Можно ли арматуру для фундамента сваривать: Можно ли сваривать арматуру для фундамента – мнение специалистов
Какую арматуру использовать для фундамента
Главная / Полезная информация / Какую арматуру использовать для фундамента
Арматурные каркасы выступают в роли упрочнителей бетонных конструкций.
Каркасам свойственны три элемента:
Поперечные
Вертикальные
Продольные
Большая часть нагрузки достается поперечным элементам, следственно, и прочность этих элементов должна быть высокой. Именно благодаря им каркас становится более жестким. Толщина поперечных элементов относительная небольшая.
Когда вы выбираете продольные элементы, необходимо учесть следующее:
1
Сколько этажей будет сооружения
2
Из какого материала строятся стены
3
Какой грунт на строительном участке
4
Какой бетон используется в строительстве
Каркас состоит из двух видов прутков:
Гладкие прутки
– обладают формой цилиндра
Рифленые прутки
– поверхности такого материала свойственные серповидные ребра в вертикальном положении (находятся они под углом)
Если конструкция будет получать достаточно серьезную нагрузку, необходимо выбирать именно рифленые прутки. Благодаря их ребрам сцепление с бетоном получается надежным и усиленным.
Благодаря их ребрам сцепление с бетоном получается надежным и усиленным.
Наиболее современной арматурой считается пластиковая конструкция. Ее также можно разделить на два вида: гладкую и ребристую.
Достоинства пластикового упрочнителя:
Минимальный вес;
Антикоррозийные свойства;
Оптимальная цена;
Коэффициент расширения практически не отличается от коэф. бетона;
При покупке арматуры необходимо также учесть маркировку конструкции:
- Маркировка «Т» говорит о термически упроченной конструкции;
- Маркировка «В» — арматура обладает упроченной вытяжкой. Такая конструкция будет идеальным вариантом для оснований, на которые возлагаются весомые нагрузки.
Принцип соединения арматурного каркаса с фундаментом
Если речь идет о промышленном строительстве, то здесь в качестве соединительного инструмента выступает точечная электрическая сварка. Главное преимущество такого способа заключается в скорости работы.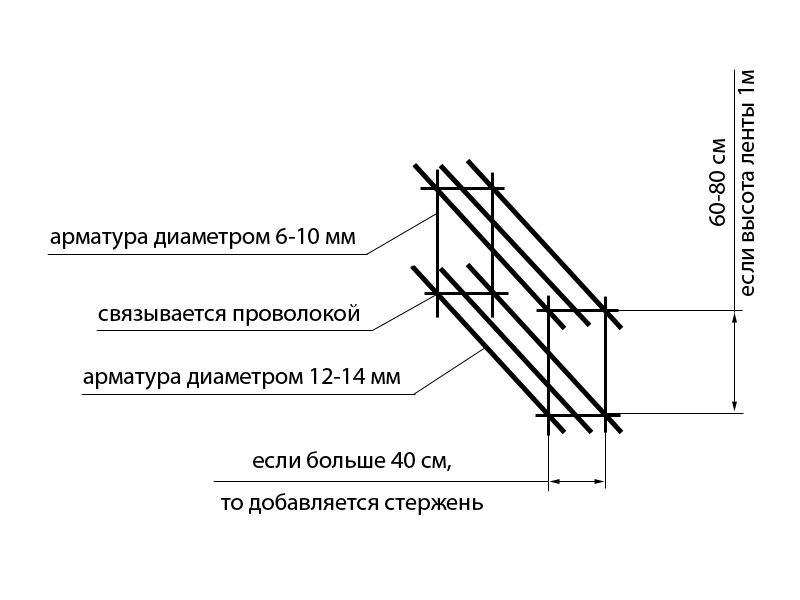
- Сварке можно подвергать упрочнительную конструкцию, маркированную как «С». Остальные виды металлической арматуры не подлежат свариванию.
- Сварка приводится к крепкой и надежной фиксации. Но вся проблема в том, что у силового каркаса должны быть свободные места. А после сварочного процесса у прутьев люфта не остается.
- И, наконец, в-третьих, после сварки прочность металлических прутьев несколько ухудшается.
Вязка арматуры
Также прутья арматуры можно зафиксировать при помощи вязальной проволоки, создавая закрученные петли в каждом отдельном месте пересечение прутьев каркаса.
Наиболее современным методом соединения арматуры считается применением строительных хомутов из пластика. Также этот способ можно назвать самым быстрым, а еще экономичным.
Когда время приходит для фиксации прутьев в углах фундамента, нужно прутья фиксировать внахлест, не забывая о том, что нужно загибать прутья.
Один вид фундамента – один диаметр прутьев арматурного каркаса
Обратите внимание на то, что для каждого фундамента необходимо подобрать подходящую длину прутков. При всем этом, иногда приходится для возведения фундамента использовать прутья разного диаметра, например, если речь идет о буронабивном свайном фундаменте. В случае с ленточным – диаметр прутков должен быть одинаковым. Об этих двух видах фундамента хотелось бы поговорить в отдельности.
Ленточный фундамент
Такой вид выделяется среди всех остальных тем, что ему присущи сразу два пояса армирования: нижний и верхний. В большинстве случае диаметр прутков составляет от десяти до четырнадцати миллиметров – все зависит от нагрузки, с которой придется справляться арматурному каркасу. Армирующему поясу свойственны два прута с ребрами. Диаметр гладких прутьев не должен превышать восьми миллиметров.
Как только все элементы будут соединены, они покрываются бетонированным слоем, который играет защитную роль. Ближе всего к горизонтальной поверхности обязаны находиться ориентированные прутья, чтобы создавалась стойкость к растяжениям. Перед тем, как приступить к установке вертикальных элементов, не забудьте создать основание. В роли основание будет выступать бетонная подготовка в тридцать миллиметров. Благодаря «подбетонке» металл не будет подвержен коррозии, которая может появиться из-за влаги.
