | Используют с прокатным профилем. | |||
| Переходные | Применяют, когда необходима затяжка муфты на арматуре разного диаметра. | |||
| Позиционные муфты с параллельной резьбой | Для плотно зафиксированных прутков. | |||
| Концевые (приварные) | Стыковка арматуры с элементами конструкций. | |||
Основным положительным моментом является удобство выполнения монтажных работ.
1. Процесс сборки самого сложного резьбового узла занимает <10 минут, а если стержень обжимается, то в 2 раза меньше.
2. Согласно статистике расход металлопроката на 10-20%.
3. Резьбовые муфты требуют предварительно подготовить стык прутьев:
- нарезка может быть конической или прямой, аналогичной по форме той, которая выполнена внутри соединительной детали;
- решение о типе резьбы принимается на стадии подготовительных работ;
- коническая резьба позволяет крепить стержни сечением 50 мм.
4. Обжимные варианты стыкуются при помощи специальных затягивающих гаек, встроенных колец и других видов крепежа:
- имеют малый размер, компактные;
- надежные фиксаторы;
- используются для крепления арматуры, несущей нагрузку.
Прутья, собранные с помощью муфт, по надежности не уступают аналогичным не сегментированным.
Нюансы применения
Способ стыковки и порядок проведения работ зафиксирован в ГОСТ34278-2017, а также в ГОСТ 1.0-2015 и 1.2-2015.
1. Согласно нормативным документам, муфта может применяться для арматуры класса А400-600 с сечением 12-40 мм.
| Категория соединения | Предъявляемые требования | Особые условия |
| D | Действие многоцикловых нагрузок. | Выдерживает >2 млн циклов нагрузки. |
| S1 | 20 циклов попеременного растяжения-сжатия в зоне крепежа. | Устойчивость к сейсмическим толчкам. |
| S2 | 4-8 циклов переменной упругопластической нагрузки. |
2. Данное изделие проходит обязательную проверку на:
- разрывное усилие;
- деформацию стыка;
- прочность при нагрузках;
- геометрические параметры.
3. Для эффективного действия муфты ее крепление должно выполняться соответствующими инструментами до момента полной затяжки.
4. Технологический процесс стыковки путем обжима не требует специального оборудования для формирования резьбы. Порядок проведения монтажных работ:
- муфты устанавливаются на прутки в местах планируемого соединения;
- при помощи гидравлического приспособления деталь обжимается;
- производится контроль качества сборки путем инструментальной проверки.
Для работ требуется только гидравлическое оборудование. Сложностью являются проблемы установки аппаратуры в местах большой плотности армирования. Скорость стыковки по этой технологии не превышает 5 мин.
5. Процесс крепления резьбовых муфт:
- выполняется центрование;
- на торцах стержней нарезается резьба;
- специальным ключом навинчивается муфта.
Использование при монтаже динамометрического ключа упрощает контроль качества стыков.
6. Изделия с резьбой делятся на два типа:
- с конической формой чаще всего используют при строительстве объектов, не несущих стратегического назначения;
- с параллельной резьбой применяют в случаях, когда к строениям предъявляются повышенные требования безопасности, например, при возведении объектов в сейсмически опасных зонах.
Детали с параллельной резьбой по размеру меньше, чем аналоги с конической формой. При этом сечение прутка идентично.
7. Применение крепежа позволяет выполнить стык стержней, имеющих любой пространственный угол наклона. Также можно:
- делать неограниченное количество соединений;
- контролировать качество стыка при удлинении муфты;
- сохранить целостность каркаса при разрушении монолита;
- равномерно распределить нагрузку и прочность по длине прута.
Стоимость
Цена изделий в среднем держится в одинаковом диапазоне и зависит от компании изготовителя, материала и региона. Купить можно как в розничной сети, так и заказав у производителя.
1. Муфты резьбовые:
| Вид | Сечение | Внешний диаметр, мм | Резьба | Длина, мм | Материал | Масса, кг | Цена, руб |
| Стандартные | 20-40 | 31 — 59 | М20х2,5 – М40,2х3,0 | 50-95 | Сталь | 0,175-1,085 | 204,27-404,29 |
| Переходные | 25/28
| 41
| М25,5х2,5/ М28,6х3,0 | 70 | Сталь | 0,375 | 453,47
|
| 28/32
| 47 | М28,6х3,0/ М32,6х3,0 | 75 | 0,533 | 535,6 | ||
| 36/40 | 59 | М36,5х3,0/ М40,2х3,0 | 95 | 1,085 | 960,64 | ||
| Позиционные | 20-40 | 31 — 59 | М20х2,5 – М40,2х3,0 | 50-95 | Конструкционная сталь | 0,175-1,085 | 306,41-606,44 |
2. Муфты обжимные:
| Тип | Сечение | Внешний диам-р, мм | Толщина стенки, мм / варианты переходов | Длина, мм | Мат-л | Масса, кг | Цена, рубли |
| Стандартные 1 | 16-40 | 30-70
| 5-12 | 80-200 | Сталь | 0,189-3,421 | 95-480 |
| Стандартные 2 | 130-320 | 0,437-5,473 | 110-600 | ||||
| Переходные | 22/20 | 42 | 22/18-22/16 | 110 | 0,83 | 240 | |
| 36/32 | 63 | 36/28-36/25 | 180 | 2,956 | 440 | ||
| 40/36 | 70 | 40/32-40/28 | 300 | 4,33 | 700 |
В большинстве случаев компании предоставляют скидки, зависящие от стоимости заказа. Вся информация обсуждается индивидуально с покупателем.
ГОСТ 10922-2012 Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
ГОСТ 10922-2012
Группа Ж33
____________________________________________________________________
Текст Сравнения ГОСТ 10922-2012 с ГОСТ10922-90 см. по ссылке.
— Примечание изготовителя базы данных.
____________________________________________________________________
МКС 91.190
Дата введения 2013-07-01
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила, рекомендации по межгосударственной стандартизации. Правила разработки, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Российской инженерной академией
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и оценке соответствия в строительстве (протокол от 4 июня 2012 г. N 40, приложение В)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа государственного управления строительством |
Азербайджан | AZ | Государственный комитет градостроительства архитектуры |
Армения | AM | Министерство градостроительства |
Киргизия | KG | Госстрой |
Молдова | MD | Министерство строительства и регионального развития |
Россия | RU | Министерство регионального развития |
Таджикистан | TJ | Агентство по строительству и архитектуре при Правительстве |
Узбекистан | UZ | Госархитекстрой |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2012 г. N 1305-ст межгосударственный стандарт ГОСТ 10922-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2013 г.
5 ВЗАМЕН ГОСТ 10922-90
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на сварные арматурные и закладные изделия железобетонных конструкций, сварные, вязаные и механические соединения арматурных стержней, выполняемых при изготовлении и монтаже сборных и возведении монолитных железобетонных конструкций, и устанавливает требования к арматурным изделиям из стержневой арматурной стали и арматурной проволоки диаметром 3 мм и более.
Настоящий стандарт не распространяется на закладные изделия, не имеющие анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
ГОСТ 8828-89 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 12004-81 Сталь арматурная. Методы испытаний на растяжение
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 14192-96 Маркировка грузов
ГОСТ 21779-82 Система обеспечения точности геометрических параметров в строительстве. Технологические допуски
ГОСТ 23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки
ГОСТ 23279-85* Сетки арматурные сварные для железобетонных конструкций и изделий. Общие технические условия
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 23279-2012, здесь и далее по тексту. — Примечание изготовителя базы данных.
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 условный предел текучести , Н/мм: Напряжение, при котором условно-мгновенная пластическая (остаточная) деформация достигает 0,2% Н/мм (кгс/мм).
3.2 предел текучести (физический) , Н/мм: Наименьшее напряжение, при котором деформация происходит без заметного увеличения нагрузки.
3.3 временное сопротивление при растяжении , Н/мм: Напряжение, соответствующее наибольшей нагрузке перед разрывом.
3.4 относительное удлинение после разрыва , %: Изменение расчетной длины образца, в пределах которой произошел разрыв, выраженное в процентах от первоначальной длины, равной пяти диаметрам стержня.
3.5 относительное равномерное удлинение , %: Изменение расчетной длины образца на участке длиной 50 или 100 мм, не включая место разрыва, выраженное в процентах от первоначальной длины.
3.6 прочность арматуры: Сопротивление металла разрушению или пластическим (остаточным) деформациям от внешних нагрузок (предел прочности или предел текучести).
3.7 площадь поперечного сечения арматуры , мм: Площадь поперечного сечения равновеликого по массе круглого гладкого образца, определяется по формуле
, (1)
где — масса образца, г;
— длина образца, мм.
3.8 вязка арматуры: Соединение стержней по длине без сварки, с перепуском продольных стержней внахлестку и крестообразных соединений с применением вязальной проволоки.
3.9 механические соединения стержней: Стыковка стержней без сварки с помощью опрессованных или резьбовых муфт.
3.10 крестообразные соединения с нормируемой прочностью: Соединения, которые должны обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее расчетных сопротивлений; подлежат выполнению с нормируемой прочностью на срез не ниже значений, приведенных в таблице 4 и 5.16. Крестообразные соединения с нормируемой прочностью на срез должны обязательно оговариваться в проекте.
3.11 крестообразные соединения с ненормируемой прочностью: Соединения, которые должны обеспечивать прочность на срез не ниже 0,3. Сетки и каркасы с ненормируемой прочностью крестообразных соединений на срез не должны рассыпаться при сбрасывании на бетонное основание с высоты одного метра.
4 Основные параметры и размеры
4.1 Сварные арматурные изделия подразделяют на следующие типы:
— отдельные стержни арматуры со сварными стыковыми и другими типами соединений по длине стержня;
— арматурные сетки;
— арматурные каркасы;
— закладные сварные изделия с анкерами из стержневой арматуры.
4.2 Арматурные сетки
4.2.1 Сварные арматурные сетки изготовляют из стержней, расположенных в двух взаимно перпендикулярных направлениях и соединенных в местах пересечений сваркой (крестообразное соединение).
Сетки изготовляют с квадратными или прямоугольными ячейками.
В одном направлении сетки имеют стержни одинакового диаметра.
4.2.2 Сетки изготовляют со следующим расположением рабочей арматуры:
— в одном направлении (продольном или поперечном) и распределительной арматурой в другом направлении;
— в обоих направлениях.
4.2.3 Сетки изготовляют плоскими или рулонными.
Рулонными изготовляют сетки с продольными стержнями из арматурной проволоки диаметрами до 5 мм включительно. При поперечных стержнях диаметрами до 10 мм включительно.
