Материалы армирующие: Армирующие материалы: виды и назначение
Армирующие материалы: виды и назначение
Армирующие материалы необходимы при производстве стеклопластиковых изделий. От них зависят прочностные и физико-механические свойства готовой продукции. Подобные изделия становятся внутренним каркасом, который повышает исходные характеристики сырья. Для этого используют специальное стеклянное волокно. Эта продукция является самой распространенной. На ее основе изготавливают и другие виды материалов:
- маты;
- ткани;
- нити;
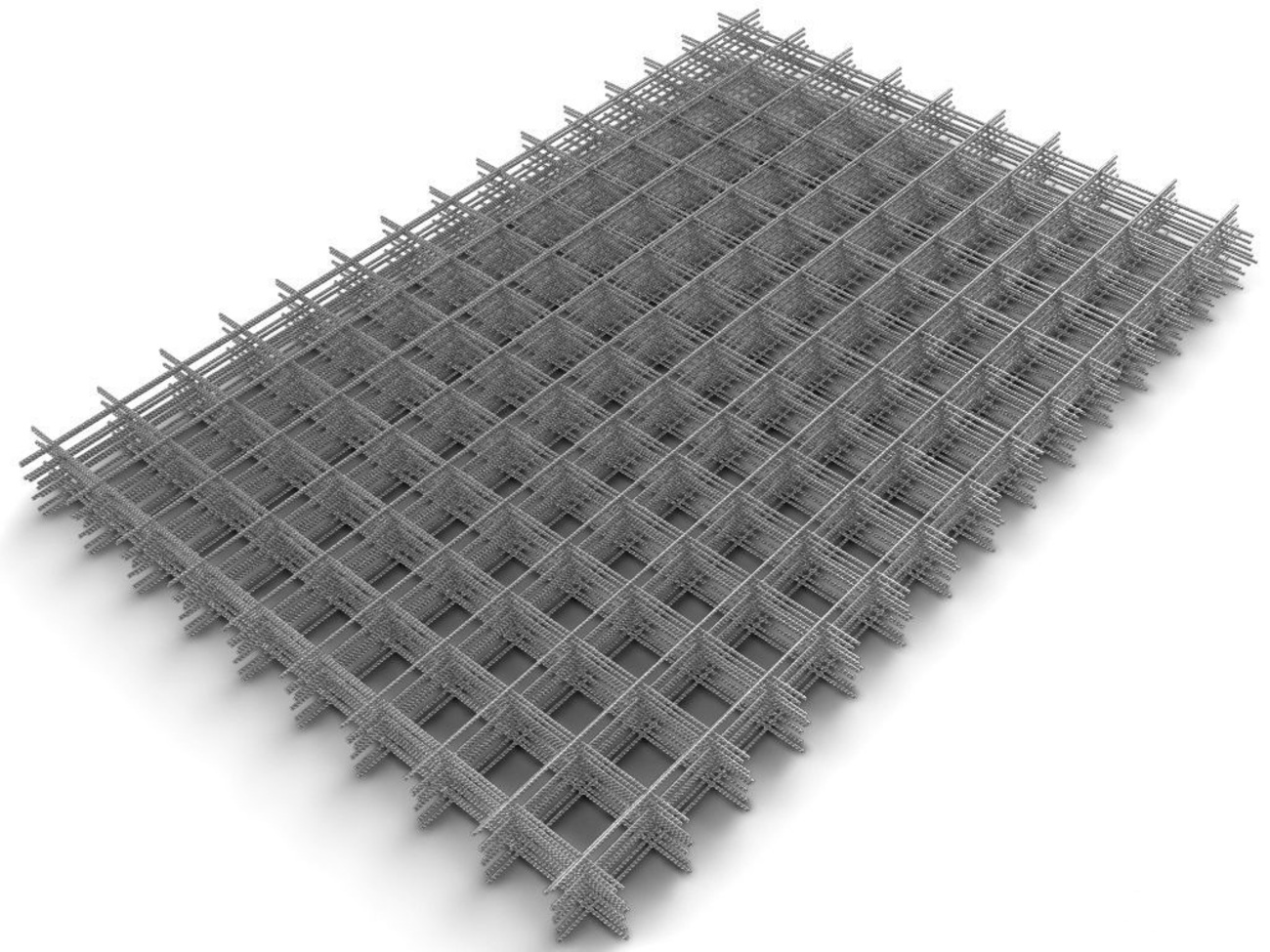
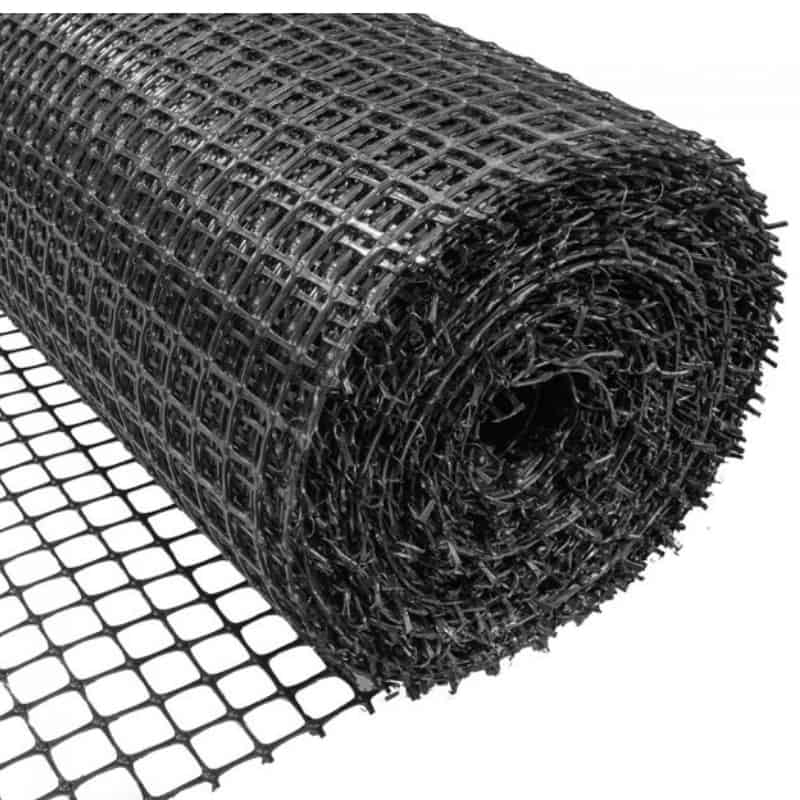
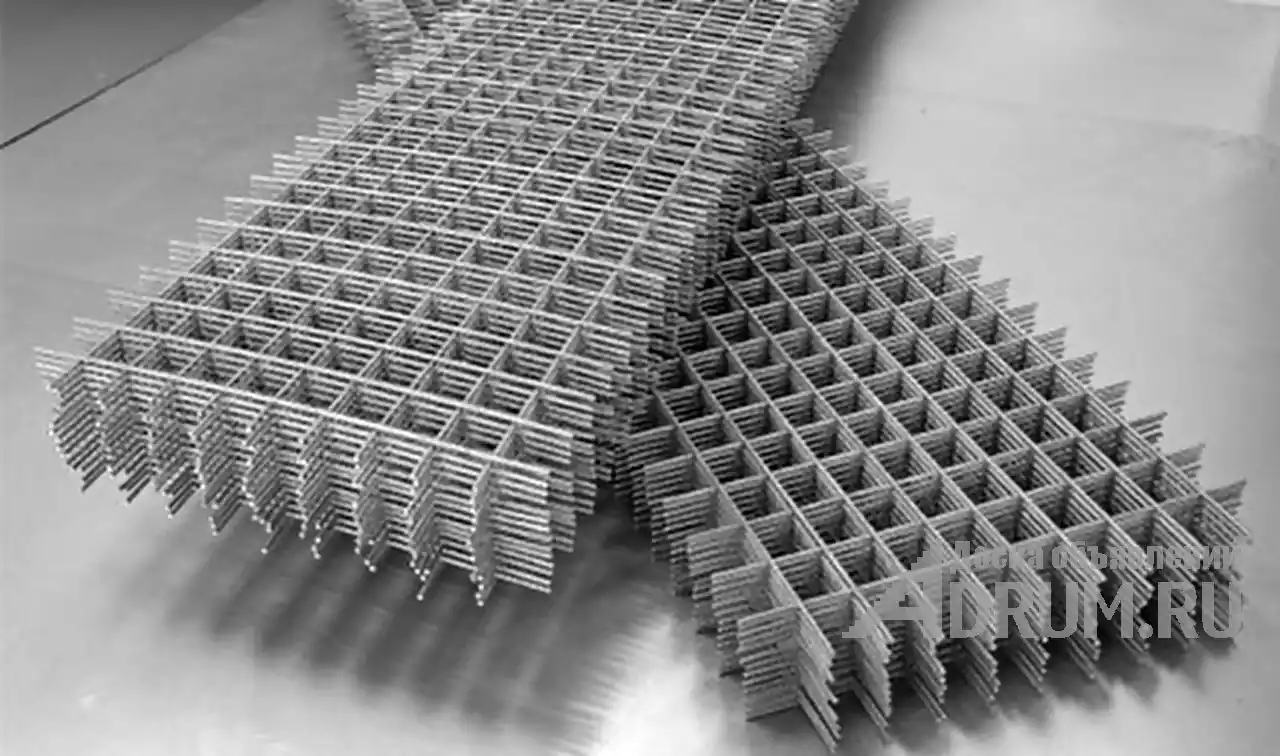
- сетки;
- вуали.
Существует и другая продукция. Каждое изделие предназначается для определенных целей. Его применяют в самых разных отраслях производства. Некоторые материалы применяются для обмотки оболочек или изготовления труб, другие – распыляются на сырье, третьи – необходимы для пропитывания под давлением или контактного прессования и формования.Стекломаты
Этот материал представляет собой универсальное полотно белого цвета.
Стекломаты часто применяют при изготовлении ламината. Это значительно повышает его механико-прочностные характеристики. Также при помощи стекломатов производят лодки и катера, антивандальные сиденья, столешницы, ванны и раковины, автомобильные бампера, спойлеры и т.д. Наиболее востребованными считаются изделия с плотностью 300, 450 и 600 г/м2.
Стеклоткани
 Плотность переплетения нитей подобной ткани может варьироваться от 200 до 1800 г/м2.
Плотность переплетения нитей подобной ткани может варьироваться от 200 до 1800 г/м2.
Стекловолокно
Этот армирующий материал является одним из самых востребованных. Он представляет собой тонкие белые нити, которые могут быть одинарными или двойными. Первые применяются во время производства звуко- и теплоизоляционных материалов. Также они предназначаются для фильтрации или наполнения пластмасс. Двойной вариант стекловолокна необходим для производства тканых или нетканых материалов. Его применяют во время электроизоляции проводов и производства композитных материалов.
Стекловолокна отличаются высокой прочностью даже при сильном растяжении. Также им присущи отличные термические и изоляционные свойства. Они обладают устойчивостью к воде и большинству химикатов.
Заказать любые армирующие материалы можно на сайте интернет-магазина «Полипарк». При необходимости можно обратиться к консультанту для подбора материала для тех или иных целей и его расчета.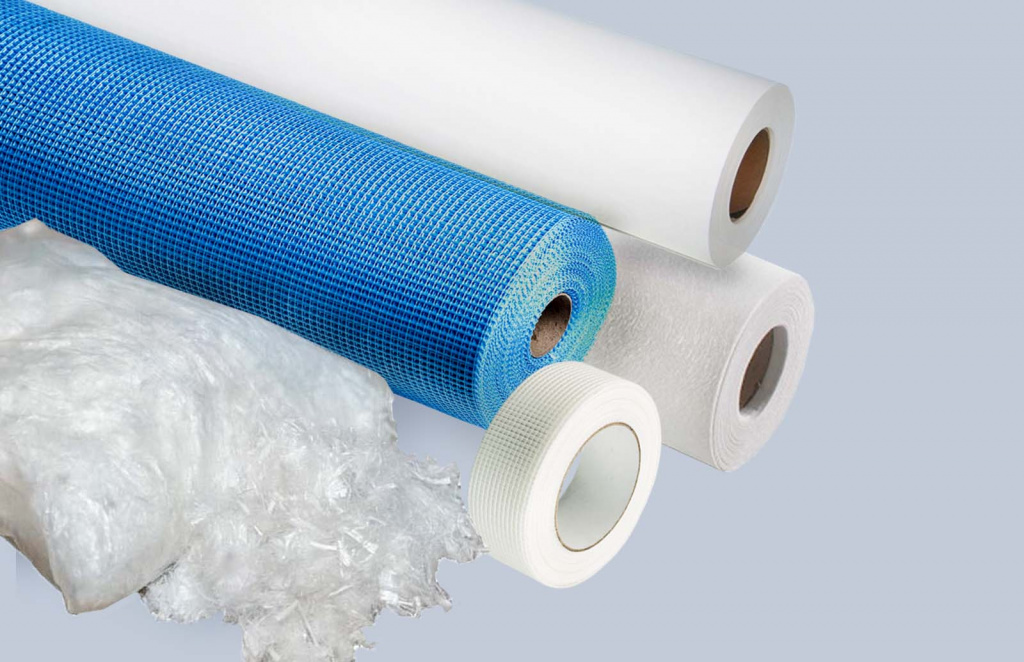
Реквизиты ООО «ПОЛИПАРК»
Юридический адрес: 300004, ТУЛЬСКАЯ ОБЛ, ТУЛА Г, НОВОМЕДВЕНСКИЙ ПР, ДОМ 9
ИНН: 7103514177
ОГРН: 1127154006253
Армирующие материалы — для стеклопластиков это основной внутренний каркас, от свойств которого непосредственно зависят физико-механические и прочностные характеристики конечного изделия. Армирующие стекломатериалы предназначены для армирования ламината на основе эпоксидных, полиэфирных и винилэфирных смол. Способ формования стеклопластиковых изделий во многом определяется выбором используемого армирующего материала. Например: стеклонити используются при окружной намотке оболочек, изготовлении труб и цилиндров; рубленное волокно наиболее удобно применять при формовании методом напыления, а также для предварительной формовки заготовок; стеклоткани и стекломаты хорошо подходят для методов контактного формования и прессования, а также для пропитывания под давлением или при вакуумизации.
Стекловуаль используется для формования слоя, следующего непосредственно за гелькоутом, с целью уменьшения проявления структуры основного стекломатериала на поверхности готового изделия из стеклопластика, а также для создания в трубах и емкостях из стеклопластика слоя с обильным содержанием химически стойкой полиэфирной смолы, обращенного непосредственно к агрессивной среде. Подробнее…
Существуют три основных типа матов из стекловолокон: маты из резаных нитей, из непрерывных нитей и декоративные маты или покрытия. Стекломат — представляет собой нетканое полотно, получаемое резкой стекловолокон или непрерывного жгута на штапельки длиной 25-50мм. Волокна имеют преимущественно случайное распределение в горизонтальной плоскости и связанных друг с другом полимерным связующим (порошковым либо эмульсионным). Плотность таких матов составляет 0,229…0,916 кг/м2. Маты, получаемые из нерезаных непрерывных жгутов стекловолокна раскладываются и соединяются в виде спирали. Такие маты достаточно упруги при сравнительной разреженности структуры, а благодаря механическому переплетению не требуют дополнительной связи для создания необходимой прочности. Подробнее…
Для армирования пластиков могут использоваться самые разнообразные волокна, но для высокопрочных пластиков чаще всего используются стеклянные волокна. Это объясняется удачным сочетанием их свойств и не в последнюю очередь низкой стоимостью большого разнообразия промышленных стекловолокон. Секловолокна по прочности превосходят все другие распространенные конструкционные материалы. Так, прочность неповрежденных волокон из E-стекла равна в среднем 365 кг/мм2, они имеют довольно высокий модуль Юнга (5-11)·103 кг/мм2 и на много превосходят в этом отношении армируемые ими полимеры. Поэтому в стеклопластиках большую часть нагрузки воспринимают волокна. А поскольку плотность стекла сравнительно низкая (~2.5 г/см3), стекловолокна имеют высокую удельную прочность и удельный модуль, что особенно важно при применении этих материалов в авиации и на водном или сухопутном транспорте и т.д. Подробнее…
Стеклоровинг — это непрерывная прядь, которая изготавливается из некручёных нитей стекловолокна. Подробнее…
Стеклосетка — материал ячеистой структуры, полученный переплетением стеклянных нитей и ровингов под прямым углом. Скрепляют нити лазерной или ультразвуковой сваркой, а так же химическим путем. Ткут сетки из аплюмоборосиликатной (бесщелочной) стеклонити с заданным размером ячеек, после чего пропитывают полимерным составом. В зависимости от плотности, размера ячейки и вида пропитки, стеклосетки имеют различное назначение. Подробнее…
Стеклоткань представляет собой полотняной материал из стеклонитей, полученный в процессе ткацкого производства путем переплетения взаимно перпендикулярных продольных и поперечных стеклянных волокон диаметром 3-100 мкм. Этот материал широко используется в самых различных областях автомобиле- и судостроении, химической промышленности, при проведении строительных и ремонтных работ, приборостроении, электромашиностроении и т. Отличительными особенностями материалов, изготовленных на ее основе, являются: долговечность, повышенная устойчивость к коррозии, высокая прочность, большая стойкость к разложению, воздействию химикатов и износу. А так же нетоксичность, негорючесть, невзрывоопасность и большой диапазон рабочих температур. Подробнее… |
 В качестве армирующих могут использоваться самые различные материалы. Но самым распространенным материалом, конечно же, является стеклянное волокно, которое обеспечивает готовому изделию самую высокую механическую прочность (при прочих равных условиях). Стекловолокно применяются в самых различных видах, таких как — элементарные волокна, стеклонити, рубленые волокна, ткани и маты различной структуры.
В качестве армирующих могут использоваться самые различные материалы. Но самым распространенным материалом, конечно же, является стеклянное волокно, которое обеспечивает готовому изделию самую высокую механическую прочность (при прочих равных условиях). Стекловолокно применяются в самых различных видах, таких как — элементарные волокна, стеклонити, рубленые волокна, ткани и маты различной структуры.

 Характеристиками ровинга являются — текс 1, количество элементарных нитей и их диаметр. Использование ровинга при изготовлении стеклопластика в качестве армирующего материала удешевляет и упрощает изготовление изделий.
Характеристиками ровинга являются — текс 1, количество элементарных нитей и их диаметр. Использование ровинга при изготовлении стеклопластика в качестве армирующего материала удешевляет и упрощает изготовление изделий.
Армирующие материалы и их свойства
Армирующие материалы и их свойства [c.263]СКП и ЛФМ обладают уникальным сочетанием ценных свойств. Практически неограниченная возможность варьирования типов смол, наполнителей и армирующих материалов и их соотношений позволяет подбирать композицию для получения изделий любой конструкции и с любыми эксплуатационными свойствами. [c.118]
Так как основные материалы достаточно подробно описаны в других главах, здесь будут рассмотрены только требования к материалам и их свойства, специфичные для ВКМ и ЛФМ. В состав обычных композиций входят смола, армирующий материал, наполнитель, смазка для форм, пигмент, отвердитель, загуститель и, в отдельных случаях, добавки, снижающие объемные усадки и шероховатость поверхности.
[c.141]
В состав обычных композиций входят смола, армирующий материал, наполнитель, смазка для форм, пигмент, отвердитель, загуститель и, в отдельных случаях, добавки, снижающие объемные усадки и шероховатость поверхности.
[c.141]
Предлагаемая читателю книга Структура и свойства композиционных материалов охватывает все стороны указанной проблемы. В книге рассмотрены физико-химические и механические аспекты поверхностей раздела в композиционных материалах и их влияние на прочностные свойства. Изложены особенности структуры и свойств, методы получения армирующих средств и их классификация на нуль-мерные, одномерные, двухмерные. Описаны способы получения различных композиционных материалов пропиткой, диффузионной сваркой под давлением, газофазными, химическими и другими методами. [c.4]
Композиционными материалами (КМ) называют материалы, созданные из двух или более компонентов, различающихся по химическому составу, разделенные ярко выраженной границей с новыми свойствами, отличающимися от свойств компонентов.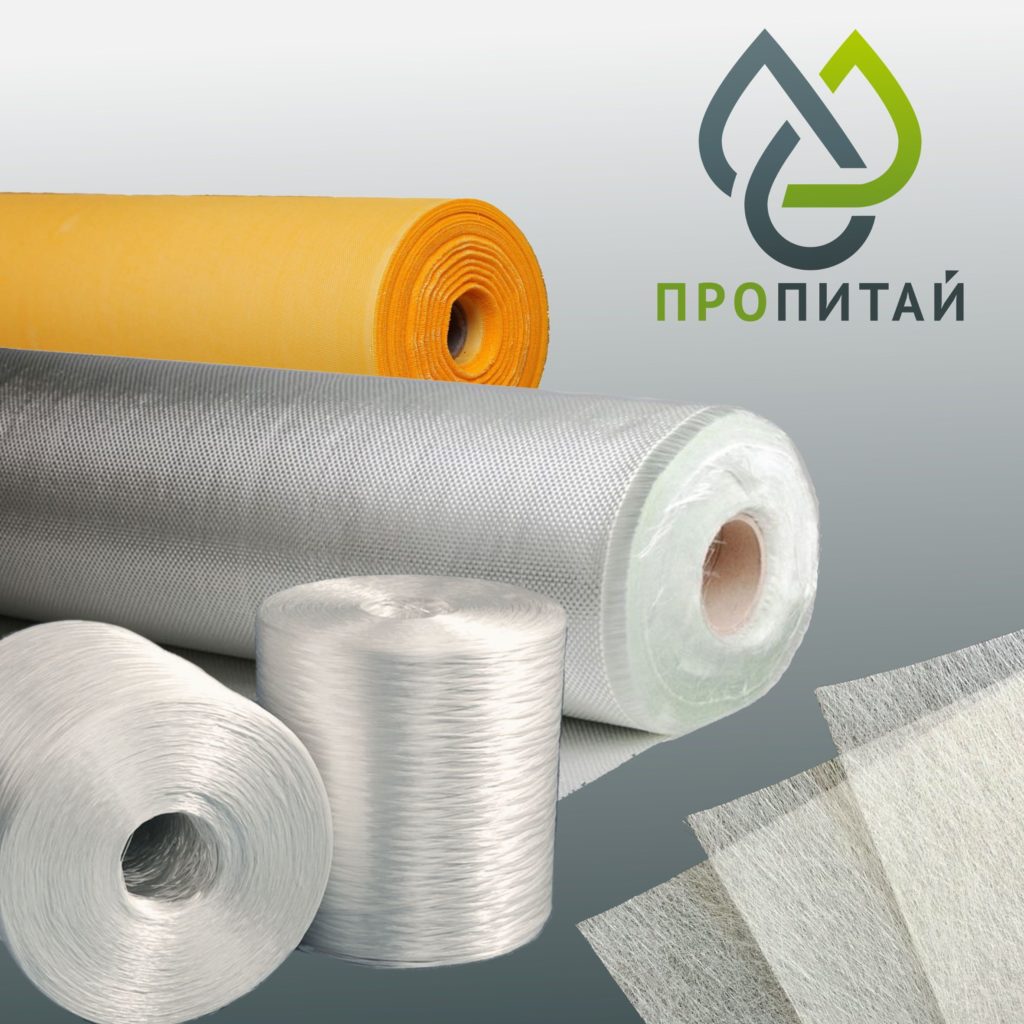 Свойства, размеры, форма и распределение компонентов в КМ проектируются заранее и формируются в процессе изготовления. КМ подразделяют на волокнистые, слоистые и упрочненные дисперсными частицами (рис. 7.1). Компонент, непрерывный в объеме КМ, называют матрицей, прерывистый — армирующим элементом. В зависимости от геометрии армирующих элементов и их взаимного расположения свойства КМ могут быть одинаковыми во всех направлениях — изотропными (дисперс-но-упрочненные КМ) и различными — анизотропными (КМ, упрочненные непрерывными волокнами, ориентированными в определенных направлениях).