Ближе всего к горизонтальной поверхности обязаны находиться ориентированные прутья, чтобы создавалась стойкость к растяжениям. Перед тем, как приступить к установке вертикальных элементов, не забудьте создать основание. В роли основание будет выступать бетонная подготовка в тридцать миллиметров. Благодаря «подбетонке» металл не будет подвержен коррозии, которая может появиться из-за влаги.
Буронабивной свайный фундамент
Если идет работа с таким типом фундамента, необходимо использовать прутья с ребрами. Диаметр прутков должен быть равен десяти миллиметрам. Точное количество, которое нужно использовать, назвать нельзя. Потому что в этом плане все зависит от диаметра формы заливки. Сегодня в большинстве случаев формой заливки является асбестоцементная труба, диаметр которой составляет двести миллиметров.
Чаще всего около четырех прутков арматуры должно хватать. Однако, нужно учитывать, что нижние прутья должны убираться в бетонную площадку, заготовленную до установки прутьев.
Плиточный фундамент
Сегодня такой фундамент считается самым качественным и надежным, но и стоимость его достаточно высока. Примерно двадцать процентов от всего строительство «уйдет» на арматурную конструкцию. Диаметр арматуры используется различный – от десяти до шестнадцати миллиметров. Все зависит оттого, в каких условиях происходит возведение сооружения. Чем сложнее будут условия, тем больше диаметр прутков. Укладывать необходимо два пояса, при этом не забывать про тот факт, что должна образовывать клетка.
Арматура – кратко и информативно
Это прочный материал, профиль которого может быть гладким, либо ребристым. Прутки материала в большинстве случае стальные, но сегодня их изготавливают также из стеклопластика. Прутья из стеклопластика появились относительно недавно. Сами производители уверяют нас в том, что такая арматура обладает куда более высокой прочностью, нежели стальная арматура. Самой главной характеристикой материала считается ее диаметр, который может составлять как 5,5 мм, так 32 миллиметра – в этом плане с выбором арматуры проблем нет.
Без стальной арматуры сегодня ни одна железобетонная конструкция строиться не может. Именно благодаря этому материалу вся конструкция способна противостоять большим нагрузкам. Говоря простым языком, арматура – это скелет фундамента. Чтобы бетонная конструкция служила долгие годы и не рушилась даже после эксплуатирования многих лет, как раз таки необходим так называемый скелет. Самое главное, не ошибиться в выборе арматуры для ее использования в том или ином виде фундамента. Но, мы думаем, после прочтения данной статьи, в которой мы рассказали про все основные типы арматуры, вы уже поняли, как сделать правильный выбор.
Сварка арматуры под фундамент внахлест:технология,режимы,ГОСТ
Арматура выступает основным конструкционным элементом для возведения каркасов, сеток и прочих важных изделий. Она проста в применении и обладает высокими прочностными характеристиками. Благодаря этому, практически во всех сферах строительства и при изготовлении различных материалов, таких как железобетонные изделия, используются именно эти детали. Тем не менее, сварка арматуры обладает рядом особенностей, которые требуют специального подхода для достижения высокого уровня качества. Дело в том, что длина самого шва на стыке получается достаточно маленькой, так как здесь минимальная площадь соприкосновения. В то же время, перпендикулярное соединение, которое зачастую и возникает в данном случае, может образовать своеобразный рычаг, основная нагрузка которого ляжет на место соединения. Таким образом, сварка арматуры для фундамента и других целей должна проводиться максимально качественно, для чего используются различные технологии.
Она проста в применении и обладает высокими прочностными характеристиками. Благодаря этому, практически во всех сферах строительства и при изготовлении различных материалов, таких как железобетонные изделия, используются именно эти детали. Тем не менее, сварка арматуры обладает рядом особенностей, которые требуют специального подхода для достижения высокого уровня качества. Дело в том, что длина самого шва на стыке получается достаточно маленькой, так как здесь минимальная площадь соприкосновения. В то же время, перпендикулярное соединение, которое зачастую и возникает в данном случае, может образовать своеобразный рычаг, основная нагрузка которого ляжет на место соединения. Таким образом, сварка арматуры для фундамента и других целей должна проводиться максимально качественно, для чего используются различные технологии.
Сварка арматуры для фундамента
Естественно, что необходимость в данном процессе возникает и в домашних условиях. Здесь уже нет столь высоких требований к технологии производства, как на предприятиях, поэтому, многие люди соединяют те разновидности стержней из металла, которые у них есть. Это же относится и к способам соединения, ведь для этого могут использоваться различные виды сварки. В итоге, качество соединения страдает, но с учетом отсутствия высоких нагрузок это может оказаться не столь критичным. Также данный подход помогает сэкономить бюджет всего мероприятия. Сварка арматуры производится по ГОСТ 14098 2014.
Это же относится и к способам соединения, ведь для этого могут использоваться различные виды сварки. В итоге, качество соединения страдает, но с учетом отсутствия высоких нагрузок это может оказаться не столь критичным. Также данный подход помогает сэкономить бюджет всего мероприятия. Сварка арматуры производится по ГОСТ 14098 2014.
Свойства арматуры
Основным материалом для изготовления данных конструкционных элементов является углеродистая сталь. В зависимости от особенностей самого изделия она может быть нескольких марок, что существенно влияет на свариваемость. Если применяется сталь группы Б, то она должна содержать не более 0,25% углерода в своем составе. В данном случае требуется повышенная надежность создания самого соединения. Ее применяют для металлоконструкций.