4.2.4 Сетки с продольными и поперечными стержнями диаметрами от 3 до 10 мм включительно изготовляют с поперечными стержнями на всю ширину сетки или со смещенными поперечными стержнями.
4.3 Арматурные каркасы
4.3.1 Сварные арматурные каркасы изготовляют из продольных и поперечных стержней, соединенных в местах пересечений сваркой (крестообразное соединение).
Продольные и поперечные стержни каркасов в одном направлении должны иметь стержни одинакового или разных диаметров.
4.3.2 Каркасы изготовляют плоскими или пространственными.
Плоские каркасы должны иметь поперечные стержни, расположенные в одной плоскости и предназначенные для армирования линейных изгибаемых или растянутых железобетонных элементов и конструкций с малой шириной поперечного сечения.
Пространственные каркасы изготовляют с поперечными стержнями, расположенными в разных плоскостях.
4.4 Сварные закладные изделия
4.4.1 Сварные закладные изделия подразделяют на два основных типа: открытые и закрытые.
В зависимости от расположения анкерных стержней относительно плоского элемента различают закладные изделия с перпендикулярным, наклонным, параллельным или смешанным расположением анкерных стержней.
Типы закладных изделий и взаимное расположение их элементов приведены в приложении А.
4.5 Форма и размеры сварных арматурных сеток и каркасов, отдельных стержней арматуры со сварными стыковыми соединениями по длине стержня, закладных изделий, а также тип сварного соединения и способ сварки должны соответствовать требованиям, установленным стандартами, техническими условиями или проектной документацией на конкретные железобетонные конструкции или арматурные и закладные изделия.
4.5.1 Сварные плоские и рулонные арматурные сетки, изготовляемые предприятиями строительной индустрии на многоэлектродных сварочных машинах, должны соответствовать требованиям ГОСТ 23279.
4.5.2 Сварные рулонные сетки, изготовляемые метизной промышленностью из арматурной проволоки диаметром 5 мм класса Bp-I, должны соответствовать ГОСТ 23279.
4.5.3 Сварные рулонные и плоские сетки, изготовляемые метизной промышленностью из арматурного проката классов А500С и В500С диаметром от 4 до 12 мм, должны соответствовать требованиям действующих нормативных документов*.
_______________
* В Российской Федерации действует ГОСТ Р 52544-2006.
4.6 Конструкция сварных соединений, выполняемых в заводских условиях и при монтаже сборных и возведении монолитных железобетонных конструкций, должна соответствовать ГОСТ 14098.
4.7 Крестообразные соединения типа К1 по ГОСТ 14098, которые должны обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее расчетных сопротивлений, подлежат выполнению с нормируемой прочностью в соответствии с 5.14 и 5.16.
Соединения с нормируемой прочностью должны быть указаны в рабочих чертежах арматурных изделий.
4.8 К сварным крестообразным соединениям с ненормируемой прочностью, применяемым для обеспечения взаимного расположения стержней арматурных изделий в процессе их транспортирования, изготовления и бетонирования конструкций (при отсутствии указаний о нормируемой прочности этих соединений в рабочих чертежах изделий), относят:
1) соединения в плоских и рулонных сетках с рабочей арматурой из арматурной стали периодического профиля, независимо от ее класса и диаметра;
2) соединения в местах пересечения продольной арматуры пространственных каркасов с поперечной арматурой в виде непрерывной спирали или замкнутых хомутов;
3) соединения в местах пересечения продольных или поперечных стержней плоских каркасов и в местах пересечения стержней сеток со стержнями, объединяющими их в пространственные каркасы, если последние применяют для армирования изгибаемых железобетонных элементов, не работающих на кручение;
4) соединения с ненормируемой прочностью должны выдерживать напряжение на срез не менее 0,3 независимо от диаметра арматуры.
4.9 Условные обозначения арматурных и закладных изделий, а также сварных соединений принимают в соответствии со стандартами, техническими условиями или проектной документацией на железобетонные конструкции или арматурные и закладные изделия конкретных типов и видов.
5 Технические требования
5.1 Сварные соединения арматуры и закладных изделий следует изготовлять в соответствии с требованиями настоящего стандарта по нормативным документам на железобетонные конструкции или арматурные и закладные изделия и по технологической документации, утвержденной в установленном порядке.
5.2 Вид и марки арматурной стали, а также марки металлопроката из углеродистой стали обыкновенного качества или низколегированной стали, применяемый для изготовления арматурных и закладных изделий, должны соответствовать установленным стандартам, техническим условиям или проектной документации на конструкции или изделия конкретных типов и видов.
Арматурные и закладные изделия следует изготовлять из арматурной стали и металлопроката, соответствующих требованиям стандартов или технических условий на арматурную сталь и металлопрокат.
5.3 Действительные отклонения линейных размеров сварных арматурных и закладных изделий не должны превышать отклонений, указанных в проектной документации. При отсутствии таких указаний в проектной документации действительные отклонения линейных размеров не должны превышать предельных, установленных в таблице 1, в зависимости от класса точности железобетонных конструкций в соответствии с требованиями ГОСТ 21779.
Таблица 1 — Предельные отклонения размеров изделий, применяемых в железобетонных конструкциях
В миллиметрах
Линейный размер изделия и его номинальное значение | Предельные отклонения размеров изделий, применяемых в железобетонных конструкциях | |||||||||||||||
сборных при их классе точности | монолитных | |||||||||||||||
5 | 6 | 7 | 8 | |||||||||||||
1 Длина отдельных стержней ненапрягаемой арматуры, расстояние между крайними стержнями по длине, ширине или высоте изделия при их значениях: | ||||||||||||||||
до | 60 | включ. | ±1,0 | ±1,5 | ±2,5 | ±4,0 | ||||||||||
св. | 60 | « | 120 | « | ±1,5 | ±2,0 | ±3,0 | ±5,0 | ||||||||
« | 120 | « | 250 | « | ±1,5 | ±2,5 | ±4,0 | ±6,0 | ||||||||
« | 250 | « | 500 | « | ±2,0 | ±3,0 | ±5,0 | ±8,0 | ||||||||
« | 500 | « | 1000 | « | ±2,5 | ±4,0 | ±6,0 | ±10 | ||||||||
« | 1000 | « | 1600 | « | ±3,0 | ±5,0 | +6,0 | +10 | ||||||||
« | 1600 | « | 2500 | « | ±4,0 | ±6,0 | +8,0 | +12 | ||||||||
« | 2500 | « | 4000 | « | ±5,0 | ±8,0 | +10 | +15 | +15 | |||||||
« | 4000 | « | 8000 | « | ±6,0 | ±10 | +12 | +20 | +20 | |||||||
« | 8000 | « | 16000 | ±8,0 | ±12 | +15 | +25 | +30 | ||||||||
« | 16000 | ±10 | ±15 | +20 | +35 | +45 | ||||||||||
2 Расстояние от крайнего стержня одного направления до торца стержня другого направления (длина выпуска стержня) в арматурных изделиях при длине выпуска: | ||||||||||||||||
до | 60 | включ. | ±1,0 | ±1,5 | ±2,5 | ±4,0 | ||||||||||
св. | 60 | « | 120 | « | ±1,5 | ±2,0 | ±3,0 | ±5,0 | ||||||||
« | 120 | « | 250 | « | ±1,5 | ±2,5 | ±4,0 | ±6,0 | ||||||||
« | 250 | « | 500 | « | ±2,0 | ±3,0 | ±5,0 | ±8,0 | ||||||||
« | 500 | « | 1000 | « | ±2,5 | ±4,0 | ±6,0 | +10 | +12 | |||||||
« | 1000 | ±3,0 | ±5,0 | ±8,0 | ±12 | ±18 | ||||||||||
3 Расстояние между двумя соседними продольными стержнями (кроме крайних) в арматурных каркасах при его значениях: | Независимо от класса точности конструкции | |||||||||||||||
до | 60 | включ. | ±4 | ±6 | ||||||||||||
св. | 60 | « | 120 | « | ±5 | ±8 | ||||||||||
« | 120 | « | 250 | « | ±6 | ±10 | ||||||||||
« | 250 | « | 500 | « | ±8 | ±12 | ||||||||||
« | 500 | « | 1000 | « | ±10 | ±15 | ||||||||||
« | 1000 | ±12 | ±20 | |||||||||||||
4 Длина и ширина плоского элемента закладного изделия: | ||||||||||||||||
до | 250 | включ. | ±1,5 | ±2,5 | ±4,0 | ±6,0 | ||||||||||
св. | 250 | « | 500 | « | ±2,0 | ±3,0 | ±5,0 | ±8,0 | ||||||||
« | 500 | 250* | ±2,5 | ±4,0 | ±6,0 | ±10 | ||||||||||
5 То же, при равенстве размеров плоского элемента закладного изделия и поперечного сечения железобетонной конструкции: | ||||||||||||||||
до | 250 | включ. | -2,0 | -3,0 | -5,0 | |||||||||||
св. | 250 | « | 500 | « | -2,5 | -4,0 | -6,0 | |||||||||
« | 500 | -3,0 | -5,0 | -8,0 | ||||||||||||
6 Расстояние от края плоского элемента закладного изделия до ближайшей точки поверхности анкерного стержня: | ||||||||||||||||
до | 60 | включ. | +1,5 | +2,5 | +4,0 | +6,0 | ||||||||||
св. | 60 | « | 120 | « | +2,0 | +3,0 | +5,0 | +8,0 | ||||||||
« | 120 | « | * | « | +2,5 | +4,0 | +6,0 | +10 | ||||||||
« | 250 | « | +3,0 | +5,0 | +8,0 | +12 | ||||||||||
7 Расстояние между наружными элементами изделия до ближайшей точки поверхности анкерного стержня: | ||||||||||||||||
до | 250 | включ. | ±1,5 | ±2,5 | ±4,0 | ±6,0 | ||||||||||
св. | 250 | « | 500 | « | ±2,0 | ±3,0 | ±5,0 | ±8,0 | ||||||||
« | 500 | ±2,5 | ±4,0 | ±6,0 | ±10 | |||||||||||
8 Длина анкерных стержней закладных изделий открытого типа при ее значении: | ||||||||||||||||
до | 250 | включ. | ±10 | |||||||||||||
св. | 250 | « | 500 | « | ±12 | |||||||||||
« | 500 | ±15 | ||||||||||||||
Примечания 1 Предельные отклонения длин отдельных стержней ненапрягаемой арматуры, а также расстояний между крайними стержнями по длине, ширине или высоте изделия, длины выпуска стержней (см. пункты 1 и 2 таблицы) приведены в таблице для размеров арматурных и закладных изделий, которые соответствуют габаритным размерам конструкции. Для других размеров этих изделий отклонения указанных в таблице параметров принимают по классу точности 8. 2 Класс точности железобетонной конструкции принимают по стандартам, техническим условиям или проектной документации на конкретные конструкции. 3 За номинальное расстояние между стержнями принимают размер между их осями. 4 Измерение размеров арматурных изделий должно проводиться в соответствии с требованиями действующих нормативных документов. | ||||||||||||||||
_______________
* Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
Для изделий, поставляемых за пределы предприятия-изготовителя, класс точности железобетонной конструкции, для которой предназначены заказываемые изделия, необходимо указывать в заказе на их изготовление. В случае, если класс точности конструкции в заказе не оговорен, арматурные и закладные изделия изготовляют по классу точности 8.