[c.119]
Свойства, размеры, форма и распределение компонентов в КМ проектируются заранее и формируются в процессе изготовления. КМ подразделяют на волокнистые, слоистые и упрочненные дисперсными частицами (рис. 7.1). Компонент, непрерывный в объеме КМ, называют матрицей, прерывистый — армирующим элементом. В зависимости от геометрии армирующих элементов и их взаимного расположения свойства КМ могут быть одинаковыми во всех направлениях — изотропными (дисперс-но-упрочненные КМ) и различными — анизотропными (КМ, упрочненные непрерывными волокнами, ориентированными в определенных направлениях).
[c.119]
Под ударными воздействиями подразумевается появление повреждений на поверхности композиционного материала под ударами посторонних объектов, вызывающее развитие локальных дефектов или значительное его расслоение. Это определение распространяется на баллистические разрушения, повреждения от воздействия песка, пыли и камней, а также от неправильного физического обращения с конструкциями. Ударная прочность композиционных материалов зависит от выбора армирующих элементов и матриц. Свойства матрицы можно варьировать введением пластификаторов, которые увеличивают ее деформацию до разрушения. Этот показатель зависит также от температуры. Матрицы из термопластов с увеличением температуры становятся все более мягкими вплоть до начала текучести. Реактопласты при нагревании тоже становятся менее хрупкими, причем при переходе через температуру стеклования их свойства резко меняются. Хрупкие армирующие материалы, такие как борное и углеродное волокна, имеют очень низкую предельную деформацию (органическое волокно, может привести к значительному увеличению ударной прочности материалов. Зависимость этого показателя от различных сочетаний компонентов композиционных материалов исследована многими авторами [8, 9 ]. Необходимо отметить, что при варьировании ударной прочности композитов добавлением наполнителей или более пластичных волокон особое внимание должно быть уделено изменению прочности и жесткости готового изделия.
Ударная прочность композиционных материалов зависит от выбора армирующих элементов и матриц. Свойства матрицы можно варьировать введением пластификаторов, которые увеличивают ее деформацию до разрушения. Этот показатель зависит также от температуры. Матрицы из термопластов с увеличением температуры становятся все более мягкими вплоть до начала текучести. Реактопласты при нагревании тоже становятся менее хрупкими, причем при переходе через температуру стеклования их свойства резко меняются. Хрупкие армирующие материалы, такие как борное и углеродное волокна, имеют очень низкую предельную деформацию (органическое волокно, может привести к значительному увеличению ударной прочности материалов. Зависимость этого показателя от различных сочетаний компонентов композиционных материалов исследована многими авторами [8, 9 ]. Необходимо отметить, что при варьировании ударной прочности композитов добавлением наполнителей или более пластичных волокон особое внимание должно быть уделено изменению прочности и жесткости готового изделия. Как правило, с ростом ударной прочности жесткость снижается.
[c.284]
Как правило, с ростом ударной прочности жесткость снижается.
[c.284]
Развитый в предыдущих главах метод последовательного статистического описания прочности дисперсных структур и материалов позволяет найти подход к описанию прочностных свойств армированных композиционных древесных пластиков и на его основе решать многие технологические задачи, в том числе определять оптимальные соотношения армирующих компонентов и их характеристики. [c.219]
Первый технологический этап, включающий выбор схемы армирования и создания армирующего каркаса, базируется на опыте, накопленном при производстве материалов с полимерной матрицей. При этом выбор волокон зависит от области применения, стабильности их свойств при термообработке и от возможности получения волокон в виде, пригодном для производства заданной пространственной схемы армирования материала [109].
[c. 167]
167]
Книга содержит много полезных сведений о свойствах армированных пластиков и более современных композиционных материалов и дисперсных систем, номенклатуре выпускаемых промышленностью исходных компонентов (армирующих наполнителей, связующих смол), технологическим приемам изготовления деталей и узлов конструкций, объемам их производства и применения, перспективам роста применения композиционных материалов и ожидаемой технико-экономической эффективности от их использования. Несомненный интерес представляет конструкторская и технологическая проработка ряда узлов и деталей, используемых в космических летательных аппаратах (гл. 3), авиационной технике (гл. 2, 4), транспортном машиностроении (гл. I и V), судостроении (гл. 7), промышленном строительстве (гл. 8, 9) и др. [c.6]
Структура, взаимодействие компонентов и механические свойства композиционных материалов в значительной мере зависят от методов и режимов их изготовления [54]. Так, например, ири изготовлении композиции по режимам, характеризующимся отклонением параметров процесса от оптимальных в сторону снижения температуры, давления и сокращения времени выдержки, реализуется лишь начальная стадия физико-химического взаимодействия компонентов механизм разрушения полученного композиционного материала определяется в этом случае прочностью связи матрицы с волокном.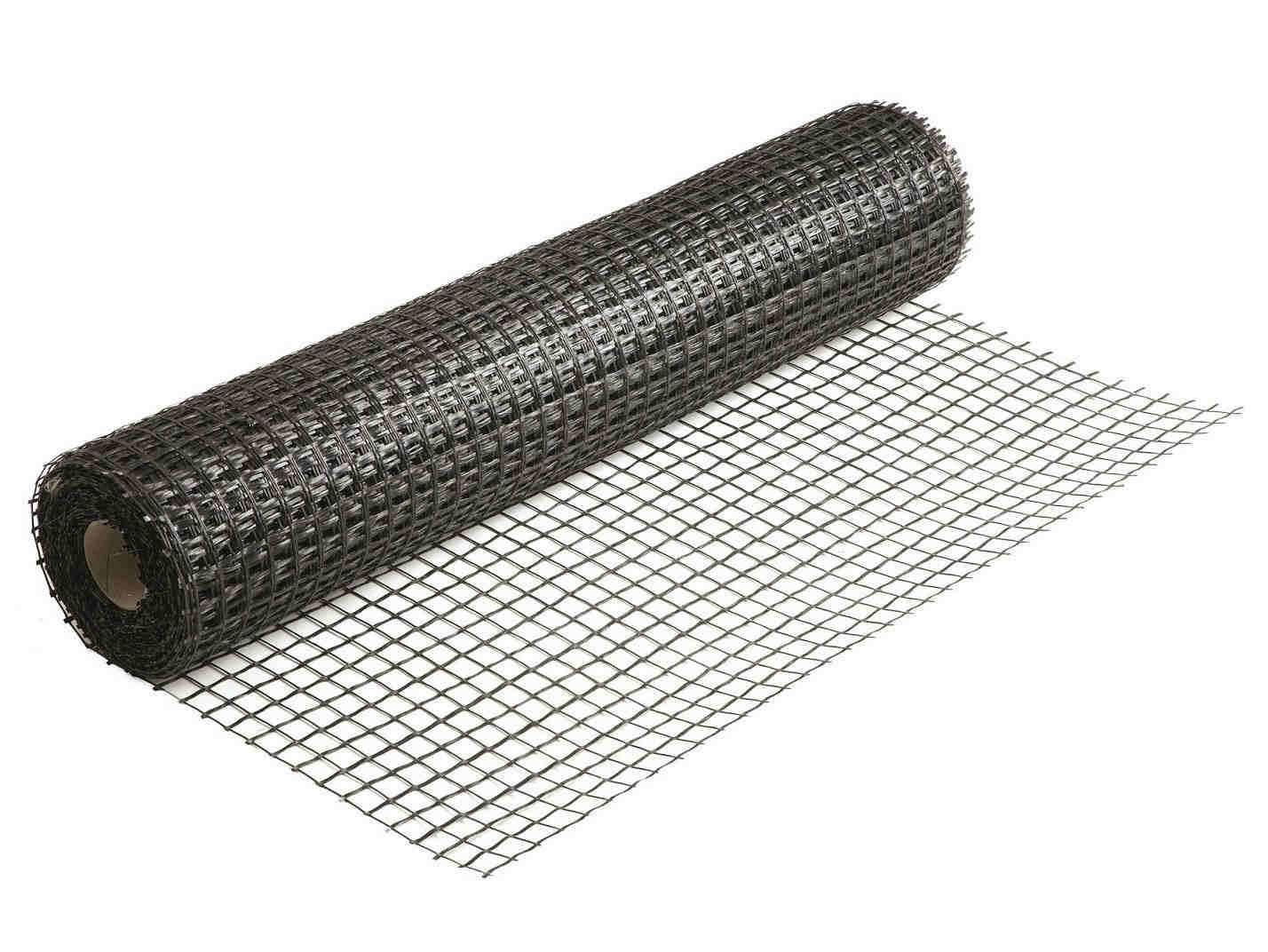 Материал ири нагружении разрушается за счет накопления трещин на границе матрица—волокно и последующего раздельного разрыва частично связанного пучка армирующих волокон и матрицы. Разрыв какого-либо волокна приводит обычно к отслоению его от матрицы, вследствие чего в процессе дальнейших испытаний данное волокно не несет нагрузки. При таком механизме матрица разрушается с образованием воронок вокруг индивидуальных волокон или их комплексов зона разрушения матрицы обычно локализована в плоскости, перпендикулярной к направлению нагрузки волокна выдернуты из матрицы на значительную длину, область разрывов отдельных волокон распределена вдоль оси образца. Такой материал характеризуется высокой ударной вязкостью, сравнительно невысокой прочностью ири растяжении, низкими значениями циклической прочности, прочности при сдвиге, сжатии, изгибе, кручении и т. д.
[c.10]
Материал ири нагружении разрушается за счет накопления трещин на границе матрица—волокно и последующего раздельного разрыва частично связанного пучка армирующих волокон и матрицы. Разрыв какого-либо волокна приводит обычно к отслоению его от матрицы, вследствие чего в процессе дальнейших испытаний данное волокно не несет нагрузки. При таком механизме матрица разрушается с образованием воронок вокруг индивидуальных волокон или их комплексов зона разрушения матрицы обычно локализована в плоскости, перпендикулярной к направлению нагрузки волокна выдернуты из матрицы на значительную длину, область разрывов отдельных волокон распределена вдоль оси образца. Такой материал характеризуется высокой ударной вязкостью, сравнительно невысокой прочностью ири растяжении, низкими значениями циклической прочности, прочности при сдвиге, сжатии, изгибе, кручении и т. д.
[c.10]
К группе изотропных композиционных материалов относят материалы, для армирования которых используют наполнитель в виде рубленых коротких волокон, соизмеримых с диаметром, сплошных и полых сфер и микросфер, порошков и других мелкодисперсных компонентов. В таких материалах армирующий наполнитель хаотически перемешан со связующей матрицей. Напряженно-деформированное состояние такого материала аналогично однородному изотропному материалу. В зависимости от назначения изделия в качестве наполнителя изотропных композиционных материалов используют синтетические, минеральные и металлические компоненты. В качестве связующей матрицы применяют термореактивные полимеры и термопластичные (эпоксидные, полиэфирные, полиамидные, полистирольные, поливинилхлоридные, фенольные и другие смолы и их комбинации), а также металлы, обладающие высокими адгезионными свойствами к наполнителю.
[c.5]
В таких материалах армирующий наполнитель хаотически перемешан со связующей матрицей. Напряженно-деформированное состояние такого материала аналогично однородному изотропному материалу. В зависимости от назначения изделия в качестве наполнителя изотропных композиционных материалов используют синтетические, минеральные и металлические компоненты. В качестве связующей матрицы применяют термореактивные полимеры и термопластичные (эпоксидные, полиэфирные, полиамидные, полистирольные, поливинилхлоридные, фенольные и другие смолы и их комбинации), а также металлы, обладающие высокими адгезионными свойствами к наполнителю.
[c.5]
Органические композиционные материалы в процессе продолжительной экспозиции в морской воде обычно не подвергались воздействию точильщиков или других морских организмов, но частично теряли свои механические свойства. Степень этих изменений зависит от ряда факторов, подробно изученных в лабораторных условиях. К их числу относятся тип смолы, армирующего материала и отвердителя, поверхностная обработка армирующего материала, конструкция композита, условия отверждения, содержание смолы и количество полостей. Согласно опубликованным данным правильно изготовленные композиты после нескольких лет экспозиции в океане теряют не более 20 % прочности. Статические или усталостные (циклические) нагрузки в период экспозиции увеличивают эти потери.
[c.469]
Согласно опубликованным данным правильно изготовленные композиты после нескольких лет экспозиции в океане теряют не более 20 % прочности. Статические или усталостные (циклические) нагрузки в период экспозиции увеличивают эти потери.
[c.469]
Исключительное положение среди конструкционных пластмасс занимают анизотропные материалы, содержащие армирующие элементы, расположенные с различной закономерностью. Эти элементы (бумага, хлопчатобумажные и вискозные ткани, стеклянные рогожки и ткани, асбестовые ткани, стеклянные волокна и т. д.) придают конечному материалу специфические свойства. От остальных пластмасс анизотропные армированные пластики отличаются не только тем, что их свойства не одинаковы во всех направлениях, но и тем, что их свойства предопределяются сочетанием высокоэластического поведения связующего вещества и почти идеально упругого поведения армирующих элементов. [c.
 43]
43]Свойства композиционных материалов зависят от состава компонентов, их сочетания, количественного соотношения и прочности связи между ними. Армирующие материалы могут быть в виде волокон, жгутов, нитей, лент, многослойных тканей. [c.475]
Терминология. Термин волокнистые композиционные материалы означает, что для упрочнения материала используются волокна. Поэтому их называют также композиционными материалами,, армированными волокнами. Свойства различных типов армирующих волокон перечислены в табл. 1.2. Как видно из таблицы все армирующие волокна обладаю высокой прочностью диаметр волокон обычно составляет 5 100 мкм. Сами волокна не используются для изготовления конструкций, изделий и т. д. Лишь соединяя их между собой с помощью полимерной, металлической или другой матрицы, можно получать композиционные материалы и изготавливать из них листы, трубы и другие изделия. Эти материалы и представляют собой волокнистые композиционные материалы, или армированные материалы.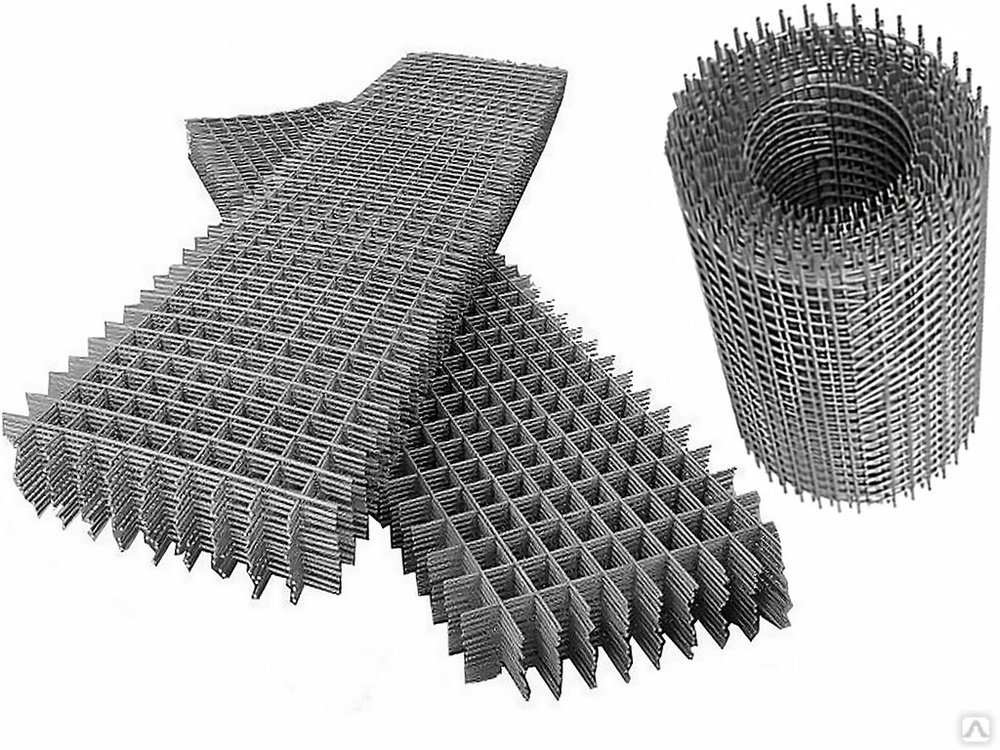 Для получения армированных углерод-
[c.16]
Для получения армированных углерод-
[c.16]
Армированные волокном пластмассы по воспламеняемости различаются в очень широком диапазоне от легко воспламеняемых до негорючих. Относительная воспламеняемость этих материалов существенно меняется при введении антипиренов, которые или снижают скорость горения, делая пластик самозатухающим, или придают ему негорючесть. Опубликована отличная обобщающая статья [6], в которой рассмотрены различные антипирены и их влияние на свойства пластмасс. В ней приведены также рекомендации по количеству антипиренов, которое необходимо вводить в материалы для существенного снижения их горючести. Все применяемые в слоистых пластиках армирующие материалы, кроме органических волокон, обладают внутренне присущей им огнестойкостью. В зависимости от типа матрицы, в которой находится армирующий материал, волокно может положительно или отрицательно влиять на воспламеняемость композиционного пластика. Если капли расплавленной матрицы своевременно удаляются от основного источника воспламенения, то в некоторых случаях пламя может погаснуть.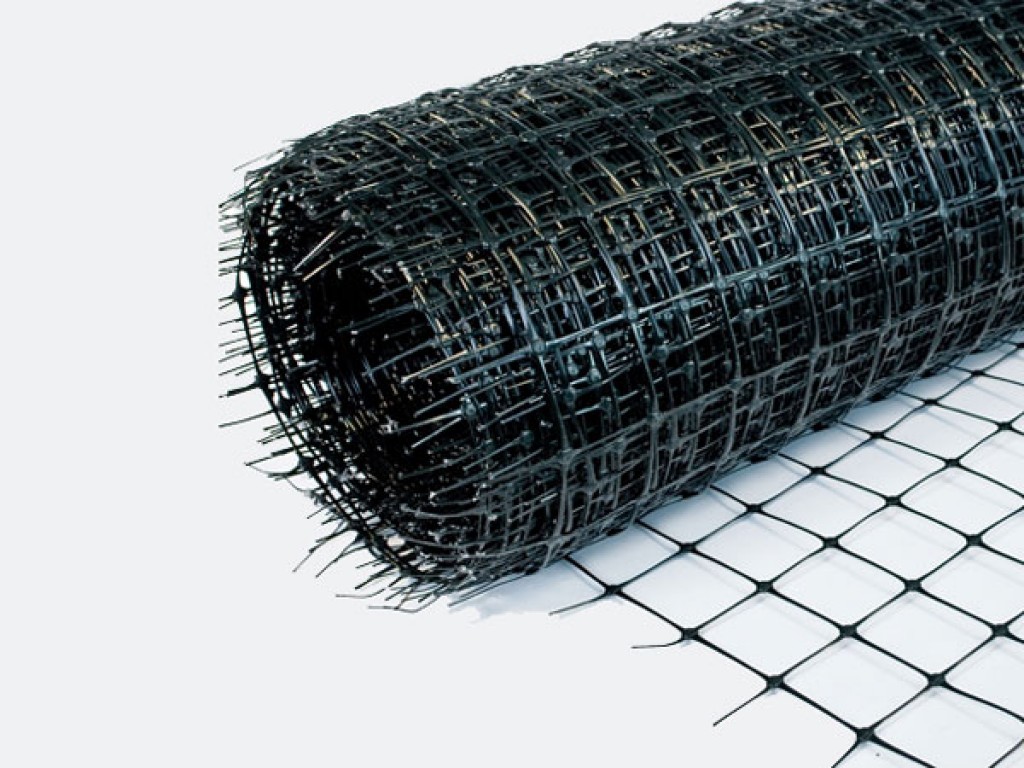 Присутствие армирующего материала может изменить этот процесс, удерживая основание пламени на месте и тем самым способствуя его распространению. Армирующий материал может действовать также и как преграда продвижению пламени, значительно снижая способность матрицы к загоранию. В принципе, можно ожидать, что добавление антипиренов снизит некоторые важные свойства композитов, такие как прочность и жесткость. В зависимости от того, является ли добавка пластификатором или нет, ударная прочность материала может улучшиться или ухудшиться.