Арматура их стали группы Б
При использовании таких марок как ВСт(1-3), в которых содержится повышенная концентрация марганца, во время сварки нужно использовать дополнительное раскисление.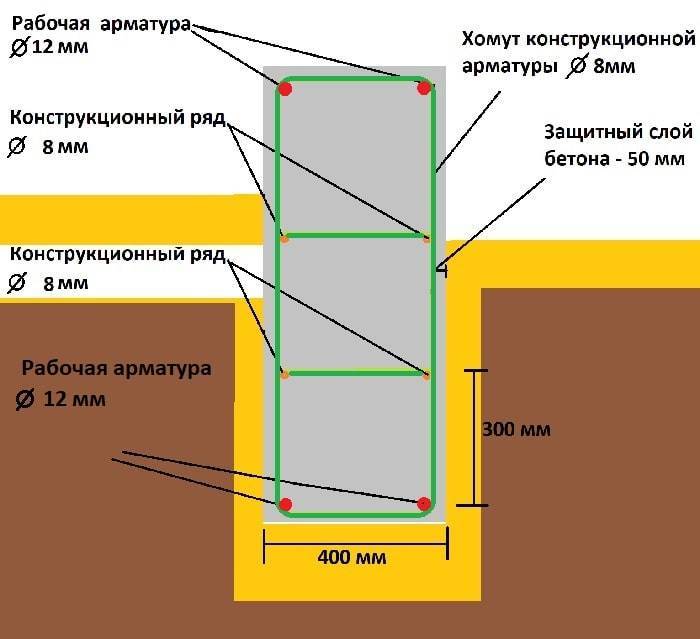 Такая же ситуация обстоит и со сталью марок БСт(1-3). ГОСТ на сварку арматуры здесь остается прежним, вне зависимости от выбранной марки металла.
Такая же ситуация обстоит и со сталью марок БСт(1-3). ГОСТ на сварку арматуры здесь остается прежним, вне зависимости от выбранной марки металла.
Арматура из стали марки БСт(1-3)
При работе с низколегированными составами не возникает серьезных проблем, так что для их соединения потребуются стандартные электроды, которые обладают максимально схожим с арматурой составом. Если использовался технически упрочненный металл, то такие изделия лучше не варить, так как в зоне шва металл будет разупрочняться, что приведет к его поломке.
Низколегированная сталь
Низкоуглеродистые сорта относятся к хорошо свариваемым, так как сам углерод, если его содержание ниже 0,2%, не оказывает столь негативного действия на шов, как при более высоких концентрациях. Чем выше его содержание, тем больше требуется дополнительных технологических операций и расходных материалов для создания качественного соединения.
Виды арматуры
Прежде чем будет проводиться соединение арматуры сваркой, следует определиться, какие ее виды встречаются. Ведь от этого во многом зависят особенности самого процесса. При высоких нагрузках необходимо создавать дополнительные укрепления и применять новые методы. Прежде всего следует выделить такие:
Ведь от этого во многом зависят особенности самого процесса. При высоких нагрузках необходимо создавать дополнительные укрепления и применять новые методы. Прежде всего следует выделить такие:
- По технологии производства выделяется холоднокатаная проволочная и горячекатаная стержневая. Стержневой считается та арматура, диметр которой более 2 мм, а длина при этом менее 13 метров. Это независимо от варианта поставки, который может быть в мотках или прутках.
- По способу упрочнения для горячекатаных изделий выделяют термически упрочненные стержни, которые подверглись температурной обработке, и упрочнение вытяжкой. Последний вариант проводится в холодном состоянии материала.
- По форме своей поверхности выделяется гладкая и рифленая арматура. Рифленая имеет периодические выступы в виде ребер. Они позволяют сделать лучшее соединение с бетоном, чем гладкая поверхность.
- По способу своего применения можно выделить напрягаемые разновидности и ненапрягаемые.
Способы сварки арматуры
Сварка арматуры под фундамент или для других важных целей может происходить несколькими способами. У каждого из них имеются свои преимущества и недостатка. Именно по этой причине нужно знать как можно больше, чтобы сделать правильный выбор.
У каждого из них имеются свои преимущества и недостатка. Именно по этой причине нужно знать как можно больше, чтобы сделать правильный выбор.
Сварка арматуры под фундамент
Технология сварки арматуры контактным методом производится при помощи специальных машин, создающих непрерывное оплавление. Для этого не требуется проводить обработку торцов на стержнях изделия. торцы зажимаются в губках станка. На них подается ток, в результате чего те начинают плавиться. Их поверхность сглаживается. Контактная сварка арматуры может проводиться и для толстых заготовок. Данная технология лучше всего подходит для создания сеток и каркасов с крестообразными элементами. На контакты машины подается достаточно большая сила тока, что позволяет расплавить торцы любой толщины. Шлак выдавливается автоматически, поэтому, изделие получает требуемую осадку.
Электродуговая сварка используется для соединения арматуры с большим диаметром. Для ее проведения требуется иметь сварочный трансформатор и электроды соответствующие составу самого свариваемого изделия. Данным методом создаются монтажные металлоконструкции, каркасы и сетки.
Для ее проведения требуется иметь сварочный трансформатор и электроды соответствующие составу самого свариваемого изделия. Данным методом создаются монтажные металлоконструкции, каркасы и сетки.
Сварка арматуры внахлест создается при помощи одного иди двух фланговых швов. Для этого могут понадобиться также две круглые накладки. При использовании накладок количество фланговых швов вырастает в два раза. Чтобы добиться высокого качества соединения, общая длина шва не должна быть менее 10 диаметров стержня. Стыки создаются при помощи желобчатых подкладок. При этом проводится заварки торцов при помощи многослойных швов. Достаточно два или три слоя.
Сварка арматуры внахлест
Сварка арматуры точечным методом используется для стержней до 2 см.
Ванночки для сварки арматуры используется для изделий толщиной более 2 см. для этого применяется специальное изделие. Выступающее в качестве барьера для стекания расплавленного металла. Стык собирается на медной съемной ванне. Зазор между стержнем и данным приспособлением должен быть не более 0,8 диаметра арматуры.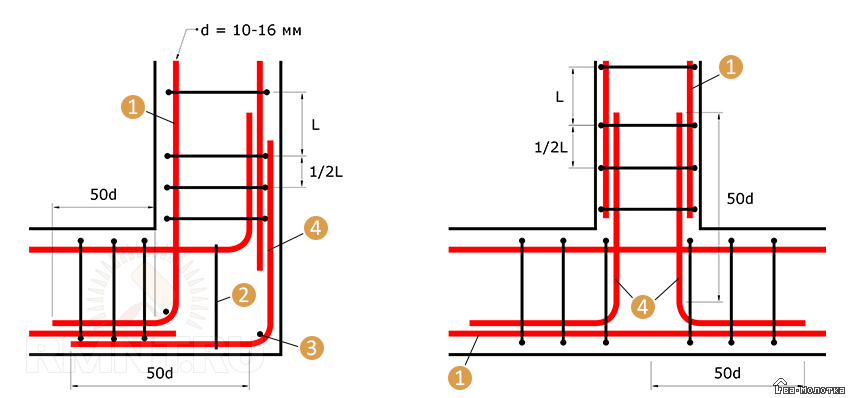 Сам процесс соединения проводится при помощи электродов. Здесь создается ванна расплавленного металла, которая оплавляет торец стержня и образует неразъемное соединение.
Сам процесс соединения проводится при помощи электродов. Здесь создается ванна расплавленного металла, которая оплавляет торец стержня и образует неразъемное соединение.
Ванночки для сварки арматуры
Электрошлаковый метод считается наиболее выгодным в экономическом плане. Здесь также стержни кладутся в медную форму. Между их концами должен быть небольшой зазор. Этот зазор заполняется флюсом. Именно он сначала расплавляется при подаче электричества. За ним происходит расплавление основного металла.
Режимы
Очень важно определить, какая сила тока при сварке арматуры должна использоваться, так как это поможет расплавить ее до нужного состояния. Увеличение или уменьшение данного параметра приведет к тому, что соединение попросту не получится на нужном уровне. Помимо этого следует учитывать и прочие важные факторы. Здесь приведены основные режимы, в зависимости от марки используемого металла, его толщины и прочих данных.
Диаметр прутка арматуры, мм | Класс используемой стали | Время прохождения тока, с | Величина тока, А | Примерная величина осадки, мм |
3 4 5 | B-1 | 0. 0.08 0.12 | 4 4,8 6,4 | 1,2 1,7 2 |
4 6 8 10 12 16 20 22 | A-1 | 0.12 0.4 0.5 0.8 1 2 2.2 2.4 | 5,3 8 10,5 11,6 13,6 16 19,5 21 | 1,5 2,4 3 3,7 4,5 6 8 9 |
6 10 12 16 18 20 25 32 36 | A-3 | 0.48 0.7 1 2 2.4 2.8 3 4 6 | 8,5 14,5 16 20 21,5 24 28 31 42 | 3 6 7 9 11 12 15 18 23 |
 06
06Нюансы сваривания
Марка арматуры для сварки имеет большое значение для выбора способа соединения, метода проведения процедур и прочих важных моментов. За счет того, что здесь идет относительно малая площадь соединения, необходимо сделать как можно более мощное скрепление. Желательно использовать хорошо свариваемые сорта стали, чтобы повысить надежность. Все нюансы проведения процесса связаны с данным моментом. Остальные свойства перенимаются у марки металла, так как к ней нужно найти свой подход. Если требуется использование флюсов и других дополнительных материалов, то это должно обязательно выполняться, так как одно бракованное соединение в металлоконструкции может привести к разрушению всего изделия. Иногда, для увеличения жесткости, используются дополнительные ребра, привариваемые под углом, но это должно определяться технологией возведения металлоконструкции на уровне проекта.
За счет того, что здесь идет относительно малая площадь соединения, необходимо сделать как можно более мощное скрепление. Желательно использовать хорошо свариваемые сорта стали, чтобы повысить надежность. Все нюансы проведения процесса связаны с данным моментом. Остальные свойства перенимаются у марки металла, так как к ней нужно найти свой подход. Если требуется использование флюсов и других дополнительных материалов, то это должно обязательно выполняться, так как одно бракованное соединение в металлоконструкции может привести к разрушению всего изделия. Иногда, для увеличения жесткости, используются дополнительные ребра, привариваемые под углом, но это должно определяться технологией возведения металлоконструкции на уровне проекта.
«Важно!
Если вы подбираете диаметр медной ванны и он оказывается слишком большим, то всегда можно использовать дополнительную подкладку, располагаемую внутри данного изделия.»
Проверка качества
Сварка арматуры 35 ГС и прочих сортов имеет высокий уровень ответственности, поэтому, перед сдачей в эксплуатацию изделия должны пройти проверку на качества.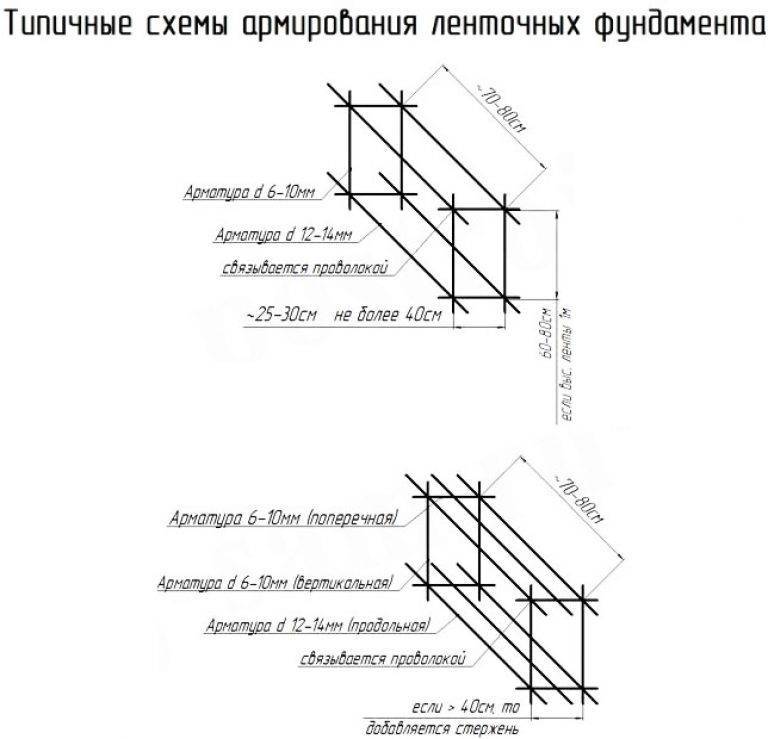 В первую очередь проверяется правильность изготовления самого изделия, чтобы его размеры совпадали с чертежом и были соблюдены все нюансы. Проверка осуществляется измерительными инструментами, такими как линейка, рулетка, калибр и прочее.
В первую очередь проверяется правильность изготовления самого изделия, чтобы его размеры совпадали с чертежом и были соблюдены все нюансы. Проверка осуществляется измерительными инструментами, такими как линейка, рулетка, калибр и прочее.
Арматура марки 35 ГС
Далее проверяется прочность соединений. Одним из стандартов является возможность выдержать падение с метровой высоты. По изделию могут наноситься удары с разумно допустимой силой. Если это не предусматривает технология, то возможна проверка при помощи лабораторных методов, путем рентгеновского просвечивания швов, на выявление в них скрытых дефектов.
Меры безопасности
При работе со сваркой нужно соблюдать правила техники безопасности. Это начинается еще с подготовительных работ, когда идет обточка и зачистка торцов и подгонка размеров. Сварщик должен использовать средства индивидуальной защиты, такие как сварочная маска, рукавицы и защитная одежда. Все оборудование должно быть заземлено и исправно. При возникновении неполадок требуется прекратить работу до восстановления нормальной работоспособности. Не стоит проводить сварку при высокой относительной влажности на улице и в помещении, а также при осадках на открытой территории.
Не стоит проводить сварку при высокой относительной влажности на улице и в помещении, а также при осадках на открытой территории.
Практикуйте то, что проповедуете: советы по сварке арматуры
Фото из файла NPCA
Овладейте искусством сварки арматуры на своем заводе сборных железобетонных изделий.
Эндрю Хейворд, ЧП.
Сборный железобетон — универсальный продукт, обеспечивающий быструю и эффективную установку, что сокращает время работы подрядчика в полевых условиях. Это один из самых больших пунктов продажи сборных изделий. Хотя мы проповедуем это нашим клиентам, подрядчикам и специалистам по спецификации, все еще есть много производителей сборного железобетона, которые не применяют то, что они проповедуют, на своих заводах. В частности, я имею в виду производство и монтаж сборных арматурных армирующих матов и каркасов.
Многие заводы до сих пор связывают и строят арматурные каркасы вокруг опалубки. Хотя могут быть случаи, когда другого выбора нет, производители часто могут сэкономить время производства, предварительно изготовив арматуру из арматуры.
: «Проволочные стяжки не обеспечивают жесткого или достаточно прочного соединения, чтобы удерживать каркас в допуске или даже держаться вместе во время транспортировки арматурного каркаса к форме».
Решение сварной арматуры арматуры. Сварные арматурные каркасы и маты позволяют легко и без проблем транспортировать их на площадку или в формы. Сварные швы обеспечивают жесткое и структурное соединение, которое будет удерживать стержни в правильном положении во время движения, установки формы, заливки и вибрации.
Многие считают сварку арматуры неприемлемой или сложной. Однако все как раз наоборот. Это приемлемо и практично, если соблюдаются определенные стандарты и практика. Эти стандарты и методы включают:
- Выбор правильного арматурного стержня
- Определение и выполнение надлежащего предварительного нагрева, если необходимо
- Выбор правильного наполнителя (сварочный электрод или проволока)
- Выбор правильного сварного шва, подготовка металла и размещение
Выберите правильный арматурный стержень
Арматурный стержень ASTM A615
Первым важным шагом является выбор надлежащего арматурного стержня для вашего применения. Наиболее распространенная арматура, используемая для армирования бетона, производится в соответствии со стандартом ASTM A615/615M «Стандартные технические условия на деформированные и простые стержни из углеродистой стали для армирования бетона». Химический состав и физические свойства этой арматуры отличаются от конструкционной стали. Арматура обычно менее пластична с более высокой прочностью на растяжение.
Наиболее распространенная арматура, используемая для армирования бетона, производится в соответствии со стандартом ASTM A615/615M «Стандартные технические условия на деформированные и простые стержни из углеродистой стали для армирования бетона». Химический состав и физические свойства этой арматуры отличаются от конструкционной стали. Арматура обычно менее пластична с более высокой прочностью на растяжение.
Эти свойства являются результатом химического состава арматуры, в частности содержания углерода. Более высокое содержание углерода усложняет выполнение качественного сварного шва и, как правило, является причиной отказа от сварки арматуры. В разделе 4.2.2 Руководства по контролю качества Национальной ассоциации производителей сборного железобетона для заводов по производству сборных железобетонных изделий говорится: «Сварка арматурной стали ASTM A615, как правило, не является приемлемой практикой». Однако, если расчетный углеродный эквивалент (C.E.) для стали A615 составляет 0,55% или меньше для размеров арматуры до #6 и менее 0,45% для стержней больше, чем #7, арматуру можно сваривать без предварительного нагрева. . Эта спецификация содержится в документах Американского общества сварщиков D1.4/D1.4M, «Нормы и правила сварки конструкционной арматурной стали». Углеродный эквивалент можно рассчитать с помощью уравнения:
. Эта спецификация содержится в документах Американского общества сварщиков D1.4/D1.4M, «Нормы и правила сварки конструкционной арматурной стали». Углеродный эквивалент можно рассчитать с помощью уравнения:
CE = %C+%Mn/6
Процентное содержание углерода и марганца можно найти в заводских сертификатах, прилагаемых к партии арматуры.
Арматура ASTM A706
Другим вариантом является арматура, изготовленная в соответствии с ASTM A706/706M, «Стандартные технические условия на деформированные и плоские стержни из низколегированной стали для армирования бетона». Этот арматурный стержень можно отличить от стержня A615 по отштампованной на стержне букве «W». Эта арматура считается свариваемой и должна иметь содержание углерода не более 0,55%. Следовательно, расчет углеродного эквивалента не требуется. Тем не менее, рекомендуется выполнить расчет, чтобы убедиться, что поставляемый арматурный стержень соответствует требованиям к углероду. Вы также захотите выполнить расчет, если используете арматуру размером больше #6, потому что углеродный эквивалент будет диктовать требуемую температуру предварительного нагрева, если это необходимо. Чтобы рассчитать углеродный эквивалент арматурного стержня ASTM A706, необходимо использовать уравнение:
Чтобы рассчитать углеродный эквивалент арматурного стержня ASTM A706, необходимо использовать уравнение:
CE = %C+%Mn/6 + %Cu/40 + %Ni/20 + %Cr/10 – %Mo/50 – %V/10
Опять же, все эти проценты указаны в сертификате арматурного завода .
Определение температуры предварительного нагрева
После расчета углеродного эквивалента следует обратиться к таблице 5.2 AWS D1.4, чтобы определить, требуется ли предварительный нагрев арматуры. В таблице 5.2 указана минимальная температура, необходимая для предварительного нагрева арматуры перед сваркой. Для большинства арматурных стержней, которые можно сваривать в условиях углеродного эквивалента, предварительный подогрев не требуется. Если значение CE выше или используется арматурный стержень большего диаметра, температура предварительного нагрева арматурного стержня может составлять от 100 до 500 градусов по Фаренгейту. Для типичной сборной арматуры арматурный стержень редко требует предварительного нагрева выше 100 F. Если установлено, что для вашего арматурного стержня требуется минимальная температура предварительного нагрева, свариваемый арматурный стержень должен быть доведен до указанной минимальной температуры. В случае сварки различных частей арматурного стержня оба должны быть доведены до минимального предварительного нагрева, необходимого для стержня с самой высокой температурой предварительного нагрева. Например, если вы привариваете арматурный стержень № 5, не требующий предварительного нагрева, к арматурному стержню № 6, для которого требуется предварительный нагрев 100 F, оба стержня должны быть предварительно нагреты минимум до 100 F.
Если установлено, что для вашего арматурного стержня требуется минимальная температура предварительного нагрева, свариваемый арматурный стержень должен быть доведен до указанной минимальной температуры. В случае сварки различных частей арматурного стержня оба должны быть доведены до минимального предварительного нагрева, необходимого для стержня с самой высокой температурой предварительного нагрева. Например, если вы привариваете арматурный стержень № 5, не требующий предварительного нагрева, к арматурному стержню № 6, для которого требуется предварительный нагрев 100 F, оба стержня должны быть предварительно нагреты минимум до 100 F.
И последнее соображение касается сварки в холодную погоду. Если вы складируете арматуру на открытом воздухе, а температура ниже 32 F, вся арматура (независимо от CE) должна быть доведена до 70 F до и во время сварки.
Выберите правильный присадочный материал
Другим важным фактором, который необходимо учитывать, является метод сварки и тип присадочного металла. В AWS D1.4 доступны три варианта сварки арматуры. Это дуговая сварка металлическим электродом в среде защитного газа (SMAW, обычно называемая дуговой или электродуговой сваркой), дуговая сварка металлическим электродом в среде защитного газа (GMAW, обычно называемая MIG или подачей проволоки) и дуговая сварка с флюсовым сердечником (FCAW, подача проволоки с флюсовой проволокой вместо газа). ).
В AWS D1.4 доступны три варианта сварки арматуры. Это дуговая сварка металлическим электродом в среде защитного газа (SMAW, обычно называемая дуговой или электродуговой сваркой), дуговая сварка металлическим электродом в среде защитного газа (GMAW, обычно называемая MIG или подачей проволоки) и дуговая сварка с флюсовым сердечником (FCAW, подача проволоки с флюсовой проволокой вместо газа). ).
Таблица 5.1 в AWS D1.4 содержит требования к присадочному металлу, необходимому для сварки арматурного стержня. Примером может служить метод для арматурного стержня A615 марки 60. Если бы метод сварки был SMAW, использовался бы электрод E9015-X, E9016-X, E9018-X или E9018M. При использовании метода GMAW потребуется электрод ER90S-XXX или E90C-XXX. Если два стержня разных марок или спецификаций свариваются вместе, используется электрод для стержня с более высокой прочностью на растяжение. Например, если стержень марки A706 60 приваривается к стержню марки A615 60, используются электроды, необходимые для стержня марки A615 60. Это связано с тем, что предел прочности на растяжение арматуры A615 составляет 90,000 фунтов на квадратный дюйм, в то время как арматура A706 составляет всего 80,000 фунтов на квадратный дюйм.
Это связано с тем, что предел прочности на растяжение арматуры A615 составляет 90,000 фунтов на квадратный дюйм, в то время как арматура A706 составляет всего 80,000 фунтов на квадратный дюйм.
В дополнение к требованиям к предварительному подогреву и наполнителю, перечисленным в AWS D1.4, имеется также раздел, иллюстрирующий допустимые типы сварных швов. К ним относятся стыковые соединения, соединения внахлестку и сращивания. Однако в AWS D1.4 не предусмотрено пересечение стержней под углом 90 градусов друг к другу. Для матов или каркасов, требующих сварки стержней, пересекающихся перпендикулярно друг другу, ASTM A184/A184M, «Стандартные технические условия для сварных матов из деформированных стальных стержней для армирования бетона», содержит рекомендации и должен считаться стандартом. В соответствии с этой спецификацией производитель должен обеспечить, чтобы все стержни были «практически параллельны и перпендикулярны друг другу». Стандарт требует, чтобы все стыки по периметру мата или клетки были сварены, но только каждый второй стержень для внутренних пересечений.
После того, как все требования к предварительному подогреву, электродам и сварным швам установлены, можно приваривать арматуру. Для армирования, входящего в состав стандартного продукта, рекомендуется создать приспособление, чтобы ускорить производство и убедиться, что стержни всегда находятся в правильном месте во время изготовления арматурного каркаса или мата. При отсутствии специального приспособления рекомендуется использовать другие предметы, такие как зажимы и тиски, чтобы удерживать стержни в правильном положении. На этом этапе важно уделить время. Если допущена ошибка или стержень перемещается во время сварки и определено, что он выходит за пределы допуска, его необходимо обрезать и переместить. В зависимости от серьезности пореза может потребоваться дополнительное сращивание или замена всего стержня. При подготовке арматуры перед сваркой убедитесь, что на ней нет грязи, ила, воды, снега, отслаивающейся или точечной ржавчины и формовочного масла. Эти предметы будут препятствовать тщательному сварному шву и негативно повлияют на сцепление бетона с арматурой. Незначительная поверхностная ржавчина, не повредившая стержень, не создаст никаких проблем и, как правило, допустима. После того, как сварка закончена, обязательно удалите шлак со швов. Это типично для сварных швов SMAW и FCAW. Осмотрите, чтобы убедиться, что сварные швы имеют достаточный размер и обеспечивают равномерное проникновение в оба стержня. Когда вы закончите, дайте сварным швам остыть естественным образом. Никогда не ускоряйте охлаждение, так как это, скорее всего, негативно повлияет на структуру стержней. На этом этапе арматурный каркас или мат готовы складироваться до времени использования.
Незначительная поверхностная ржавчина, не повредившая стержень, не создаст никаких проблем и, как правило, допустима. После того, как сварка закончена, обязательно удалите шлак со швов. Это типично для сварных швов SMAW и FCAW. Осмотрите, чтобы убедиться, что сварные швы имеют достаточный размер и обеспечивают равномерное проникновение в оба стержня. Когда вы закончите, дайте сварным швам остыть естественным образом. Никогда не ускоряйте охлаждение, так как это, скорее всего, негативно повлияет на структуру стержней. На этом этапе арматурный каркас или мат готовы складироваться до времени использования.
Повышение качества сборного железобетона
Сварка арматурных каркасов может показаться сложной процедурой, требующей соблюдения множества стандартов; однако на самом деле это довольно простой процесс. Время подготовки к расчету углеродного эквивалента и определению правильного предварительного нагрева, арматуры и наполнителя очень минимально. Эти шаги сводятся к нескольким минутам, которые может выполнить техник по контролю качества или другой обученный человек в момент получения арматуры. Заводы могут помочь упростить процесс, выбрав один класс электродов, охватывающий большинство используемых сортов арматуры. Кроме того, покупка арматуры ASTM A706 гарантирует, что она всегда будет иметь углеродный эквивалент 0,55% или ниже. Арматурные стулья и/или колеса также можно установить заранее, чтобы сэкономить несколько минут при установке клетки в форму. Все это позволяет получить более качественный, эффективный и безопасный сборный железобетон благодаря точному и надежному размещению арматуры.
Заводы могут помочь упростить процесс, выбрав один класс электродов, охватывающий большинство используемых сортов арматуры. Кроме того, покупка арматуры ASTM A706 гарантирует, что она всегда будет иметь углеродный эквивалент 0,55% или ниже. Арматурные стулья и/или колеса также можно установить заранее, чтобы сэкономить несколько минут при установке клетки в форму. Все это позволяет получить более качественный, эффективный и безопасный сборный железобетон благодаря точному и надежному размещению арматуры.
Эндрю Хейворд, П.Е. армирование требует нескольких способов крепления, и одним из таких способов является сварка. Согласно AWS 1.4/D1.4M:2011, при сварке арматуры будет обеспечена целостность армированной конструкции (композитный железобетон).
Если требуется ручная дуговая сварка арматурной стали, то свариваемость арматурной стали и совместимость методов сварки необходимо тщательно учитывать и строго контролировать. Используя химический состав стали, который описывается номером углеродного эквивалента (CE), мы определяем свариваемость стали.
8 Эквивалент углерода Факты, которые необходимо знать при сварке арматуры
1. Основным упрочняющим элементом стали является углерод.
2. Твердость и прочность на растяжение обратно пропорциональны пластичности и свариваемости. Следовательно, при увеличении содержания углерода до 0,85% увеличиваются твердость и прочность на разрыв.
3. По мере повышения пластичности и свариваемости содержание углерода будет уменьшаться.
4. CE представляет собой эмпирическое значение в весовых процентах, которое связано с комбинированным воздействием различных легирующих элементов, используемых при производстве углеродистой стали, или эквивалентного количества углерода.
5. Чем выше свариваемость материала, тем ниже значение CE.
6. Для расчета значения используется математическое уравнение. Кодекс сварки предусматривает два выражения при расчете CE.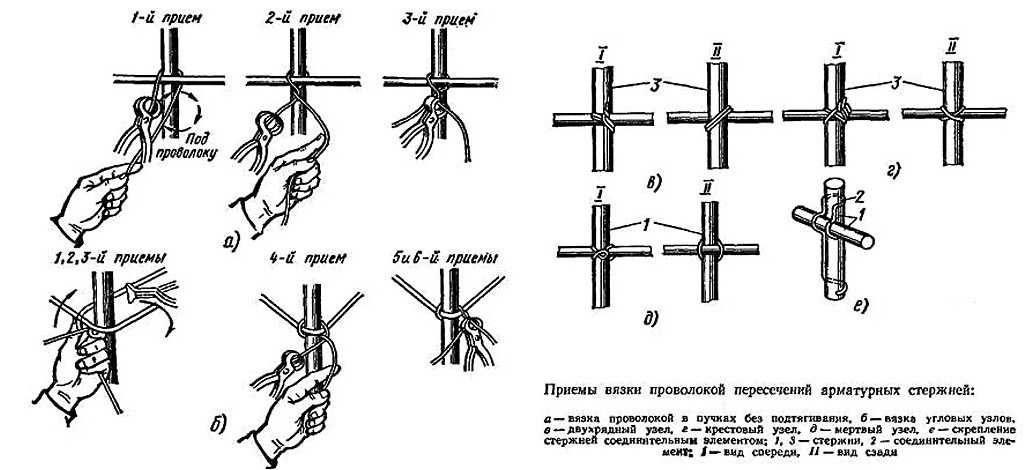 Минимальные температуры предварительного нагрева и температуры между проходами определяются по таблице 5.2 кода после расчета номера CE.
Минимальные температуры предварительного нагрева и температуры между проходами определяются по таблице 5.2 кода после расчета номера CE.
7. Нередко при переделке и дополнении существующих конструкций отчеты об испытаниях материалов недоступны, а химический состав неизвестен. Когда это происходит, код требует, чтобы самая высокая температура предварительного нагрева и межпроходная температура для желаемого размера арматурного стержня была установлена на:
а. 300°F (150°C) для стержней 6 и меньше
b. 500°F (260°C) для баров с номером 7 и больше
8. Требования к предварительному нагреву и промежуточному проходу несколько смягчены, если химический состав для ASTM A706 неизвестен или не получен. Требования к предварительному нагреву следующие:
a. Предварительный нагрев не требуется для баров номер 6 и меньше
b. 50°F (10°C) для стержней от 7 до 11
c. 200°F (90°C) для номера 14 и больше
d . Если температура материала ниже 32° F (0° C), Кодекс требует, чтобы материал был предварительно нагрет как минимум до 70° F (20° C) и выдерживался во время процесса сварки (как и при любой сварке).
Если температура материала ниже 32° F (0° C), Кодекс требует, чтобы материал был предварительно нагрет как минимум до 70° F (20° C) и выдерживался во время процесса сварки (как и при любой сварке).
Разделы 4 и 5
В разделах 4 и 5 Кодекса можно найти соответствующие допустимые напряжения и детали конструкции. Здесь приводится широкий спектр деталей, включая прямые стыковые соединения, непрямые стыковые соединения, соединения внахлестку и соединения сборных элементов. Учитывайте влияние эксцентриситета при проектировании соединений внахлестку, если внешнее ограничение не предусмотрено.
Раздел 6
Качество изготовления в отношении разработки основного металла, сборки соединения, деформации и качества рассматриваются в разделе 6. Не допускается сварка стержней, которые пересекаются, и сварка в пределах двух диаметров стержня от точек касания для радиуса изогнутых стержней. Местное охрупчивание армированной стали может развиваться в результате сварки поперечных стержней.
Местное охрупчивание армированной стали может развиваться в результате сварки поперечных стержней.
Когда арматурные стержни уже заделаны в бетон, во избежание выкрашивания или растрескивания бетона или разрушения связи между бетоном и сталью необходимо делать допуски на тепловое расширение стали. Приемлемые и неприемлемые профили угловых и разделочных сварных швов показаны в разделе 4 свода правил.
Раздел 7
Методы сварки обсуждаются в Разделе 7. Метод включает в себя выбор присадочного металла, минимальные температуры предварительного нагрева и температуры между проходами, условия сварки, зажигание дуги, очистку, ход сварки, основной металл с покрытием и сварку. электроды. Допускается дуговая сварка металлическим электродом в среде защитного газа (SMAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW) или дуговая сварка с флюсовой проволокой (FCAW). Другие методы могут использоваться, если они утверждены инженером записи.
Крайне важно выбрать правильные сварочные электроды, совместимые с основным металлом.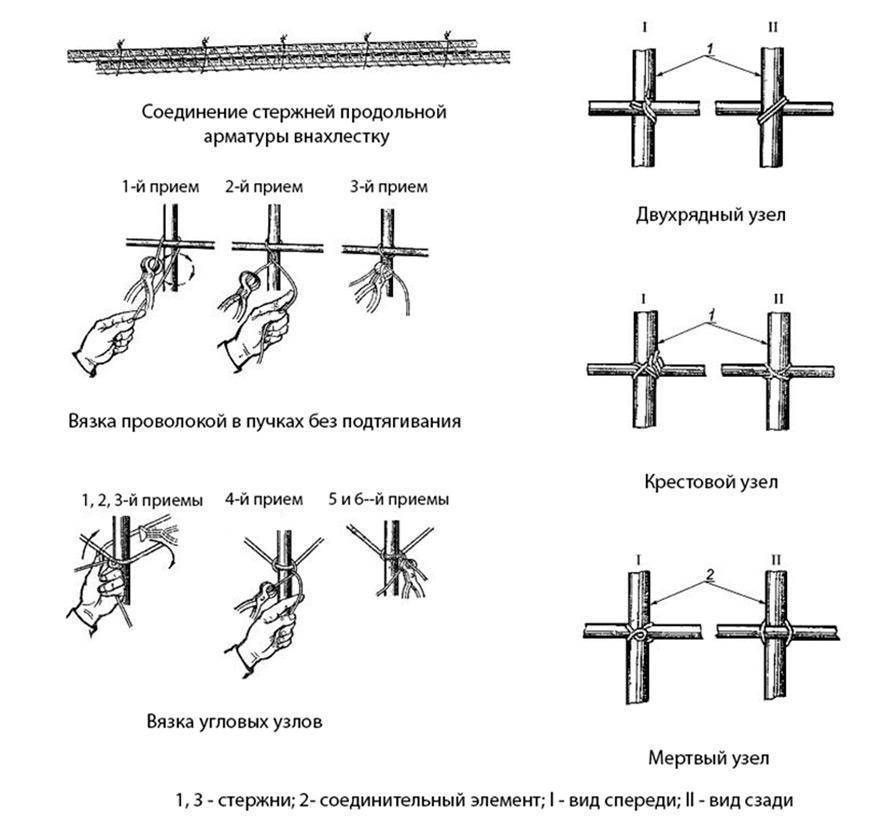 Неправильный выбор может привести к микротрещинам в зоне термического влияния, что может привести к выходу соединения из строя.
Неправильный выбор может привести к микротрещинам в зоне термического влияния, что может привести к выходу соединения из строя.
Если они не соответствуют всем требованиям к конструкции и контролю, прихваточные швы D1.4 не допускаются. Арматурный стержень в месте сварки становится восприимчивым к металлургическому эффекту надреза и ослабевает при использовании прихваточного шва.
Раздел 8
Раздел 8 относится к квалификации сварщиков и проверкам соответственно. Квалифицированные сварщики должны выполнять всю сварку конструкций, а квалифицированные инспекторы должны проверять работу. При испытании квалификация WPS должна включать конкретный тип и размер свариваемого соединения.
Инспекторы также должны иметь квалификацию. Приемлемые требования включают в себя сертификацию AWS, сертификацию Канадского бюро сварки или наличие инженера/техника, прошедшего обучение или опыт в области изготовления металлов, инспекции и испытаний, а также обладающего квалификацией для проведения инспекции работ.