5.4 Отклонение от плоскостности наружных лицевых поверхностей плоских элементов закладных изделий не должно превышать 3 мм.
Угол между поверхностью плоского элемента и анкерным стержнем закладной детали должен быть в пределах, установленных ГОСТ 14098.
5.5 Кромки плоских элементов закладных изделий должны быть очищены от грата и шлака после огневой резки.
5.6 На элементах арматурных и закладных изделий, а также сварных соединений не должно быть отслаивающейся ржавчины и окалины, следов масла и других загрязнений.
5.7 Отклонения установленных ГОСТ 14098 или указанных в нормативных документах размеров конструктивных элементов сварных соединений и их взаимного расположения не должны превышать предельных, приведенных в таблице 2.
Таблица 2 — Отклонения размеров конструктивных элементов сварных соединений и их взаимного расположения
Геометрический параметр | Предельные отклонения |
1 Соосность стержней в стыковых соединениях, выполненных контактной сваркой, при номинальном диаметре стержней, мм | |
10-40 | 0,10 |
2 Соосность стержней в стыковых соединениях, выполненных ванной сваркой в инвентарных формах, ванно-шовной и дуговой на стальной скобе-накладке, а также дуговой сваркой многослойными швами, при номинальном диаметре стержней, мм: | |
20-40 | 0,15 |
3 Соосность стержней в стыковых соединениях, выполненных дуговой сваркой швами с накладками | 0,3 |
4 Створность накладок из стержней и стыкуемой арматуры при номинальном диаметре стержней, мм: | |
10-40 | 0,5 |
5 Симметричность расположения накладки из стержня и стальной скобы-накладки относительно сварного стыка в продольном направлении (за исключением стыков со смещенными накладками) при длине накладки: | |
3 | ±0,15 |
4 | ±0,20 |
6 | ±0,30 |
8 | ±0,40 |
10 | ±0,50 |
6 Длина накладки из стержня и стальной скобы-накладки | ±0,50 |
7 Длина нахлестки при ее размере: | |
4 — 6 | +0,5 |
8 — 10 | +0,3 |
8 Ширина валиковых швов при номинальном диаметре свариваемых стержней, мм: | |
10-16 | +0,2 |
18-80 | ±0,1 |
Примечания 1 При стыковой сварке стержней разного диаметра за номинальный принимают меньший диаметр стержня. 2 — номинальный диаметр стержня. | |
5.8 Перелом осей стержней арматуры в стыковых соединениях (для соединений типов С5-С19 в плоскости, параллельной стенкам инвентарных форм или стальных скоб-наладок, и для соединений типов С21 и С23 по ГОСТ 14098 в плоскости, перпендикулярной к плоскости, проходящей через продольные оси накладок из стержней) не должен быть более 12 мм на базе 250 мм.
5.9 Стыковые и крестообразные соединения, выполненные контактной сваркой, должны быть окружены гратом. Смятие стержней электродами на глубину более 0,1 номинального диаметра стержня, подплавление и поджоги ребер периодического профиля стержней не допускаются.
5.10 Кольцевой венчик наплавленного металла при дуговой сварке под флюсом тавровых соединений анкерных стержней закладных изделий должен быть без разрывов. Допускаются разность высоты венчика в двух любых точках по его окружности до 7 мм и несимметричное расположение венчика относительно анкерного стержня при условии, что расстояние от края венчика до ближайшей точки на поверхности стержня должно быть не менее 0,5 мм для анкеров диаметром до 14 мм включительно и не менее 2 мм — для больших диаметров стержней.
5.11 Соединения, выполненные дуговой, ванной и ванно-шовной сваркой, подлежат очистке от шлака и брызг металла.
5.12 Наплавленный металл в соединениях и основной металл в околошовных зонах не должен иметь трещин. Переход от наплавленного металла к основному должен осуществляться без подрезов основного металла. Все кратеры должны быть заварены.
Перерывы наплавленного металла и шлаковые включения в нем, прожоги плоских элементов закладных изделий, свищи, поверхностные поджоги основного металла и непровары не допускаются.
5.13 Размеры и число наружных дефектов в сварных соединениях, выполненных дуговой, ванной и ванно-шовной сваркой, не должны превышать указанных в таблице 3.
Таблица 3 — Размеры и число наружных дефектов в сварных соединениях, выполненных дуговой, ванной и ванно-шовной сваркой
Наименование дефекта | Допускаемые дефекты при диаметре свариваемых стержней, мм | |
10-28 | 32-50 | |
1 Число отдельных пор диаметром до 2 мм в соединениях, выполненных: | ||
дуговой сваркой протяженными швами на: | ||
— длине шва 100 мм | 2 | 4 |
— при сварке другими способами | 4 | 5 |
2 Цепочки пор диаметром до 2 мм и длиной до 50 мм в соединениях, выполненных: | ||
— дуговой сваркой протяженными швами | Не допускаются | 2 |
— при сварке другими способами | 1 | |
3 Глубина усадочных раковин наплавленного металла при выполнении стыковых соединений ванной, ванно-шовной, дуговой сваркой, мм | 2 | 3 |
5.14 Требования к стыковым соединениям арматуры
5.14.1 Образцы сварных соединений при механических испытаниях до разрушения должны иметь минимальное временное сопротивление не менее указанного в таблице 4.
Таблица 4 — Минимальное временное сопротивление сварных соединений
Класс арматурной стали | Временное сопротивление сварных соединений , Н/мм |
А240 | 320 |
А300 | 440 |
А400, А400С* | 530 |
А500С, В500С* | 550 |
А600С | 700 |
А600 | 800 |
А800 | 900 |
А1000 | 1050 |
* Временное сопротивление тавровых соединений с рабочими стержнями из арматуры классов А400, А400С, А500С и В500С должно быть не менее 500 Н/мм. | |
5.14.2 Прочность, деформативность и пластичность растянутых механических соединений арматуры на растяжение должны соответствовать нормам, указанным в таблице 5.
Таблица 5 — Механические свойства механических соединений арматуры
Разрывное усилие , кН | Деформативность при растяжении, мм | Равномерное относительное удлинение арматуры после разрушения соединения, % |
Не менее | Не более | Не менее |
0,1 | 2 | |
Примечания 1) — номинальная площадь поперечного сечения соединяемой арматуры по нормативным документам на ее производство; — браковочное значение временного сопротивления соединяемой арматуры по нормативным документам на ее производство. 2) За деформативность соединения принимается значение пластической деформации стыка при напряжении в арматуре, равном 0,6 (0,6 ), где () — браковочное значение физического или условного предела текучести арматуры по нормативным документам на ее производство. | ||
5.14.3 Нахлесточные вязаные соединения проверяют по длине перепуска стержней в соответствии с требованиями 5.42.
5.15 Стыковые соединения стержней из термомеханически упрочненной арматурной стали класса Ат800, выполненные контактной сваркой, при механических испытаниях на растяжение должны разрушаться вне зоны сплавления. При этом уменьшение исходного диаметра стержней в месте разрыва должно быть не менее 20%.
5.16 Крестообразные сварные соединения с нормируемой прочностью (см. 4.7) проволоки класса Bp-I со стержневой арматурой или с такой же проволокой при испытании на срез должны выдерживать без разрушения нагрузку , гН (кгс) не менее:
35(355) | — | при | номинальном | диаметре | проволоки | 3 мм; |
62(630) | « | « | « |
ГОСТ 10922-2012
ГОСТ 10922-2012
Группа Ж33
____________________________________________________________________
Текст Сравнения ГОСТ 10922-2012 с ГОСТ10922-90 см. по ссылке.
— Примечание изготовителя базы данных.
____________________________________________________________________
МКС 91.190
Дата введения 2013-07-01
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила, рекомендации по межгосударственной стандартизации. Правила разработки, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Российской инженерной академией
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и оценке соответствия в строительстве (протокол от 4 июня 2012 г. N 40, приложение В)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа государственного управления строительством |
Азербайджан | AZ | Государственный комитет градостроительства архитектуры |
Армения | AM | Министерство градостроительства |
Киргизия | KG | Госстрой |
Молдова | MD | Министерство строительства и регионального развития |
Россия | RU | Министерство регионального развития |
Таджикистан | TJ | Агентство по строительству и архитектуре при Правительстве |
Узбекистан | UZ | Госархитекстрой |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2012 г. N 1305-ст межгосударственный стандарт ГОСТ 10922-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2013 г.
5 ВЗАМЕН ГОСТ 10922-90
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на сварные арматурные и закладные изделия железобетонных конструкций, сварные, вязаные и механические соединения арматурных стержней, выполняемых при изготовлении и монтаже сборных и возведении монолитных железобетонных конструкций, и устанавливает требования к арматурным изделиям из стержневой арматурной стали и арматурной проволоки диаметром 3 мм и более.
Настоящий стандарт не распространяется на закладные изделия, не имеющие анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
ГОСТ 8828-89 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 12004-81 Сталь арматурная. Методы испытаний на растяжение
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 14192-96 Маркировка грузов
ГОСТ 21779-82 Система обеспечения точности геометрических параметров в строительстве. Технологические допуски
ГОСТ 23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки
ГОСТ 23279-85* Сетки арматурные сварные для железобетонных конструкций и изделий. Общие технические условия
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 23279-2012, здесь и далее по тексту. — Примечание изготовителя базы данных.
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 условный предел текучести , Н/мм: Напряжение, при котором условно-мгновенная пластическая (остаточная) деформация достигает 0,2% Н/мм (кгс/мм).
3.2 предел текучести (физический) , Н/мм: Наименьшее напряжение, при котором деформация происходит без заметного увеличения нагрузки.
3.3 временное сопротивление при растяжении , Н/мм: Напряжение, соответствующее наибольшей нагрузке перед разрывом.
3.4 относительное удлинение после разрыва , %: Изменение расчетной длины образца, в пределах которой произошел разрыв, выраженное в процентах от первоначальной длины, равной пяти диаметрам стержня.
3.5 относительное равномерное удлинение , %: Изменение расчетной длины образца на участке длиной 50 или 100 мм, не включая место разрыва, выраженное в процентах от первоначальной длины.