[c.283]
Присутствие армирующего материала может изменить этот процесс, удерживая основание пламени на месте и тем самым способствуя его распространению. Армирующий материал может действовать также и как преграда продвижению пламени, значительно снижая способность матрицы к загоранию. В принципе, можно ожидать, что добавление антипиренов снизит некоторые важные свойства композитов, такие как прочность и жесткость. В зависимости от того, является ли добавка пластификатором или нет, ударная прочность материала может улучшиться или ухудшиться.
[c.283]
Стеклянные волокна в качестве армирующего наполнителя обладают двумя существенными недостатками — имеют низкую жесткость, что требует усиления элементов конструкций из стеклопластиков и препятствует полной реализации прочности волокон, и теряют прочность при контакте с водой. Углеродные и борные волокна значительно более жесткие, а поскольку по прочности они не уступают лучшим стеклянным волокнам, напряжения, которые выдерживают материалы на их основе, значительно выше, чем в случае стеклопластиков при меньших допустимых деформациях. Эти волокна, также как и стеклянные, производятся непрерывными способами и технология производства изделий из материалов на их основе только незначительно отличается от технологии изготовления изделий из стеклопластиков. Еще одним типом волокон, которые могут рассматриваться как серьезный конкурент перечисленным трем типам волокон, являются волокна из ароматических полиамидов типа Кевлар 49 фирмы Дюпон . Хотя эти волокна являются сравнительно новыми, они нашли широкое применение в производстве высоконагруженных элементов, в том числе в аэрокосмической технике в качестве самостоятельного армирующего наполнителя или в комбинации с другими волокнами, в частности углеродными, для производства гибридных материалов. Сравнительные свойства ряда важнейших типов армирующих волокон приведены в табл. 2.4.
[c.108]
Эти волокна, также как и стеклянные, производятся непрерывными способами и технология производства изделий из материалов на их основе только незначительно отличается от технологии изготовления изделий из стеклопластиков. Еще одним типом волокон, которые могут рассматриваться как серьезный конкурент перечисленным трем типам волокон, являются волокна из ароматических полиамидов типа Кевлар 49 фирмы Дюпон . Хотя эти волокна являются сравнительно новыми, они нашли широкое применение в производстве высоконагруженных элементов, в том числе в аэрокосмической технике в качестве самостоятельного армирующего наполнителя или в комбинации с другими волокнами, в частности углеродными, для производства гибридных материалов. Сравнительные свойства ряда важнейших типов армирующих волокон приведены в табл. 2.4.
[c.108]
Тепло- и электропроводность металлов почти на два порядка больше, чем у полимерных материалов и поэтому в случае металлов не возникает никаких проблем в отводе тепла от локального источника (например, в корпусах подшипников, плитах разъема). На практике при расчете теплопередачи к жидкостям через металлические стенки редко возникала необходимость принимать во внимание тепловое сопротивление стенки. Несколько отличная картина наблюдается в случае композиционных материалов, теплопроводность которых определяется теплопроводностью матрицы и армирующего наполнителя, причем и матрица, и наполнитель являются худшими проводниками, чем металлы, которые они могут заменять. Естественно, что с увеличением масштабов использования высокопрочных композиционных материалов появилась необходимость в получении информации об их теплофизических и электрических свойствах.
[c.285]
На практике при расчете теплопередачи к жидкостям через металлические стенки редко возникала необходимость принимать во внимание тепловое сопротивление стенки. Несколько отличная картина наблюдается в случае композиционных материалов, теплопроводность которых определяется теплопроводностью матрицы и армирующего наполнителя, причем и матрица, и наполнитель являются худшими проводниками, чем металлы, которые они могут заменять. Естественно, что с увеличением масштабов использования высокопрочных композиционных материалов появилась необходимость в получении информации об их теплофизических и электрических свойствах.
[c.285]
Армирующие волокна обладают не только механическими свойствами, превосходящими механические свойства матрицы, но и более высокой теплопроводностью и отличными от матрицы электрическими свойствами. Очевидно, что ориентация волокон относительно вектора потока энергии должна оказывать влияние на соответствующие свойства композиционных материалов.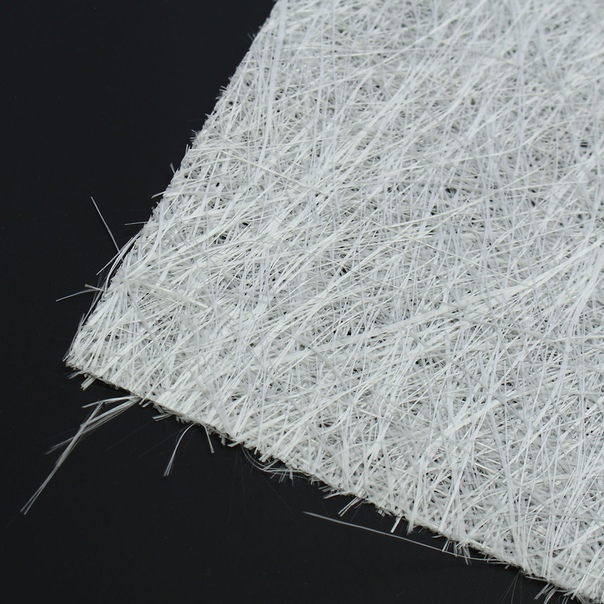 Наблюдаемая при этом анизотропия свойств, связанных с явлениями переноса, является одной из характерных особенностей таких материалов и отличает их от большинства металлических материалов конструкционного назначения. Теплопроводность в продольном направлении композиционного материала (вдоль оси волокна) даже в случае изотропного армирующего наполнителя может быть на 30% выше, чем в поперечном направлении (перпендикулярном оси волокна). Композиционные материалы на основе углеродных волокон имеют отношение теплопроводности в осевом направлении к теплопроводности в поперечном направлении около 50 1.
[c.286]
Наблюдаемая при этом анизотропия свойств, связанных с явлениями переноса, является одной из характерных особенностей таких материалов и отличает их от большинства металлических материалов конструкционного назначения. Теплопроводность в продольном направлении композиционного материала (вдоль оси волокна) даже в случае изотропного армирующего наполнителя может быть на 30% выше, чем в поперечном направлении (перпендикулярном оси волокна). Композиционные материалы на основе углеродных волокон имеют отношение теплопроводности в осевом направлении к теплопроводности в поперечном направлении около 50 1.
[c.286]
Таким образом, теоретически возможны композиционные материалы, в которых все компоненты находятся в виде взаимопроникающих перколяционных или фрактальных кластеров. Однако, как было показано ранее, область структурного фазового перехода характеризуется неоднозначностью свойств материала, а следовательно, и их нестабильностью и трудностью по чисто технологическим причинам одинакового воспроизведения.
 Поэтому в реальных трехкомпонентных композиционных материалах (это подтверждают результаты анализа их состава), как правило, один из армирующих компонентов имеет содержание ниже критического.
[c.165]
Поэтому в реальных трехкомпонентных композиционных материалах (это подтверждают результаты анализа их состава), как правило, один из армирующих компонентов имеет содержание ниже критического.
[c.165]Рассмотрим пример. Имеется =7 различных исходных материалов, из которых /С =5 используются как армирующие (обозначим их символами А, В, С, О, Е) и = 2 связующих (а, Ь). Свойства этих исходных материалов таковы, что арматура вида А и В может быть использована в композиции только со связующим вида а, армирующие материалы С, О, Е — с любым из связующих материалов, т. е. а или Ь. В этом случае простейшие из возможных композиций можно символически обозначить следующими парами [c.170]
Применение новых композиционных материалов с регулируемыми характеристиками состояния возможно только при условии их детального исследования. Примером таких материалов могут служить армированные пластики, представляющие композиции сверхпрочных армирующих волокон и различных связующих. Они обладают специфическими механическими особенностями, существенно, отличающимися от свойств традиционных материалов (сталей, сплавов и др.), в частности анизотропией деформативных и прочностных свойств, низкой сдвиговой жесткостью, сдвиговой ползучестью. В таких условиях известные теории и методы расчета элементов конструкций не всегда правомочны, что требует обогащения исходных математических моделей состояния.
[c.3]
Они обладают специфическими механическими особенностями, существенно, отличающимися от свойств традиционных материалов (сталей, сплавов и др.), в частности анизотропией деформативных и прочностных свойств, низкой сдвиговой жесткостью, сдвиговой ползучестью. В таких условиях известные теории и методы расчета элементов конструкций не всегда правомочны, что требует обогащения исходных математических моделей состояния.
[c.3]
Характерной особенностью рассматриваемых материалов является ярко выраженная анизотропия механических свойств, зависящая от расположения армирующих элементов. Это обстоятельство позволяет поставить в качестве одной из основных задачу о проектировании оболочек с наиболее рациональной схемой расположения армирующих элементов на их поверхности при заданном виде нагружения, т. е. оптимальных оболочек. Возможности реализации конструкций такого рода способствует и ряд разработанных технологических процессов, позволяющих получать конструкции с широким диапазоном изменения жестко-стных параметров. Одним из таких процессов является получение оболочек вращения методом намотки. По этому методу на вращающуюся оправку подается пропитанная связующим стекло-лента и укладывается на ней в различных направлениях. После получения необходимой толщины и структуры оболочки производится полимеризация связующего и оправка удаляется. При этом
[c.3]
Одним из таких процессов является получение оболочек вращения методом намотки. По этому методу на вращающуюся оправку подается пропитанная связующим стекло-лента и укладывается на ней в различных направлениях. После получения необходимой толщины и структуры оболочки производится полимеризация связующего и оправка удаляется. При этом
[c.3]
ОДНОГО И ТОГО же материала можно говорить не о постоянной характеристике, а о ее статистическом распределении. Если модуль упругости и предел текучести меняются в узких пределах и расчет по средним значениям достаточно достоверен, то прочность хрупких материалов и их структурных составляющих должна рассматриваться как случайная величина и отвлечься от ее статистического характера принципиально невозможно. Именно статистическая теория позволяет объяснить и оценить количественно так называемый масштабный эффект прочность большого изделия всегда оказывается меньше, чем прочность малой его модели (после пропорционального перерасчета, конечно). Изложение современных статистических теорий прочности заняло бы слишком много места, однако некоторые сведения нам представлялось необходимым сообщить. Эти сведения особенно существенны для понимания природы прочности современных композитных материалов, состоящих из полимерной или металлической матрицы, армированной угольным, борным илп иным высокопрочным волокном. Разброс свойств армирующих волокон довольно велик и для нопимания того, в какой мере эти свойства могут быть реализованы в композите, необходимо некоторое представление о статистической природе его прочности. Именно поэтому изложение элементов статистической теории будет дано ниже, в гл. 20.
[c.654]
Изложение современных статистических теорий прочности заняло бы слишком много места, однако некоторые сведения нам представлялось необходимым сообщить. Эти сведения особенно существенны для понимания природы прочности современных композитных материалов, состоящих из полимерной или металлической матрицы, армированной угольным, борным илп иным высокопрочным волокном. Разброс свойств армирующих волокон довольно велик и для нопимания того, в какой мере эти свойства могут быть реализованы в композите, необходимо некоторое представление о статистической природе его прочности. Именно поэтому изложение элементов статистической теории будет дано ниже, в гл. 20.
[c.654]
Одной из главных задач при создании углерод-углеродных композиционных материалов является [юдбор по свойствам армирующих наполнителей и их укладка. Данные (табл. С.4) по исследованию этого вопроса не дают однозначного ответа они получены при изменении свойств волокон и их укладки в плоскости Модификация осуществлялась за счет поворота на 45° при укладке каждого последующего слоя низкомодульной графитовой ткани типа W A и заменой исходной ткани » СА другими типами, в основном из высокомодульных волокон их характеристики содержатся в табл. 6.5. Армирующие каркасы для всех материалов, за исключением 30, получали прошивкой по оси 2 пакета слоев высокомодульной графитовой нитью. Каркас мате-
[c.173]
6.5. Армирующие каркасы для всех материалов, за исключением 30, получали прошивкой по оси 2 пакета слоев высокомодульной графитовой нитью. Каркас мате-
[c.173]
Наиболее распространены фенольные слоистые пластики, армированные текстильной тканью, и слоистые пластики с бумажными армирующими элементами. Как правило, эти материалы производят но стандартной технологии и их свойства почти стабильны. Слоистый пластик с бумажной основой имеет лучшие механические свойства, чем с тканевой арматурой его стойкость к ползучести выше (рис. 40). Как правило, предел прочности фенольных слоистых нластикс [c.44]
Эпоксидные смолы являются традиционным материалом для аэрокосмической и военной отраслей промышленности, где прочность и масса изделий — более гvщe твeнныe факторы, чем в гражданских областях применения. Выбор именно этих смол, а не более дешевых — полиэфирных, обусловлен их превосходными механическими свойствами, выносливостью, теплостойкостью, лучшим сцеплением с армирующим материалом и меньшей усадкой при отверждении. Длинный перечень удовлетворительных эксплуатационных качеств и связанная с этим надежность материала оказались решающими факторЗлМи, благодаря которым в течение длительного времени в аэрокосмической промышленности отдается предпочтение эпоксидным смолам.
[c.204]
Длинный перечень удовлетворительных эксплуатационных качеств и связанная с этим надежность материала оказались решающими факторЗлМи, благодаря которым в течение длительного времени в аэрокосмической промышленности отдается предпочтение эпоксидным смолам.
[c.204]
Анизотропия кристаллов объясняется их атомной структурой, но существуют материалы, у которых определяющие их анизотропию структурные элементы имеют значительно большие размеры. Примером может служить древесина, расположение видимых невооруженным глазом волокон создает относительно высокую прочность в направлении оси ствола и малую прочность в поперечном направлении. В этом отношении можно сказать, что природа распорядилась прочностью целлюлозы, из которой, в основном, состоит древесина, наилучншм образом. По этому принципу в технике создают так называемые композитные материалы, примером которых могут служить стеклопластики. Тонкая стеклянная нить имеет высокую прочность, укладывая слои такой нити, пропитывая их смолой и полимеризируя, получают монолитные пластины. Чередуя направления укладки слоев, можно менять степень и характер анизотропии с тем, чтобы использовать прочность волокна наивыгоднейпшм образом. В последние годы были получены и промышленно освоены высокопрочные волокна, значительно превосходящие по своим свойствам стеклянное волокно и, что особенно важно, имеющие значительно более высокий модуль упругости. Наибольшее распространение получили волокна бора и углерода, которыми армируют пластики и металлы.
[c.41]
Чередуя направления укладки слоев, можно менять степень и характер анизотропии с тем, чтобы использовать прочность волокна наивыгоднейпшм образом. В последние годы были получены и промышленно освоены высокопрочные волокна, значительно превосходящие по своим свойствам стеклянное волокно и, что особенно важно, имеющие значительно более высокий модуль упругости. Наибольшее распространение получили волокна бора и углерода, которыми армируют пластики и металлы.
[c.41]
Высокие жесткость и прочность армирующих волокон, составляющие основу прочности и жесткости композиционных материалов, реализуются лишь в случае их определенного расположения по отношению к действующему полю напряжений (действующей нагрузке). Вследствие большого разнообразия нагрузок применяются различные схемы укладки арматуры. Варьируя направлением укладки слоев, можно получить слоистые материалы с различной ориентацией армирующих волокон, обладающие в плоскости укладки изотропными и анизотропными свойствами. Именно в возможности придания материалу оптимальной для каждого частного случая анизотропии заключается главное преимущество волокнистых композиционных материалов [44]. В зависимости от ориентации армирующих волокон в плоскости укладки слоистые структуры можно подразделить на следующие основные группы однонаправленные, ортогонально-армированные с переменным углом укладки волокон по толщине, перекрестно-армированные и хаотически-армированные.
[c.5]
Именно в возможности придания материалу оптимальной для каждого частного случая анизотропии заключается главное преимущество волокнистых композиционных материалов [44]. В зависимости от ориентации армирующих волокон в плоскости укладки слоистые структуры можно подразделить на следующие основные группы однонаправленные, ортогонально-армированные с переменным углом укладки волокон по толщине, перекрестно-армированные и хаотически-армированные.
[c.5]
Наличие волокон с высокой жесткостью позволяет варьировать в самом широком диапазоне зависимость уд ль-ной прочности композиционных материалов от их удельной жесткости. Это обусловливает существенные преимущества композиционных материалов перед металлами, где удельная жесткость примерно постоянная при некотором изменении удельной прочности [15]. Управление удельной жесткостью и прочностью, а также другими физико-механическими характеристиками в плоскости армирования осуществляется нзд1енением укладки волокон или одноосных тканей различного плетения как в плоскости, так и по толщине пластины или изделия [2, 14].
 При этом характеристики композиционных материалов перпендикулярно плоскости армирования практически не изменяются [25]. Варьирование укладки волокон приводит не только к изменению степени анизотропии свойств, при незначительном изменении сопротивления межслойному сдвигу и поперечному отрыву [20, 69]. Наличие переменной укладки по толщине приводит к существенному увеличению неоднородности структуры композиционного материала, что необходимо учитывать при расчете конструкций из таких материалов [2, 104]. Выбор закона укладки в плоскости и по толщине пакета подчиняется назначению конструкции. Таким образом, использование высокомодуль-пых волокон при традиционных схемах армирования, когда толщина изделия создается набором плоских армирующих элементов — ирепрегов или слоев ткани, не устраняет указанных выше отрицательных особенностей композиционных материалов.
[c.8]
При этом характеристики композиционных материалов перпендикулярно плоскости армирования практически не изменяются [25]. Варьирование укладки волокон приводит не только к изменению степени анизотропии свойств, при незначительном изменении сопротивления межслойному сдвигу и поперечному отрыву [20, 69]. Наличие переменной укладки по толщине приводит к существенному увеличению неоднородности структуры композиционного материала, что необходимо учитывать при расчете конструкций из таких материалов [2, 104]. Выбор закона укладки в плоскости и по толщине пакета подчиняется назначению конструкции. Таким образом, использование высокомодуль-пых волокон при традиционных схемах армирования, когда толщина изделия создается набором плоских армирующих элементов — ирепрегов или слоев ткани, не устраняет указанных выше отрицательных особенностей композиционных материалов.
[c.8]Нитевидные кристаллы имеют весьма короткие волокна, при этом соотношения длины и диаметра достаточно высоки. Это очень важно при использовании нитевидных кристаллов ( усов ) в качестве армирующего материала. Усы обладают высокой удельт ной прочностью и жесткостью. Их можно вальцевать, разрезать, обрабатывать без заметного снижения прочностных свойств. Существенным недостатком нового класса армирующих материалов — нитевидных кристаллов — является неприемлемость для них обычной технологии изготовления. Вискеризованные материалы требуют создания новой технологии в целях использования всех потенциальных возможностей вискернзации. Технология переработки материалов с вискери-зированными волокнами изложена в работе [102].
[c.19]
Это очень важно при использовании нитевидных кристаллов ( усов ) в качестве армирующего материала. Усы обладают высокой удельт ной прочностью и жесткостью. Их можно вальцевать, разрезать, обрабатывать без заметного снижения прочностных свойств. Существенным недостатком нового класса армирующих материалов — нитевидных кристаллов — является неприемлемость для них обычной технологии изготовления. Вискеризованные материалы требуют создания новой технологии в целях использования всех потенциальных возможностей вискернзации. Технология переработки материалов с вискери-зированными волокнами изложена в работе [102].
[c.19]
Примером безмоментных оболочек являются сосуды, изготовленные методом намотки. Расчет таких конструкций основан на нитяной модели материала, согласно которой внутреннее давление и силы, приложенные по краям оболочки, воспринимаются армирующими волокнами и вызывают в них только растягивающие напряжения. Такие конструкции и методы их расчета рассмотрены в работах Рида [67], Росато и Грове [6в], Шульца [75]. Современные методы расчета сосудов давления и корпусов двигателей изготовленных методом намотки [24, 42], учитывают изгиб оболочки, вызванный соответствующим характером нагружения, а также несимметрией распределения геометрических параметров или упругих свойств материала по толщине. Изгиб-ные напряжения, предсказываемые в этом случае теорией малых деформаций, могут оказаться значительными. Однако рассматриваемые оболочки обычно деформируются таким образом, что в процессе нагружения остаются безмоментными. На безмоментной теории, предусматривающей большие деформации системы, основан метод определения равновесных форм армированных оболочек. Обзор исследований, посвященных оптимизации безмоментных оболочек из композиционных материалов, приведен в работе Ву [901.
[c.148]
Современные методы расчета сосудов давления и корпусов двигателей изготовленных методом намотки [24, 42], учитывают изгиб оболочки, вызванный соответствующим характером нагружения, а также несимметрией распределения геометрических параметров или упругих свойств материала по толщине. Изгиб-ные напряжения, предсказываемые в этом случае теорией малых деформаций, могут оказаться значительными. Однако рассматриваемые оболочки обычно деформируются таким образом, что в процессе нагружения остаются безмоментными. На безмоментной теории, предусматривающей большие деформации системы, основан метод определения равновесных форм армированных оболочек. Обзор исследований, посвященных оптимизации безмоментных оболочек из композиционных материалов, приведен в работе Ву [901.
[c.148]
Практически все композиционные материалы являются термодинамически неравновесными системами. По образному выражению акад. И. В. Тананаева композиции относятся к живущим системам. Градиенты химических потенциалов, возникающие на поверхностях раздела между армирующей составляющей и матрицей, являются движущей силой процессов диффузии и химических реакций. Взаимная диффузия и химическое взаимодействие между компонентами происходят как на стадии получения композиций, так и при их эксплуатации. Некоторая степень химического взаимодействия является необходимым условием образования связи между компонентами, тогда как слишком активное взаимодействие чаще всего снижает механические свойства упрочните-лей и, как следствие, всей композиции в целом.
[c.57]
Взаимная диффузия и химическое взаимодействие между компонентами происходят как на стадии получения композиций, так и при их эксплуатации. Некоторая степень химического взаимодействия является необходимым условием образования связи между компонентами, тогда как слишком активное взаимодействие чаще всего снижает механические свойства упрочните-лей и, как следствие, всей композиции в целом.
[c.57]
Свойства волокнистых композиционных материалов, особенно их механические свойства, при одном и том же содержании упроч-нителя, сильно зависят от ориентации волокон в матрице и от угла между направлением действия приложенной нагрузки и ориентацией волокон [77 ]. Примером тому являются приведенные на рис. 80 кривые изменения предела прочности в зависимости от направления приложения нагрузки материала алюминий — 50 об. % борного волокна с тремя схемами укладки армирующих волокон и на рис. 81 кривые изменения модуля упругости и модуля сдвига одноосноармированного материала алюминий — 50 об. % борного волокна [10,30]. Значения предела прочности, модуля упругости и удлинения композиционного материала на основе алюминиевого сплава 6061, упрочненного волокнами бора и борсик, с различными типами укладки волокон, приведены в табл. 44, 45. Представленные на рис. 80, 81 и в табл. 44 и 45 данные свидетельствуют о широких возможностях изменения свойств композиционного материала в зависимости от типа укладки армирующих волокон при одном и том же их общем содержании. Это позволяет с максимальной степенью реализовать прочностные свойства композиционного материала в детали, сконструированной таким образом, что количество и направление укладки волокон учитывают ее напряженное состояние. Приведенные в табл. 45 данные позволяют также получить представление о прочностных свойствах при сжатии композиций алюминий — бор. 206
[c.206]
% борного волокна [10,30]. Значения предела прочности, модуля упругости и удлинения композиционного материала на основе алюминиевого сплава 6061, упрочненного волокнами бора и борсик, с различными типами укладки волокон, приведены в табл. 44, 45. Представленные на рис. 80, 81 и в табл. 44 и 45 данные свидетельствуют о широких возможностях изменения свойств композиционного материала в зависимости от типа укладки армирующих волокон при одном и том же их общем содержании. Это позволяет с максимальной степенью реализовать прочностные свойства композиционного материала в детали, сконструированной таким образом, что количество и направление укладки волокон учитывают ее напряженное состояние. Приведенные в табл. 45 данные позволяют также получить представление о прочностных свойствах при сжатии композиций алюминий — бор. 206
[c.206]
Многообразие армирующих волокон и полимерных связующих, а также схем армирования позволяет направленно регулировать прочность, жесткость, уровень рабочих температур и другие свойства ПКМ. Эффективными средствами регулирования являются сочетание в одном материале волокон с различными упруго-прочностными свойствами (например, борных и стеклянных, углеродных и органических), введение нитевидных кристаллов и дискретных волокон в полимерную мат-pnity. Это определяет одно из важнейших достоинств ПКМ — возможность создавать элементы конструкций с заранее заданными свойствами, наиболее полно отвечающими характеру и условиям их работы.
[c.132]
Эффективными средствами регулирования являются сочетание в одном материале волокон с различными упруго-прочностными свойствами (например, борных и стеклянных, углеродных и органических), введение нитевидных кристаллов и дискретных волокон в полимерную мат-pnity. Это определяет одно из важнейших достоинств ПКМ — возможность создавать элементы конструкций с заранее заданными свойствами, наиболее полно отвечающими характеру и условиям их работы.
[c.132]
Промышленное производство углеродных волокон впервые было осуществлено с использованием высокотемпературной обработки вискозы. В Японии проф. Синдо (автором гл. 2) был разработан метод производства углеродных волокон из полиакрилонитрила. Этот метод в настоящее время является основным. В последнее время разработан промышленный метод получения пековых углеродных волокон. Работы по улучшению характеристик углеродных волокон и на основе полиакрилонитрила, и на основе пеков продолжаются, в том числе в направлении совершенствования технологии их производства. Характеристики углеродных волокон неуклонно улучшаются, в то время как свойства других армирующих материалов остаются на постоянном уровне.О
[c.25]
Характеристики углеродных волокон неуклонно улучшаются, в то время как свойства других армирующих материалов остаются на постоянном уровне.О
[c.25]
Армированные пластмассы представляют собой полимерную матрицу, упрочненную волокнами. Свойства армированных пластмасс определяются прежде всего характеристиками армирующих волокон, в том числе углеродных. Техника получения волокнообразного углерода путем прокаливания хлопчатобумажной нити известна еще со времени изобретения лампы накаливания. В Японии был разработан метод получения углеродных волокон путем высокотемпературной обработки волокон из полиакрилонитрила. Эту разработку стимулировала перспектива улучшения свойств пластмасс путем армирования их углеродными волокнами в результате были созданы современные промышленные материалы с улучшенными свойствами и структурой. Важным направлением материаловедения является также сочетание углеродных волокон с металлической матрицей. [c.27]
Как уже отмечалось, арамидные волокна — один из перспективных видов волокон для армирования композиционных материалов. В настоящее время интенсивно разрабатываются новые типы арамидных волокон с улучшенными свойствами. Например, фирмой Du Pont разработаны арамидные волокна марки FIBER D с модулем упругости, в 1,3 раза большим, чем у волокон KEVLAR-49 [3]. Для улучшения свойств арамидных волокон часто используют обработку их поверхности. Повышение адгезионного взаимодействия в системе армирующие волокна — полимерная матрица существенно улучшает статические и динамические свойства композиционных материалов.По современным данным, имеется значительный резерв для повышения адгезионного взаимодействия арамидных волокон с полимерной матрицей. Для поверхностной обработки волокон используют различные аппреты [4], плазменную обработку поверхности [5], ионное травление [6] и другие методы.
[c.267]
В настоящее время интенсивно разрабатываются новые типы арамидных волокон с улучшенными свойствами. Например, фирмой Du Pont разработаны арамидные волокна марки FIBER D с модулем упругости, в 1,3 раза большим, чем у волокон KEVLAR-49 [3]. Для улучшения свойств арамидных волокон часто используют обработку их поверхности. Повышение адгезионного взаимодействия в системе армирующие волокна — полимерная матрица существенно улучшает статические и динамические свойства композиционных материалов.По современным данным, имеется значительный резерв для повышения адгезионного взаимодействия арамидных волокон с полимерной матрицей. Для поверхностной обработки волокон используют различные аппреты [4], плазменную обработку поверхности [5], ионное травление [6] и другие методы.
[c.267]
Поведение полученных намоткой волокном композитов аналогично поведению других типов слоистых материалов с расположенными под углом слоями армирующих компонентов.
 Поэтому разработанные для них аналитические методы могут быть использованы и для конструкций, получаемых намоткой. При рассмотрении этого вопроса с позиций макромеханики анализ композитов базируется на предположении, что каждый слой является анизотропным гомогенным монослоем. Монослой состоит из волокон, ориентированных под углом а или однонаправленных. Свойства монослоя обычно определяют экспериментальным путем, и анализ структуры строится путем перехода от одного слоя к другому. Микромеханический подход, наоборот, заключается в исследовании характеристик чувствительности составных частей материала, т. е. распределения напряжений и деформаций между армирующими волокнами и матрицей. При определении напряжений и деформаций по точкам принимают во внимание свойства армирующего материала и смолы, а также геометрию изделия. Этот анализ микронапряжений устанавливает, какие нагрузки может выдержать композит перед переходом через предел текучести в какой-то точке или перед достижением критических напряжений.
Поэтому разработанные для них аналитические методы могут быть использованы и для конструкций, получаемых намоткой. При рассмотрении этого вопроса с позиций макромеханики анализ композитов базируется на предположении, что каждый слой является анизотропным гомогенным монослоем. Монослой состоит из волокон, ориентированных под углом а или однонаправленных. Свойства монослоя обычно определяют экспериментальным путем, и анализ структуры строится путем перехода от одного слоя к другому. Микромеханический подход, наоборот, заключается в исследовании характеристик чувствительности составных частей материала, т. е. распределения напряжений и деформаций между армирующими волокнами и матрицей. При определении напряжений и деформаций по точкам принимают во внимание свойства армирующего материала и смолы, а также геометрию изделия. Этот анализ микронапряжений устанавливает, какие нагрузки может выдержать композит перед переходом через предел текучести в какой-то точке или перед достижением критических напряжений. Микромеханический подход применяется также для расчета характеристик композиционного материала по известным их значениям для входящих в его состав компонентов, а также для установления влияния их изменения на соответствующие свойства композита.
[c.227]
Микромеханический подход применяется также для расчета характеристик композиционного материала по известным их значениям для входящих в его состав компонентов, а также для установления влияния их изменения на соответствующие свойства композита.
[c.227]Слоистые пластики (СП), армированные стекловолокном (СВКМ), нашли широкое применение в судостроении с момента начала их использования в качестве промышленных материалов в 40-х годах XX столетия. Их применение как конструкционных материалов было обусловлено удачным сочетанием уникальных свойств высокого отношения прочности к массе, долговечности и стойкости к морской среде, простоты эксплуатации и ремонта, жесткости, особенно при очень низких температурах, их немагнитных и диэлектрических свойств, а также их низкой теплопроводности по сравнению с металлами. Кроме того, эти материалы дают возможность судостроителям использовать в конструкциях эластичность композитов, отсутствующую у обычных металлов. Например, при правильном выборе исходных компонентов, а также процесса получения композитов, в том числе и ориентации армирующей волокнистой добавки, удается получить конструкционный материал, удовлетворяющий специфическим требованиям к данной конструкции, а также создать надежную конструкцию, причем более легкую и эффективную. Использование монолитной бесшовной конструкции снижает до минимума количество швов и исключает многие дорогостоящие вторичные процессы сборки (например, механические соединения с помощью сварки или клепки).
[c.511]
Использование монолитной бесшовной конструкции снижает до минимума количество швов и исключает многие дорогостоящие вторичные процессы сборки (например, механические соединения с помощью сварки или клепки).
[c.511]
Широкое использование жестких интегральных пенополиуретанов в производстве мебели обусловлено как физико-механическими свойствами, так и их технологичностью. Из этих материалов за один цикл формования можно получать изделия сложной формы с введением в них армирующих элементов и с последующим нанесением любых покрытий. Процессы формования требуют довольно низких капиталовложений, что делает их пригодными для малосерийного производства. В то же время, автоматизация процессов позволяет применять их для крупносерийного производства. [c.442]
Хотя в последующих главах будут обсуждаться конкретные армирующие материалы для определенных композиционных систем, здесь полезно рассмотреть некоторые общие положения в отношении армирующих материалов. Было установлено, что армирование волокнами дает возможность получить наиболее эффективное упрочнение в системах с металлической матрицей. Этот вид армирования описан в данной гваве. Армирующие волокна рассматриваются с точки зрения их ценности в сочетании с тремя классами конструкционных промышленных металлов низкотемпературными сплавами, такими, как алюминиевые, сплавами для работы при средних (промежуточных) температурах — титановыми и высокотемпературными сплавами, например жаропрочными сплавами на никелевой или ниобиевой основах. Хотя требования к армирующим компонентам изменяются в зависимости от используемого сплава-матрицы, некоторые их свойства являются почти универсальными.
[c.36]
Было установлено, что армирование волокнами дает возможность получить наиболее эффективное упрочнение в системах с металлической матрицей. Этот вид армирования описан в данной гваве. Армирующие волокна рассматриваются с точки зрения их ценности в сочетании с тремя классами конструкционных промышленных металлов низкотемпературными сплавами, такими, как алюминиевые, сплавами для работы при средних (промежуточных) температурах — титановыми и высокотемпературными сплавами, например жаропрочными сплавами на никелевой или ниобиевой основах. Хотя требования к армирующим компонентам изменяются в зависимости от используемого сплава-матрицы, некоторые их свойства являются почти универсальными.
[c.36]
Ниже в конкретных расчетах рассматриваются однонаправленные волокнистые композитные материалы, для описания эффективных упругих свойств которых используется структурная модель [193 ]. Аргументируя выбор этой модели, следует, в частности, указать на технологические несовершенства — неполную адгезию, частичную искривленность волокон, отклонения в регулярности сети волокон и др. , неизбежно сопровождающие процесс изготовления реальных композитных материалов и вносящие возмущения в распределение напряжений в связующем и армирующих элементах. Стохастический характер распределения зон и типов таких возмущений затрудняет получение достоверных оценок их влияния, которое может полностью обесценить усилия, направленные на уточнение количественных соотношений рассматриваемой модели композитной волокнистой среды. В этой связи представляется обоснованным такой подход к анализу прикладных проблем теории оболочек, при котором используются относительно простые модели композитного материала, учитывающие в то же время все его существенные особенности. Таким требованиям удовлетворяет, в частности, модель [193 ], уравнения которой устанавливаются при следующих допущениях
[c.28]
, неизбежно сопровождающие процесс изготовления реальных композитных материалов и вносящие возмущения в распределение напряжений в связующем и армирующих элементах. Стохастический характер распределения зон и типов таких возмущений затрудняет получение достоверных оценок их влияния, которое может полностью обесценить усилия, направленные на уточнение количественных соотношений рассматриваемой модели композитной волокнистой среды. В этой связи представляется обоснованным такой подход к анализу прикладных проблем теории оболочек, при котором используются относительно простые модели композитного материала, учитывающие в то же время все его существенные особенности. Таким требованиям удовлетворяет, в частности, модель [193 ], уравнения которой устанавливаются при следующих допущениях
[c.28]
Армирующие материалы в Тюмени по оптовой цене от компании Все Стройматериалы
Сейчас компания не может быстро обрабатывать заявки клиентов. Заказы и сообщения для компании, присланные с 01.01.2022 по 10.01.2022, будут обработаны позже. С 11.01.2022 компания продолжит работу в обычном режиме.
Заказы и сообщения для компании, присланные с 01.01.2022 по 10.01.2022, будут обработаны позже. С 11.01.2022 компания продолжит работу в обычном режиме.
по порядкупо росту ценыпо снижению ценыпо новизне
58718
54129
55477
3557
28037
1566
4711172
30243
3087857
4711128
5865600
13668
 jl9SdtDNaT_ALS0_0GStPQA8mmlPDbbZtxzaNSNeQQ0″ data-advtracking-product-id=»278014580″ data-tg-chain=»{"view_type": "preview"}»>
jl9SdtDNaT_ALS0_0GStPQA8mmlPDbbZtxzaNSNeQQ0″ data-advtracking-product-id=»278014580″ data-tg-chain=»{"view_type": "preview"}»>58719
 jaN-onpvd8R1m3DJYkrr2Oy_Rc6_KERY5bXeuybr0dI» data-advtracking-product-id=»145025399″ data-tg-chain=»{"view_type": "preview"}»>
jaN-onpvd8R1m3DJYkrr2Oy_Rc6_KERY5bXeuybr0dI» data-advtracking-product-id=»145025399″ data-tg-chain=»{"view_type": "preview"}»>1564
 lfitgYWirUP922Yy-7zK_uwefsf_lwCQ18HrwN0Z-Nw» data-advtracking-product-id=»145025373″ data-tg-chain=»{"view_type": "preview"}»>
lfitgYWirUP922Yy-7zK_uwefsf_lwCQ18HrwN0Z-Nw» data-advtracking-product-id=»145025373″ data-tg-chain=»{"view_type": "preview"}»>1568
 xuy9-BuqRJoA88rPk8zGLelZxhBS7gCX2NoZrEwKs4U» data-advtracking-product-id=»458545240″ data-tg-chain=»{"view_type": "preview"}»>
xuy9-BuqRJoA88rPk8zGLelZxhBS7gCX2NoZrEwKs4U» data-advtracking-product-id=»458545240″ data-tg-chain=»{"view_type": "preview"}»>15832
 BxcE7sVpr5BZCraVctrfxVA2kKHoI75E7rgw_FFg-pE» data-advtracking-product-id=»458550140″ data-tg-chain=»{"view_type": "preview"}»>
BxcE7sVpr5BZCraVctrfxVA2kKHoI75E7rgw_FFg-pE» data-advtracking-product-id=»458550140″ data-tg-chain=»{"view_type": "preview"}»>409485
 j8PIVSyJJfGz02fowdmCDQIHNGg1-s_dynjgRRV-G4Q» data-advtracking-product-id=»521144475″ data-tg-chain=»{"view_type": "preview"}»>
j8PIVSyJJfGz02fowdmCDQIHNGg1-s_dynjgRRV-G4Q» data-advtracking-product-id=»521144475″ data-tg-chain=»{"view_type": "preview"}»>3087847
 wGot3EN6_f1yZqMuv-37GI3kqQSXjOynbXYkefLHtps» data-advtracking-product-id=»521158805″ data-tg-chain=»{"view_type": "preview"}»>
wGot3EN6_f1yZqMuv-37GI3kqQSXjOynbXYkefLHtps» data-advtracking-product-id=»521158805″ data-tg-chain=»{"view_type": "preview"}»>7488269
 zAWdSZERkegKxLqqZK8eI_LNULowHHPnIaMJW0BEYnU» data-advtracking-product-id=»145025304″ data-tg-chain=»{"view_type": "preview"}»>
zAWdSZERkegKxLqqZK8eI_LNULowHHPnIaMJW0BEYnU» data-advtracking-product-id=»145025304″ data-tg-chain=»{"view_type": "preview"}»>30241
 Hk_-jqBIswE5g1CciYHUlTdYgcB1X81d5BJ19_M007U» data-advtracking-product-id=»521144145″ data-tg-chain=»{"view_type": "preview"}»>
Hk_-jqBIswE5g1CciYHUlTdYgcB1X81d5BJ19_M007U» data-advtracking-product-id=»521144145″ data-tg-chain=»{"view_type": "preview"}»>3087861
 9KbcFofUplxbdtU1a9vHRRQuOOPJDNDC8Om9Nn5dkGU» data-advtracking-product-id=»521146363″ data-tg-chain=»{"view_type": "preview"}»>
9KbcFofUplxbdtU1a9vHRRQuOOPJDNDC8Om9Nn5dkGU» data-advtracking-product-id=»521146363″ data-tg-chain=»{"view_type": "preview"}»>4711171
 GU4ivxmPvnfl_iN29bhh96KOEk7VMv7mbdCLum5e2tE» data-advtracking-product-id=»521154389″ data-tg-chain=»{"view_type": "preview"}»>
GU4ivxmPvnfl_iN29bhh96KOEk7VMv7mbdCLum5e2tE» data-advtracking-product-id=»521154389″ data-tg-chain=»{"view_type": "preview"}»>5865594
 LNkUadCKMp_gcMBUcK8CxdJbPpaBi_XfKey4FPRlY0k» data-advtracking-product-id=»521146512″ data-tg-chain=»{"view_type": "preview"}»>
LNkUadCKMp_gcMBUcK8CxdJbPpaBi_XfKey4FPRlY0k» data-advtracking-product-id=»521146512″ data-tg-chain=»{"view_type": "preview"}»>4711126
Металлические армирующие материалы — Справочник химика 21
Металлические волокна в качестве армирующего материала в сочетании с эпоксидной и акриловой смолой придают весьма высокие качества технологической оснастке, изготовленной из пластмассы. Сопротивление абразивному износу, ударная прочность, теплостойкость и теплопроводность значительно увеличиваются по сравнению с эпоксидными композициями с обычными наполнителями, отверждаемыми при комнатной температуре. [c.32]Пластмассы, армированные металлическим волокном, отличаются очень высокой прочностью благодаря тому, что основную долю напряжений принимает на себя армирующий материал . Создавая комбинированные материалы из металлических волокон и керамики, имеют в виду, что металлические волокна должны придать материалу все свои лучшие механические показатели.
 [c.179]
[c.179]Временная инструкция по применению хлориновой ткани в качестве армирующего материала при защите металлических и бетонных поверхностей лакокрасочными материалами (МСИ 44-64). Гос-монтажспецстрой, 1964. [c.170]
Значительную часть изделий из стеклопластиков получают методами прямого и литьевого прессования с использованием металлических обогреваемых пресс-форм. В пресс-формы загружают отдельно армирующий материал и связующее или прессовочные материалы. Листовые стеклопластики изготавливают на многополочных гидравлических прессах с обогреваемыми плитами. [c.443]
Например, в автоматах для производства профильных изделий из стеклопластиков исходный армирующий материал подается в виде стекложгута или тканой стеклоленты, а связующее (полиэфирные, эпоксидные или другие смолы) — в жидком виде. В автоматах для фасовки химических продуктов последний выступает в виде порошка, гранул, жидкости или пасты, а для упаковки используется полимерная пленка и т. п. В производстве армированных резиновых рукавов исходным материалом является резиновая смесь и металлическая проволока (в бунтах). В машин х-автоматах этого типа питающие устройства осуществляют функцию хранения материала, отделения и отмера дозы (при сыпучих и жидких материалах) и ее подачи. [c.160]
п. В производстве армированных резиновых рукавов исходным материалом является резиновая смесь и металлическая проволока (в бунтах). В машин х-автоматах этого типа питающие устройства осуществляют функцию хранения материала, отделения и отмера дозы (при сыпучих и жидких материалах) и ее подачи. [c.160]
В настоящее время все большее внимание уделяется композиционным материалам на металлической основе, армированной высокомодульными углеродными волокнами. Совместимость армирующего компонента и матрицы в некоторых случаях достигается введением связующего, функцию которого выполняет покрытие. Металлические покрытия необходимы в тех случаях, когда матрица не смачивает поверхность углеродных волокон при температурах получения композиции (алюминий, магний [21), Кроме того, покрытие углеродных волокон такими металлами, как цинк и медь, может впоследствии служить основой или компонентом основы композиционного материала [3]. [c.129]
Борные, графитовые, кварцевые и сапфировые волокна используют для армирования в авиационной промышленности, и, хотя эти волокна представляют большой интерес благодаря своей прочности, теплостойкости и другим показателям, применение их в изделиях для химической промышленности ограничено высокой стоимостью. Акриловые, полиэфирные и другие волокна из термопластов используют, когда необходимо повысить стойкость армированного пластика к истиранию. Кроме того, эти волокна широко применяют для армирования связующего поверхностных защитных слоев. В Англии в качестве армирующего материала для труб используют металлическую проволоку. Представляет интерес применение для армирования смол джута, так как он на 30% дешевле стеклянного волокна, и масса армированных джутовым волокном пластиков на 25% меньше массы стеклопластиков. Но в настоящее время джутовое волокно почти не используется при изготовлении изделий из армированных пластиков для химической промышленности . [c.16]
Акриловые, полиэфирные и другие волокна из термопластов используют, когда необходимо повысить стойкость армированного пластика к истиранию. Кроме того, эти волокна широко применяют для армирования связующего поверхностных защитных слоев. В Англии в качестве армирующего материала для труб используют металлическую проволоку. Представляет интерес применение для армирования смол джута, так как он на 30% дешевле стеклянного волокна, и масса армированных джутовым волокном пластиков на 25% меньше массы стеклопластиков. Но в настоящее время джутовое волокно почти не используется при изготовлении изделий из армированных пластиков для химической промышленности . [c.16]
При центробежном формовании труб используются термореактивная смола и армирующий материал, создающий основу (каркас) структуры. Армирующим материалом может быть стеклянное волокно, асбест, сизаль, синтетические или металлические материалы в виде тканей, матов, плетеных лент, хаотично или ориентированно расположенных волокон.
 Наиболее часто для центробежного литья в качестве армирующего материала применяют стеклянное волокно в различном виде. [c.73]
Наиболее часто для центробежного литья в качестве армирующего материала применяют стеклянное волокно в различном виде. [c.73]В заключение можно сделать следующий важный вывод. При применении в качестве армирующего материала стеклопластика предварительное натяжение не оказывает существенного влияния на прочность составной оболочки. Это объясняется тем, что при значительном повышении натяжения наполнителя его прочность резко падает, и выигрыш в прочности металлической [c.76]
Непрерывные стеклянные волокна имеют отношение прочности на разрыв к весу значительно большее, чем металлические волокна [24]. Такие волокна играют важную роль при изготовлении оболочек ракетных двигателей, так как они дешевле металлических. Многочисленные отверстия четырехсопловых двигателей, а также отверстия обратной тяги ухудшают намоточные конструкции. Ухудшение, в основном, заключается в повышении веса за счет армирующего материала с перерезанными волокнами, или же в увеличении толщины из-за изменения рисунка намотки, вызванной необходимостью обойти отверстия.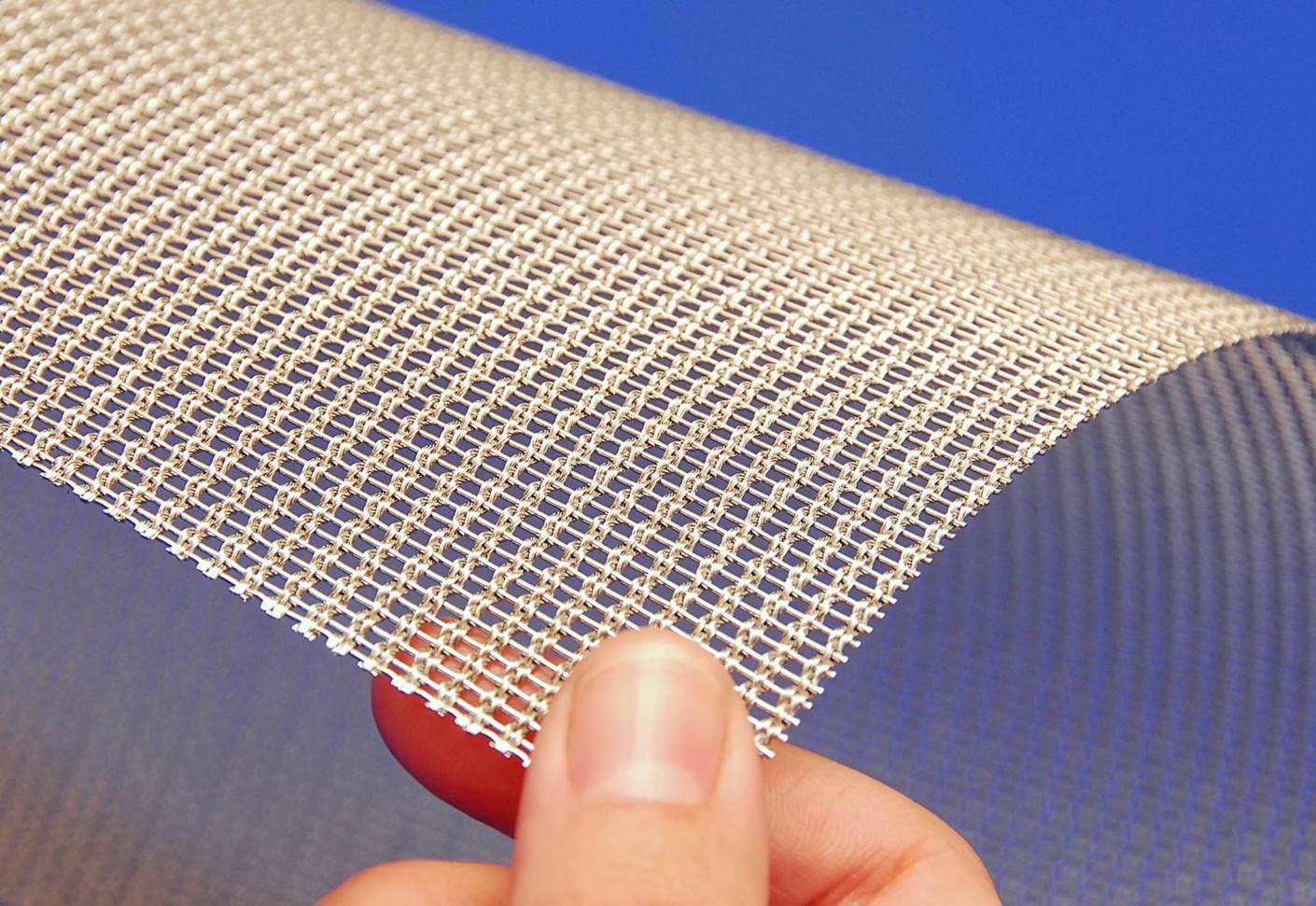 Намоточные конструкции могут обеспечить минимум требований за счет повышения веса по сравнению с теоретическим расчетом. Несмотря на увеличение веса, общий вес все же дает максимальный ко- [c.226]
Намоточные конструкции могут обеспечить минимум требований за счет повышения веса по сравнению с теоретическим расчетом. Несмотря на увеличение веса, общий вес все же дает максимальный ко- [c.226]
Кроме того, качество лакокрасочных покрытий определяется визуально потеки и неокрашенные места не допускаются. Количество отслаиваний армирующего материала от металлической или бетонной поверхности площадей до 20 см не более двух на 1 м , но не более 10 % общей площади покрытия. [c.157]
Металлические плетеные изделия Различ- ная Различ- ный Различ- ное То же 9 Армирующий материал, повышает механическую прочность и проводимость [c.429]
Мембранные материалы изготавливают методом от-ливания пленок, причем материал является двухслойным сначала отливают пленку с очень мелкими порами и затем покрывают ее более толстым губчатым материалом с крупными порами. Мембранные фильтры наряду с довольно высокой удельной пропускной способностью обладают необходимой механической прочностью, что позволяет применять их при сравнительно больших нагрузках. Для повышения прочности мембранные материалы можно армировать металлическими, стеклянными и синтетическими волокнами. [c.223]
Для повышения прочности мембранные материалы можно армировать металлическими, стеклянными и синтетическими волокнами. [c.223]
Совмещение свойств материалов используется очень давно. Раньше совмещение сводилось к одновременному использованию двух отдельных материалов, свойства которых дополняли друг друга. Напрпмер, деревянные изделия упрочняли с помощью металлических ободов, мраморные колонны армировали железными прутьями. Несколько ближе к композиционным материалам стоит широко используемый в настоящее время железобетон — бетон с арматурой из л елезных прутьев. Прообразом этих материалов являются применяемые с древнейших времен для постройки жилищ составы из глины, армированной тростником, предохраняющим материал от рассыпания. [c.392]
Фирма СИФ (Франция) занимается нанесением различных изоляционных покрытий на отдельные трубы в стационарных и полустационарных условиях. Сушку и нагрев труб осуш,ествляют открытым пламенем в проходной печи, что не может обеспечить высокого к. п. д. От грязи, ржавчины и окалины трубы очиш,ают дробеметными установками. Необходимая степень очистки обеспечивается включением в работу нужного числа аппаратов. Грунтовку на наружную поверхность труб наносят пульверизацией. Нанесение битумного изоляционного покрытия можно проводить двумя способами поливом с обмоткой армирующим материалом, или обмоткой армирующим материалом, например стекловолокном, пропитанным расплавленной мастикой. Для уменьшения времени выдержки готовой трубы на приемных тележках покрытия охлаждают. В зависимости от материала покрытия охлаждение-осуществляют поливом воды или известкового молока, последнее эффективно применяют для охлаждения и одновременного окрашивания поверхности битумного изоляционного покрытия. В линиях нанесения изоляционного покрытия трубы идут непрерывным потоком, поэтому покрываются вся поверхность трубы, включая ее концы и торцы. В линии смонтирован пост зачистки концов труб с помощью металлических щеток, вращающихся с большой скоростью. [c.
п. д. От грязи, ржавчины и окалины трубы очиш,ают дробеметными установками. Необходимая степень очистки обеспечивается включением в работу нужного числа аппаратов. Грунтовку на наружную поверхность труб наносят пульверизацией. Нанесение битумного изоляционного покрытия можно проводить двумя способами поливом с обмоткой армирующим материалом, или обмоткой армирующим материалом, например стекловолокном, пропитанным расплавленной мастикой. Для уменьшения времени выдержки готовой трубы на приемных тележках покрытия охлаждают. В зависимости от материала покрытия охлаждение-осуществляют поливом воды или известкового молока, последнее эффективно применяют для охлаждения и одновременного окрашивания поверхности битумного изоляционного покрытия. В линиях нанесения изоляционного покрытия трубы идут непрерывным потоком, поэтому покрываются вся поверхность трубы, включая ее концы и торцы. В линии смонтирован пост зачистки концов труб с помощью металлических щеток, вращающихся с большой скоростью. [c. 173]
173]
При спекании такого материала лод да влением политетрафторэтилен заполняет проемы перфораций в металлической ленте и склеивается с ее поверхностью. В результате такого технологического процесса полимерный материал, находящийся в отверстиях перфораций, имеет более низкую плотность по сравнению с материалом, примыкающим к участкам оплошной поверхности армирующего элемента. Слабоуплотненный политетрафторэтилен, обладая более высокой хладотекучестью, в процессе эксплуатации под нагрузкой вытекает из отверстий перфораций и создает на поверхностях трения смазочный легкоподвижный слой. По мере вытекания политетрафторэтилена происходит вторичное заполнение отверстий за счет перераспределения материала в поверхностном слое. [c.95]
Имеется значительное число исследований, в которых показано, что введение армирующих металлических или неметаллических фаз в виде волокон способствует упрочнению материала вследствие перераспределения напряжений в материале и торможения армирующими фазами развития трещин в матрице.
 Примерами такого рода материалов являются пластические массы, армированные стекловолокном, и др. [c.193]
Примерами такого рода материалов являются пластические массы, армированные стекловолокном, и др. [c.193] Армирующие волокна обладают не только механическими свойствами, превосходящими механические свойства матрицы, но и более высокой теплопроводностью и отличными от матрицы электрическими свойствами. Очевидно, что ориентация волокон относительно вектора потока энергии должна оказывать влияние на соответствующие свойства композиционных материалов. Наблюдаемая при этом анизотропия свойств, связанных с явлениями переноса, является одной из характерных особенностей таких материалов и отличает их от больщинства металлических материалов конструкционного назначения. Теплопроводность в продольном направлении композиционного материала (вдоль оси волокна) даже в случае изотропного армирующего наполнителя может быть на 30% выще, чем в поперечном направлении (перпендикулярном оси волокна). Композиционные материалы на основе углеродных волокон имеют отнощение теплопроводности в осевом направлении к теплопроводности в поперечном направлении около 50 1. [c.286]
За исключением электропроводящих волокон, таких как углеродные или металлические, большинство широко распространенных армирующих материалов (стеклянных, асбестовых и др.) фактически являются изоляторами при температурах, допускающих эксплуатацию полимерных матриц. Полимерные композиционные материалы на основе таких волокон обладают достаточно высоким электрическим сопротивлением, которое даже для образцов из одного и того же материала колеблется в зависимости от количества влаги, присутствующей на поверхности образца, и наличия микропор в матрице или на границе раздела волокно — матрица. Поэтому перед испытаниями образцы необходимо выдержи- [c.303]
Фрикционные материалы состоят из матрицы и различных типов армирующих и других наполнителей. Упрочнение обычно производится при помощи асбестовых и хлопковых волокон или тканей или металлической проволоки. Для улучшения фрикционных характеристик материалов применяются минеральные (каль-цид, кремнезем или глинозем) или металлические порошки (железа, меди, бронзы или цинка).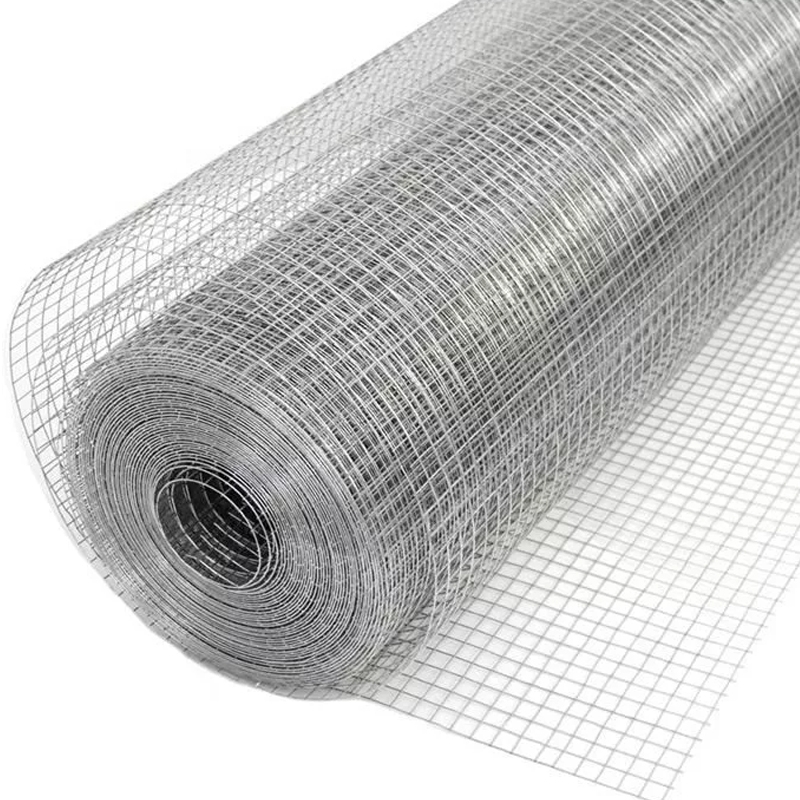 Металлические порошки повышают фрикционные свойства материала и его теплопроводность и очищают сопряженную поверхность от налипающей смолы и оксидной пленки. Для увеличения износостойкости фрикционных материалов в них вводят твердые смазки типа графита и дисульфида молибдена. [c.396]
Металлические порошки повышают фрикционные свойства материала и его теплопроводность и очищают сопряженную поверхность от налипающей смолы и оксидной пленки. Для увеличения износостойкости фрикционных материалов в них вводят твердые смазки типа графита и дисульфида молибдена. [c.396]
Для повышения прочности пропитанную смолами фанеру армируют металлической сеткой, которую закладывают между слоями шпона пропитанной фанеры, но стоимость такого материала значительно повышается. [c.136]
Изделия из этого материала армируют, причем коррозии металлической арматуры не наблюдается. Конструкции из полимербетона огнестойки в отличие от конструкций из полимерцементных бетонов, которые, хотя и не поддерживают горения, но из-за высокой влажности материала могут разрушаться (взрыв бетона) вследствие повышения давления водяного пара во внутренних закрытых порах бетона при действии на него огня. Для уменьшения водопо-глощения в полимерцементные бетоны вводят карб-амидоформальдегидные смолы и другие добавки. Такие бетоны различают по средней плотности тяжелый 2,1-10 кг/м легкий — от 0,9-10 до 1,2-10 кг/м особо легкий — от 0,4-10 до 0,45- 10 кг/м . Используют их в тех конструкциях, где требуется бетон с небольшой средней плотностью при условии пониженной влажности воздуха в помещении. [c.77]
Такие бетоны различают по средней плотности тяжелый 2,1-10 кг/м легкий — от 0,9-10 до 1,2-10 кг/м особо легкий — от 0,4-10 до 0,45- 10 кг/м . Используют их в тех конструкциях, где требуется бетон с небольшой средней плотностью при условии пониженной влажности воздуха в помещении. [c.77]
При изучении диффузионного проникновения сред в материал используются и более сложные методики. Так, для исследования интенсивности переноса серной кислоты в слоях стеклопластика в направлении укладки армирующего наполнителя и в перпендикулярном направлении в процессе изготовления между слоями стеклоткани заделывались датчики в виде тонких металлических проволочек сечением 0,10-0,15 мм [54]. Для исследования переноса вдоль слоев датчики заделывались ступенчато под одним слоем на расстоянии 5 мм друг от друга. Измерение сопротивления проводилось при помощи 500-вольтового мегометра типа М-1101, один вывод от которого опускался в ванну с кислотой, а второй соприкасался с выводом того или иного датчика. Изменение электрического сопротивле- [c.64]
Изменение электрического сопротивле- [c.64]
В процессе нанесения покрытий контролируют очистку и подготовку поверхности, соблюдение технологии выполнения работ соответствие проектной толщины готового покрытия на металлической (толщиномерами МТ-ЗОН, МИП-10, МП-20Н, МТ-40НЦ) и бетонной (визуальным осмотром) поверхностях сплошность на металлической (электродефектоскопами ЭД-4 или ЛКД-1М, а на покрытиях, содержащих электропроводящие наполнители, только дефектоскопом ЛКД-1М) и бетонной поверхностях (тщательным визуальным осмотром) адгезию (методом решетчатого надреза) внешний вид (визуально на отсутствие подтеков и пропусков покрывных слоев). Количество отслаиваний армирующего материала от металлической или бетонной поверхности площадью до 20 см допускается не более двух на 1 м но ие более 10% общей площади покрытия. [c.154]
АРМИРОВАННЫЕ МАТЕРИАЛЫ — материалы, усиленные (армированные) другими, обычно более прочными, материалами или изделиями из них.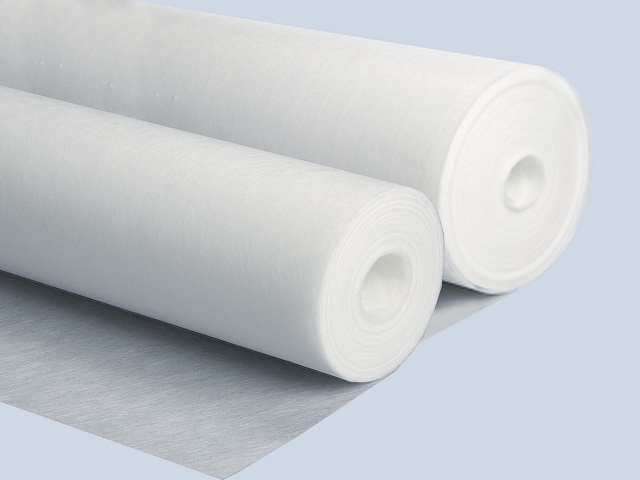 Первым А. м. был железобетон, широко применяемый с конца 19 в. В нем бетон усилен стальной арматурой. Армирование материалов применяют для увеличения их прочности, жаропрочности, ударной вязкости, циклической прочности, жесткости, долговечности (см. Долговечность материалов). Армирование хрупких материалов приводит к повышению их трещиностой-кости и долговечности при термоцнк-лировании и тепловых ударах. Армирование позволяет направленно изменять не только прочностные св-ва, но и коэфф. термического расширения, теплопроводность, теплоемкость, износостойкость, магн. и др. свойства. А. м. отличаются гетерогенной структурой, часто с ярко выраженной анизотропией св-в. В каждом А. м. различают основу (матрицу) и армирующий материал. Наиболее широко (кроме железобетона) применяют А. м. па основе керамических материалов, металлов и стекла. В качестве армирующих материалов здесь используют непрерывные и прерывистые металлические и неметаллические волокна, нитевид- [c.98]
Первым А. м. был железобетон, широко применяемый с конца 19 в. В нем бетон усилен стальной арматурой. Армирование материалов применяют для увеличения их прочности, жаропрочности, ударной вязкости, циклической прочности, жесткости, долговечности (см. Долговечность материалов). Армирование хрупких материалов приводит к повышению их трещиностой-кости и долговечности при термоцнк-лировании и тепловых ударах. Армирование позволяет направленно изменять не только прочностные св-ва, но и коэфф. термического расширения, теплопроводность, теплоемкость, износостойкость, магн. и др. свойства. А. м. отличаются гетерогенной структурой, часто с ярко выраженной анизотропией св-в. В каждом А. м. различают основу (матрицу) и армирующий материал. Наиболее широко (кроме железобетона) применяют А. м. па основе керамических материалов, металлов и стекла. В качестве армирующих материалов здесь используют непрерывные и прерывистые металлические и неметаллические волокна, нитевид- [c.98]
Среди армированных полимерных материалов особое место занимают композиции, в которых армирующим элементом служит какой-либо стекловолокнистый материал, а адгезивом — термореактивный полимер.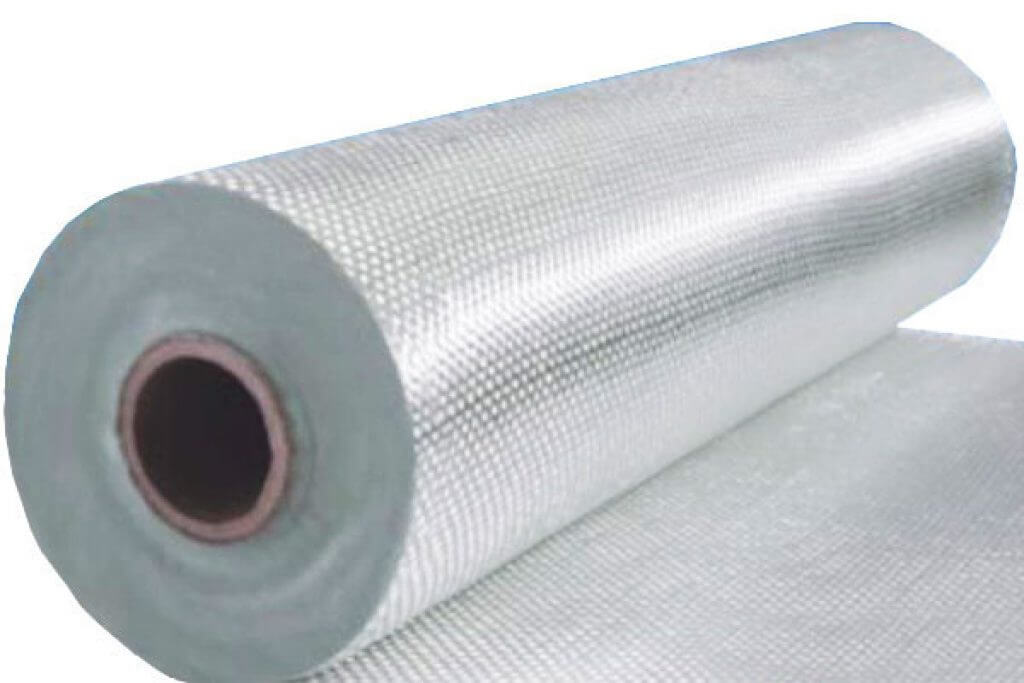 Такие материалы называют стеклопластиками. Первыми армированными стеклопластиками, получившими широкое распространение, были стеклотекстолиты. Их производство аналогично производству обычного текстолита и осуществляется по следующей технологической схеме. Из стекловолокна получают стеклоткань. Ее покрывают равномерным слоем адгезива, высушивают до полного удаления растворителя. Затем на основе пропитанной стеклоткани получают заготовки необходимых размеров, собирают их в пакеты заданной толщины, помещаю г каждый пакет между полированными металлическими листами и погружают на плиты гидравлических многоэтажных прессов. В процессе горячего прессования (150—180°С) под давлением 5—15 МН/м происходит равномерное распределение связующего по объему листа, а затем и его отверждение. Полное отверждение связующего требует длительного прессования, что отрицательно сказывается на производительности прессования. Поэтому чаш,е всего стеклотекстолиты выпускают со степенью отверждения 92—94%. Таким изделиям свойственны недостаточно высокие электроизоляционные свойства и невысокая их временная и температурная стабильность.
Такие материалы называют стеклопластиками. Первыми армированными стеклопластиками, получившими широкое распространение, были стеклотекстолиты. Их производство аналогично производству обычного текстолита и осуществляется по следующей технологической схеме. Из стекловолокна получают стеклоткань. Ее покрывают равномерным слоем адгезива, высушивают до полного удаления растворителя. Затем на основе пропитанной стеклоткани получают заготовки необходимых размеров, собирают их в пакеты заданной толщины, помещаю г каждый пакет между полированными металлическими листами и погружают на плиты гидравлических многоэтажных прессов. В процессе горячего прессования (150—180°С) под давлением 5—15 МН/м происходит равномерное распределение связующего по объему листа, а затем и его отверждение. Полное отверждение связующего требует длительного прессования, что отрицательно сказывается на производительности прессования. Поэтому чаш,е всего стеклотекстолиты выпускают со степенью отверждения 92—94%. Таким изделиям свойственны недостаточно высокие электроизоляционные свойства и невысокая их временная и температурная стабильность. При необходимости степень отверждения связующего может быть повышена в готовых изделиях за счет их термообработки. Температура термообработ- ки доллша быть оптимальной, так как при низкой температуре повышается время термообработки (кривая 2, рис. 3.9), а при высокой температуре может произойти деструкция полимера (кривая 1, рис. 3.9). Термообработка заготовок из стеклотекстолита, как правило, нежелательна потому, что при этом ухудшаются штампуе-мость и другие технологические свойства материала 6 83 [c.83]
При необходимости степень отверждения связующего может быть повышена в готовых изделиях за счет их термообработки. Температура термообработ- ки доллша быть оптимальной, так как при низкой температуре повышается время термообработки (кривая 2, рис. 3.9), а при высокой температуре может произойти деструкция полимера (кривая 1, рис. 3.9). Термообработка заготовок из стеклотекстолита, как правило, нежелательна потому, что при этом ухудшаются штампуе-мость и другие технологические свойства материала 6 83 [c.83]
Широкое применение в узлах сухого трения нашел антифрикционный самосмазывающийся материал, сформированный с использованием металлического армирующего элемента (бронзовой ткани), пропитанного ком позицией на основе ПТФЭ [42]. В качестве основных компонентов композиции использованы порошки кокса, графита и меди. Формирование материала осуществляют путем пропитки ткани композицией и ее склеивание со стальной полосой, предварительно обработанной в 7%-ном растворе натрия в аммиаке. Коэффициент трения материала составляет 0,01—0,02, а износ— 0,7-10 . [c.94]
Коэффициент трения материала составляет 0,01—0,02, а износ— 0,7-10 . [c.94]
Рассматривая влияние натяжения арматуры на прочность композиции, нельзя не остановиться на применении стеклопластика для упрочнения металлических оболочек высокого давления, так как здесь натяжение волокна играет особую роль, создавая в металлическом каркасе сжимающие тангенциальные напряжения. Известно [122], что прочность скрепленного с натяжением многослойного цилиндра повышается при создании в его внутренних слоях тангенциальных сжимающих, а во внешних слоях — растягивающих напряжений. Под действием вну-тренного давления напряжения в стенке перераспределяются, что создает равномерное по сечению цилиндра поле напряжений и тем самым повышает его прочность. При этом уменьшается общая деформация при разрушении, а область упругих деформаций увеличивается. В качестве армирующего материала обычно применяется стальная проволока. [c.72]
В большинстве работ, посвященных изучению структуры мембран, основное внимание уделено исследованию их микропористости [1, 3-5]. Для выявления микроканалов, в которых содержится раствор электролита, мембраны электролитически заполняли металлическим серебром, после чего срез мембраны фотографировали на э11ектронном микроскопе [3]. Блок [1] для этой цели использовал метод поверхностных реплик. Гомогенность мембран как на макроскопическом, так и па микроскопическом уровне Блок исследовал с помощью ионных красителей, способных взаимодействовать с ионогенными группами ионита [2]. Однако он указывал на возможные ошибки в полученных картинах распределения противоионов и их источники, которыми могли быть сорбция красителя волокнами армирующего материала и вероятность ситового эффекта из-за большого размера ионов красителя. [c.249]
Для выявления микроканалов, в которых содержится раствор электролита, мембраны электролитически заполняли металлическим серебром, после чего срез мембраны фотографировали на э11ектронном микроскопе [3]. Блок [1] для этой цели использовал метод поверхностных реплик. Гомогенность мембран как на макроскопическом, так и па микроскопическом уровне Блок исследовал с помощью ионных красителей, способных взаимодействовать с ионогенными группами ионита [2]. Однако он указывал на возможные ошибки в полученных картинах распределения противоионов и их источники, которыми могли быть сорбция красителя волокнами армирующего материала и вероятность ситового эффекта из-за большого размера ионов красителя. [c.249]
На базе концепции деформационного герметизатора разработаны герметизирующие материалы на основе гидрофобизированного графита и олигомерного связующего. Применение углеводородных и фторсодержащих олигомеров в качестве матрицы позволило существенно увеличить прочностные характеристики композита и стойкость к воздействию термоокислительных сред. Формирование на поверхности изделия олигомерного слоя повыщаст гидрофобность композита и способствует формированию устойчивых слоев переноса на рабочей поверхности сопряженного металлического контртела. Разработаны составы герметизирующих материалов с упрочняющими фрагментами углеграфитовых и етеклянных волокон с активированной поверхностью. Рещена задача расчета напряженно-деформированного состояния полосы из углеродного материала в зависимости от типа, содержания и пространственной ориентации армирующих волокон. Получены аналитические зависимости для определения напряжений в заданном сечении армированного композита. Разработаны составы модифицированных материалов на основе гидрофобизированного фафита с заданным сочетанием прочностных (Оаж, о ) и деформационных (ц, 8) характеристик. Для обеспечения надежной герметизации запорной арматуры предприятий нефтехимического комплекса разработаны уплотнительные комплекты для всей номенклатуры применяемого оборудования. Уплотнительные комплекты обеспечивают стабильную эксплуатацию запорной арматуры при температуре эксплуатации рабочей среды до 773 К, при давлениях до 50 МПа в течение не менее 10000 часов без специального обслуживания.
Формирование на поверхности изделия олигомерного слоя повыщаст гидрофобность композита и способствует формированию устойчивых слоев переноса на рабочей поверхности сопряженного металлического контртела. Разработаны составы герметизирующих материалов с упрочняющими фрагментами углеграфитовых и етеклянных волокон с активированной поверхностью. Рещена задача расчета напряженно-деформированного состояния полосы из углеродного материала в зависимости от типа, содержания и пространственной ориентации армирующих волокон. Получены аналитические зависимости для определения напряжений в заданном сечении армированного композита. Разработаны составы модифицированных материалов на основе гидрофобизированного фафита с заданным сочетанием прочностных (Оаж, о ) и деформационных (ц, 8) характеристик. Для обеспечения надежной герметизации запорной арматуры предприятий нефтехимического комплекса разработаны уплотнительные комплекты для всей номенклатуры применяемого оборудования. Уплотнительные комплекты обеспечивают стабильную эксплуатацию запорной арматуры при температуре эксплуатации рабочей среды до 773 К, при давлениях до 50 МПа в течение не менее 10000 часов без специального обслуживания. [c.173]
[c.173]
Армирующие наполнители воспринимают осн. долю нагрузки, действующей на материал, и определяют ero мех. и теплофиз., фрикционные, магнитные, электро- и раДйо-техн. св-ва. По природе наполнители м. б. органическими (полимерными), углеродными,. неорганическими- (напр., стеклянными, карбидными, нитридными) ч металлическими по форме — непрерывными и- короткими моноволокнами или кристаллами, нитямй, жгутами, Яйггамн, тканями, матами и др. [c.270]
Основное требование к самасмазывающимся металлополимерным материалам—способность образовывать на поверхности трения непрерывную пленку (покрытие), обладающую смазочными свойствами. Это требование согласуется с одним из необходимых условий внешнего трения — положительным градиентом механических свойств [1]. Образование смазочных пленок при трении металлополимерных материалов обусловливается физико-химическими и механохимическими. процессами, происходящими в зоне фрикционного контакта, природой армирующего наполнителя и связующего, их соотношением в композициях, адгезионным взаимодействием на границе полимер — наполнитель и может быть классифицировано по схеме, предложенной И.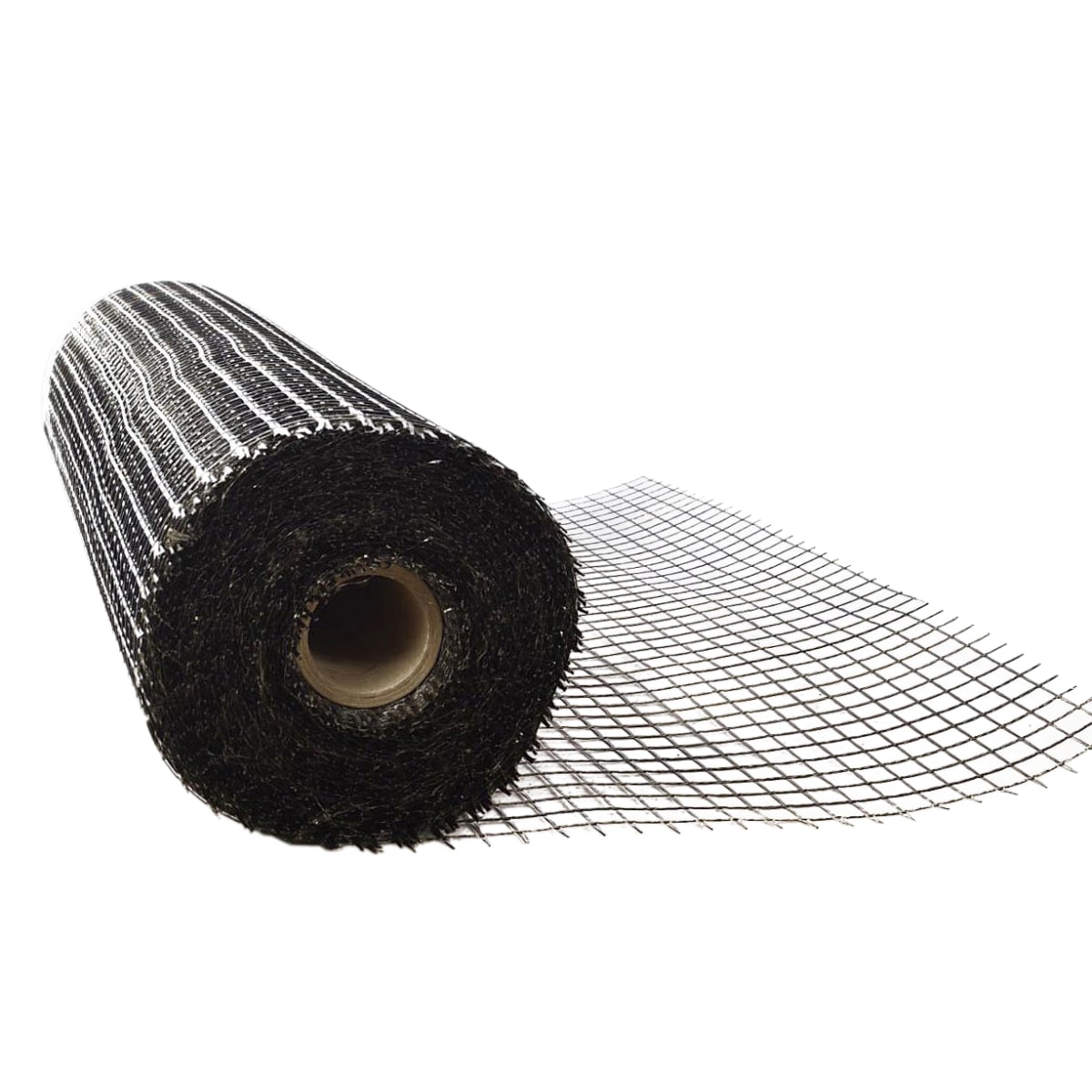 В. Крагельским [2] (см. с. 81), из которой видно, что положительный градиент по глубине может быть обеспечен в процессе контактного взаимодействия металлополимерного материала с контртелом, что свойственно, в частности, описанным ниже каркасным материалам, или путем предварительного нанесения самосмазывающегося полимерного покрытия на металлическую ленту. [c.80]
В. Крагельским [2] (см. с. 81), из которой видно, что положительный градиент по глубине может быть обеспечен в процессе контактного взаимодействия металлополимерного материала с контртелом, что свойственно, в частности, описанным ниже каркасным материалам, или путем предварительного нанесения самосмазывающегося полимерного покрытия на металлическую ленту. [c.80]
Б. качестве армирующих наполнителей в настоящее время широко используются металлические и металлизированные углеродные волокна, фелт-металл, нитевидные кристаллы, фольга, спеченные методами порошковой металлургии пористые металлические каркасы. За последние >5—10 лет в нашей стране и за рубежом разработан ряд металлополимерных материалов, армированных волокнами с различными механическими свойствами (борными, стеклянными, металлизированными углеродными и др.), что позволило значительно повысить модуль упругости, износостойкость, ударную вязкость и прочность этих материалов. Одно из новых оригинальных направлений регулирования свойств металлополимерных материалов — создание нолиматричных систем или систем в которых слои волокнистого композиционного материала чередуются со слоями фольги, что позволяет регулировать степень анизотропии свойств материала, улучшать его характеристики. Изменением направления армирования волокон в различных слоях композиционного материала регулируются его свойства в плоскости армирования [3]. [c.81]
Изменением направления армирования волокон в различных слоях композиционного материала регулируются его свойства в плоскости армирования [3]. [c.81]
Недостатком фторопласта-4 является его хладотеку-честь, увеличивающаяся с повышением давления. При удельных нагрузках 30—50 кг см появляется заметная остаточная деформация, а при 200 —250 кг см материал переходит в область регулярного течения. Поэтому изделия из фторопласта-4, работающие при 80—100°, не следует нагружать свыше 30 кг1см из-за опасности остаточной деформации. Хладотекучесть полимера используется нри изготовлении пленок на вальцах и труб на штанг-ирессах. При нагревании холоднотянутых изделий их размеры сокращаются, в связи с чем рекомендуется предварительный нагрев изделий до температуры, на 15—20° превышающей температуру эксплуатации. Для предотвращения хладотечения крупные изделия армируют слоями металлической сетки или проволокой. В других случаях слои порошка полимера прокладывают полосами льняной ткани, а затем заготовки прессуют и спекают. [c.134]
[c.134]
Получение армированных покрытий. В последние годы большое значение придается армированию покрытий. Армирование — один из наиболее эффективных способов повышения срока гарантийной службы хрупких покрытий. Армированию в первую очередь подлежат толстослойные покрытия, сформированные на основе керамических и вяжущих материалов. Основные виды армирования описаны в работе [430]. Наиболее эффективный способ — приваривание к основе мягкой металлической сетки, в которую втирается или напыляется материал покрытия. Например, в работе [431] в качестве арматуры для молибденовых деталей была использована молибденовая и вольфрамовая сетка из проволоки диаметром 30 мкм. Сетка приваривалась к поверхности детали (в пяти точках на каждом квадратНом сантиметре), после чего методом напыления наносилось покрытие из окиси алюминия. Затем накладывался следующий слой сетки, и поверхность снова подвергалась напылению. Последовательным напылением, чередующимся с армиров-кой, создавалось покрытие необходимой толщины. Было установлено, что при введении армирующих элементов [до 15% (об.)] устойчивость покрытия из А12О3 к резким теплосменам (20 [c.277]
Было установлено, что при введении армирующих элементов [до 15% (об.)] устойчивость покрытия из А12О3 к резким теплосменам (20 [c.277]
Для крепления изоляции и обшивки металлические конструкции стоек, верхних и нижних обшивок армируются деревом. В качестве изоляционного материала применяются блоки мипоры, завернутые в перфоль, шевелин, пенопласты. В каркас укладывается мипора. и покрывается с наружной и внутренней стороны рубероидом на горячем битуме, затем прибивается деревянная обшивка из досок в шпунт толщиной 22 мм. Пол настилают из досок толщиной 45— 48 мн. Доски соединяются в шпунт, заливаются гудроном и покрываются листами оцинкованной стали толщиной 1 мм. Края листов отгибаются по стенам на высоту 225—250 мм. При выполнении изоляционных конструкций следует обращать внимание на хорошую защиту изоляции от увлажнения. [c.348]
Большое разнообразие уникальных свойств термостойких волокон превратило их в потенциально перспективный материал в самых различных областях техники и быта. Так, например, в США номекс все шире начинает применяться для отделки интерьеров общественных зданий (госпитали, школы,, отели, залы приемов, концертные залы и др.) и средств транспорта вследствие его негорючести и относительной безвредности продуктов р нзложения. Окрашенные ковры из номекса, содержащие до 1% металлических нитей для снятия электростатических зарядов, используются в самолетах Боинг-707 фирмой Сабена [24]. Имеются сообщения о применении номекса и подобных волокон (полиимидных) для изготовления парашютов, электроизоляции, армирующих материалов, панелей судовых и других транспортных средств [25]. Са- [c.214]
Так, например, в США номекс все шире начинает применяться для отделки интерьеров общественных зданий (госпитали, школы,, отели, залы приемов, концертные залы и др.) и средств транспорта вследствие его негорючести и относительной безвредности продуктов р нзложения. Окрашенные ковры из номекса, содержащие до 1% металлических нитей для снятия электростатических зарядов, используются в самолетах Боинг-707 фирмой Сабена [24]. Имеются сообщения о применении номекса и подобных волокон (полиимидных) для изготовления парашютов, электроизоляции, армирующих материалов, панелей судовых и других транспортных средств [25]. Са- [c.214]
Армирующие волокна. Известно, что теоретическая прочность материала Отеор возрастает с повышением модуля упругости и поверхностной энергии вещества и снижается с увеличением межатомных расстояний. Исходя из этого наибольшей прочностью должны обладать композиты, в которых в качестве материала армирующих волокон используются бериллий, бор, азот, углерод, кислород, алюминий и кремний. При создании волокнистых композитов используют высокопрочные стеклянные, углеродные, борные и органические волокна, металлические проволоки или волокна и нитевидные кристаллы ряда карбидов, оксидов, бори-дов, нитридов и других соединений. Волокнистая арматура может быть представлена в виде моноволокон, нитей, проволок, жгутов, сеток, тканей, лент, холстов. Важными требованиями, предъявляемыми к волокнистой арматуре, являются их технологичность и совместимость с матрицей. [c.115]
При создании волокнистых композитов используют высокопрочные стеклянные, углеродные, борные и органические волокна, металлические проволоки или волокна и нитевидные кристаллы ряда карбидов, оксидов, бори-дов, нитридов и других соединений. Волокнистая арматура может быть представлена в виде моноволокон, нитей, проволок, жгутов, сеток, тканей, лент, холстов. Важными требованиями, предъявляемыми к волокнистой арматуре, являются их технологичность и совместимость с матрицей. [c.115]
Связующее стеклопластика—армирующие материалы | «ООО ТД «Композит Сибирь»»
При производстве стеклопластиковых изделий, помимо смол различного назначения, которые являются связующим элементом, применяются армирующие материалы.
Они необходимы для усиления изделия и увеличения его механической прочности, а также защиты поверхности от образования трещин и других дефектов.
Существуют различные виды этого материала, которые несколько отличаются по своему составу и техническим параметрам.
Компания ООО «Композит Сибирь» представляет вашему вниманию материалы для армирования стеклопластиковых изделий, различающиеся по плотности и плетению.
Стекломат состоит из волокон, которые расположены хаотично, он прост в обработке и прекрасно повторяет форму матрицы. Карбон, или углеволокно, является полимерно-композитным материалом, в его основе лежат углеродные нитки. Не смотря на прекрасную прочность на разрыв, этот материал значительно легче алюминия и железа. Стекловуаль применяют не только для армирования, но и для формирования гладкой поверхности уже готовых изделий из полиэфирных, эпоксидных и других смол. А ровинг совместим со всеми видами смол, обладает прекрасными механическими свойствами и стоек к химическим веществам.
Эти и другие виды качественной продукции вы сможете заказать у нас по самой оптимальной цене.
Мы сотрудничаем с лучшими российскими и европейскими производителями, гарантируем высокий сервис обслуживания и оперативную доставку.
Для того чтобы оформить заказ или задать интересующие вас вопросы, свяжитесь с нами по телефону, или пишите на электронную почту. Наши сотрудники предоставят консультацию и при необходимости помогут определиться с выбором оптимальной продукции.
Телефон:
+7 (983) 297-97-89 Ольга
+7 (983) 297-97-58 Оксана
Адрес:
Россия, Красноярск, ул. Рейдовая, 68 А, оф. 2
Email:
Арматура — Композитные материалы | CompositesLab
Многие материалы способны усиливать полимеры. Некоторые материалы, такие как целлюлоза в древесине, являются природными продуктами. Однако большинство коммерческих подкреплений созданы руками человека. Существует множество коммерчески доступных форм армирования, отвечающих конструктивным требованиям пользователя. Возможность адаптировать архитектуру волокна позволяет оптимизировать производительность продукта, что приводит к снижению веса и стоимости.
Возможность адаптировать архитектуру волокна позволяет оптимизировать производительность продукта, что приводит к снижению веса и стоимости.
Хотя многие виды волокон используются в качестве армирующих материалов в композитных ламинатах, стекловолокна составляют более 90 процентов волокон, используемых в армированных пластмассах, поскольку они недороги в производстве и имеют относительно хорошее соотношение прочности и веса.
- Стекловолокно: На основе алюмо-известково-боросиликатной композиции стекловолокно «E» или «E-CR» считается преобладающим армирующим материалом для композитов с полимерной матрицей из-за их высоких электроизоляционных свойств, низкой восприимчивости к влагостойкостью и высокими механическими свойствами. Стекло E-CR отличается от стекла E-стекла превосходными свойствами коррозионной стойкости. Другие коммерческие составы включают стекло «S» с более высокой прочностью, термостойкостью и модулем, H-стекло с более высоким модулем и стекло AR (щелочестойкое) с превосходной коррозионной стойкостью.
 Стекло, как правило, является хорошим ударопрочным волокном, но весит больше, чем углерод или арамид. Стекловолокно обладает превосходными механическими характеристиками, в некоторых формах прочнее стали. Более низкий модуль требует специальной обработки конструкции, где жесткость имеет решающее значение. Стеклянные волокна прозрачны для радиочастотного излучения и используются в радиолокационных антеннах.
Стекло, как правило, является хорошим ударопрочным волокном, но весит больше, чем углерод или арамид. Стекловолокно обладает превосходными механическими характеристиками, в некоторых формах прочнее стали. Более низкий модуль требует специальной обработки конструкции, где жесткость имеет решающее значение. Стеклянные волокна прозрачны для радиочастотного излучения и используются в радиолокационных антеннах. - Углеродные волокна: Углеродные волокна изготавливаются из органических прекурсоров, включая ПАН (полиакрилонитрил), вискозу и смолы, причем последние два обычно используются для низкомодульных волокон.Термины «углеродное» и «графитовое» волокно обычно используются взаимозаменяемо, хотя технически графит относится к волокну, состав которого составляет более 99 процентов углерода, по сравнению с 93-95 процентами для углеродных волокон на основе ПАН. Углеродное волокно обеспечивает самую высокую прочность и жесткость среди всех армирующих волокон. Высокотемпературные характеристики особенно важны для углеродных волокон. Основным недостатком волокон на основе ПАН является их высокая относительная стоимость, которая является результатом стоимости основного материала и энергоемкости производственного процесса.Композиты из углеродного волокна более хрупкие, чем стекло или арамид. Углеродные волокна могут вызвать гальваническую коррозию при использовании рядом с металлами. Для предотвращения этого используется барьерный материал, такой как стекло и смола.
- Арамидные волокна (полиарамиды): Наиболее распространенным синтетическим волокном является арамид. Арамидное волокно представляет собой ароматический полиимид, представляющий собой искусственное органическое волокно для композитного армирования. Арамидные волокна обладают хорошими механическими свойствами при низкой плотности с дополнительным преимуществом в виде ударной вязкости или устойчивости к повреждениям/ударам.Они характеризуются достаточно высокой прочностью на растяжение, средним модулем и очень низкой плотностью по сравнению со стеклом и углеродом. Арамидные волокна являются изоляторами электричества и тепла и повышают ударопрочность композитов. Они устойчивы к органическим растворителям, горюче-смазочным материалам. Арамидные композиты не так хороши по прочности на сжатие, как стеклянные или углеродные композиты. Сухие арамидные волокна прочны и используются в качестве тросов или канатов, а также часто используются в баллистических целях.Кевлар®, пожалуй, самый известный пример арамидного волокна. Арамид является преобладающей заменой органического армирующего волокна для стальных брекеров в шинах.
- Новые волокна: Полиэфирные и нейлоновые термопластичные волокна недавно были введены как в качестве основного армирования, так и в сочетании со стекловолокном. Привлекательные характеристики включают низкую плотность, разумную стоимость и хорошую ударопрочность и сопротивление усталости. Хотя полиэфирные волокна обладают довольно высокой прочностью, их жесткость значительно ниже, чем у стекла.Более специализированные армирующие материалы для обеспечения высокой прочности и использования при высоких температурах включают металлы и оксиды металлов, например те, которые используются в самолетах или аэрокосмической промышленности.
 Стекло, как правило, является хорошим ударопрочным волокном, но весит больше, чем углерод или арамид. Стекловолокно обладает превосходными механическими характеристиками, в некоторых формах прочнее стали. Более низкий модуль требует специальной обработки конструкции, где жесткость имеет решающее значение. Стеклянные волокна прозрачны для радиочастотного излучения и используются в радиолокационных антеннах.
Стекло, как правило, является хорошим ударопрочным волокном, но весит больше, чем углерод или арамид. Стекловолокно обладает превосходными механическими характеристиками, в некоторых формах прочнее стали. Более низкий модуль требует специальной обработки конструкции, где жесткость имеет решающее значение. Стеклянные волокна прозрачны для радиочастотного излучения и используются в радиолокационных антеннах. Основным недостатком волокон на основе ПАН является их высокая относительная стоимость, которая является результатом стоимости основного материала и энергоемкости производственного процесса.Композиты из углеродного волокна более хрупкие, чем стекло или арамид. Углеродные волокна могут вызвать гальваническую коррозию при использовании рядом с металлами. Для предотвращения этого используется барьерный материал, такой как стекло и смола.
Основным недостатком волокон на основе ПАН является их высокая относительная стоимость, которая является результатом стоимости основного материала и энергоемкости производственного процесса.Композиты из углеродного волокна более хрупкие, чем стекло или арамид. Углеродные волокна могут вызвать гальваническую коррозию при использовании рядом с металлами. Для предотвращения этого используется барьерный материал, такой как стекло и смола. Арамидные волокна являются изоляторами электричества и тепла и повышают ударопрочность композитов. Они устойчивы к органическим растворителям, горюче-смазочным материалам. Арамидные композиты не так хороши по прочности на сжатие, как стеклянные или углеродные композиты. Сухие арамидные волокна прочны и используются в качестве тросов или канатов, а также часто используются в баллистических целях.Кевлар®, пожалуй, самый известный пример арамидного волокна. Арамид является преобладающей заменой органического армирующего волокна для стальных брекеров в шинах.
Арамидные волокна являются изоляторами электричества и тепла и повышают ударопрочность композитов. Они устойчивы к органическим растворителям, горюче-смазочным материалам. Арамидные композиты не так хороши по прочности на сжатие, как стеклянные или углеродные композиты. Сухие арамидные волокна прочны и используются в качестве тросов или канатов, а также часто используются в баллистических целях.Кевлар®, пожалуй, самый известный пример арамидного волокна. Арамид является преобладающей заменой органического армирующего волокна для стальных брекеров в шинах.
Независимо от материала арматура доступна в формах, подходящих для широкого спектра процессов и требований к конечному продукту. Материалы, поставляемые в качестве армирующих материалов, включают ровинг, измельченное волокно, рубленые нити, непрерывный, рубленый или термоформуемый мат. Армирующие материалы могут быть разработаны с уникальной архитектурой волокна и предварительно отформованы (формованы) в зависимости от требований к продукту и производственного процесса.
- Многосторонние и односторонние ровинги: Ровинги используются в основном в термореактивных смесях, но могут использоваться и в термопластах. Ровинги с несколькими концами состоят из множества отдельных прядей или пучков нитей, которые затем нарезаются и случайным образом укладываются в полимерную матрицу. В таких процессах, как листовая формовочная смесь (SMC), преформа и напыление, используется многосторонний ровинг. Многосторонние ровницы также могут использоваться в некоторых приложениях для намотки нити и пултрузии. Ровница с одним концом состоит из множества отдельных нитей, намотанных в одну прядь.Продукт обычно используется в процессах, использующих однонаправленное армирование, таких как намотка волокна или пултрузия.
- Маты и вуали: Армирующие маты и нетканые вуали обычно описываются по весу на единицу площади. Например, мат из рубленого волокна весом 2 унции будет весить 2 унции на квадратный ярд. Тип армирования, дисперсия волокон и количество связующего, используемого для скрепления мата или вуали, определяют различия между продуктами мата. В некоторых процессах, таких как ручная укладка, связующее необходимо растворить.В других процессах, особенно при компрессионном формовании и пултрузии, связующее должно выдерживать гидравлические силы и растворяющее действие матричной смолы во время формования. Таким образом, с точки зрения связующего, производятся две основные категории матов или вуалей, известные как растворимые и нерастворимые связующие.
- Тканые, сшитые, плетеные и трехмерные ткани: Существует множество типов тканей, которые можно использовать для усиления полимеров в композитах. Разнонаправленное армирование получают путем переплетения, вязания, сшивания или плетения непрерывных волокон в ткань из крученой и крученой пряжи.Ткани могут быть изготовлены с использованием практически любого армирующего волокна. Наиболее распространенные ткани изготавливаются из стекловолокна, углерода или арамида. Ткани обладают направленной прочностью и высокими нагрузками армирования, которые часто встречаются в высокопроизводительных приложениях. Ткани позволяют точно разместить армирование. Это невозможно сделать с размолотыми волокнами или рублеными нитями, а возможно только с непрерывными нитями с использованием относительно дорогого оборудования для укладки волокон. Из-за непрерывной природы волокон в большинстве тканей отношение прочности к весу намного выше, чем у версий с разрезанными или рублеными волокнами.Сшитые ткани позволяют настроить ориентацию волокон в структуре ткани. Это может иметь большое преимущество при проектировании с учетом устойчивости к сдвигу или кручению.
- Однонаправленные: Однонаправленные армирующие материалы включают ленты, жгуты, однонаправленные жгуты и ровинг (представляющие собой наборы волокон или прядей). Волокна в этой форме выровнены параллельно в одном направлении и не извиты, что обеспечивает высочайшие механические свойства. Композиты с использованием однонаправленных лент или листов обладают высокой прочностью в направлении волокон.Однонаправленные листы тонкие, и для большинства структурных применений требуется несколько слоев. Типичные области применения однонаправленного армирования включают высоконагруженные композитные материалы, такие как компоненты самолетов или гоночные лодки.
- Препрег: Препрег – готовый материал, изготовленный из армирующей формы и полимерной матрицы. Пропускание армирующих волокон или форм, таких как ткани, через ванну со смолой используется для изготовления препрега. Смола насыщается (пропитывается) волокном, а затем нагревается для продвижения реакции отверждения на различные стадии отверждения. Доступны термореактивные или термопластичные препреги, которые можно хранить в холодильнике или при комнатной температуре в зависимости от составляющих материалов. Препреги можно наносить вручную или механически в различных направлениях в зависимости от требований дизайна.
- Измельченные: Измельченные волокна представляют собой рубленые волокна с очень короткими волокнами (обычно менее 1/8 дюйма). Эти продукты часто используются в термореактивных замазках, отливках или синтетических пенопластах для предотвращения растрескивания отвержденной композиции из-за усадки смолы.
 Ровница с одним концом состоит из множества отдельных нитей, намотанных в одну прядь.Продукт обычно используется в процессах, использующих однонаправленное армирование, таких как намотка волокна или пултрузия.
Ровница с одним концом состоит из множества отдельных нитей, намотанных в одну прядь.Продукт обычно используется в процессах, использующих однонаправленное армирование, таких как намотка волокна или пултрузия. Разнонаправленное армирование получают путем переплетения, вязания, сшивания или плетения непрерывных волокон в ткань из крученой и крученой пряжи.Ткани могут быть изготовлены с использованием практически любого армирующего волокна. Наиболее распространенные ткани изготавливаются из стекловолокна, углерода или арамида. Ткани обладают направленной прочностью и высокими нагрузками армирования, которые часто встречаются в высокопроизводительных приложениях. Ткани позволяют точно разместить армирование. Это невозможно сделать с размолотыми волокнами или рублеными нитями, а возможно только с непрерывными нитями с использованием относительно дорогого оборудования для укладки волокон. Из-за непрерывной природы волокон в большинстве тканей отношение прочности к весу намного выше, чем у версий с разрезанными или рублеными волокнами.Сшитые ткани позволяют настроить ориентацию волокон в структуре ткани. Это может иметь большое преимущество при проектировании с учетом устойчивости к сдвигу или кручению.
Разнонаправленное армирование получают путем переплетения, вязания, сшивания или плетения непрерывных волокон в ткань из крученой и крученой пряжи.Ткани могут быть изготовлены с использованием практически любого армирующего волокна. Наиболее распространенные ткани изготавливаются из стекловолокна, углерода или арамида. Ткани обладают направленной прочностью и высокими нагрузками армирования, которые часто встречаются в высокопроизводительных приложениях. Ткани позволяют точно разместить армирование. Это невозможно сделать с размолотыми волокнами или рублеными нитями, а возможно только с непрерывными нитями с использованием относительно дорогого оборудования для укладки волокон. Из-за непрерывной природы волокон в большинстве тканей отношение прочности к весу намного выше, чем у версий с разрезанными или рублеными волокнами.Сшитые ткани позволяют настроить ориентацию волокон в структуре ткани. Это может иметь большое преимущество при проектировании с учетом устойчивости к сдвигу или кручению.
 Доступны термореактивные или термопластичные препреги, которые можно хранить в холодильнике или при комнатной температуре в зависимости от составляющих материалов. Препреги можно наносить вручную или механически в различных направлениях в зависимости от требований дизайна.
Доступны термореактивные или термопластичные препреги, которые можно хранить в холодильнике или при комнатной температуре в зависимости от составляющих материалов. Препреги можно наносить вручную или механически в различных направлениях в зависимости от требований дизайна.Натуральные армирующие материалы – биопорошок
Порошки и гранулы от BioPowder.com являются отличными армирующими волокнами для ряда технических применений, таких как
Натурально армированные композиты
Основной компонент, термопласт или термореактивная смола, армирован волокном. В последние годы углеродные волокна или другие синтетические волокна все чаще заменяются более устойчивыми армирующими материалами. Руководствуясь заботой об окружающей среде и вопросами вторичной переработки, производители стремятся увеличить долю возобновляемых компонентов композитов.В этом могут помочь продукты BioPowder.com. Оливковая косточка, миндальная скорлупа и другие гранулы представляют собой короткие волокна, которые можно настроить в микронном диапазоне, который лучше всего интегрируется с вашей конкретной смесью материалов.
Руководствуясь заботой об окружающей среде и вопросами вторичной переработки, производители стремятся увеличить долю возобновляемых компонентов композитов.В этом могут помочь продукты BioPowder.com. Оливковая косточка, миндальная скорлупа и другие гранулы представляют собой короткие волокна, которые можно настроить в микронном диапазоне, который лучше всего интегрируется с вашей конкретной смесью материалов.
Устойчивое армирование из специальной пластмассы
Подобно композитным материалам, полимеры (термопласты и дюропласты) могут быть усилены путем добавления порошкообразного армирующего материала. Преимуществами являются улучшенные рабочие параметры, такие как сопротивление, прочность на растяжение или жесткость.Кроме того, есть экологические преимущества. В отличие от обычных пластиков, полученных из олеохимических веществ, биопластики содержат компоненты на растительной основе — либо с целью сделать пластиковую смесь биоразлагаемой, либо для облегчения переработки.
Органические армирующие материалы для асфальта, битума и угля
Благодаря содержанию целлюлозы и лигнина наши порошки являются высокоэффективными волокнистыми армирующими материалами в дорожном строительстве. В качестве битумных наполнителей они повышают жесткость, поведение на изгиб и срок службы дорожных покрытий и других битумных продуктов.Другим применением устойчивых армирующих продуктов, таких как порошок оливковых косточек, являются специальные угли, битуминозные угли и разжигатели. Лигнин действует как мощное связующее и повышает эффективность конечного продукта, т.е. период горения.
Новое поколение индивидуальных пудр
BioPowder.com поможет вам создать устойчивые материалы с улучшенными характеристиками. Мы удовлетворяем различные требования к размеру зерна, гидрофобности и цвету:
Микронный диапазон — от тонкого до нано
Производство пластмасс ставит задачу перед порошковыми наполнителями: во многих случаях размеры в микронах должны быть чрезвычайно малы, иногда даже в нанодиапазоне. Особенно в тонких пленках толщиной всего несколько микрометров органический армирующий материал не должен добавлять видимых частиц. BioPowder.com предлагает решения для любой полимерной структуры: микронизированные порошки косточек оливы размером всего в несколько микрон и улучшенные свойства против слеживания. Мы можем смешивать наши порошки с мелкодисперсным диоксидом кремния, чтобы предотвратить агломерацию частиц. Кроме того, остаточную влажность можно свести к минимуму с помощью самых современных методов смешивания и смешивания.
Особенно в тонких пленках толщиной всего несколько микрометров органический армирующий материал не должен добавлять видимых частиц. BioPowder.com предлагает решения для любой полимерной структуры: микронизированные порошки косточек оливы размером всего в несколько микрон и улучшенные свойства против слеживания. Мы можем смешивать наши порошки с мелкодисперсным диоксидом кремния, чтобы предотвратить агломерацию частиц. Кроме того, остаточную влажность можно свести к минимуму с помощью самых современных методов смешивания и смешивания.
Армирующие материалы с силановым покрытием
Инновационный метод обработки поверхности создает полностью гидрофобные натуральные порошки.Это добавляет гибкости нашим функциональным наполнителям и открывает новые возможности для применения в различных композитах, пластмассах и смолах. Среди преимуществ обработанных (поверхностно-модифицированных) порошков:
- переменная характеристика поглощения масла
- повышенная устойчивость к жидкостям/непроницаемость
- снижение износа и потерь на истирание
- повышенная термическая стабильность и прочность на растяжение
- модифицированное поведение при отверждении составов полимеров/смол
Цветные волокна и наполнители
Для окрашивания мы можем предоставить полный спектр окрашенных порошков. В декоративных поверхностных покрытиях, инновационных напольных покрытиях, дорожных покрытиях, печатных красках и других хроматических системах наполнители на биологической основе и натуральные армирующие материалы могут быть решением для достижения определенных рабочих параметров с добавками из возобновляемых источников. Продукты BioPowder.com обладают отличными свойствами поглощения цвета и могут быть предложены более чем в 25 оттенках.
В декоративных поверхностных покрытиях, инновационных напольных покрытиях, дорожных покрытиях, печатных красках и других хроматических системах наполнители на биологической основе и натуральные армирующие материалы могут быть решением для достижения определенных рабочих параметров с добавками из возобновляемых источников. Продукты BioPowder.com обладают отличными свойствами поглощения цвета и могут быть предложены более чем в 25 оттенках.
Наша эффективная логистическая сеть обеспечивает надежную доставку по всему миру.
Пожалуйста, свяжитесь с нами с идеей вашего проекта, и мы поможем вам выбрать правильную порошковую добавку.
Свяжитесь с нами
Справочник по композитным материалам: Армирование – NetComposites
Роль армирования в композитном материале заключается в повышении механических свойств чистой смоляной системы. Все различные волокна, используемые в композитах, имеют разные свойства и поэтому по-разному влияют на свойства композита.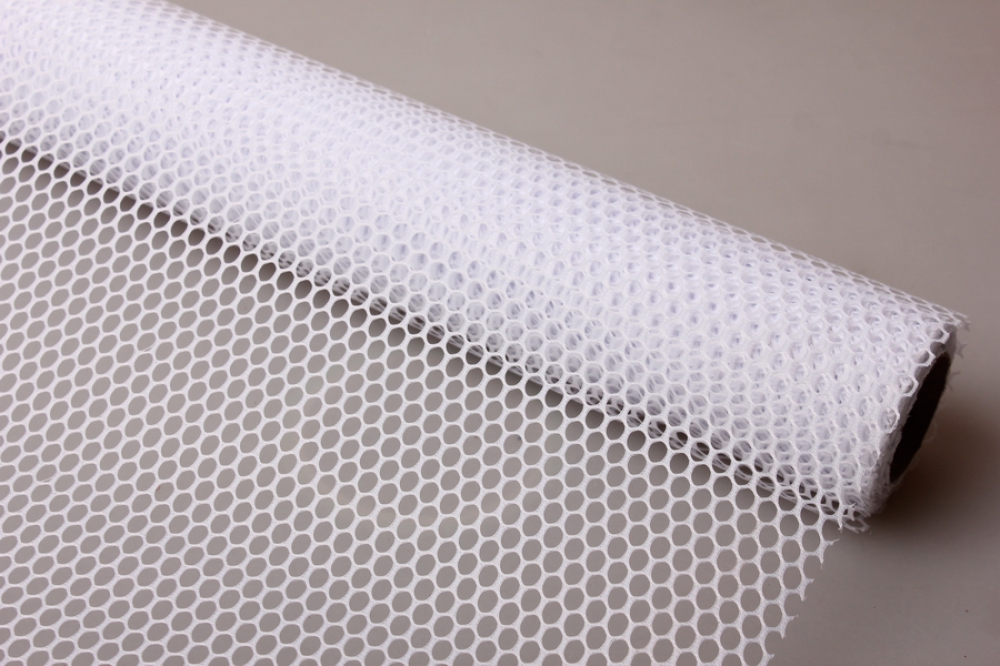 Свойства и характеристики обычных волокон поясняются ниже.
Свойства и характеристики обычных волокон поясняются ниже.
Однако отдельные волокна или пучки волокон могут использоваться сами по себе только в некоторых процессах, таких как намотка нити (описано ниже).Для большинства других применений волокна должны быть уложены в некую форму листа, известную как ткань, чтобы сделать возможным обращение с ними. Различные способы сборки волокон в листы и разнообразие возможных ориентаций волокон приводят к тому, что существует множество различных типов тканей, каждый из которых имеет свои особенности. Эти различные типы ткани и конструкции объясняются позже.
Опубликовано с разрешения Дэвида Криппса, Gurit
http://www.gurit.com
Ткани для спреда
Эти ткани обеспечивают сверхлегкую армирующую ткань для применения в композитных материалах.
Узнать большеСвойства волокна
Охватывает механические свойства армирующих волокон.
Узнать большеСвойства ламината
Охватывает механические свойства волокон с точки зрения прочности и жесткости.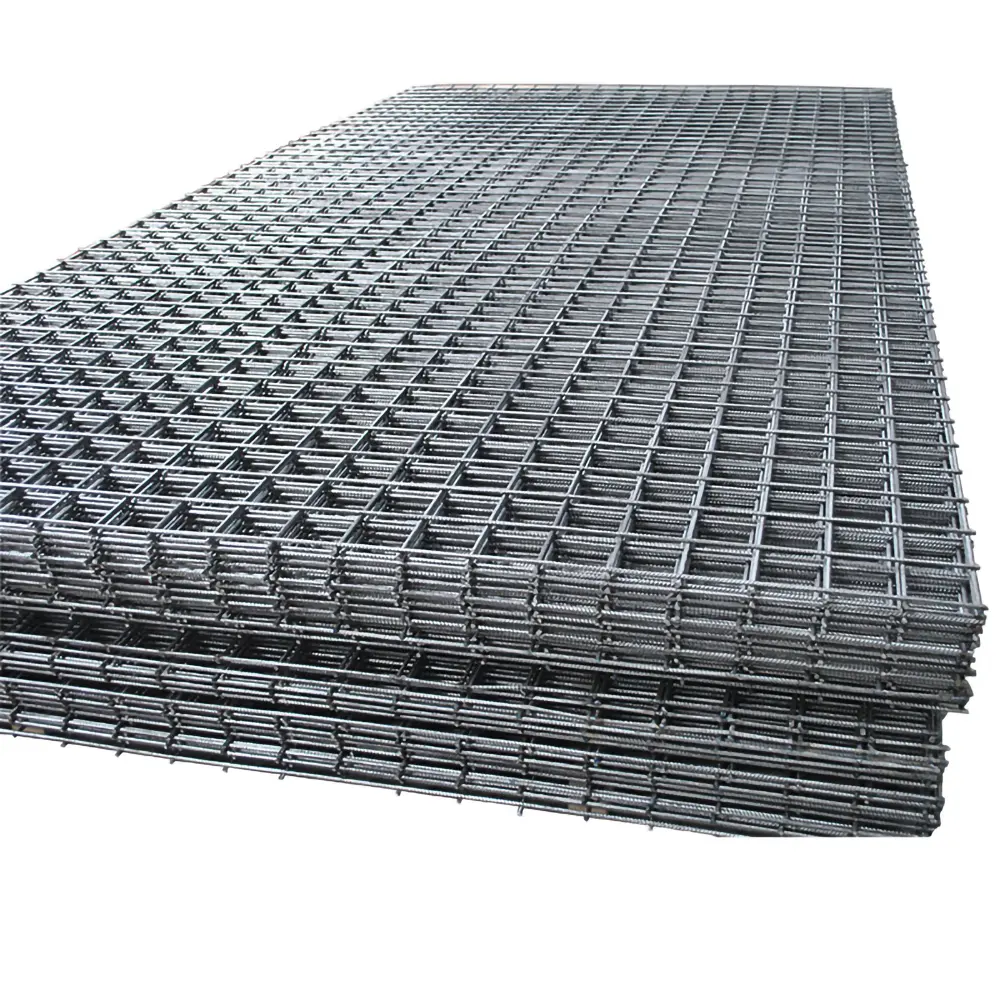
Ударопрочный ламинат
Выделяет проблемы, вызванные повреждениями от ударов.
Узнать большеСтоимость волокна
Графическая информация о стоимости различных типов волокна.
Узнать большеСтекловолокно
Объясняет, как образуется стекловолокно, и доступные варианты.
Узнать большеАрамидное волокно
Объясняет, как производится арамид и его различные торговые названия.
Узнать большеУглеродное волокно
Объясняет производственные процессы, связанные с производством изделий из углеродного волокна.
Узнать большеСравнение волокон
Выделяет преимущества и недостатки типов волокон.
Узнать большеДругие волокна
Охватывает несколько других широко используемых типов волокон.
Узнать большеВолокнистые покрытия
Объясняет различные виды отделки поверхности волокон.
Калибровочная химия
Обзор химической проклейки по сравнению с армирующей матрицей.
Узнать большеТипы ткани
Объясняет типы волокон, категории ориентации волокон и методы изготовления.
Узнать большеТкани
Объясняет различные типы обычно используемых переплетений.
Узнать большеГибридные ткани
Объясняет значение термина «гибридная ткань».
Узнать большеМультиаксиальные ткани
Объясняет основные характеристики мультиаксиальных тканей.
Узнать большеПрочие ткани
Покрывает мат из рубленого волокна, ткани и тесьму.
Узнать большеПоделиться этой статьей
Твиттер Фейсбук ЛинкедИн Электронная почта
Перейти к основным материалам Вернуться к Покрытия
Как правильно выбрать армирующий материал?
🕑 Время чтения: 1 минута
Сталь — это традиционный армирующий материал, используемый в строительстве для придания бетонным конструкциям прочности на растяжение и пластичности.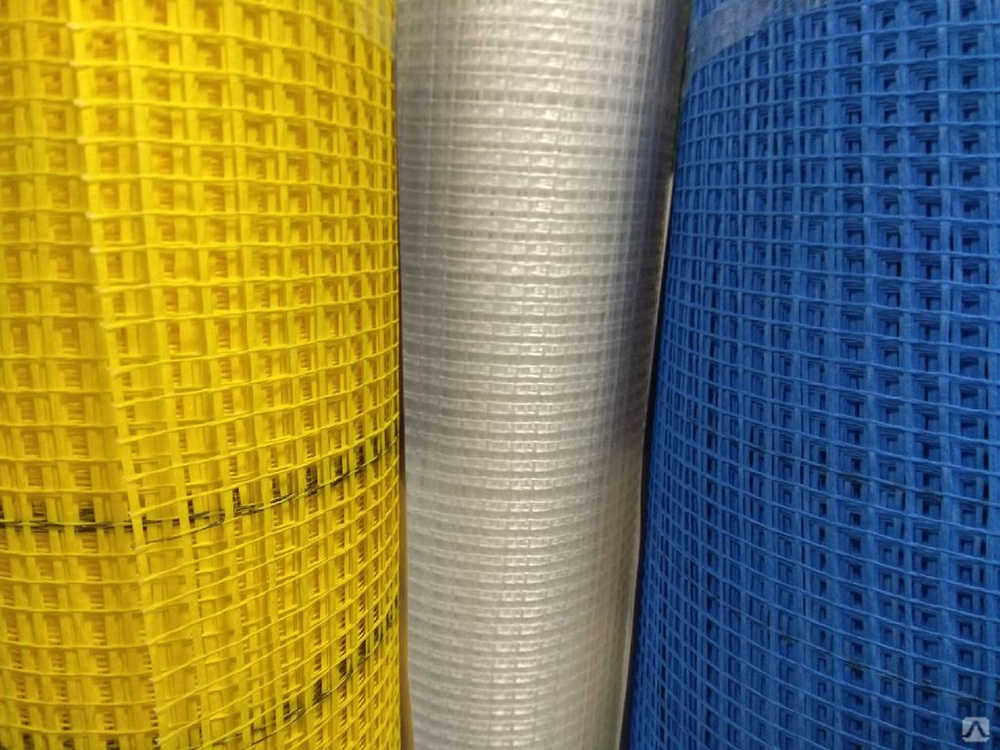 Сталь и бетон обладают схожими тепловыми характеристиками, которые заставляют их расширяться и сжиматься с одинаковой скоростью. Оба они, следовательно, работают вместе как единое целое в конкретных структурах.
Сталь и бетон обладают схожими тепловыми характеристиками, которые заставляют их расширяться и сжиматься с одинаковой скоростью. Оба они, следовательно, работают вместе как единое целое в конкретных структурах.
Одной из самых больших проблем со стальной арматурой является коррозия, когда объем ржавчины в пять раз превышает объем исходной стали. Это приводит к повреждению бетонных конструкций. Для решения этой проблемы было разработано несколько типов армирования, а именно:
- Арматура из нержавеющей стали
- Полимерная сталь, армированная волокном
- Углеродистая сталь с эпоксидным покрытием
В этой статье объясняются основные характеристики различных арматурных сталей, доступных на строительном рынке.Это руководство по материалам может помочь в выборе лучшего армирующего материала в соответствии с требованиями.
1. Стальная арматура
Выбор стальной арматуры – простой процесс. Сталь указывается по диаметру и марке. Стандартные спецификации стали приведены в ASTM A615/A615M-20 «Стандартные спецификации для деформированных и простых стержней из углеродистой стали для армирования бетона».
Стандартные спецификации стали приведены в ASTM A615/A615M-20 «Стандартные спецификации для деформированных и простых стержней из углеродистой стали для армирования бетона».
Сталь класса 40 означает стальной стержень с минимальным пределом текучести 40 000 фунтов на квадратный дюйм в соответствии со стандартами и спецификациями ASTM.Размеры стержней обозначаются в дюймо-фунтовых размерах стержней или метрических размерах стержней.
Рисунок-1: Стальная арматураСтальные арматурные стержни являются хорошим вариантом, когда коррозия не представляет опасности для конструкции. Будучи обычным вариантом армирования, он легко доступен. Для бетонных конструкций, требующих более высокой прочности на растяжение, можно использовать арматурную сталь более высокого качества.
2. Полимерная арматура, армированная волокном
Армирующие волокна полимеры (FRP) изготавливаются из армирующих волокон, наполнителей, добавок и смолы.По сравнению со стальной арматурой, арматура FRP обладает высокой коррозионной стойкостью. Он также легче по весу и жестче.
Он также легче по весу и жестче.
Применение фиброармирования в бетонных конструкциях повышает жесткость и прочность на растяжение.
Рис. 2: Армирование волокномСмола, используемая в армировании FRP, обладает высокой прочностью на сжатие, которая может связать всю бетонную смесь в более прочную массу.
Обычно используемые армирующие волокна FRP представляют собой арамид, углерод и волокна.Стекловолокно дешевле, а углеродное волокно — одно из самых дорогих.
3. Арматурные стержни из нержавеющей стали
Нержавеющая сталь представляет собой низкоуглеродистую сталь с общим содержанием углерода менее 1%. Он содержит не менее 10,5% хрома, который создает на его поверхности слой, делающий его устойчивым к коррозии. Это делает сталь нержавеющей.
Рисунок-3: Арматурные стержни из нержавеющей стали По сравнению со стандартными стальными стержнями, стержни из нержавеющей стали стоят дороже.Но они обеспечивают высокую прочность и стойкость к коррозионным воздействиям, особенно в суровых морских условиях, воздействиям дорожных солей и т. д.
д.
Исходя из этого свойства, нержавеющую сталь лучше всего использовать для колонн, опор, гаражей, подпорных стенок, причалов и причалов.
ASTM A955/A955M «Стандартные технические условия на деформированные и гладкие стержни из нержавеющей стали для армирования бетона» содержат стандартные рекомендации по армированию из нержавеющей стали.
4.Арматура с эпоксидным покрытием
Арматурные стержни с эпоксидным покрытием или сырые стержнизаменяют обычную стальную арматуру для повышения прочности бетона и коррозионной стойкости. Стальная арматура перед транспортировкой на строительную площадку покрывается эпоксидной смолой. ASTM A775 определяет спецификации и рекомендации для арматурных стержней с эпоксидным покрытием.
Рисунок 4: Арматура с эпоксидным покрытиемИзображение предоставлено: Harris Supply Solutions
Они используются для строительства тротуаров, мостов, парковочных сооружений и сооружений, подверженных воздействию морской воды и солей против обледенения.
Правильно изготовленная арматура с эпоксидным покрытием и обращение с ней могут сыграть значительную роль в замедлении коррозии арматуры. Одной из проблем, с которой сталкивается арматура с эпоксидным покрытием, является качество покрытия. Чем деликатнее покрытие, тем меньше коррозионная стойкость. Это одна из причин, по которой нержавеющая сталь имеет больше преимуществ, чем арматура с эпоксидным покрытием. С точки зрения стоимости арматура с эпоксидным покрытием в восемь раз дешевле, чем нержавеющая сталь.
Часто задаваемые вопросы
Какие существуют типы арматурных стержней в зависимости от материала? Основными видами арматуры, применяемыми в строительстве, являются:
1.Стандартная стальная арматура
2. Арматура из нержавеющей стали
3. Стальная арматура с эпоксидным покрытием
4. Армирование волокном
Стальная арматура хорошего качества с эпоксидным покрытием играет важную роль в замедлении скорости коррозии. Чем деликатнее покрытие, тем меньше коррозионная стойкость. Это одна из причин, по которой нержавеющая сталь имеет больше преимуществ, чем арматура с эпоксидным покрытием.Нержавеющая сталь
обеспечивает превосходную коррозионную стойкость и гарантированную долговечность, в отличие от арматуры с эпоксидным покрытием. Но нержавеющая сталь в восемь раз дороже стержней с эпоксидным покрытием.
Итак, выбор делается в зависимости от требуемой долговечности и бюджета проекта.
Наиболее часто используемыми армирующими волокнами из стеклопластика являются арамид, углерод и волокна. Среди трех волокон стекловолокно дешевле, а углеродное волокно — одно из самых дорогих.
Подробнее
Коррозия стальной арматуры в бетоне – причины и защита
5 советов по улучшению качества строительства
Что такое арматура? Типы и марки арматурной стали
Поведение при растяжении альтернативных армирующих материалов в виде цементного раствора, армированного волокном FRCM | A.
 Mousa
Mousa[1] A. Badanoiu, J. Holmgren, Цементные композиты, армированные непрерывными углеродными волокнами, для усиления бетонных конструкций, Cem.Concr Compos. 25 (2003) 387–394.
[2] H. Kolsch, Углеродно-волокнистая цементная матрица (CFCM) Overlay System для укрепления каменной кладки, J. Compos. Констр. 2 (1998) 105–109. doi: 10.1061 / (ASCE) 1090-0268 (1998) 2: 2 (105).
[3] А. Д’Амбризи, Л. Фео, Ф. Фокаччи, Экспериментальное и аналитическое исследование связи между материалами Carbon-FRCM и кирпичной кладкой, Compos. Часть Б англ. 46 (2013) 15–20. doi: 10.1016/j.compositesb.2012.10.018.
[4] C. Papanicolaou, T. Triantafillou, M. Lekka, Внешне связанные сетки как материалы для усиления и сейсмической модернизации кладочных панелей, Constr.Строить. Матер. 25 (2011) 504–514. doi:10.1016/j.conbuildmat.2010.07.018.
[5] Э. Бернат-Мазо, К. Эскриг, К. а. Аранья, Л. Гил, Экспериментальная оценка системы усиления текстильным армированным распыляемым раствором для кошельков кирпичной кладки, Constr. Строить. Матер. 50 (2014) 226–236. doi:10.1016/j.conbuildmat.2013.09.031.
[6] Дж. Доннини, В. Коринальдези, А. Нанни, Механические свойства FRCM с использованием углеродных тканей с различными покрытиями, Compos. Часть Б англ. 88 (2016) 220–228.doi: 10.1016/j.compositesb.2015.11.012.
[7] У. Эбеад, К.С. Шреста, М.С. Афзал, А. Эль Рефаи, А. Нанни, Эффективность армированной тканью цементной матрицы при укреплении железобетонных балок, J. Compos. Констр. 1 (2015) 1–14. doi: 10.1061/(ASCE)CC.1943-5614.0000741.
[8] С. Де Сантис, Ф. Росчини, Г. Де Феличе, Экспериментальная характеристика армирования на основе раствора углеродными тканями, в: 2016: стр. 381–386.
[9] Г. де Феличе, С. Де Сантис, Л. Гармендиа, Б.Гиасси, П. Ларринага, П.Б. Лоренсу, Д.В. Оливейра, Ф. Паолаччи, К.Г. Папаниколау, Системы на растворной основе для наружного укрепления каменной кладки, Mater. Структура (2014). doi: 10.1617/s11527-014-0360-1.
[10] С.Б. Кадам, Ю. Сингх, Б. Ли, Усиление неармированной кладки с использованием сварной проволочной сетки и микробетона — Поведение при плоскостном воздействии, Constr. Строить. Матер. 54 (2014) 247–257. doi:10.1016/j.conbuildmat.2013.12.033.
Строить. Матер. 54 (2014) 247–257. doi:10.1016/j.conbuildmat.2013.12.033.
[11] С.Б. Кадам, Й. Сингх, Б. Ли, Внеплоскостное поведение неармированной кладки, укрепленной с помощью верхнего слоя ферроцемента, Mater.Структура 48 (2015) 3187–3203. doi: 10.1617/s11527-014-0390-8.
[12] М.К. Эль Дебс, А. Э. Нааман, Изгиб раствора, армированного стальными сетками и полимерными волокнами, Цем. Конкр. Композиции 17 (1995) 327–338. дои: 10.1016/0958-9465(95)00031-7.
[13] В.К.С. Рупика, Внеплоскостное усиление неармированных каменных стен с использованием растворных систем, армированных текстильным материалом, Университет Моратува, Шри-Ланка, 2010.
[14] Б. Му, К. Мейер, С. Шиманович, Улучшение межфазной связи между волокнистой сеткой и цементная матрица, Цем.Конкр. Рез. 32 (2002) 783–787. doi: 10.1016/S0008-8846(02)00715-9.
[15] О.С. Маршалл, С. С. Суини, Дж. К. Тровиллион, Эксплуатационные испытания армированных волокном полимерных композитных покрытий для сейсмической реабилитации неармированной каменной кладки, 2000.
[16] П. Майорка, К. Мегуро, Предложение эффективного метода модернизации неармированных каменных домов, 13-я Всемирная конф. Землякв. англ. конф. Труды, Ванкувер, Br. Колумбия, Канада, 1–6 августа 2004 г. (2004 г.) Paper 2431. http://www.iitk.ac.in/nicee/wcee/article/13_2431.pdf.
[17] Д. Арболеда, Ф. Кароцци, А. Нанни, К. Поджи, Процедуры испытаний для определения характеристик одноосного растяжения армированных тканью цементных матричных композитов, J. Compos. Констр. 20 (2016). doi: 10.1061/(ASCE)CC.1943-5614.0000626.
[18] С. Бабаидарабад, Ф. Де Касо, А. Нанни, Внеплоскостное поведение стен URM, усиленных цементно-матричным композитом, армированным тканью, Asce. 549 (2014) 1–11. doi:10.1061/(ASCE)CC.
[19] с.Ларринага, К. Частр, Х.К. Бискайя, Дж.Т. Сан-Хосе, Экспериментальное и численное моделирование поведения раствора, армированного базальтовой тканью, при одноосном растягивающем напряжении, Матер. Дес. 55 (2013) 66–74. doi:10.1016/j.matdes.2013.09. 050.
050.
[20] [20] А. Нанни, Новый инструмент для ремонта бетона и кирпичной кладки, Concr. Междунар. (2012) 43–49.
[21] К.Г. Папаниколау, Т.С. Триантафиллу, М. Папатанасиу, К. Карлос, Текстильный армированный раствор (TRM) по сравнению с FRP в качестве упрочняющего материала стен URM: внеплоскостная циклическая нагрузка, Mater.Структура 41 (2008) 143–157. doi: 10.1617/s11527-007-9226-0.
[22] С. Бисби, Л., Стратфорд, Т. ; Джоанна Смит, Дж. и; Halpin, FRP по сравнению с цементными растворными системами, армированными волокном, при повышенной температуре, Spec. