Можно ли сваривать арматуру для фундамента: Можно ли сваривать арматуру для фундамента – мнение специалистов
Можно ли сваривать арматуру для фундамента
Соединение арматурного каркаса фундаментаСтроительство жилого дома начинается с создания крепкого и надежного несущего основания. Часто застройщики индивидуального жилья выбирают для своих строений монолитный ленточный или плитный вид конструкции фундаментов. Как известно, монолитный фундамент представляет собой бетонный массив с арматурным каркасом, поэтому при производстве арматурных работ застройщиков интересует, а можно ли сваривать арматуру для каркаса. На этот счет нет однозначного решения, и чтобы разобраться, что же дальше делать – варить или вязать арматуру, рекомендуется ознакомиться с видами создания соединения отдельных арматурных стержней в единый пространственный каркас.
Армирование монолитного фундамента зданияСодержание
Необходимость армирования несущего основания
Гарантией долговечности жилого дома или другого строения служит фундамент, построенный по всем техническим требованиям по правильной технологии производства работ.
И если при возведении такого важного и главного конструктива здания, как несущий фундамент, были допущены грубые технологические и технические ошибки, могут появиться усадочные деформации и трещины на несущих конструкциях. Повысить прочность несущего основания можно армированием металлическим пространственным каркасом или арматурной сеткой.
Арматурные изделия в массиве бетона надежно предохранит монолитный фундамент от появления трещин и надежно защитит от возможного разрушения.
Арматурные соединения
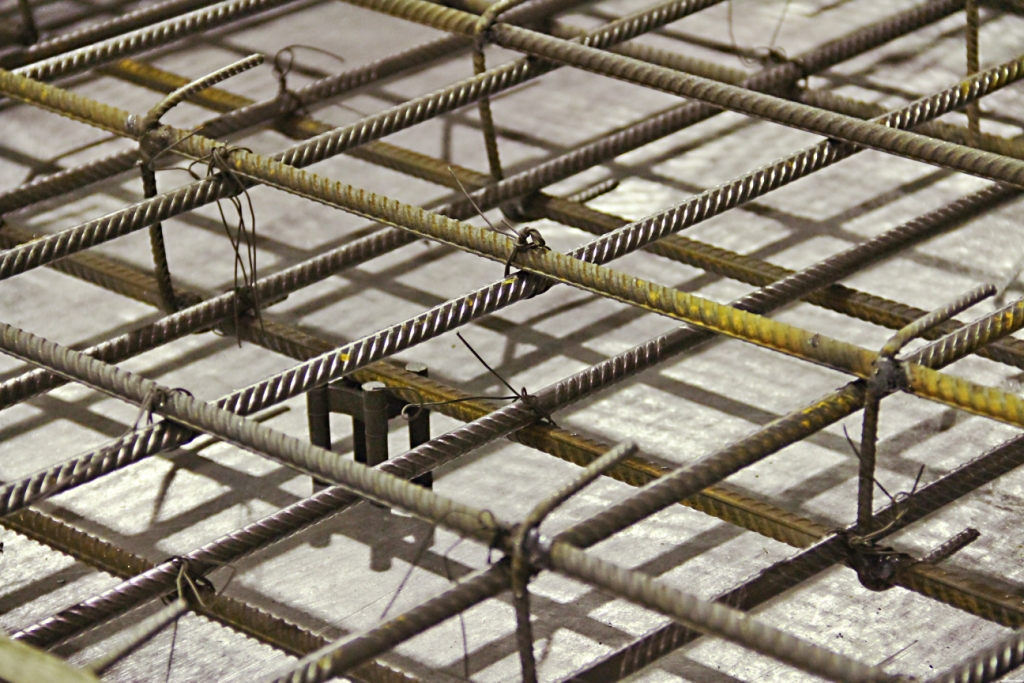
Вязка пространственного арматурного каркаса фундаментаОсновной задачей при создании единого арматурного каркаса является соединение отдельных металлических прутков в единую конструкцию. Чтобы выполнить такую задачу, в строительстве применяют два способа соединения:
- Вязка арматуры с помощью гибкой вязальной проволоки.
- Сварка отдельных стержней.
У каждого способа есть свои сильные и слабые аспекты. Для лучшего понимания нюансов армирования желательно провести сравнительный анализ способ соединения.
Влияющие факторы
Можно сформировать список влияющих условий на выбор типа соединения металлических стержней для фундаментов:
- Природные. Согласно существующим строительным правилам СНиП 52-01-2003 нельзя применять сварные соединения на подвижных грунтах.
- Техническая характеристика здания. Высотные многоэтажные здания требуют скоростных темпов строительства, и для их возведения рекомендуется применять сварные соединения арматурных сеток и каркасов фундаментных конструкций. Мелкозаглубленные фундаменты частных домов и небольших сооружений лучше строить на фундаментах с использованием связанных металлических изделий.
- Материалы для соединения. Не каждый вид арматурных стержней можно сваривать электродуговой сваркой, которая разрушает целостность прутков и снижает их прочность.
- Специальное оборудование. Сварочные аппараты обязательно должны быть оснащены регулятором плавной корректировки силы тока.

- Исполнитель соответствующей квалификации. Качественную сварку может выполнить только опытный специалист – сварщик. Переделать плохо выполненную работу невозможно.

Связывание арматурного каркаса
Чтобы заполнить тело монолитного бетона арматурным каркасом достаточно связать отдельные металлические прутья в единую конструкцию с помощью гибкой вязальной металлической проволоки.
Технология проведения работ по вязке металлических стрежней несложная и ее посильно освоить любому домашнему мастеру – строителю.
Вязку арматуру лучше всего проводить в следующей последовательности:
- Для соединения отдельных стрежней необходимо приготовить несколько кусков длиною по 200 мм стальной или оцинкованной вязальной проволоки диаметром от 1,2 до 1,4 мм.
- Заготовку из вязальной проволоки необходимо сложить пополам до образования петли, которую необходимо подвести к соединительному узлу арматурного изделия.
- Специальным вязальным крючком нужно захватить свободные концы и протянуть через петлю.
- Полученную скрутку необходимо как следует затянуть до плотного узлового соединения арматурных элементов.

Связывание металлических прутков вязальным крючком относится к трудоемким ручным процессам, но вместе с тем такой способ с экономической точки считается самым дешевым. Затраты состоят из покупки вязальной проволоки.
Чтобы немного облегчить ручной труд дополнительно применяют механизмы, повышающие производительность и снижающие физические затраты. К ним относятся:
- Специальный автомат-пистолет для вязки. Производительность труда с его применением значительно возрастает, однако обращаться с ним может только специалист.
- Дрели и шуруповерты, оборудованные специальными насадками (битами),которые можно найти в любом строительном магазине.
С помощью таких механизмов вяжут арматуру в труднодоступных узлах каркаса фундамента.
 youtube.com/embed/RzbpEpVMRd0?rel=0&showinfo=0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/RzbpEpVMRd0?rel=0&showinfo=0″ allowfullscreen=»allowfullscreen»> Положительные стороны арматурной вязки
При индивидуальном строительстве наиболее целесообразно применять соединение арматуры методом вязки, который имеет ряд преимуществ:
- Простота выполнения и доступность работ любому желающему.
- При вязке стрежней отсутствуют дополнительные напряжения в местах узловых соединений.
- Возможность использования арматуры меньшего сечения, что приводит к удешевлению стоимости арматурных работ.
Техника создания металлического каркаса связыванием
Перед началом работ по связыванию металлического армированного элемента фундамента необходимо подготовить арматурные стержни по размеру и диаметру в соответствии с рабочей исполнительной схемой каркаса или сетки. После этого рекомендуется выполнить следующие технические операции:
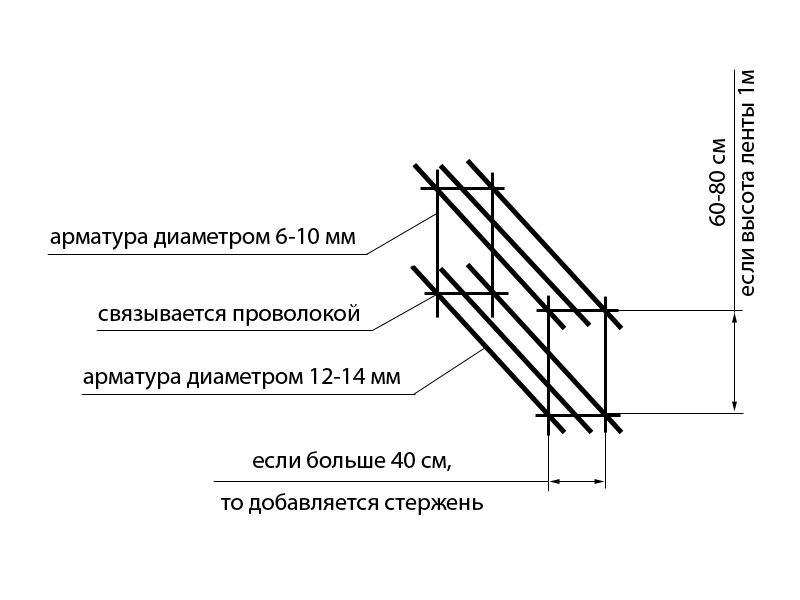
- Нижний горизонтальный ряд арматурного изделия располагают на расстоянии в 4 – 6 см от земли.
- Вертикальные стержни располагаются сверху с определенным шагом и фиксируют в неподвижном состоянии вязальной проволокой.
- При связывании арматуры следует помнить о надежности соединения. Главное, чтобы в процессе заливки бетонной смесью не произошло смещение отдельных арматурных стержней.
- При выполнении арматурных работ следует уделить особое внимание угловым соединениям. Для этого производят дополнительное их крепление несколькими витками вязальной проволоки. Угловые арматурные концы надо загнуть внутрь и не допускать их выступа за рамки фундамента.
- После сборки можно провести простое испытание прочности арматурной конструкции. Для этого можно положить на верхнюю часть связанного пространственной конструкции доску и пройтись по ней. Правильно собранный каркаса не должен изгибаться от веса человека.
Перед заполнением фундаментной конструкции бетонной смесью необходимо провести дополнительное укрепление арматуры для надежной ее фиксации в массиве бетона.

Сварочное соединение арматуры
Сварка сеток и каркасовСварка арматуры для фундамента считается более трудоемкой технологической операцией, чем связывание отдельных стрежней. Такой способ создания арматурных единых конструкций будет оправдано, если варить арматуру для конструкции фундамента в заводских условиях. Если к несущему основанию здания при увеличенных нагрузках предъявляются повышенные требования прочности, специалисты советуют применять сварные металлические сетки и каркасы. Свариваемые стержни соединяются методом контактной сварки на специальном оборудовании – монтажных сварочных столиках квалифицированными сварщиками с опытом работы.
Сварочный станок для контактной сваркиЭтапы сварки арматуры
Процесс создания арматурных сеток и каркасов производится в специальных цехах поэтапно:
- Вначале производится заготовка материалов и проверка их качества.
- Стальные заготовки арматуры очищаются от коррозии, грязи и после этого размечаются и нарезаются по рабочим схемам и чертежам.
- Из отдельных стержней собирается плоская арматурная конструкция и слегка прихватывается сваркой.
- Плоские арматурные элементы с помощью специальных устройств – кондукторов устанавливаются друг над другом на расчетном расстоянии строго вертикальном положении.
- На следующем этапе соединяемые элементы предварительно связываются.
- Еще раз происходит сверка положения арматурных стержней по рабочим схемам.

Завершающим этапом будет окончательная контактная сварка изделий.
При выполнении технологической цепочки по сварке арматуры фундамента непосредственно на стройплощадке следует помнить, что потребуется специальное оборудование для электродуговой инверторной сварки.
Контактная точечная сварка может соединять арматурные заготовки диаметром до 25 мм. Если сваривать металлические стрежни увеличенного диаметра, возможно деформирование изделий из-за сильного нагрева.
Положительные и отрицательные стороны сварки
Сваренные в заводских условиях фундаментные конструкции из арматуры значительно сокращают сроки строительства и позволяют быстро проводить монтажные работы по установке каркасов и сеток в тело фундамента. К положительным характеристикам сварных изделий можно отнести:
К положительным характеристикам сварных изделий можно отнести:
- Увеличение жесткости готовых пространственных модулей.
- Создание прочного и надежного основания, способного воспринимать значительные увеличенные нагрузки.
Сварные арматурные элементы нельзя применять в районах повышенной сейсмичности, а также на сложных грунтовых основаниях с длительными процессами усадки. Именно эта отрицательная сторона сварных соединений значительно ограничивает область их применения.
Подведение итогов
Однозначного мнения по вопросу сварки арматуры для фундамента нет. Одни специалисты не советуют применять такой способ соединения, а другие профессионалы имеют другое мнение. Окончательный ответ в пользу того или иного способа соединения арматуры и почему именно этот выбор будет правильным, можно дать с учетом всех характеристик возводимого здания и факторов воздействия нагрузок на фундамент.
Для индивидуального малоэтажного строительства способ вязки каркасов будет вполне оптимальным решением, а при возведении более массивных и тяжеловесных зданий при армировании фундаментов лучше применять сварные арматурные изделия.
Можно ли сваривать арматуру для фундамента: нужно ли, как варить
Содержание
- Можно ли варить арматуру для фундамента
- Преимущества и недостатки
- Выбор арматуры
- Материалы и оборудование
- Тонкости сварных работ
- Заключение
Началу строительства здания предшествует формирование надежной и крепкой несущей основы. Зачастую застройщики делают выбор в пользу ленточного типа фундамента или обычного монолита, внутри которых устраиваются армирующие каркасные конструкции. В связи с этим у многих возникает вопрос, можно ли сваривать арматуру для фундамента. Определенного ответа на это нет, и следует перед принятием окончательного решения подробней узнать о видах соединения металлических прутьев в каркасную основу.
Можно ли варить арматуру для фундамента
Сегодня сварку арматуры для фундамента используют достаточно часто. Данный способ соединения металлических прутьев каркасной системы применяется при строительстве многоэтажных объектов, на фундаментные основы которых приходятся существенные нагрузочные воздействия. Это объясняет необходимость достижения повышенного показателя прочности в точках соединений.
Это объясняет необходимость достижения повышенного показателя прочности в точках соединений.
Сварной арматурный металл, изготовленный из проволоки с рифленой поверхностью А 400 С (А 500 С), прекрасно варится. С помощью точечной сварки достигается надежная фиксация стальных элементов, диаметр которых достигает 2.5 см.
В целом, сварка металлической арматуры значительно упрощает процесс обустройства фундаментного основания в целом. Выполнение работ лучше доверить опытному сварщику или организовать сборку на предприятии. Неумелыми действиями можно вызвать явления негативного характера, к которым относятся:
- нарушение структуры металлических стержней;
- понижение показателя прочности.
Чтобы окончательно разбираться в вопросе, можно ли варить арматуру для фундамента, следует узнать все положительные и негативные моменты данного варианта соединения.
Сваренная в промышленных цехах система для фундаментной основы существенно сокращает сроки проведения строительства, позволяя оперативно производить монтаж каркасных систем и сеток в фундаментное тело.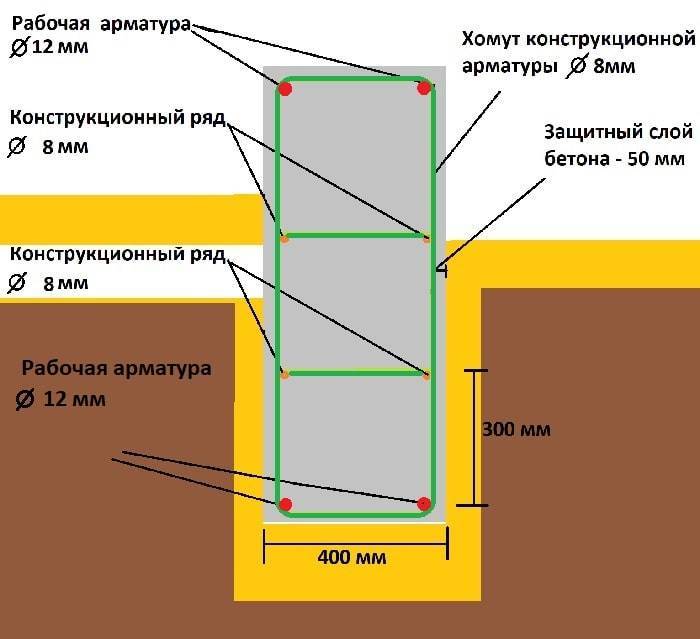 Отметим, что сварные изделия отличаются следующими положительными характеристиками:
Отметим, что сварные изделия отличаются следующими положительными характеристиками:
- позволяют создавать прочную и надежную основу, воспринимающую значительные нагрузки;
- увеличивают показатель жесткости готового пространственного модуля;
- сокращаются финансовые затраты на расходные материалы;
- за короткий промежуток времени подготавливается каркасная основа, обладающая высоким показателем прочности.
Есть и отрицательные моменты:
- соединение арматуры сваркой не рекомендуется использовать в сейсмически неустойчивых регионах, на сложных почвенных составах с продолжительной усадкой;
- в разогреваемой точке понижается прочность металла, арматура приобретает хрупкость;
- соединения, выполненные сварным способом, на изгиб действуют плохо, от используемых для уплотнения вибраторов структура элементов деформируется.
Выбор арматуры
Элементы для армирования фундаментной основы представлены металлическими прутьями, имеющими гладкую либо ребристую поверхность. Их размещают внутри конструкций из бетона, чтобы увеличить показатель их прочности и сопротивляемость воздействиям негативного характера.
Их размещают внутри конструкций из бетона, чтобы увеличить показатель их прочности и сопротивляемость воздействиям негативного характера.
На сегодняшний день такие прутья чаще всего изготавливают из стали, но встречаются элементы из новых материалов, отличающихся большей прочностью. Одним из таких примеров является стеклопластик.
Помимо этого, изделия из арматуры отличаются толщиной прутов, значение которой варьируется в пределах пяти – двадцати пяти миллиметров. Окончательный выбор арматуры при строительстве того или иного объекта основан на предполагаемой нагрузке на фундаментное основание и иных факторах.
Прутья, из которых устраивается арматурная конструкция, соединяются между собой, чтобы увеличить прочность фундамента. Отметим, что арматура с ребристой поверхностью в большинстве случаев применяется в качестве основной для перераспределения нагрузочных воздействий, создаваемых сооружением и грунтовым составом. С помощью гадких прутков обеспечивается необходимая ориентация для ребристых элементов внутри фундаментной основы.
Арматура с ребристой или гладкой поверхностью должна быть скреплена между собой, поэтому следует знать, как варить арматуру для фундамента.
Рекомендованный вариант арматуры, применяемой для обустройства бетонной основы – А 500 С. Лучше всего пользоваться круглыми прутьями, а при устройстве неглубоких фундаментных лент – прямоугольными пластинами.
Необходимо учесть одну особенность – от размера сечения арматуры зависит прочность будущего каркаса. Кроме того, при выборе учитывается длина прутьев, по параметрам которой можно определить расход металлических изделий.
При строительстве частного дома разрешается использовать арматуру, диаметр которой варьируется в пределах десяти – шестнадцати миллиметров. В фундаментные основания, строящиеся по слабонесущим почвенным составам, закладываются металлические прутья, толщина которых не менее 1.6 см.
Материалы и оборудование
Продолжая разбираться в вопросе, нужно ли сваривать арматуру для фундамента, необходимо уделить свое внимание используемым с этой целью устройствам и расходным материалам.
Рекомендуется использовать инвертор, выполняющий контактную сварку и работающий на постоянном электротоке. Он значительно эффективней своих трансформаторных аналогов, которым необходим ток переменного значения.
Полуавтоматический агрегат работает со специальными электродами, способными варить в среде, насыщенной защитными газами. Оборудование имеет специальный механизм с защитными свойствами, подающий электроды в автоматическом режиме.
Недорогим, но устаревшим вариантом является сварочный трансформатор, соединяющий арматуру при помощи электродов, на которые поступает переменный ток. Такой тип оборудования работает через выпрямитель, преобразующего переменный ток в постоянный. Как и прочее оборудование, агрегаты для контактной сварки делятся на две группы – профессиональные устройства и бытовые.
Электроды, которыми выполняется сварка, меняют химический состав соединительного шва. В основе таких элементов заложены металлические стержни, покрытые особым составом, сгорающим во время проведения сварных работ.
Такой расходный материал отличается маркировкой:
- «У» – контактная сварка разрешена для изделий из низколегированного металла;
- «Л» – можно формировать каркасы из легированного металла;
- «Т» – свариваются теплоустойчивые сплавы;
- «В» – такие электроды рекомендуются для стыковки высоколегированных стальных изделий;
- «Н» – с их помощью наплавляются дополнительные слои.
Кроме рассмотренного здесь расходного материала, во время сварки используют сплошную или порошковую проволоку, с помощью которой формируются наплавленные швы.
В порошковой проволоке имеется особый состав, облегчающий формирование шва и повышающий его качественный уровень. Диаметр такой проволоки варьируется в пределах 0.3 – 12 мм.
Для полуавтоматического агрегата рекомендуется использовать проволоку 0.3 – 1.6 мм.
Тонкости сварных работ
Чтобы полностью развеять миф, почему нельзя варить арматуру в фундаменте, необходимо знать особенности выполнения всех действий.
Изначально готовится арматура нужного диаметра и длины, соответствующая проектному заданию на обустройство фундаментного каркаса. После этого предстоит следующий алгоритм действий:
- приобретенный материал проверяется на качество;
- выполняется отбраковка, в процессе которой определяются металлические заготовки, характеристики которых не соответствуют требованиям нормативных документов;
- стальные стержни зачищаются от коррозии, рихтуются, покрываются абразивным составом, режутся на заготовки требуемых размеров;
- все элементы будущей каркасной конструкции соединяются в общей плоскости легкими прихватками сварочным агрегатом, окончательная фиксация выполняется позже;
- заготовки будущей каркасной части фиксируют специальными кондукторами на расстояниях, определяемых проектными чертежами;
- конструкции прихватываются сваркой, уточняется соответствие параметров рамы данным проектной документации;
- заключительный рабочий этап – окончательная сварка каркаса.
Соблюдая технологические этапы сварки арматурных прутьев на строительной площадке, помните, что лучше использовать специальный агрегат для инверторной сварки.
Главными показателями режимов во время работы сварочного аппарата считаются:
- сечение электрода;
- величина рода и полярности электрического тока;
- показатель напряжения электродуги;
- скорость выполнения сварочных работ;
- количество подходов.
При контактном способе сварки и определении ее рабочего параметра основным показателем считают силу используемого тока, от которого полностью зависят качественные характеристики получаемого сварного шва и показатель производительности работ.
Выбор диаметра электрода выполняется с учетом толщины соединяемого металла. Необходимо помнить, что рабочий режим основан на уровне электрического тока. Когда используемый электрод толще четырех миллиметров, рекомендуется понизить стандартный показатель тока на десять – пятнадцать процентов. Определяясь с режимом полярности, отдавайте предпочтение обратной. В связи с тем, что при работе на постоянном электротоке активно вырабатывается тепловая энергия, возрастает вероятность того, что в металлическом материале появятся прожоги.
Определяясь с режимом полярности, отдавайте предпочтение обратной. В связи с тем, что при работе на постоянном электротоке активно вырабатывается тепловая энергия, возрастает вероятность того, что в металлическом материале появятся прожоги.
Новейшие сварочные агрегаты могут преобразовывать переменный электрический ток, и после включения соответствующего режима электроток, поступающий на электродный стержень, превращается в постоянный.
Выбирая скоростной режим, проследите, чтобы ванна, наполняемая раскаленной сталью, располагалась выше поверхности кромок. Лучше всего подбирать режим, при котором ширина сварочного шва в полтора – два раза превышает диаметр электродного стержня.
Собрав арматурную конструкцию, предназначенную для устройства фундамента, необходимо провести несложное испытание. На поверхность каркаса укладывается доска, по которой начинает ходить человек. Если каркасная система собрана по проектным чертежам, от веса она не будет изгибаться.
Перед тем, как начать подавать бетонную смесь, арматурная система дополнительно укрепляется, чтобы надежно зафиксироваться в фундаментном теле.
Заключение
Повторимся, что вопрос, почему нельзя сваривать арматуру для фундамента, однозначного ответа не имеет. Одни строители подобный способ соединения металла использовать не рекомендуют, вторые утверждают, что ничего страшного в этом нет, и каркас получается прочным и надежным. Окончательное решение необходимо принимать с учетом характеристик строящегося здания и факторов воздействия на фундамент.
Актуальная тема: Сварка арматуры
Не вся арматура создается одинаково.
Клод Гоген, ЧП, LEED AP
Надлежащая практика сварки арматуры имеет особое значение в производстве сборных железобетонных изделий. Сварка арматуры может служить как средством ускорения производственного процесса, так и созданием экономии материалов. Тем не менее, важно соблюдать осторожность, чтобы обеспечить безопасные методы и произвести качественные структурные сварные швы, которые сохраняют как прочность стали, так и целостность бетонной конструкции. Время от времени отчеты сертификационных аудитов предприятий NPCA указывают на некоторые недостатки, связанные со сваркой арматуры, которые сосредоточены вокруг трех основных требований.
Время от времени отчеты сертификационных аудитов предприятий NPCA указывают на некоторые недостатки, связанные со сваркой арматуры, которые сосредоточены вокруг трех основных требований.
Первый из них — ACI 318-08 Американского института бетона, Требования строительных норм и правил к конструкционному бетону и комментарии. В разделе 3.5.2 ACI 318-08 указано, что сварка арматурных стержней должна соответствовать AWS D1.4, а тип и расположение сварных соединений и других необходимых сварных швов должны быть указаны на проектных чертежах или в спецификациях проекта.
Это подводит нас ко второму стандарту, AWS D1.4 Американского общества сварщиков – Кодекс сварки конструкций – Арматурная сталь. Этот код требует, чтобы углеродный эквивалент (C.E.) был рассчитан до сварки. Металлурги обычно определяют свариваемость стали на основе содержания в ней углерода или CE. Чем ниже углеродный эквивалент, тем лучше сваривается сталь. Стали с содержанием углерода менее 0,35 % считаются легко свариваемыми. Согласно таблице 5.2 в AWS D1.4, CE для слитков № 7 (22) и больше должен быть менее 0,45%, а для № 6 (19) и меньших стержней, CE должен быть менее 0,55% для их сварки. Если СЕ не ниже указанного значения, то слитки необходимо предварительно подогреть в соответствии с AWS D1.4. Чем выше прочность и углеродный эквивалент стали, тем больше она подвержена холодному растрескиванию (растрескиванию, возникающему после затвердевания металла) при сварке. Хрупкий шов недопустим, особенно при усталостных или ударных нагрузках. Хрупкие прихваточные швы на холоднодеформированной стали вызывают разрушение арматурных стержней в арматурных каркасах в процессе сборки.
Согласно таблице 5.2 в AWS D1.4, CE для слитков № 7 (22) и больше должен быть менее 0,45%, а для № 6 (19) и меньших стержней, CE должен быть менее 0,55% для их сварки. Если СЕ не ниже указанного значения, то слитки необходимо предварительно подогреть в соответствии с AWS D1.4. Чем выше прочность и углеродный эквивалент стали, тем больше она подвержена холодному растрескиванию (растрескиванию, возникающему после затвердевания металла) при сварке. Хрупкий шов недопустим, особенно при усталостных или ударных нагрузках. Хрупкие прихваточные швы на холоднодеформированной стали вызывают разрушение арматурных стержней в арматурных каркасах в процессе сборки.
Арматура, используемая в сборных железобетонных изделиях, обычно соответствует либо ASTM A615 / A615M-09, Стандартным спецификациям для деформированных и простых стержней из углеродистой стали для армирования бетона, либо ASTM A706 / A706M-09, Стандартным спецификациям для деформированных и низколегированных сталей. Простые стержни для армирования бетона. И это подводит нас к нашему третьему и последнему стандарту из Американских стандартов испытаний и материалов. Наиболее распространенная стальная арматура, которую мы видим на заводах, производится в соответствии со стандартами ASTM A615/A615M.
И это подводит нас к нашему третьему и последнему стандарту из Американских стандартов испытаний и материалов. Наиболее распространенная стальная арматура, которую мы видим на заводах, производится в соответствии со стандартами ASTM A615/A615M.
В примечании 1 к этой спецификации указано, что к сварке стали A615 следует подходить с осторожностью, поскольку не было включено никаких специальных условий для улучшения ее свариваемости. По этой причине необходимо учитывать CE, если вы планируете сваривать эту сталь; AWS D 1.4D/D 1.4M рекомендуется для присадочных металлов, температур и требований к производительности/процедуре. Арматура ASTM A706/A706M производится с химическим составом, улучшенным для сварки; его CE ограничен максимум 0,55% и, следовательно, требует небольшой термической обработки или вообще не требует ее. Сталь 706 имеет штамп «W» в деформациях арматурного стержня, что указывает на то, что стержень пригоден для сварки.
Формула для CE стали A615 приведена в AWS D1.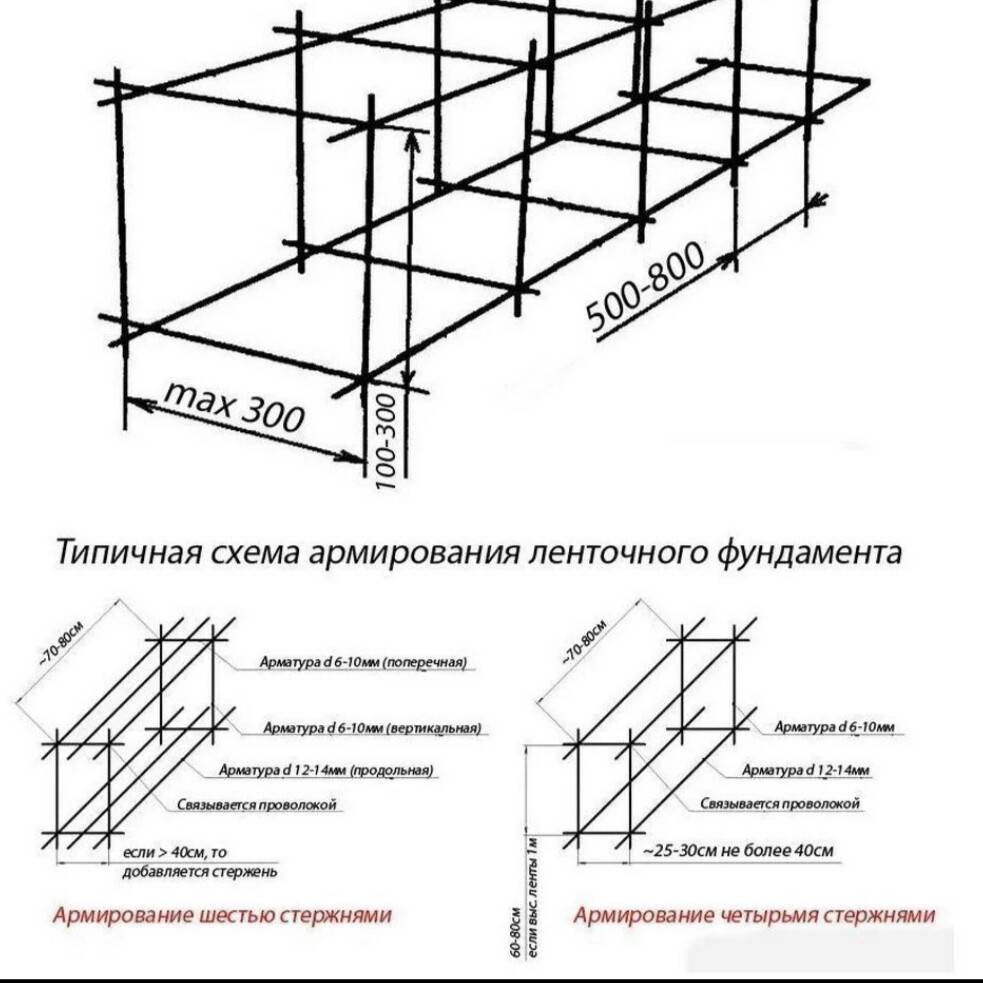 4 следующим образом: формула для CE:
4 следующим образом: формула для CE:
CE = %C + %Mn/6 + %Cu/40 +
%Ni/20 + %Cr/10 – %Mo/50 – %V/10>
где:
CE = углерод Эквивалент
C = содержание углерода
Mn = содержание марганца
Cr = хром
Mo = молибден
Cu – медь
Ni = никель
V = ванадий
Эти значения содержания углерода и марганца указаны в заводских сертификатах или протоколе заводских испытаний (MTR), которые вы получаете от поставщика арматуры. Более того, CE обычно рассчитывается для вас и включается в заводской сертификат.
Рекомендуемые методы сварки прихватками и значения CE, указанные в спецификациях/кодах, перечисленных в этой статье, должны соблюдаться в полевых условиях, чтобы обеспечить надлежащее изготовление арматурных каркасов. Причина, по которой это так важно, заключается в том, что некачественные прихваточные швы на арматурных каркасах могут не только снизить предел текучести стали, но также снизить усталостную долговечность и долговечность бетона. Так что помните, что в следующий раз, когда вы подумаете о сварке стальной арматуры без предварительного подтверждения того, какой это тип стали, и не убедившись, что она действительно пригодна для сварки, искры, которые летят после разрушения конструкции, могут сделать вашу горелку тусклой по сравнению с ней.
Так что помните, что в следующий раз, когда вы подумаете о сварке стальной арматуры без предварительного подтверждения того, какой это тип стали, и не убедившись, что она действительно пригодна для сварки, искры, которые летят после разрушения конструкции, могут сделать вашу горелку тусклой по сравнению с ней.
Дополнительную информацию о сварке арматуры см. в недавно пересмотренной технической заметке на сайте www.precast.org.
Клод Гоген, PE, LEED AP, директор технических служб NPCA.
Полное руководство по сварке арматуры (с PDF-файлом)
Сварка арматуры или стального арматурного стержня
Знание того, как сваривать арматуру или арматурные стержни, очень важно для обеспечения целостности конструкции. Как известно, бетон – это искусственный камень, который получается из смеси цемента, заполнителей и воды путем затвердевания водно-цементной смеси.
Бетон имеет высокую прочность на сжатие, но низкую прочность на растяжение и прочность на сдвиг. Чтобы бетон выдерживал эти напряжения растяжения и сдвига, необходимо использовать стальной стержень или арматуру, называемую арматурной сталью . Сталь, используемая для этой цели, называется арматурной сталью.
Чтобы бетон выдерживал эти напряжения растяжения и сдвига, необходимо использовать стальной стержень или арматуру, называемую арматурной сталью . Сталь, используемая для этой цели, называется арматурной сталью.
Спецификации материалов для арматурных стержней: ASTM A 615, A 616 и A 617. Эти стандарты определяют только механические свойства материала, а химический состав не приводится.
Поскольку мы знаем, что химия материала важна для свариваемости материала на основе его углеродного эквивалента, например, в случае углеродистой стали и низколегированных сталей, вы можете найти арматурные стержни, соответствующие вышеуказанному стандарту, но их невозможно сварить (плохая свариваемость). ).
Таким образом, арматурный стержень должен быть пригоден для сварки, прежде чем он будет включен в конструкцию с требованиями к сварке.
Зачем нужна сварная арматура?
Арматурный стержень, или арматурный стержень, представляет собой обычный стальной арматурный стержень, используемый в бетонных конструкциях. Weld Rebar предлагает ряд преимуществ по сравнению с другими методами крепления арматуры к бетону.
Weld Rebar предлагает ряд преимуществ по сравнению с другими методами крепления арматуры к бетону.
Одним из основных преимуществ сварки арматуры является то, что она создает очень прочную связь между арматурой и бетоном. Тепло от процесса сварки плавит поверхность арматуры и бетона, создавая прочный сварной шов. Этот сварной шов намного прочнее любого механического соединения.
ТАБЛИЦА РАЗМЕРОВ АРМАТУРЫ
Еще одним преимуществом сварки арматуры является то, что это очень быстрый и эффективный процесс. Сварщик может легко сварить несколько кусков арматуры за короткое время. Это может сэкономить время на строительной площадке и снизить трудозатраты.
Наконец, сварка арматуры — относительно простой процесс, которому может научиться любой, кто имеет базовые навыки сварки.
Спецификации материалов для арматуры или арматурного стержня
ASTM A615, ASTM A 616 и ASTM A 617, ASTM A706 , DIN 488, DIN EN 10080
Код/Стандарт для сварки арматурного стержня/Сварка арматурного стержня- BS 7123:1989 Дуговая сварка стали для армирования бетона
- BS 5135:1984 Процесс сварки углеродистых и углеродисто-марганцевых сталей
- AWS D 12. 1
- ACI CODE-318-19: Строительные нормы и правила, требования к конструкции уральский бетон и комментарии
- ISO 17660 -1:2006 Сварка. Сварка арматурной стали. Часть 1. Несущие сварные соединения
- BS 8548:2017 Руководство по дуговой сварке арматурной стали форс бар
Большинство арматурных материалов имеют углеродно-марганцевую основу. Сварку можно выполнять с помощью ER70S-6 при сварке методом GMAW. Типы электродов E7018 или E6013 в основном используются при дуговой сварке защищенным металлом или в процессе сварки стержнем / сварки SMAW.
AWS D1.4 (Нормы и правила сварки конструкций – арматурная сталь) В таблице 5.1 указаны сварочные прутки, используемые для сварки арматуры.
Например, при использовании ASTM A615 Gr. 60 арматурный стержень, сварка электродом (SMAW) может выполняться с помощью 9стержень 0ksi (например, E9018, E9015 и т. д.).
Сварка TIG или MIG/FCAW может выполняться с использованием ER90S-G или E90C-XXX.
В случае использования разнородных материалов при выборе сварочного электрода следует учитывать арматуру с более высокой прочностью.Предположим, сварной шов между ASTM A706 Gr. 60 по ASTM A615 гр. 60 материалов. Выбор электрода должен основываться на ASTM A615 (90 ksi), поскольку он имеет более высокую прочность по сравнению с материалом ASTM A706 (80 ksi).
Сварка арматуры A706
A706 Сварка арматурных стержней должна выполняться с использованием сварки стержнем, сварки MIG или сварки под флюсом. Сварка стержней арматуры A706 производится с использованием стержней E8018-G, E8015-G или E80816-G.
Сварка MIG арматуры A706 выполняется с использованием проволоки ER80S-G MIG. Точно так же сварка арматуры A706 порошковой проволокой выполняется с использованием порошковой проволоки типа E80T1-C (E8XTX-X). Температура предварительного нагрева для сварки арматурного стержня A706 зависит от углеродного эквивалента арматурного стержня и его толщины и должна выполняться следующим образом:
- До 0,40 % углеродного эквивалента: без предварительного нагрева
- От 0,40 % до 0,65 % углеродного эквивалента: предварительный нагрев в диапазоне тепло 400 – 500°F
Можно ли сваривать арматуру A615?
Да, арматура A615 поддается сварке.
Сварка арматуры А615 осуществляется с помощью электродуговой сварки, сварки МИГ и дуговой сварки порошковой проволокой.Рекомендуемые сварочные материалы для сварки арматуры A615:
- Для электродуговой сварки A615, сварка 40 и 300: E7015, E7016, E7018, E7028
- Для сварки MIG сварки A615, 40 и 300 : ЭР70С-6, ЭР70С-2
- Для сварки порошковой проволокой сплавов A615 классов 40 и 300: E71T-1C, E71T1-M
- Для сварки электродами A615 классов 60 и 420 сварка: E9018-G
- Для сварки MIG сварки A615 Grade 60 и Grade 420: ER90S-G
- Для сварки порошковой проволокой A615 класса 60 и класса 420: E9XTX-X
- Для сварки электродами A615 класса 75 и класса 75 и класса 420 520 сварка: E10018-M, E10015 -X, E10016-X
- Для сварки MIG сварки A615, марок 75 и 520: ER100S-G
- Для сварки порошковой проволокой A615, марок 75 и 520: E10XTX -Х
Свариваемая арматура A706
Сварка свариваемой арматуры A706 выполняется с использованием сварочной проволоки типа E8018-G или ER80S-G.
Европейские стандарты/стандарты ISO для сварки арматурыСварка арматурной стали (арматура) или сварка арматуры может выполняться в соответствии со стандартом DIN EN ISO 17660 с использованием следующих процессов сварки:
- Сварка электродом (SMAW) 9 0004
- Сварка MAG
- Сварка FCAW
- Точечная сварка сопротивлением
- Стыковая сварка давлением
- Выступающая сварка
- Сварка трением
- Oxy-fu el газовая сварка под давлением
Присадочная проволока/сварочные прутки должны сочетаться с соответствующей арматурной сталью и стальными материалами в относительно их механических свойств. Согласно ISO 17660, для сварки арматуры должны использоваться только одобренные и сертифицированные CE сварочные материалы.
Для несущих сварных соединений минимальный предел текучести сварочного прутка должен составлять 70 % от предела текучести материала арматуры. Для несущих стыковых сварных соединений минимальный предел текучести сварочного прутка должен быть равен или превышать предел текучести арматурного материала.
Выбор сварочного процесса для сварки арматурного стержняСварочные процессы для предварительной сборки сварки арматурного стержня или сварки арматурного стержня:
- Сварка МАГ
- Сварка FCAW
- Точечная сварка сопротивлением
- Стыковая сварка давлением
- Выступающая сварка
- Сварка трением
- Газокислородная сварка под давлением 9 0121 Процедура сварки арматурных стержней или арматурных стержней
- Раструб V-образный сварной шов с канавкой
- Прямой стыковой сварной шов (Single V, Double V)
- Непрямой стыковой сварной шов (Single V, Double V)
- Сварной шов с одинарной и двойной кромкой
- 900 03 Нахлестное соединение
- Т-образное соединение
 1
1  В случае использования разнородных материалов при выборе сварочного электрода следует учитывать арматуру с более высокой прочностью.
В случае использования разнородных материалов при выборе сварочного электрода следует учитывать арматуру с более высокой прочностью. Сварка арматуры А615 осуществляется с помощью электродуговой сварки, сварки МИГ и дуговой сварки порошковой проволокой.
Сварка арматуры А615 осуществляется с помощью электродуговой сварки, сварки МИГ и дуговой сварки порошковой проволокой.

Квалификация WPS имеет решающее значение для качественное надежное сварное соединение арматуры.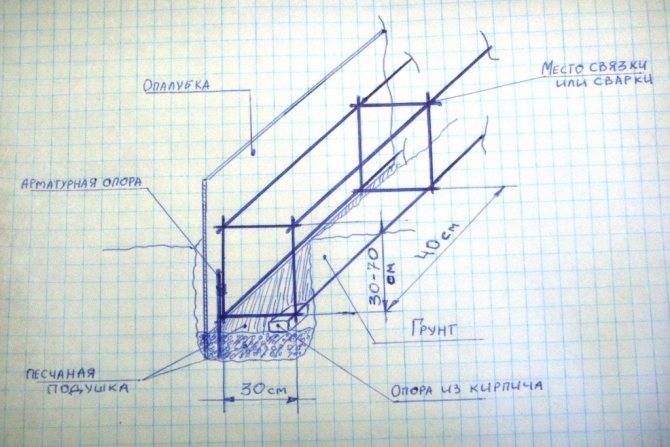 Квалификация WPS должна соответствовать AWS D1.4 (Нормы и правила сварки конструкций – арматурная сталь) или AWS D 12.1, раздел 4.
Квалификация WPS должна соответствовать AWS D1.4 (Нормы и правила сварки конструкций – арматурная сталь) или AWS D 12.1, раздел 4.
Для строительства в соответствии со стандартами DIN/EN или ISO аттестация процедуры сварки должна проводиться в соответствии с DIN EN ISO 17660-1 для несущих соединений и DIN EN ISO 17660-2 для ненесущих сварных соединений.
Квалификация процедуры для британского стандарта должна соответствовать сварке стали BS 7123-MMAW для армирования бетона.
Лучшая сварочная проволока для сварки арматурыВыбор сварочной проволоки зависит от материала арматуры. Простое руководство по выбору присадочной проволоки/сварочного электрода для сварки арматуры (арматурный стержень) приведено в AWS D1.4, таблица 5.1, в зависимости от прочности материала.
Следовательно, лучший сварочный пруток для сварки арматуры зависит от свариваемого материала и его свойств. В таблице 5.1 приведены лучшие сварочные прутки для различных марок арматурных стержней.
Длина прихватки для сварки арматуры должна быть не менее 25 мм или 1 дюйм, а размер шва должен составлять 4 миллиметра или 5/32 дюйма. Сварное соединение должно быть похоже на соединение внахлестку.
Детали сварного соединения для процедуры сварки арматурного стержня или сварки арматурного стержняРазличают несущие и ненесущие сварочные соединения (сварные соединения арматуры). Несущие сварные соединения служат для передачи усилий между соединяемыми стержнями.
Ненесущая опора защищает отдельные компоненты арматуры от замены или перемещения. Сварные соединения могут выполняться как между арматурным стержнем, так и между свариваемой конструкционной сталью. Детали сварных соединений для сварного соединения арматурного стержня для параллельного соединения, прямого стыкового соединения и анкерного соединения показаны на рисунках ниже.
На приведенном ниже рисунке различные соединения арматуры (армирующего сварного шва) показаны как соединение с муфтой, соединение внахлестку, стыковое соединение с одинарным и двойным скосом, а также одинарное стыковое соединение V и двойное V.
Соединения могут также иметь прямое стыковое соединение (двойной V-образный стык) и анкерное соединение (двусторонний наружный угловой шов), как показано на рисунке ниже.
Когда сварные соединения выполняются в соответствии с DIN EN ISO 17660-1, можно предположить, что сварные соединения, за исключением крестообразных соединений, могут выдерживать точно такую же степень нагрузки, как и несварной стержень.
Символ сварки арматурных стержнейСоединения арматурных стержней (армирующие сварные соединения) имеют ту же конфигурацию сварного шва, что и V-образное соединение с развальцовкой, или могут иметь соединение с развальцовкой со скосом, а также угловой сварной шов.
Пример символа сварного шва арматурного стержня показан на рисунке ниже, где сварной шов представляет собой V-образное соединение с одинарным развальцовкой. Другие сварные соединения арматурных стержней между арматурным стержнем и пластиной приведены далее в этой статье с соответствующими обозначениями сварных швов.
Приварка арматурного стержня к пластине аналогична обычному сварному соединению с развальцовкой или угловому сварному шву. Аттестация процедуры сварки должна проводиться в соответствии с применимыми нормами и стандартами, чтобы убедиться, что соединение соответствует минимальным установленным требованиям.
На рисунке ниже показаны различные возможные конфигурации сварки арматурных стержней между пластиной и трубами.
Сертификация сварки арматурыКомпания Сертификация сварки арматуры или арматурной стали различается в зависимости от страны. Например, в США нет требований к сертификации компаний для выполнения сварки арматуры, хотя они должны соответствовать применимым требованиям строительных норм и правил (например, AWS D1.4).
В Канаде сертификация компании Rebar соответствует CSA W186-WELDING OF REINFORCING BARS COMPANY CERTIFICATION. В этом стандарте приведены требования сертификации для сварки арматурных стержней (арматурных стержней) в железобетонных конструкциях для стали.
В странах Европейского союза (ЕС) компания, выполняющая сварочные работы по сварке арматурных стержней, должна иметь сертификат согласно DIN EN ISO 17660-1 для несущих соединений или согласно DIN EN ISO 17660-2 для ненесущих соединений. суставы.
Кроме того, предприятие должно соответствовать техническим требованиям к качеству сварки согласно DIN EN ISO 3834-3.
Типы соединений для сварки арматурыОсновные типы сварных соединений, которые возможны при сварке арматуры (арматурного стержня), перечислены ниже: 7
Подробную информацию о вышеуказанных типах сварных соединений с их конфигурацией можно найти в AWS D1.