3.6 прочность арматуры: Сопротивление металла разрушению или пластическим (остаточным) деформациям от внешних нагрузок (предел прочности или предел текучести).
3.7 площадь поперечного сечения арматуры , мм: Площадь поперечного сечения равновеликого по массе круглого гладкого образца, определяется по формуле
, (1)
где — масса образца, г;
— длина образца, мм.
3.8 вязка арматуры: Соединение стержней по длине без сварки, с перепуском продольных стержней внахлестку и крестообразных соединений с применением вязальной проволоки.
3.9 механические соединения стержней: Стыковка стержней без сварки с помощью опрессованных или резьбовых муфт.
3.10 крестообразные соединения с нормируемой прочностью: Соединения, которые должны обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее расчетных сопротивлений; подлежат выполнению с нормируемой прочностью на срез не ниже значений, приведенных в таблице 4 и 5.16. Крестообразные соединения с нормируемой прочностью на срез должны обязательно оговариваться в проекте.
3.11 крестообразные соединения с ненормируемой прочностью: Соединения, которые должны обеспечивать прочность на срез не ниже 0,3. Сетки и каркасы с ненормируемой прочностью крестообразных соединений на срез не должны рассыпаться при сбрасывании на бетонное основание с высоты одного метра.
4 Основные параметры и размеры
4.1 Сварные арматурные изделия подразделяют на следующие типы:
— отдельные стержни арматуры со сварными стыковыми и другими типами соединений по длине стержня;
— арматурные сетки;
— арматурные каркасы;
— закладные сварные изделия с анкерами из стержневой арматуры.
4.2 Арматурные сетки
4.2.1 Сварные арматурные сетки изготовляют из стержней, расположенных в двух взаимно перпендикулярных направлениях и соединенных в местах пересечений сваркой (крестообразное соединение).
Сетки изготовляют с квадратными или прямоугольными ячейками.
В одном направлении сетки имеют стержни одинакового диаметра.
4.2.2 Сетки изготовляют со следующим расположением рабочей арматуры:
— в одном направлении (продольном или поперечном) и распределительной арматурой в другом направлении;
— в обоих направлениях.
4.2.3 Сетки изготовляют плоскими или рулонными.
Рулонными изготовляют сетки с продольными стержнями из арматурной проволоки диаметрами до 5 мм включительно. При поперечных стержнях диаметрами до 10 мм включительно.
4.2.4 Сетки с продольными и поперечными стержнями диаметрами от 3 до 10 мм включительно изготовляют с поперечными стержнями на всю ширину сетки или со смещенными поперечными стержнями.
4.3 Арматурные каркасы
4.3.1 Сварные арматурные каркасы изготовляют из продольных и поперечных стержней, соединенных в местах пересечений сваркой (крестообразное соединение).
Продольные и поперечные стержни каркасов в одном направлении должны иметь стержни одинакового или разных диаметров.
4.3.2 Каркасы изготовляют плоскими или пространственными.
Плоские каркасы должны иметь поперечные стержни, расположенные в одной плоскости и предназначенные для армирования линейных изгибаемых или растянутых железобетонных элементов и конструкций с малой шириной поперечного сечения.
Пространственные каркасы изготовляют с поперечными стержнями, расположенными в разных плоскостях.
4.4 Сварные закладные изделия
4.4.1 Сварные закладные изделия подразделяют на два основных типа: открытые и закрытые.
В зависимости от расположения анкерных стержней относительно плоского элемента различают закладные изделия с перпендикулярным, наклонным, параллельным или смешанным расположением анкерных стержней.
Типы закладных изделий и взаимное расположение их элементов приведены в приложении А.
4.5 Форма и размеры сварных арматурных сеток и каркасов, отдельных стержней арматуры со сварными стыковыми соединениями по длине стержня, закладных изделий, а также тип сварного соединения и способ сварки должны соответствовать требованиям, установленным стандартами, техническими условиями или проектной документацией на конкретные железобетонные конструкции или арматурные и закладные изделия.
4.5.1 Сварные плоские и рулонные арматурные сетки, изготовляемые предприятиями строительной индустрии на многоэлектродных сварочных машинах, должны соответствовать требованиям ГОСТ 23279.
4.5.2 Сварные рулонные сетки, изготовляемые метизной промышленностью из арматурной проволоки диаметром 5 мм класса Bp-I, должны соответствовать ГОСТ 23279.
4.5.3 Сварные рулонные и плоские сетки, изготовляемые метизной промышленностью из арматурного проката классов А500С и В500С диаметром от 4 до 12 мм, должны соответствовать требованиям действующих нормативных документов*.
_______________
* В Российской Федерации действует ГОСТ Р 52544-2006.
4.6 Конструкция сварных соединений, выполняемых в заводских условиях и при монтаже сборных и возведении монолитных железобетонных конструкций, должна соответствовать ГОСТ 14098.
4.7 Крестообразные соединения типа К1 по ГОСТ 14098, которые должны обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее расчетных сопротивлений, подлежат выполнению с нормируемой прочностью в соответствии с 5.14 и 5.16.
Соединения с нормируемой прочностью должны быть указаны в рабочих чертежах арматурных изделий.
4.8 К сварным крестообразным соединениям с ненормируемой прочностью, применяемым для обеспечения взаимного расположения стержней арматурных изделий в процессе их транспортирования, изготовления и бетонирования конструкций (при отсутствии указаний о нормируемой прочности этих соединений в рабочих чертежах изделий), относят:
1) соединения в плоских и рулонных сетках с рабочей арматурой из арматурной стали периодического профиля, независимо от ее класса и диаметра;
2) соединения в местах пересечения продольной арматуры пространственных каркасов с поперечной арматурой в виде непрерывной спирали или замкнутых хомутов;
3) соединения в местах пересечения продольных или поперечных стержней плоских каркасов и в местах пересечения стержней сеток со стержнями, объединяющими их в пространственные каркасы, если последние применяют для армирования изгибаемых железобетонных элементов, не работающих на кручение;
4) соединения с ненормируемой прочностью должны выдерживать напряжение на срез не менее 0,3 независимо от диаметра арматуры.
4.9 Условные обозначения арматурных и закладных изделий, а также сварных соединений принимают в соответствии со стандартами, техническими условиями или проектной документацией на железобетонные конструкции или арматурные и закладные изделия конкретных типов и видов.
5 Технические требования
5.1 Сварные соединения арматуры и закладных изделий следует изготовлять в соответствии с требованиями настоящего стандарта по нормативным документам на железобетонные конструкции или арматурные и закладные изделия и по технологической документации, утвержденной в установленном порядке.
5.2 Вид и марки арматурной стали, а также марки металлопроката из углеродистой стали обыкновенного качества или низколегированной стали, применяемый для изготовления арматурных и закладных изделий, должны соответствовать установленным стандартам, техническим условиям или проектной документации на конструкции или изделия конкретных типов и видов.
Арматурные и закладные изделия следует изготовлять из арматурной стали и металлопроката, соответствующих требованиям стандартов или технических условий на арматурную сталь и металлопрокат.
5.3 Действительные отклонения линейных размеров сварных арматурных и закладных изделий не должны превышать отклонений, указанных в проектной документации. При отсутствии таких указаний в проектной документации действительные отклонения линейных размеров не должны превышать предельных, установленных в таблице 1, в зависимости от класса точности железобетонных конструкций в соответствии с требованиями ГОСТ 21779.
Таблица 1 — Предельные отклонения размеров изделий, применяемых в железобетонных конструкциях
В миллиметрах
Линейный размер изделия и его номинальное значение | Предельные отклонения размеров изделий, применяемых в железобетонных конструкциях | |||||||||||||||
сборных при их классе точности | монолитных | |||||||||||||||
5 | 6 | 7 | 8 | |||||||||||||
1 Длина отдельных стержней ненапрягаемой арматуры, расстояние между крайними стержнями по длине, ширине или высоте изделия при их значениях: | ||||||||||||||||
до | 60 | включ. | ±1,0 | ±1,5 | ±2,5 | ±4,0 | ||||||||||
св. | 60 | « | 120 | « | ±1,5 | ±2,0 | ±3,0 | ±5,0 | ||||||||
« | 120 | « | 250 | « | ±1,5 | ±2,5 | ±4,0 | ±6,0 | ||||||||
« | 250 | « | 500 | « | ±2,0 | ±3,0 | ±5,0 | ±8,0 | ||||||||
« | 500 | « | 1000 | « | ±2,5 | ±4,0 | ±6,0 | ±10 | ||||||||
« | 1000 | « | 1600 | « | ±3,0 | ±5,0 | +6,0 | +10 | ||||||||
« | 1600 | « | 2500 | « | ±4,0 | ±6,0 | +8,0 | +12 | ||||||||
« | 2500 | « | 4000 | « | ±5,0 | ±8,0 | +10 | +15 | +15 | |||||||
« | 4000 | « | 8000 | « | ±6,0 | ±10 | +12 | +20 | +20 | |||||||
« | 8000 | « | 16000 | ±8,0 | ±12 | +15 | +25 | +30 | ||||||||
« | 16000 | ±10 | ±15 | +20 | +35 | +45 | ||||||||||
2 Расстояние от крайнего стержня одного направления до торца стержня другого направления (длина выпуска стержня) в арматурных изделиях при длине выпуска: | ||||||||||||||||
до | 60 | включ. | ±1,0 | ±1,5 | ±2,5 | ±4,0 | ||||||||||
св. | 60 | « | 120 | « | ±1,5 | ±2,0 | ±3,0 | ±5,0 | ||||||||
« | 120 | « | 250 | « | ±1,5 | ±2,5 | ±4,0 | ±6,0 | ||||||||
« | 250 | « | 500 | « | ±2,0 | ±3,0 | ±5,0 | ±8,0 | ||||||||
« | 500 | « | 1000 | « | ±2,5 | ±4,0 | ±6,0 | +10 | +12 | |||||||
« | 1000 | ±3,0 | ±5,0 | ±8,0 | ±12 | ±18 | ||||||||||
3 Расстояние между двумя соседними продольными стержнями (кроме крайних) в арматурных каркасах при его значениях: | Независимо от класса точности конструкции | |||||||||||||||
до | 60 | включ. | ±4 | ±6 | ||||||||||||
св. | 60 | « | 120 | « | ±5 | ±8 | ||||||||||
« | 120 | « | 250 | « | ±6 | ±10 | ||||||||||
« | 250 | « | 500 | « | ±8 | ±12 | ||||||||||
« | 500 | « | 1000 | « | ±10 | ±15 | ||||||||||
« | 1000 | ±12 | ±20 | |||||||||||||
4 Длина и ширина плоского элемента закладного изделия: | ||||||||||||||||
до | 250 | включ. | ±1,5 | ±2,5 | ±4,0 | ±6,0 | ||||||||||
св. | 250 | « | 500 | « | ±2,0 | ±3,0 | ±5,0 | ±8,0 | ||||||||
« | 500 | 250* | ±2,5 | ±4,0 | ±6,0 | ±10 | ||||||||||
5 То же, при равенстве размеров плоского элемента закладного изделия и поперечного сечения железобетонной конструкции: | ||||||||||||||||
до | 250 | включ. | -2,0 | -3,0 | -5,0 | |||||||||||
св. | 250 | « | 500 | « | -2,5 | -4,0 | -6,0 | |||||||||
« | 500 | -3,0 | -5,0 | -8,0 | ||||||||||||
6 Расстояние от края плоского элемента закладного изделия до ближайшей точки поверхности анкерного стержня: | ||||||||||||||||
до | 60 | включ. | +1,5 | +2,5 | +4,0 | +6,0 | ||||||||||
св. | 60 | « | 120 | « | +2,0 | +3,0 | +5,0 | +8,0 | ||||||||
« | 120 | « | * | « | +2,5 | +4,0 | +6,0 | +10 | ||||||||
« | 250 | « | +3,0 | +5,0 | +8,0 | +12 | ||||||||||
7 Расстояние между наружными элементами изделия до ближайшей точки поверхности анкерного стержня: | ||||||||||||||||
до | 250 | включ. | ±1,5 | ±2,5 | ±4,0 | ±6,0 | ||||||||||
св. | 250 | « | 500 | « | ±2,0 | ±3,0 | ±5,0 | ±8,0 | ||||||||
« | 500 | ±2,5 | ±4,0 | ±6,0 | ±10 | |||||||||||
8 Длина анкерных стержней закладных изделий открытого типа при ее значении: | ||||||||||||||||
до | 250 | включ. | ±10 | |||||||||||||
св. | 250 | « | 500 | « | ±12 | |||||||||||
« | 500 | ±15 | ||||||||||||||
Примечания 1 Предельные отклонения длин отдельных стержней ненапрягаемой арматуры, а также расстояний между крайними стержнями по длине, ширине или высоте изделия, длины выпуска стержней (см. пункты 1 и 2 таблицы) приведены в таблице для размеров арматурных и закладных изделий, которые соответствуют габаритным размерам конструкции. Для других размеров этих изделий отклонения указанных в таблице параметров принимают по классу точности 8. 2 Класс точности железобетонной конструкции принимают по стандартам, техническим условиям или проектной документации на конкретные конструкции. 3 За номинальное расстояние между стержнями принимают размер между их осями. 4 Измерение размеров арматурных изделий должно проводиться в соответствии с требованиями действующих нормативных документов. | ||||||||||||||||
_______________
* Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
Для изделий, поставляемых за пределы предприятия-изготовителя, класс точности железобетонной конструкции, для которой предназначены заказываемые изделия, необходимо указывать в заказе на их изготовление. В случае, если класс точности конструкции в заказе не оговорен, арматурные и закладные изделия изготовляют по классу точности 8.
5.4 Отклонение от плоскостности наружных лицевых поверхностей плоских элементов закладных изделий не должно превышать 3 мм.
Угол между поверхностью плоского элемента и анкерным стержнем закладной детали должен быть в пределах, установленных ГОСТ 14098.
5.5 Кромки плоских элементов закладных изделий должны быть очищены от грата и шлака после огневой резки.
5.6 На элементах арматурных и закладных изделий, а также сварных соединений не должно быть отслаивающейся ржавчины и окалины, следов масла и других загрязнений.
5.7 Отклонения установленных ГОСТ 14098 или указанных в нормативных документах размеров конструктивных элементов сварных соединений и их взаимного расположения не должны превышать предельных, приведенных в таблице 2.
Таблица 2 — Отклонения размеров конструктивных элементов сварных соединений и их взаимного расположения
Геометрический параметр | Предельные отклонения |
1 Соосность стержней в стыковых соединениях, выполненных контактной сваркой, при номинальном диаметре стержней, мм | |
10-40 | 0,10 |
2 Соосность стержней в стыковых соединениях, выполненных ванной сваркой в инвентарных формах, ванно-шовной и дуговой на стальной скобе-накладке, а также дуговой сваркой многослойными швами, при номинальном диаметре стержней, мм: | |
20-40 | 0,15 |
3 Соосность стержней в стыковых соединениях, выполненных дуговой сваркой швами с накладками | 0,3 |
4 Створность накладок из стержней и стыкуемой арматуры при номинальном диаметре стержней, мм: | |
10-40 | 0,5 |
5 Симметричность расположения накладки из стержня и стальной скобы-накладки относительно сварного стыка в продольном направлении (за исключением стыков со смещенными накладками) при длине накладки: | |
3 | ±0,15 |
4 | ±0,20 |
6 | ±0,30 |
8 | ±0,40 |
10 | ±0,50 |
6 Длина накладки из стержня и стальной скобы-накладки | ±0,50 |
7 Длина нахлестки при ее размере: | |
4 — 6 | +0,5 |
8 — 10 | +0,3 |
8 Ширина валиковых швов при номинальном диаметре свариваемых стержней, мм: | |
10-16 | +0,2 |
18-80 | ±0,1 |
Примечания 1 При стыковой сварке стержней разного диаметра за номинальный принимают меньший диаметр стержня. 2 — номинальный диаметр стержня. | |
5.8 Перелом осей стержней арматуры в стыковых соединениях (для соединений типов С5-С19 в плоскости, параллельной стенкам инвентарных форм или стальных скоб-наладок, и для соединений типов С21 и С23 по ГОСТ 14098 в плоскости, перпендикулярной к плоскости, проходящей через продольные оси накладок из стержней) не должен быть более 12 мм на базе 250 мм.
5.9 Стыковые и крестообразные соединения, выполненные контактной сваркой, должны быть окружены гратом. Смятие стержней электродами на глубину более 0,1 номинального диаметра стержня, подплавление и поджоги ребер периодического профиля стержней не допускаются.
5.10 Кольцевой венчик наплавленного металла при дуговой сварке под флюсом тавровых соединений анкерных стержней закладных изделий должен быть без разрывов. Допускаются разность высоты венчика в двух любых точках по его окружности до 7 мм и несимметричное расположение венчика относительно анкерного стержня при условии, что расстояние от края венчика до ближайшей точки на поверхности стержня должно быть не менее 0,5 мм для анкеров диаметром до 14 мм включительно и не менее 2 мм — для больших диаметров стержней.
5.11 Соединения, выполненные дуговой, ванной и ванно-шовной сваркой, подлежат очистке от шлака и брызг металла.
5.12 Наплавленный металл в соединениях и основной металл в околошовных зонах не должен иметь трещин. Переход от наплавленного металла к основному должен осуществляться без подрезов основного металла. Все кратеры должны быть заварены.
Перерывы наплавленного металла и шлаковые включения в нем, прожоги плоских элементов закладных изделий, свищи, поверхностные поджоги основного металла и непровары не допускаются.
5.13 Размеры и число наружных дефектов в сварных соединениях, выполненных дуговой, ванной и ванно-шовной сваркой, не должны превышать указанных в таблице 3.
Таблица 3 — Размеры и число наружных дефектов в сварных соединениях, выполненных дуговой, ванной и ванно-шовной сваркой
Наименование дефекта | Допускаемые дефекты при диаметре свариваемых стержней, мм | |
10-28 | 32-50 | |
1 Число отдельных пор диаметром до 2 мм в соединениях, выполненных: | ||
дуговой сваркой протяженными швами на: | ||
— длине шва 100 мм | 2 | 4 |
— при сварке другими способами | 4 | 5 |
2 Цепочки пор диаметром до 2 мм и длиной до 50 мм в соединениях, выполненных: | ||
— дуговой сваркой протяженными швами | Не допускаются | 2 |
— при сварке другими способами | 1 | |
3 Глубина усадочных раковин наплавленного металла при выполнении стыковых соединений ванной, ванно-шовной, дуговой сваркой, мм | 2 | 3 |
5.14 Требования к стыковым соединениям арматуры
5.14.1 Образцы сварных соединений при механических испытаниях до разрушения должны иметь минимальное временное сопротивление не менее указанного в таблице 4.
Таблица 4 — Минимальное временное сопротивление сварных соединений
Класс арматурной стали | Временное сопротивление сварных соединений , Н/мм |
А240 | 320 |
А300 | 440 |
А400, А400С* | 530 |
А500С, В500С* | 550 |
А600С | 700 |
А600 | 800 |
А800 | 900 |
А1000 | 1050 |
* Временное сопротивление тавровых соединений с рабочими стержнями из арматуры классов А400, А400С, А500С и В500С должно быть не менее 500 Н/мм. | |
5.14.2 Прочность, деформативность и пластичность растянутых механических соединений арматуры на растяжение должны соответствовать нормам, указанным в таблице 5.
Таблица 5 — Механические свойства механических соединений арматуры
Разрывное усилие , кН | Деформативность при растяжении, мм | Равномерное относительное удлинение арматуры после разрушения соединения, % |
Не менее | Не более | Не менее |
0,1 | 2 | |
Примечания 1) — номинальная площадь поперечного сечения соединяемой арматуры по нормативным документам на ее производство; — браковочное значение временного сопротивления соединяемой арматуры по нормативным документам на ее производство. 2) За деформативность соединения принимается значение пластической деформации стыка при напряжении в арматуре, равном 0,6 (0,6 ), где () — браковочное значение физического или условного предела текучести арматуры по нормативным документам на ее производство. | ||
5.14.3 Нахлесточные вязаные соединения проверяют по длине перепуска стержней в соответствии с требованиями 5.42.
5.15 Стыковые соединения стержней из термомеханически упрочненной арматурной стали класса Ат800, выполненные контактной сваркой, при механических испытаниях на растяжение должны разрушаться вне зоны сплавления. При этом уменьшение исходного диаметра стержней в месте разрыва должно быть не менее 20%.
5.16 Крестообразные сварные соединения с нормируемой прочностью (см. 4.7) проволоки класса Bp-I со стержневой арматурой или с такой же проволокой при испытании на срез должны выдерживать без разрушения нагрузку , гН (кгс) не менее:
35(355) | — | при | номинальном | диаметре | проволоки | 3 мм; |
62(630) | « | « | « | « |
Быстроразъемные запорные муфты
Быстроразъемные соединения (QDC) Koolance, на которые подана заявка на патент, представляют собой специально разработанные фитинги, которые автоматически перекрывают поток охлаждающей жидкости при отключении. После подсоединения муфт путь потока восстанавливается. Быстроразъемные соединения очень полезны для участков системы водяного охлаждения или водопровода, которые часто меняются и перемещаются. Они также могут повысить удобство при сливе воды из системы.
