Можно ли варить арматуру для фундамента: Можно ли сваривать арматуру для фундамента – мнение специалистов
Можно ли сваривать арматуру для фундамента – мнение специалистов
Планируя возведение жилого дома, каждый застройщик мечтает, чтобы он был устойчивым и надежно защищал от невзгод. Для этого следует серьезно подойти к достижению поставленной цели, прилагать усилия, решать множество задач. Иногда возникает вопрос, допускается ли арматуру для фундамента варить. Среди строителей и частных застройщиков идет дискуссия. Одни уверенно утверждают, что лучше сваривать элементы каркаса, а не вязать. Другие сомневаются, можно ли сваривать арматуру для фундамента. Попробуем разобраться в этом вопросе.Особенности материала
Бетон – это строительный материал, обладающий на начальном этапе полужидкой структурой, и твердеющий при заливке в форму (опалубку). Из него можно изготовить монолитную деталь любой формы и размера, создать стены, перекрытия, опорные конструкции (фундамент). Материал обладает высокой прочностью, долговечностью, хорошо переносит перепады температуры.
Кроме этого, важными достоинствами бетона являются сравнительно низкая цена, а также простота работы с ним. Материал можно замешивать самостоятельно, прямо на площадке, но для больших отливок проще покупать нужное количество готового бетона определённой марки. Это позволит получить качественный материал, соответствующий всем нормам, требованиям ГОСТ и СНиП.
Материал можно замешивать самостоятельно, прямо на площадке, но для больших отливок проще покупать нужное количество готового бетона определённой марки. Это позволит получить качественный материал, соответствующий всем нормам, требованиям ГОСТ и СНиП.
Однако, для того, чтобы выяснить, можно ли варить арматуру для фундамента, надо разобраться с отрицательными свойствами бетона. Прежде всего, он впитывает и попускает воду. Фундамент, находящийся под землёй, приходится гидроизолировать, защищая материал от контакта с почвенной влагой. Это важный момент, так как вода при замерзании расширяется и может разорвать отливку изнутри.
Бетон крошится при замерзании воды Источник promportal.su
Второй недостаток бетона состоит в разной реакции на внешние воздействия. Он способен выдерживать большое давление, но на растяжение работает очень плохо. Это означает, что длинная бетонная лента легко выдержит любое давление, но усилие, приложенное к центральной точке, станет для неё губительным.
Для чего нужен арматурный каркас
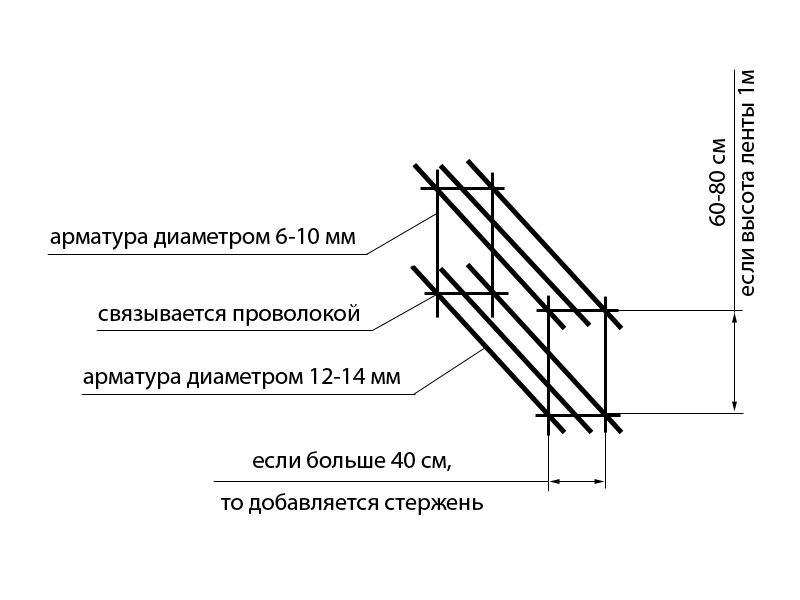
Для компенсации растягивающих нагрузок внутрь бетонных изделий помещают специальную конструкцию – армирующий каркас. Он имеет форму пространственной решётки, расположенной внутри отливки так, чтобы принимать на себя все растягивающие воздействия. Самый простой вариант – четыре рабочих стержня, размещённых под поверхностью бетона на небольшой (5см) глубине. Есть и более сложные решётки, рассчитанные на принятие значительных нагрузок.
Конструкция каркаса представляет собой сочетание рабочих и вспомогательных стержней. Рабочие располагаются в продольном направлении, они толще и прочнее. Вспомогательные стержни используются только для поддержки рабочих прутков и нужны лишь до момента заливки. Все задачи каркаса выполняют рабочие стержни, а вспомогательные остаются в отливке, так как их невозможно извлечь.
Простейший каркас с длинными рабочими и поперечными вспомогательными элементами Источник stroyimdom.com
Сборка каркаса производится прямо на площадке, перед заливкой бетона. Иногда используются заранее подготовленные элементы или целые конструкции, но чаще в ход идут отдельные прутки, порезанные по длине. Соединение стержней обычно производится с помощью мягкой отожжённой проволоки, из которой делаются обычные скрутки. Часто пользователи задумываются – можно ли сваривать арматуру для ленточного фундамента. На первый взгляд, это быстрее и прочнее, чем вязка проволокой. Однако, для ответа на этот вопрос необходимо рассмотреть работу армирующего пояса внимательнее.
Иногда используются заранее подготовленные элементы или целые конструкции, но чаще в ход идут отдельные прутки, порезанные по длине. Соединение стержней обычно производится с помощью мягкой отожжённой проволоки, из которой делаются обычные скрутки. Часто пользователи задумываются – можно ли сваривать арматуру для ленточного фундамента. На первый взгляд, это быстрее и прочнее, чем вязка проволокой. Однако, для ответа на этот вопрос необходимо рассмотреть работу армирующего пояса внимательнее.
Как работает арматура
Арматурные стержни имеют рифлёную поверхность. Она позволяет пруткам прочно сцепляться с бетоном и удерживать его в заданном положении. При возникновении разнонаправленных внешних нагрузок или воздействий, все усилия принимают на себя именно стержни. Бетон остаётся в работоспособном состоянии, исключается возникновение трещин или перелом ренты фундамента.
Стальная рифлёная арматура Источник стройкапро.рф
Смотрите также: Каталог компаний, что специализируются на фундаментах.
Каркас создаётся после тщательного расчёта. Необходимо определить толщину стержней, рассчитать их количество, определить и усилить наиболее нагруженные участки. Распределение стержней строго регламентируется – они размещаются на глубине 50 мм от поверхности отливки.
Расстояние между соседними прутками не должно превышать 50 см, а на ответственных участках используются сдвоенные элементы. Все требования к каркасу подробно изложены в СНиП, которыми необходимо руководствоваться на всех этапах строительства фундамента.
Понимание распределения нагрузок на каркас позволит ответить на часто возникающий вопрос – можно ли варить арматуру для фундамента, а не вязать. Функциональные задачи выполняют только рабочие стержни, расположенные вдоль отливки.
Для обеспечения конструкционной жёсткости принципиальную важность имеют только продольные соединения. Хомуты (поперечные элементы, выполненные в форме букв «О» или «П») необходимы только для фиксации рабочих стержней до момента заливки. В распределении или принятии нагрузок на фундамент они не участвуют, поэтому изготавливаются из прутков меньшей толщины, не имеющих рифления.
В распределении или принятии нагрузок на фундамент они не участвуют, поэтому изготавливаются из прутков меньшей толщины, не имеющих рифления.
Вспомогательные элементы каркаса – хомуты Источник allegroimg.com
Прочность соединения элементов каркаса между собой необходима для принятия нагрузок в момент заливки. Бетон достаточно тяжёлый материал, который способен разрушить слабое крепление.
Некоторые строители для достижения высокой скорости сборки скрепляют прутки пластиковыми хомутами. Во время заливки они часто лопаются. Приходится восстанавливать каркас, останавливая заливку. Это крайне нежелательные ситуации, поскольку время жизнеспособности бетона ограничено и не терпит перерывов в работе. Поэтому, принято пользоваться достаточно прочными способами сборки.
Недостатки
Стоит рассмотреть негативное влияние сварки на крепление элементов арматуры. Армирование каркаса из металлических прутьев может быть выполнено в виде:
- П-образного;
- Г-образного усиления.


Сам процесс крепления элементов путем сварки, оказывает огромное влияние на результат армирования прутьев каркаса. При воздействии больших температур на элементы, из которого создается конструкция основания, его структура претерпевает некоторые изменения, а в точности − частичное разрушение. Так, снижается сама прочность соединительного элемента, если сварка только не производится в заводских условиях, где она проходит проверку на все виды нагрузок. Есть некоторые ограничения, которые применяются специалистами в области сварки металлических конструкций для устройства фундамента. Они предусмотрены с целью минимизации негативного влияния данного способа крепления элементов в процессе возведения фундамента.