Отсечка QDC работает за счет наличия внутреннего клапана, который открывается и закрывается по мере необходимости.Как охватываемые, так и охватываемые фитинги содержат «плунжер», который приводится в действие пружиной. При подключении клапаны с обеих сторон остаются открытыми для прохождения охлаждающей жидкости. При отключении каждая сторона немедленно самоуплотняется. Токовые муфты Koolance считаются «непроливаемыми» или «сухими». Это означает, что при отключении высвобождается очень мало охлаждающей жидкости. Внутренние части фитингов могут быть влажными, но обычно жидкости недостаточно, чтобы образовалась капля с обеих сторон.
Серия и размеры
Koolance предлагает три текущие серии быстроразъемных соединений, которые предназначены для труб разного внутреннего диаметра.Каждая серия значительно больше по физическому размеру, чем предыдущая:
ПРИМЕЧАНИЕ. Различные серии физически НЕ совместимы друг с другом. Например, фитинг «QD2» не подходит для фитинга «QD3».
Выбор быстрого отключения
Для любой отсоединяемой трубки требуется один фитинг с внутренней резьбой и один фитинг с наружной резьбой. Для разрыва двух шлангов (впускной / выпускной), идущих к пластине охлаждения или насосу, требуются два штуцера с наружной и двойной резьбой. Если фитинги Koolance выбраны из одной серии, любой охватываемый фитинг будет соединяться с любым фитингом с внутренней резьбой.
Быстроразъемные муфты можно размещать «в линию» (в середине трубки) или непосредственно в такой компонент, как холодная пластина или радиатор. Для прямых соединений на стороне компонента используется резьбовой QDC, а муфта противоположного пола выбирается в зависимости от размера шланга.
Например, вы можете выбрать два фитинга QD3-MSG4 (наружная, резьбовая), которые будут вставлены в пластину охлаждения ЦП. Со стороны трубки вам потребуются два QD3-Fxxx (где «xxx» соответствует желаемому типу фитинга и размеру шланга).Точно так же вы можете выбрать QD3-FSG4 (внутренняя, резьбовая) для стороны компонента и QD3-Mxxx для стороны трубки. Не имеет значения, в каком направлении течет охлаждающая жидкость через быстроразъемные соединения.
Koolance предлагает BKT-PCI-G для установки непосредственно в задний слот компьютера. Этот кронштейн имеет резьбу G 1/4 BSPP с обеих сторон. Резьбовые быстроразъемные соединения могут быть установлены внутри, снаружи или на обоих.
Определение более ранней серии QDC
Koolance выпустил несколько поколений быстроразъемных соединений.Они указаны на схеме ниже.
Муфты без ступицы изменили мир сантехники
В 1960-х годах муфты No-Hub были следующей лучшей новинкой в области сантехники, появившейся на рынке и преобразовавшей чугунные дренажные трубы. Это произошло незадолго до того, как пластиковые трубы стали доступными и приемлемыми в сантехнической промышленности и снова изменили отрасль. В этой статье мы надеемся предоставить вам не только краткую историю, но и полезную информацию о универсальности бесцентровых муфт и их возможности также использовать для пластиковых трубопроводов.
История муфт без ступицы
Муфты без ступицы революционизировали установку чугунных дренажных труб, превратив опасную, утомительную работу квалифицированных мастеров в более простое, быстрое, безопасное занятие с меньшим количеством инструментов.
До того, как были изобретены бесступенчатые муфты, чугунные трубопроводы ступицы и гладкого конца должны были соединяться с фитингами со ступицами или раструбами с использованием свинца, дуба, плавильных котлов, горелок, специальных зажимов, чугунных ковшей, направляющих для стыков и чугунов.
Все эти инструменты были необходимы для того, чтобы сантехник мог залить расплавленный свинец в фитинг и заставить свинец равномерно обтекать всю трубу и должным образом герметизировать фитинг.Этот метод был принят как лучший способ соединения и герметизации труб. Вам нужно было не только пройти обучение, но и пройти годы практики сначала в качестве ученика, а затем в качестве подмастерья, прежде чем вас можно было бы считать мастером-сантехником в этой области.
В 1950-х годах вспыхнул бум жилищного строительства. Акт о переустройстве военнослужащих 1944 года, получивший название G.I. Билл предоставил ветеранам вооруженных сил доступ к доступному высшему образованию. Это, в свою очередь, привело к появлению высокообразованных и продуктивных сотрудников, и американские компании были готовы платить большие деньги за управленческие и инженерные навыки.Недорогая нефть из отечественных скважин помогала двигателям промышленности двигаться вперед. Новые достижения в области науки и техники повысили производительность труда. А поскольку все потенциальные конкуренты в Азии и Европе находились в процессе восстановления от последствий разрушений, вызванных Второй мировой войной, наша экономика процветала, начался бэби-бум, и отчаянно требовалось новое жилье.
Когда жилищный бум в самом разгаре, сантехнические и строительные подрядчики пришли к выводу, что соединение труб со свинцом и дубом больше не является рентабельным, потому что это требует слишком много времени и труда.Строители поняли, что им нужен гораздо более быстрый способ подключения труб и снижение затрат на строительство. Американская трубная промышленность нашла и создала решение с конструкцией экранированной муфты без ступицы.
Но разве такое простое может быть лучше свинца и дуба? Новые идеи не всегда легко приемлемы, потому что люди склонны относиться к ним скептически, пока что-то не станет лучше. К концу 1960-х подрядчики начали понимать, что муфта без ступицы — это не просто «пластырь», а жизнеспособный качественный продукт, который действительно был прочным и надежным и выдерживал испытание временем.
Как видите, изобретение бесступенчатых муфт значительно упростило процесс установки дренажных труб, и после 15-минутного обучения установка ступиц и втулки, а также установка дуба вскоре ушли в прошлое.
Когда, где и почему вам может понадобиться муфта без ступицы
Чугунные трубопроводы до сих пор используются в большинстве коммерческих зданий, таких как больницы, гостиницы, автосалоны, банки, офисные здания, школы, магазины смазочных материалов и множество других объектов.Несмотря на то, что трубы из АБС или ПВХ могут использоваться для коммерческих зданий в соответствии с Единым сантехническим кодексом (UPC), часто другие местные или государственные строительные нормы могут указывать использование чугунных труб по разным причинам. Некоторые нормы и правила ограничивают использование пластиковых трубопроводов не более чем двухэтажными зданиями. Некоторые здания могут подпадать под действие местных норм охраны здоровья или безопасности, и могут быть указаны чугунные трубы, поскольку они не подвержены горению, как трубы PVC или ABS , в случае пожара.
Чугунные трубопроводы часто используются во многих жилых многоэтажных домах, поскольку они обеспечивают более тихий поток сточных вод, чем пластмассы ABS или PVC. Если вы когда-нибудь были в комнате на первом этаже двухэтажного здания, где был установлен АБС или ПВХ, и кто-то смывает воду в туалете наверху, вы поймете, что мы имеем в виду.
Хотя бесцентровые муфты были разработаны для чугуна, они также являются очень удобным способом ремонта АБС или ПВХ. Они могут быть особенно полезны, когда трубопровод находится в труднодоступном месте или трубу невозможно сдвинуть ни в одном направлении, чтобы можно было произвести ремонт с помощью соединительной муфты на основе растворителя (клеевого соединения).Трубу можно разрезать, чтобы удалить поврежденный участок, и можно установить бесцентровую муфту вместе с заменяемым трубопроводом.
Трубопроводы из АБС и ПВХ сортамента 40 имеют немного больший внешний диаметр, чем чугунные трубы. Нет существенной разницы при сравнении наружного диаметра чугуна 1-1 / 2 «или 2» с трубой из ABS / ПВХ 1-1 / 2 или 2 «. Для этих двух меньших размеров вы можете использовать муфту без ступицы, чтобы без проблем соединить ABS или PVC непосредственно с чугунными трубами. Однако, если вы используете муфту без ступицы для соединения 3-дюймового или 4-дюймового чугуна с АБС или ПВХ, вы заметите более выраженную разницу между внешними диаметрами чугуна и трубы из АБС или ПВХ.
Чтобы упростить адаптацию АБС и ПВХ к чугуну, производители фитингов из АБС и ПВХ создали переходник без ступицы из АБС и ПВХ. Одна сторона приклеивается к АБС или ПВХ, а другая — того же размера, что и чугунная труба без ступицы. Без использования этих специальных адаптеров внутренняя прокладка муфты без ступицы будет растягиваться слишком сильно и не обеспечит наилучшее возможное уплотнение. Примечание. АБС и ПВХ несовместимы для склеивания, поэтому, если вы используете ПВХ, вам понадобится переходник без ступицы из ПВХ, а если вы используете АБС, вам понадобится переходник без ступицы.
Как установить муфту без ступицы
МуфтыNo-Hub имеют внутреннюю прокладку из синтетической резины, полихлоропрена (неопрена). Внутренняя прокладка окружена внешним экраном или лентой из нержавеющей стали с червячными зажимами из нержавеющей стали, стратегически приклепанными к экрану, чтобы удерживать их на месте. Нержавеющая сталь серии 300 используется для обеспечения устойчивости к коррозии. С помощью динамометрического ключа без ступицы установщик прикладывает крутящий момент 60 дюйм-фунтов к винту с шестигранной головкой 5/16 дюйма для оптимальной и правильной сборки.
Шаг 1: Просто сначала сдвиньте внешний экран из нержавеющей стали по трубе и вниз. Затем наденьте внутреннюю прокладку на трубу.
Шаг 2: Затем внутреннюю прокладку можно поместить на конец трубы и сложить, чтобы выровнять трубу на месте достаточно близко, чтобы ее снова загнуть на трубу.
Шаг 3: Отогните внутреннюю прокладку обратно на трубу.
Шаг 4: И, наконец, надвиньте экран обратно на прокладку и затяните зажимы.Для правильной затяжки используйте динамометрический ключ на 60 дюймов на фунт
Не путать с …
Муфта без ступицы Гибкая муфта Муфты без ступицычасто путают с гибкими резиновыми муфтами, которые представляют собой резиновую муфту с гораздо более толстыми стенками и двумя зажимами из нержавеющей стали, но обычно не включают в себя экран из нержавеющей стали. Как определено в разделе 705.4.2 Единого сантехнического кодекса. Экранированная муфта с механическим соединением для чугунных труб и фитингов без рукавов должна иметь металлический экран, если он установлен над землей.Гибкие резиновые муфты с зажимами из нержавеющей стали без экрана предназначены для использования под землей.
Экран муфты без ступицы предназначен для адаптации к изменениям диаметра соединяемых труб. При затягивании червячных зажимов из нержавеющей стали гофрированный экран сцепляется сам с собой. При дальнейшем затягивании давление прилагается как параллельно, так и поперек внутренней прокладки, прижимая ее к трубе и обеспечивая прочное надежное уплотнение. Экран удерживает трубы вровень друг с другом, предотвращая провисание или смещение, которые могут порезать или сломать внутреннюю прокладку.Прокладка создает уплотнение между трубами (или трубой с фитингом), а также помогает предотвратить вырывание труб или фитингов из муфты.
Мы надеемся, что предоставили вам ответы на любые вопросы, которые могут у вас возникнуть о бесступенчатых муфтах, а если нет, сообщите нам об этом. Как видите, бесцентровые муфты можно использовать во многих сферах, которые могут сделать работу с водопроводом немного проще и, возможно, более приятной, но при этом обеспечить надежное и надежное соединение.
Фитинги, соединители, муфты, клапаны, переходники и др.
Элементы со свинцом НЕ предназначены для использования в системах питьевого водоснабжения и предназначены только для промышленного применения в непитьевой воде
Хотя эти продукты использовались в течение многих лет, прежде чем законы о безопасной питьевой воде стали более строгими, они больше НЕ приемлемы для использования в системах питьевого водоснабжения из-за содержания свинца.Агентство по охране окружающей среды США определило, что для того, чтобы продукт считался «не содержащим свинца» в соответствии с Федеральным законом о безопасной питьевой воде 2014 года, он должен удовлетворять требованиям к выщелачиванию свинца согласно разделу 9 стандарта NSF 61 (NSF 61/9). «Без свинца» означает не более чем средневзвешенное содержание свинца в трубах и фитингах 0,25%.
Для вас это означает, что содержание свинца в носиках и фитингах кранов по закону не может содержать более одной четверти одного процента свинца, поэтому вода, проходящая через совместимые краны, будет по существу «бессвинцовой», но имейте в виду это связано с определением «бессвинцовый» как содержащий не более 0.25%, все еще могут быть следовые количества свинца в продуктах, которые по закону определены как «не содержащие свинца», а также в питьевой / питьевой воде.
Предложение 65 штата Калифорния «Закон 1986 года о защите питьевой воды и токсичных веществ» является наиболее строгим (из всех известных нам) законом в своем роде на уровне штата или на федеральном уровне. Федеральный стандарт содержания свинца в питьевой воде составляет 11 частей на миллиард (частей на миллиарда ), в то время как prop 65 (Калифорния) требует уровня . 05ppb. Центр гигиены окружающей среды рекомендует потребителям запускать воду в течение 10 секунд перед наполнением стакана, чтобы удалить воду с самым высоким содержанием свинца (из кранов до «Акта»).
Закон 2014 года изменил значение термина «без свинца» в Кодексе здоровья и безопасности с восьми процентов свинца для труб или трубопроводной арматуры и четырех процентов свинца для сантехнической арматуры и арматуры на средневзвешенное значение свинца не более 0,25 процента. содержание в каждом компоненте. Элементы, отмеченные как НЕ предназначенные для использования в системах питьевой воды, возможно, ранее были разрешены для использования в системах питьевой воды, но НЕ соответствуют новым стандартам, изложенным в Федеральном законе о безопасной питьевой воде 2014 года, и поэтому не могут безопасно использоваться для питьевой воды. / Аппликации с питьевой водой.
Быстроразъемные соединения, CEJN | CEJN (США)
Строительные материалы, используемые при строительстве гидравлических быстроразъемных соединений, гидравлических быстроразъемных соединений и пневматических быстроразъемных соединений, а также других труб, трубок, охватываемых фитингов, охватывающих фитингов, прокладок, фланцев и прокладок, включают: нержавеющую сталь, алюминий, углеродистую сталь, Латунь, медь, железо, нитрил, фторуглерод, PTFE ( политетрафторэтилен) , ETFE, PVDF, PFA, FEP, PVC (поливинил), CPVC, PP (полипропилен), PE (полиэтилен), PEEK, PEK, нейлон, винил, PCTFE и UHMW.
Наряду с множеством материалов для быстрого подключения, существует также большое количество стилей и дизайнов для быстрого подключения. Каждая конструкция быстроразъемного соединения работает по-своему, что обеспечивает повышение безопасности и производительности гидравлической, масляной, жидкостной или газовой системы. Среди наиболее широко используемых конструкций быстрого подключения: Муфты с шариковым замком, муфты с роликовым замком, муфты с фиксатором пальца, муфты с плоской поверхностью (идеально подходят для ограничения разливов и подтеков), байонетные муфты, муфты с шариковым замком бочонка, муфты с кольцевым замком и муфты с кулачковым замком.Также могут использоваться более общие / универсальные термины, например: Одинарные запорные муфты, штуцеры с нажимным соединением, тарельчатые муфты или быстроразъемные муфты.
Чтобы определить, является ли пластик или металл быстроразъемным соединением лучшим материалом, подходящим для вашей системы, важно сначала понять спецификации и характеристики быстроразъемного соединения. Сравните эти характеристики и ограничения с параметрами гидравлической, гидравлической или пневматической системы. Сюда входят диапазоны и пределы температуры, давления, расхода, объема, скачков давления и расчетные циклы подключения / отключения.Также важно понимать стиль / конструкцию устройства быстрого подключения и почему конкретная конструкция является лучшим выбором для обеспечения оптимальной безопасности и эффективности вашей системы. Обычно OEM-производители рекомендуют заменять аналогичные муфты и клапаны. Но по мере того, как меняются технологии, мы видим повышение давления, повышение температуры системы, а также появление новых и инновационных жидкостей и газов; таким образом, считая важным понять причины, по которым существующая быстроразъемная муфта по-прежнему является лучшей для вашего гидравлического, гидравлического или сжатого воздуха.
После того, как вы сопоставите скорость потока, давление и номинальные температуры системы со спецификациями устройства быстрого отключения, вам необходимо подробнее изучить приложение, в котором будет использоваться быстрое подключение. Это даст больше информации о том, какие металлы и / или пластмассы следует учитывать. Ниже приведены примеры приложений, требующих особой конструкции и материалов для безопасной передачи / подачи воздуха, газа, химикатов, жидкости, масла или воды через фитинг.
— Быстроразъемные соединения для химикатов — Быстроразъемные соединения для химикатов должны выдерживать воздействие потенциально едких веществ, таких как топливо, масла, растворители, кислоты и сильные щелочи.В случае химикатов всегда проверяйте химическую совместимость быстроразъемных пластмасс и / или металлов, а также жидкости, масла или газа, которые будут использоваться в системе.
— Быстроразъемные соединения для газа — Целостность газового быстроразъемного соединения имеет решающее значение. В системах, работающих с горючими газами, уплотнения и арматура между быстроразъемными фитингами должны соответствовать самым жестким допускам, чтобы газ не выходил / не вытекал из фитинга. Быстроразъемные соединения для пропана и природного газа должны производиться в соответствии с высочайшими стандартами безопасности и качества.Чтобы избежать утечки газа в быстроразъемном соединении, используйте высококачественные материалы и уплотнения, чтобы обеспечить безопасность пользователей и окружающих.
— Гидравлические быстроразъемные соединения — Высококачественная гидравлическая разъединяющая муфта поможет упростить обслуживание системы и ремонт машины, при этом обеспечивая соответствие расхода и давления остальной части гидравлической системы. Следите за номинальным давлением (гидравлические фитинги обычно требуют высокого номинального давления) и расходом, чтобы муфта могла безопасно справляться с требованиями системы.Кроме того, учитывайте вязкость гидравлических жидкостей и температуру системы и окружающей среды, в которой будет эксплуатироваться оборудование. Прочное металлическое быстроразъемное соединение часто является лучшим вариантом при выборе быстроразъемного соединения, которое достаточно прочно, чтобы выдерживать работу в гидравлических узлах с чрезвычайно высоким давлением. (ссылка; ISO DIS 13031 — Землеройные машины — быстроразъемные соединения — безопасность и BS ISO 5675 — Сельскохозяйственные тракторы и машины — быстродействующие гидравлические сцепные устройства общего назначения)
— Пневматические быстроразъемные соединения — Скорость потока имеет первостепенное значение для фитингов сжатого воздуха.Они считаются рабочими лошадьми линий подачи воздуха и будут использоваться чаще, чем любой другой шланг или фитинг, встроенный в линии подачи сжатого воздуха. Выберите достаточно прочный материал, чтобы работать в тяжелых промышленных / производственных условиях.
— Быстроразъемные фитинги для пищевых продуктов — Быстроразъемные соединения для пищевых продуктов должны сохранять санитарный характер жидкостей и газов в таких областях применения, как пищевая промышленность, производство напитков, медицина и фармацевтика.Также важно, чтобы материалы быстроразъемного соединения не выделяли газ или иным образом не вводили химические вещества напрямую или через химические реакции, возникающие при контакте, потоке, текучей среде или газах в системе.
— Быстроразъемные соединения для воды — Быстроразъемные соединения для воды должны предохранять питьевую воду от загрязнений. Обычно эксплуатируемая при более низком давлении, чем некоторые другие перечисленные системы, вода внутри этих систем будет использоваться промышленным производством, муниципальным водоснабжением и потенциально потребляться населением.По этим причинам быстроразъемные соединения не должны содержать потенциально опасных химикатов, а также посторонних тел и загрязняющих веществ, которые могут повредить промышленное оборудование или продукты.
Конечно, существует множество подгрупп перечисленных выше рынков. Эти небольшие нишевые рынки многочисленны, и их требования далеко выходят за рамки стандартных спецификаций быстроразъемных соединений. Чтобы удовлетворить требования этих различных систем, доступны бесчисленные варианты металлических быстроразъемных соединений / пластиковых быстроразъемных соединений.Среди них есть гибриды, которые относятся как к пластиковым, так и к металлическим быстроразъемным соединениям. Ниже приведены общие сведения о металлах и пластмассах, которые чаще всего используются в конструкции быстроразъемных фитингов.
Металлы быстрого соединения:
Обзор преимуществ Metal Quick Connect
Металлические быстроразъемные соединения прочнее пластика, лучше реагируют на более высокие температуры, чем пластиковые быстроразъемные соединения, и могут выдерживать повышенное давление и скачки давления больше, чем пластиковые быстроразъемные соединения и фитинги.
Алюминий — Быстроразъемные соединения из алюминия легки и устойчивы к коррозии. Алюминиевые фитинги, как правило, более доступны по цене, чем другие металлические быстроразъемные соединения, но более подвержены царапинам и износу, если не сплавлены с другими металлами, например; цинк, медь, кремний или марганец для повышения прочности и твердости.
Латунь — Быстроразъемные соединения из латуни (сплав меди и цинка) прочны, долговечны, устойчивы к коррозии и не вступают в негативные реакции / взаимодействия с медными или цинковыми трубами.Латунь обладает высокой проводимостью и остается прочной при высоких температурах. Эти свойства делают латунь очень популярным материалом для изготовления быстроразъемных соединений. Наряду с его способностью переносить тепло, производители предпочитают его, так как с ним легче работать и обрабатывать, чем с некоторыми другими металлами.
Бронза — Быстроразъемные соединения из бронзы (легированные медь и олово) более твердые, но более хрупкие, чем латунные быстроразъемные соединения. Бронзовые фитинги обладают высокой устойчивостью к коррозии и остаются прочными и долговечными в высокотемпературных гидравлических системах, а также выдерживают воздействие соли и соленой воды.Бронза (как и латунь) предпочтительнее быстроразъемных соединений из нержавеющей стали, когда используется паяное или сварное соединение.
Чугун — Чугун менее популярен среди производителей быстроразъемных соединений. Гораздо чаще встречается чугун в дополнительных компонентах системы, таких как уловители жидкости, фланцы, трубы, вентиляционные трубы и системы удаления отходов. Чугун полезен в системах сточных вод из-за его способности противостоять износу от абразивного мусора и твердых отходов / сточных вод.
Медь — Быстроразъемные компоненты из меди обладают превосходными антикоррозийными свойствами. Многие предпочитают медь для применения в трубопроводах из-за ее гибкости и технологичности. При использовании в быстроразъемных соединениях медь упрочняется, чтобы сделать ее жесткой и менее подверженной износу, чем при использовании в более мягком состоянии.
Сталь и углеродистая сталь — Фитинги из стали и быстроразъемные соединения и фитинги из углеродистой стали чрезвычайно твердые и эластичные (сделаны из смеси железа и углерода).Быстроразъемные соединения из нержавеющей стали и быстроразъемные соединения из углеродистой стали более устойчивы к повреждениям, чем более мягкие металлы, такие как латунь и медь. Стальные быстроразъемные фитинги также имеют более широкий диапазон рабочих температур, что делает их более универсальными для более тяжелых условий эксплуатации. Фитинги из углеродистой стали более подвержены коррозии, чем быстроразъемные соединения и фитинги из нержавеющей стали. Помимо смешанных стальных сплавов, существуют также варианты из оцинкованной стали, которые покрывают сталь цинком для образования ржавчины и химически стойкого соединения.
Нержавеющая сталь — Быстроразъемные фитинги из нержавеющей стали пользуются большим спросом из-за их упругости и долговечности при воздействии едких химикатов и других потенциально коррозионных жидкостей, масел и газов. Если вы ищете лучшее по номинальному давлению, работе при высоких температурах и коррозионной стойкости, обратите внимание на быстроразъемные фитинги из нержавеющей стали.
ПЛАСТИК БЫСТРОГО СОЕДИНЕНИЯ
Обзор преимуществ пластиковых Quick Connect
Пластмассы — это более дешевые материалы, поэтому они предлагают потребителю более дешевые варианты быстрого соединения.Пластиковые быстроразъемные соединения и фитинги не ржавеют, что снижает вероятность того, что клапаны будут закрываться или открываться. Они также легче, что снижает стоимость доставки.
* Настоятельно рекомендуется соблюдать осторожность при установке пластиковой быстроразъемной муфты. Чрезмерная затяжка клапанов / трубопроводов может нарушить целостность пластмассового быстроразъемного корпуса, клапанов, фланцев и уплотнений.
Тефлон (ПТФЭ) — Быстроразъемные соединения из ПТФЭ химически устойчивы с гладкой антипригарной поверхностью, что способствует стабильной скорости потока и помогает устранить скопление среды.Фитинги из ПТФЭ обладают низким коэффициентом трения и хорошей диэлектрической способностью. Фитинги из ПТФЭ химически инертны и хорошо работают с химическими веществами, агрессивными жидкостями, маслами, питьевой водой и сжатыми газами.
PVDF (Kynar, Hylar, KF) (фторсодержащие смолы) — Соединения из PVDF, трубопроводы и фитинги являются экономичной альтернативой PTFE (тефлон), PFA и FEP. Фитинги и варианты соединений Kynar используются в низкотемпературных жидкостях и газах. PVDF обладает большей стойкостью к кислотам и растворителям, чем фитинги из полипропилена.Фитинги из ПВДФ, как правило, очень устойчивы к разложению под воздействием множества химических веществ, а фитинги способны работать с высокотемпературными жидкостями и газами, чем другие пластиковые фитинги.
PFA (фторполимеры) — Фитинги, муфты, шланги и трубы из PFA популярны для работы с агрессивными химикатами. Они используются в качестве облицовки в резервуарах с химическими веществами для предотвращения эрозии газоочистителей, реакторов, резервуаров для хранения и трубопроводов. Трубы и фитинги из PFA могут выдерживать длительный контакт с агрессивными поверхностно-активными веществами и химическими веществами.
ПВХ (поливинилхлорид) — Фитинги и муфты из ПВХ используются в химической обработке, промышленном покрытии, распределении / перекачке охлажденной воды, линиях деионизированной воды, химическом дренаже и системах очистки сточных вод. Фитинги из ПВХ жесткие и бывают разных номинальных значений давления.
Полиэтилен (PE) — PE — прочный термопласт. Муфты, быстроразъемные соединения, фитинги и трубы из полиэтилена обладают превосходными электрическими свойствами, но не выдерживают высоких температур.Фитинги из полиэтилена обладают хорошей химической совместимостью, но склонны к растрескиванию под напряжением. Другие проблемы, с которыми сталкиваются полиэтиленовые фитинги, — это низкая устойчивость к ультрафиолетовому излучению и плохие барьерные свойства. Фитинги из полиэтилена популярны в системах водоснабжения, не подверженных колебаниям давления или температуры.
Полипропилен (ПП) — Быстроразъемные соединения, изготовленные из термопластичного материала, называемого ПП (полипропилен), являются хорошими вариантами для применений с холодным течением. По своим свойствам они аналогичны ПВХ, но более универсальны и долговечны.В отличие от ПВХ, они могут использоваться на открытом воздухе из-за их устойчивости к ультрафиолетовому излучению, погодным условиям и озону.
ЗАКЛЮЧЕНИЕ: БЫСТРОЕ СОЕДИНЕНИЕ ПЛАСТИК против МЕТАЛЛА
Чтобы правильно выбрать наиболее подходящую быстроразъемную муфту, материалы — это только одна часть процесса выбора. Также необходимо учитывать рабочие характеристики быстроразъемного соединения, область применения, в которой будет использоваться быстроразъемный фитинг, и материал, из которого будет изготовлено быстроразъемное соединение.Все эти качества одинаково важны при установке или ремонте устройства быстрого подключения.
Обязательно инвестируйте в долгосрочную перспективу. Использование дешевых или низкокачественных быстроразъемных соединений может привести к лишнему ремонту оборудования, ненужным простоям, проблемам с производительностью инструмента и оборудования, а также к ограниченному сроку службы гидравлических, гидравлических и пневматических компонентов.
Итак, какие быстроразъемные соединения лучше из пластика или металла? Ответ: «Это зависит от обстоятельств». Вообще говоря, металлические быстроразъемные соединения имеют преимущество перед пластиковыми быстроразъемными соединениями, когда речь идет о работе с высокими температурами и требованиями системы высокого давления. Пластиковые быстроразъемные соединения могут успешно использоваться при низких температурах и низком давлении. Доступны сверхмощные пластиковые муфты и фитинги, но их стоимость является ограничивающим фактором для большинства применений. Пластиковые быстроразъемные соединения обычно лучше всего подходят для некритичных типов приложений, в которых отказ более неудобен, чем повреждение. Всегда считайте безопасность превыше всего.
Вопросы? CEJN может помочь. Свяжитесь с нами для получения дополнительной информации по телефону 1-847-263-7200; по электронной почте на номер клиента[email protected] ; или посетив нас по телефону www.cejn.com .
| Фитинги IBC для любой отрасли | |||||||||||||||||
| Компания Frank Berg industrial Supplies является поставщиком широкого спектра различных запасных частей и принадлежностей для контейнеров IBC, включая переходники, муфты, фитинги, клапаны и другие компоненты.Эти фитинги доступны для каждого типа и марки IBC контейнера, любого типа резьбы гайки . (мелкий или крупный) S60x6 (DIN61), S100x8, 2 «BSP, 2 1/8» BSP, S92x4, M80x3 и для каждого применения (химическое или пищевое) Цистерны IBC некоторых марок, которые особенно подходят для наших адаптеров IBC : | |||||||||||||||||
| Определите / измерьте правильный размер резьбы на вашем iBC | |||||||||||||||||
| Фитинг IBC навинчивается на внешнюю резьбу собственного клапана. Поскольку контейнеры IBC бывают разных форм, размеров и марок, очень важно определить тип. Это очень просто. На следующей странице вы найдете дополнительную информацию о: Измерьте размер и тип резьбы на вашем IBC | |||||||||||||||||
| Все наши муфты IBC подходят для использования с пищевыми продуктами и химикатами | |||||||||||||||||
| Наши переходники IBC изготовлены из цельного куска твердого HDPE и обеспечивают герметичное соединение с вашим баком IBC.Каждая муфта IBC оснащена уплотнительным кольцом из ПВДФ, что позволяет использовать адаптеры IBC в любой отрасли. HDPE — популярный пластик из-за его высокой прочности, хорошей устойчивости к жирам и безопасности пищевых продуктов, одобрения FDA | .|||||||||||||||||
| Оцените качество | |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
| Система коллектора для контейнеров IBC | |||||||||||||||||
| Аксессуары для контейнеров IBC | |||||||||||||||||
| Переходники IBC с промышленными фитингами | |||||||||||||||||
Винтовые крышки контейнеров IBC | |||||||||||||||||
| Муфты IBC | |||||||||||||||||
| Адаптеры tote IBC позволяют использовать ваш бак IBC с многочисленными соединениями, включая соединения GK, соединения camlock, соединения Milk / DIN11851 и Storz, а также для соединения нескольких контейнеров IBC, подключения крана или садового шланга с соединением Gardena когда ваш IBC используется в качестве резервуара для дождевой воды. Наши адаптеры IBC используются во многих отраслях промышленности: | |||||||||||||||||
| Видео | |||||||||||||||||
| Прочие продукты для IBC-контейнеров | |||||||||||||||||