Способы соединения арматуры
Сборка каркасов производится прямо на строительной площадке. Это означает, что для выполнения процедуры требуются простые и быстрые методы соединения стержней. К наиболее распространённым способам относят вязку при помощи мягкой отожжённой проволоки толщиной 0,8-1,5 мм.
Технология такого соединения проста, но у многих начинающих строителей она вызывает неприятие из-за отсутствия навыков. Поэтому у них возникает вопрос, можно ли варить арматуру под фундамент, ведь это быстрее и надёжнее.
Сварные готовые элементы можно изготавливать заранее Источник www.stigr.su
Необходимо сразу сказать – принципиальных противопоказаний к сварке каркасов нет. Мало того, на многих специальных конструкциях, где используются арматурные стержни увеличенного размера, сварка является единственно допустимым способом сборки. Каркасы получаются массивными и очень тяжёлыми, проволочные скрутки попросту не смогут выдержать нагрузок при заливке бетона.
Однако, для таких соединений требуется строгое следование технологическим требованиям. При строительстве объектов сравнительно небольшого размера, где не нужны слишком толстые и тяжёлые рабочие стержни, использование сварки нецелесообразно. Таким образом, можно арматуру вязать или сваривать, что лучше и надёжнее – решают, исходя из условий работ и степени ответственности каркаса.
Готовые каркасы для несущих балок Источник www.serfas.lt
Видео описание
В следующем видеоролике показан процесс самостоятельной сварки простого каркаса неопытным мастером:
Основная проблема сварного метода – необходимость подключения к сети электропитания. Если стройплощадка находится в отдалённом районе, придётся использовать переносные источники энергии, дизель-генераторы или аккумуляторы. Все это значительно усложняет процесс сборки и замедляет строительные работы.
Основной причиной, почему нельзя варить арматуру для фундамента, считают изменение структуры металла. Арматура имеет определённые технические параметры, и ослабление материала значительно снижает её рабочие качества. Не следует создавать длинные швы, пережигать прутки. Сварщик должен уметь работать с ответственными конструкциями, чтобы результат его работы не стал причиной разрушения фундамента.
Можно ли применять сварку?
Использовать сварные соединения при армировании фундаментов не запрещено правилами СНиП. Но существует ряд важных условий, которые обязательно нужно соблюдать при сварке арматуры для фундаментных конструкций:
Но существует ряд важных условий, которые обязательно нужно соблюдать при сварке арматуры для фундаментных конструкций:
Необходимо очень тщательно контролировать качество металлических прутьев, которые будут использоваться при создании армирующей решетки.
Изделия не должны иметь никаких дефектов и очагов коррозии. Из-за ржавчины может резко ухудшиться прочность и надежность сварных соединений.Если на стальных стержнях присутствует коррозия, их нужно заменить новыми или тщательно очистить от оксидов.
- Перед проведением строительных работ необходимо в обязательном порядке проводить на стройплощадке геодезические исследования, анализировать свойства грунтов и сейсмическую обстановку. Сварку можно использовать только в фундаментах зданий, которые возводятся на почвах с минимальной усадкой.
Повышенная сейсмическая активность и продолжительная усадка грунта могут приводить к нарушению целостности сварных соединений. В таких случаях данный способ является недопустимым. - Арматуру нужно варить только методом точечной сварки. Шовная, рельефная, дуговая (бесконтактная) и другие виды сварки не рекомендованы, поскольку при использовании таких технологий можно пережечь арматуру. Это плохо отразится на свойствах металла и, соответственно, на прочности фундаментного каркаса.

Какой метод лучше
Разберёмся, что лучше, вязать или варить арматуру для фундамента. Преимущества вязки:
- используется минимальный набор материалов и инструментов;
- не надо использовать никакие дополнительные устройства или оборудование;
- не требуется подключение к сети электропитания;
- методика соединения абсолютно безопасна;
- можно работать в полевых условиях.
Достоинства сварки:
- высокая прочность соединений;
- навыками сварных работ обладают многие строители, в отличие от способов вязки арматуры.
Недостатками вязки считаются:
- специфическая технология, нигде больше не использующаяся и малоизвестная;
- нельзя соединять таким способом тяжёлые и ответственные каркасы.
Сварные соединения также имеют свои минусы:
- изменяется структура металла;
- качество сборки в значительной степени зависит от квалификации сварщика.
Сопоставляя свойства обоих видов соединения, можно отметить некоторое отставание сварных технологий от вязки. Простота, дешевизна и надёжность этого метода привлекает большее количество строителей. Вязка проверена многими десятилетиями эксплуатации бетонных отливок и показала свою эффективность.
Каркас, связанный проволокой Источник sakh.com
Влияющие факторы
Можно сформировать список влияющих условий на выбор типа соединения металлических стержней для фундаментов:
- Природные. Согласно существующим строительным правилам СНиП 52-01-2003 нельзя применять сварные соединения на подвижных грунтах.
- Техническая характеристика здания. Высотные многоэтажные здания требуют скоростных темпов строительства, и для их возведения рекомендуется применять сварные соединения арматурных сеток и каркасов фундаментных конструкций. Мелкозаглубленные фундаменты частных домов и небольших сооружений лучше строить на фундаментах с использованием связанных металлических изделий.
- Материалы для соединения. Не каждый вид арматурных стержней можно сваривать электродуговой сваркой, которая разрушает целостность прутков и снижает их прочность.
- Специальное оборудование. Сварочные аппараты обязательно должны быть оснащены регулятором плавной корректировки силы тока.
- Исполнитель соответствующей квалификации. Качественную сварку может выполнить только опытный специалист – сварщик. Переделать плохо выполненную работу невозможно.
 Мелкозаглубленные фундаменты частных домов и небольших сооружений лучше строить на фундаментах с использованием связанных металлических изделий.
Мелкозаглубленные фундаменты частных домов и небольших сооружений лучше строить на фундаментах с использованием связанных металлических изделий.
Последовательность вязки арматуры
Коротко о главном
Сборка арматурных каркасов требует надёжной фиксации рабочих стержней в заданном положении. Однако, после заливки бетона функционал каркаса обеспечивают только рабочие прутки, а вспомогательные элементы к этому моменту свою задачу выполнили и просто остаются в теле отливки.
Выбор способа соединения является прерогативой строителя.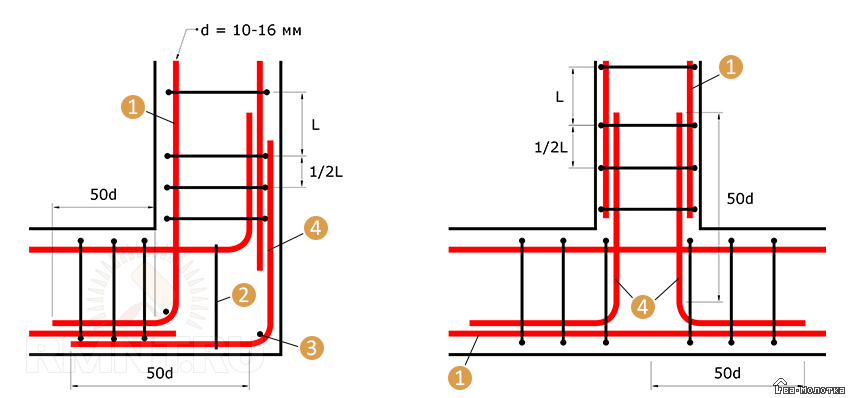 Можно использовать и вязку, и сварку. Прямых противопоказаний нет, но следует учитывать изменения качества металла в сварных швах.
Можно использовать и вязку, и сварку. Прямых противопоказаний нет, но следует учитывать изменения качества металла в сварных швах.
Сравнение обоих методик показывает некоторое преимущество вязки. Для неё используется простейший инструмент и проволока, что гораздо дешевле и доступнее. Для сварки придётся использовать специальное оборудование, защиту, подключаться к сети электропитания. Все эти мероприятия затрудняют и замедляют ход работы.
Оценок 0
Прочитать позже
Электроды для сварки арматуры.
- Марки электродов
Есть арматура и вы не знаете какими электродами заварить. Ну тут все просто. Если у вас обычный сварочный аппарат или инверторный то варим смело электродами «mp» или «АНО-21». Это обычные Электроды для сварки их можно купить в любом строительном магазине. Теперь поговорим о диаметре. Если толщина арматуры свыше 14мм то варим четверочкой (электроды диаметром 4мм). Если толщина меньше, то желательно воспользоваться диаметром электрода в 3мм.
Естественно ток подбираем. Кстати по опыту могу сказать что 50% качество шва зависит от подбора тока. Так что это очень важная часть. По крайней мере я сталкивался только с обычной арматурой и про другие виды сказать не могу. Для меня арматура она и в Африке арматура. Подготовка перед высокой. Что нужно знать. Для соединения стык в стык для больших диаметров нужно снять кромки под 45градусов по кругу. Получится своего рода острый наконечник.
Если на арматуру не будет сильной нагрузки то не обязательно это делать но желательно ведь всякое бывает. Для меньших диаметров считаю бессмысленно делать скосы. И так будет держать. Все зависит от качества сварки. Чем еще сварить арматуру. Можно полуавтоматом можно инвертором, можно аппаратом трансформаторного типа(старые российские большие аппараты постоянного тока). Если вы не нашли нужной информации прошу вас написать об этом и мы постараемся выложить актуальную и нужную для вас информацию.
Какими электродами варить арматуру для фундамента.
Перед тем как сделать арматурную сетку для фундамента нужно ее подобрать. Сейчас я опишу на примере какими электродами варили ее и укажу все размеры. И так планируется строить дом 10 на 8. Всего армированных сеток на фото 48 (3 по 16 ) штук и они расчитаны на три дома.
Высота фундамента будет 1 метр 10 сантиметров. Ширина одной из сторон 10 метров. Длина арматур 5 метров длинные, и 1.10 короткие( поперечные). Все заготовили приступаем к сварке.
Делаем один шаблон из двенадцатой арматуру. Между ячейками 30 и 40 сантиметров. Электроды я использовал мр-3с от лэз. Хотя рекомендуется использовать Электроды для низкоуглеродистых сталей, и при сварке кстати в фундаменте должен быть только определенный процент.
Положили заварили ничего вроде сложного, а когда начинаешь варить начинает прилипать Электрод и дуга зажигается не очень хорошо, поэтому я рекомендую прибавить тока чуть больше. Сами сетки будут укладывать по пять метров и связывать между собой на расстоянии примерно 20 сантиметров.
Сами сетки будут укладывать по пять метров и связывать между собой на расстоянии примерно 20 сантиметров.
Нарезаются эта жеарматура по 20 сантиметров куски с соеденеются две больших сетки.Связывают проволкой с помощью специального крючка. Кто занимается этим профессионально называется вязальщиком , в основном они работают на монолитных домах. Если у вас есть поблизости стройка можете сходить и посмотреть как они это делают, либо найти инфу на ютуб.
xml Карта сайтаЭлектроды Frunze
Электроды ок
Электроды Штурм
Арматурная сварная сетка
Продукция
Главная > Продукция > Арматурная сварная сетка
Арматурная сварная сетка изготавливается из арматурной проволоки, расположенной в двух взаимно перпендикулярных направлениях и соединены на пересечении точки сопротивления сварка.

Преимущества
Сетка арматурная сварная изготавливается методом сварки, не нарушающей структуру металла. Его легче перемещать и укладывать в бетон, а арматурная сетка просто держит форму и сетку.
Спецификация сварной арматурной сетки:
- Диаметр арматурного стержня : 3-12 мм.
- Расстояние между арматурными стержнями
- Размер ячейки : 50×50, 100×100, 150×150, 200×200 мм.
- Ширина листа сетки : 0,5-2,4 м.
- Длина листа сетки : 1-12 м.
- Самый популярный размер листа сетки : 2 м × 6 м, 2 м × 3 м, 2 м × 4 м.
| Предметы | Диаметр проволоки (мм) | Отверстие сетки (мм) | Вес (кг/м 2 ) |
|---|---|---|---|
| WRM610 | 6 | 100 × 100 | 4,5 |
| WRM615 | 6 | 150 × 150 | 3,0 |
| WRM620 | 6 | 200 × 200 | 2,2 |
| WRM810 | 8 | 100 × 100 | 7,9 |
| WRM815 | 8 | 150 × 150 | 5,3 |
| WRM820 | 8 | 200 × 200 | 4,0 |
| WRM1010 | 10 | 100 × 100 | 12,3 |
| WRM1015 | 10 | 150 × 150 | 12,4 |
| WRM1020 | 10 | 200 × 200 | 6,2 |
| WRM1210 | 12 | 100 × 100 | 17,8 |
| WRM1215 | 12 | 150 × 150 | 11,9 |
| WRM1220 | 12 | 200 × 200 | 8,9 |
Также наша компания имеет возможность производить армирующую сетку по чертежам заказчика.
Применение сетки армирующей сварной:
Сетка армирующая применяется для повышения конструкционной прочности железобетонных конструкций и асфальта. Создание внутренней арматуры каркаса для железобетонных конструкций может обеспечить высокий уровень эксплуатационных характеристик. Арматурную сетку применяют и для других целей, например:
- Дом. Сварная сетка армирующая широко применяется для армирования железобетонных конструкций. В этом случае внутрь залитых бетонных форм (под плиту заливают плиту каркасного фундамента) укладывают сварную армирующую сетку, служащую для повышения прочности формируемых железобетонных конструкций.
- Изготовление рамок.
- Армирование дорожных покрытий или парковочных площадок, поэтому сварная армирующая сетка называется сеткой армирующей дорожной сеткой (5-6 мм).
- Производство различных заборов.
- Используется в качестве кладочной сетки (проволока 3-4 мм).
- Используется в качестве опорной сетки угольной шахты для поддержки проезжей части угольной шахты.

Технический момент: в качестве армоконструкции арматура сварная сетка уложена с небольшим нахлестом. Поэтому полезная площадь карты меньше примерно на 10%, чем ее геометрические размеры.
WRM-2: Сетка арматурная сварная оцинкованная с квадратной ячейкой 150 мм из стали 6 мм. WRM-3: Сетка арматурная сварная с ячейками 150×200 в стальных стержнях 10 мм для бетонных траншейных сеток.
Запрос на наш продукт
Anping County Wennian Wire Mesh Products Co., Ltd.
E-mail: [email protected]
При обращении к нам укажите свои подробные требования. Это поможет нам дать вам действительное предложение.
Полное имя *
Адрес электронной почты *
Код страны * + Номер телефона *
Ваш сайт
Сообщение *
Список продуктов
Сварка арматуры в гражданском строительстве
Сварка арматуры в гражданском строительствеРеклама
1 из 15 0002 Сварка арматурной стали
Реклама
Реклама
Реклама
Сварка арматуры в гражданском строительстве
- 1 УСИЛЕНИЕ сварка Амардип Сингх
- 2
СВАРКА АРМАТУРЫ
• IS : 1786 допускает химический состав и углерод
эквивалентно быть ограниченным, так что материал может быть
легко сваривается обычными методами сварки. • Материал, не соответствующий этим ограничениям, обычно
трудно свариваемые, для которых требуется особая осторожность и
меры предосторожности придется соблюдать.
• IS : 9417 может применяться для сварки в холоднодеформированном состоянии.
Стальные стержни
Разрешена ли сварка арматуры?
- 3 СВАРКА АРМАТУРЫ • Для гарантированной свариваемости углеродный эквивалент, CE с использованием формула CE = C+ Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15 не должно превышать 0,53 процента, когда используются микросплавы/низколегированные сплавы. использовал. CE = C+ Mn/6 • Углеродный эквивалент, CE по формуле не должно превышать 0,42 процента, если микросплавы/низколегированные сплавы не использовал. Где, CE = углеродный эквивалент, C = углерод, MN = марганец, Cr = хром, Mo = молибден, V = Ванадий, Ni = никель и Cu = медь См. MTC арматурной стали для значений
- 4
СВАРКА АРМАТУРЫ
• Основной металл должен иметь гарантированно свариваемое качество
сталь, соответствующая IS: 1786 в соответствии с CE. • Используемые электроды должны соответствовать IS: 814 – часть 1.
Требование: —
• Иногда требуется сварка в условиях ограниченного рабочего пространства.
• В сваях, где стержни арматурного каркаса повреждаются при
срезание головок свай.
• Там, где структура должна быть расширена по любой причине.
• В плитах настила TG, где арматура сильно перегружена и
рабочее место меньше.
• Фиксация стальных элементов конструкции в бетоне.
- 5
СВАРКА АРМАТУРЫ
• Холоднодеформированные стальные стержни должны быть сварены встык или внахлестку. Задница
сварка может осуществляться стыковым оплавлением, давлением газа или
Процесс дуговой сварки защищенным металлом. Сварка внахлест может выполняться
Процесс дуговой сварки защищенным металлом.
• Стержни разного диаметра могут быть сварены. Однако в случае приклада
при сварке разница в диаметре стержней не должна превышать 5 мм.
• Нескрученные концы должны быть удалены перед сваркой, а поверхность
концы свариваемых стержней должны быть чистыми и не иметь ржавчины,
краски, жира и/или других загрязнений, которые могут повлиять на
качество сварки.
- 6
СВАРКА АРМАТУРЫ
• Сварка встык методом дуговой сварки металлическим электродом обычно применяется для соединения стержней толщиной
более 20 мм.
• Концы свариваемых стержней должны быть правильно выровнены в зажимах, чтобы
изогнутые или эксцентричные соединения не возникают.
• Стыковая сварка оплавлением холоднодеформированных прутков
Концы стержней должны быть равномерно прижаты друг к другу от момента контакта до
расстраивающий. Регулятор трансформатора должен быть настроен таким образом, чтобы ток в контактной области был
от 80 до 90 А/мм2.
Если мощности аппарата для стыковой сварки или доступной мощности недостаточно для
нагрузка для сварки из холодного состояния, сварку можно производить после предварительного подогрева. Удовлетворительные соединения только с
незначительное снижение исходной прочности стержня может быть достигнуто при плотности тока до 25
А/мм2.
• Стыковая сварка с использованием дуговой сварки в защитном металле
Электроды сварочные с флюсовым покрытием Типа 3 или Типа 6 по IS 815:1974
Размер электродов зависит от положения валика и толщины стержня. быть сварены. Корневые швы следует выполнять электродами размером не более 2’5 мм. Для
последовательных бусин, размер электродов должен постепенно увеличиваться так, чтобы в верхней части
шарик, размер электрода обычно не превышает 3,15 мм для стержней 20 мм и 5 мм для 40 мм.
бары мм.
Температура стержней на расстоянии примерно одного диаметра стержня от стыков должна
не должна превышать 300°С сразу после изготовления валика. Прежде чем приступить к следующей бисерине,
температура не должна превышать 250°С.
Стыковая сварка
- 7 СВАРКА АРМАТУРЫ • Стыковая сварка методом газовой сварки под давлением Газовая сварка под давлением представляет собой процесс горячей ковки, при котором два стержня соединяются встык. Концы стержней нагревают многосопловой горелкой с использованием кислородно-ацетиленового пламени и оплавляют прижатие концов двух стержней друг к другу под давлением для создания сварного соединения в твердой фазе. Стыковая сварка
- 8 СВАРКА АРМАТУРЫ Стыковая сварка
- 9
СВАРКА АРМАТУРЫ
• Сварка холоднодеформированных прутков внахлестку
Нахлестные соединения могут выполняться в холоднодеформированных стержнях всех размеров. Они предпочтительнее, когда доступ для
сварка только с одной стороны и при соединении сборных узлов. Использование электродов с
флюсовое покрытие Типа 3 или Типа 6 по IS 815 : 1974
Поверхность свариваемых стержней должна быть чистой и не иметь следов ржавчины, краски, жира и/или
другие загрязнения.
Сварка внахлестку
Диаметр арматуры в зависимости от размера электрода
№ п/п Номинальный диаметр стержня (мм) Макс. размер электрода
(мм)
1 До 10 мм включительно 2,5
2 Свыше 10 до 18 мм включительно 3,15
3 старше 18 лет до 28 мм включительно 4,0
4 Более 28 мм 5,0
- 10 СВАРКА АРМАТУРЫ Сварка внахлестку
- 11 СВАРКА АРМАТУРЫ Сварка внахлестку
- 12
ИСПЫТАНИЯ НА КОНТРОЛЬ КАЧЕСТВА
• Испытание на растяжение: образцы с длиной свободного пространства между захватами около 20 d при использовании.
выбранные детали при испытании на растяжение должны иметь предел прочности при растяжении не менее 90
процентов или фактического предела прочности на растяжение стержня, но не менее 485 МПа для марки
Fe 415 и 545 МПа для марки Fe 500 по IS 1786. Разрушение не должно происходить в
сварной шов.
• Испытание на изгиб: заусенец или арматура должны быть удалены в месте контакта.
производится с помощью оправки. Сварной шов должен изгибаться под углом 60°.
градусов вокруг оправки диаметром, указанным ниже, до появления трещины:
Sr. no Номинальный диаметр стержня
(мм)
Диаметр
оправка (мм)
1 До 5 дней
2 Более 7 дней
Стыковая сварка
- 13 ИСПЫТАНИЯ НА КОНТРОЛЬ КАЧЕСТВА • Испытание на растяжение: свободная длина образца между захватами должна составлять от 25 d до 30 d, где d — номинальный диаметр стержня. Разрывная нагрузка должна быть не менее гарантированная нагрузка по IS 1786, необходимая для разрушения стержня. Сварка внахлестку
- 14
МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ РАБОТЕ С АРМАТУРОЙ
Арматурный стержень не должен резаться
пламя, потому что когда оно нагревается и воздух
при охлаждении поверхность будет теряться и прочность
стержня приблизится к центру стержня. Потеря
силы является причиной для ограничения
резка бара пламенем.
 • Материал, не соответствующий этим ограничениям, обычно
трудно свариваемые, для которых требуется особая осторожность и
меры предосторожности придется соблюдать.
• IS : 9417 может применяться для сварки в холоднодеформированном состоянии.
Стальные стержни
Разрешена ли сварка арматуры?
• Материал, не соответствующий этим ограничениям, обычно
трудно свариваемые, для которых требуется особая осторожность и
меры предосторожности придется соблюдать.
• IS : 9417 может применяться для сварки в холоднодеформированном состоянии.
Стальные стержни
Разрешена ли сварка арматуры? • Используемые электроды должны соответствовать IS: 814 – часть 1.
Требование: —
• Иногда требуется сварка в условиях ограниченного рабочего пространства.
• В сваях, где стержни арматурного каркаса повреждаются при
срезание головок свай.
• Там, где структура должна быть расширена по любой причине.
• В плитах настила TG, где арматура сильно перегружена и
рабочее место меньше.
• Фиксация стальных элементов конструкции в бетоне.
• Используемые электроды должны соответствовать IS: 814 – часть 1.
Требование: —
• Иногда требуется сварка в условиях ограниченного рабочего пространства.
• В сваях, где стержни арматурного каркаса повреждаются при
срезание головок свай.
• Там, где структура должна быть расширена по любой причине.
• В плитах настила TG, где арматура сильно перегружена и
рабочее место меньше.
• Фиксация стальных элементов конструкции в бетоне.
 быть сварены. Корневые швы следует выполнять электродами размером не более 2’5 мм. Для
последовательных бусин, размер электродов должен постепенно увеличиваться так, чтобы в верхней части
шарик, размер электрода обычно не превышает 3,15 мм для стержней 20 мм и 5 мм для 40 мм.
бары мм.
Температура стержней на расстоянии примерно одного диаметра стержня от стыков должна
не должна превышать 300°С сразу после изготовления валика. Прежде чем приступить к следующей бисерине,
температура не должна превышать 250°С.
Стыковая сварка
быть сварены. Корневые швы следует выполнять электродами размером не более 2’5 мм. Для
последовательных бусин, размер электродов должен постепенно увеличиваться так, чтобы в верхней части
шарик, размер электрода обычно не превышает 3,15 мм для стержней 20 мм и 5 мм для 40 мм.
бары мм.
Температура стержней на расстоянии примерно одного диаметра стержня от стыков должна
не должна превышать 300°С сразу после изготовления валика. Прежде чем приступить к следующей бисерине,
температура не должна превышать 250°С.
Стыковая сварка Они предпочтительнее, когда доступ для
сварка только с одной стороны и при соединении сборных узлов. Использование электродов с
флюсовое покрытие Типа 3 или Типа 6 по IS 815 : 1974
Поверхность свариваемых стержней должна быть чистой и не иметь следов ржавчины, краски, жира и/или
другие загрязнения.
Сварка внахлестку
Диаметр арматуры в зависимости от размера электрода
№ п/п Номинальный диаметр стержня (мм) Макс. размер электрода
(мм)
1 До 10 мм включительно 2,5
2 Свыше 10 до 18 мм включительно 3,15
3 старше 18 лет до 28 мм включительно 4,0
4 Более 28 мм 5,0
Они предпочтительнее, когда доступ для
сварка только с одной стороны и при соединении сборных узлов. Использование электродов с
флюсовое покрытие Типа 3 или Типа 6 по IS 815 : 1974
Поверхность свариваемых стержней должна быть чистой и не иметь следов ржавчины, краски, жира и/или
другие загрязнения.
Сварка внахлестку
Диаметр арматуры в зависимости от размера электрода
№ п/п Номинальный диаметр стержня (мм) Макс. размер электрода
(мм)
1 До 10 мм включительно 2,5
2 Свыше 10 до 18 мм включительно 3,15
3 старше 18 лет до 28 мм включительно 4,0
4 Более 28 мм 5,0 Разрушение не должно происходить в
сварной шов.
• Испытание на изгиб: заусенец или арматура должны быть удалены в месте контакта.
производится с помощью оправки. Сварной шов должен изгибаться под углом 60°.
градусов вокруг оправки диаметром, указанным ниже, до появления трещины:
Sr. no Номинальный диаметр стержня
(мм)
Диаметр
оправка (мм)
1 До 5 дней
2 Более 7 дней
Стыковая сварка
Разрушение не должно происходить в
сварной шов.
• Испытание на изгиб: заусенец или арматура должны быть удалены в месте контакта.
производится с помощью оправки. Сварной шов должен изгибаться под углом 60°.
градусов вокруг оправки диаметром, указанным ниже, до появления трещины:
Sr. no Номинальный диаметр стержня
(мм)
Диаметр
оправка (мм)
1 До 5 дней
2 Более 7 дней
Стыковая сварка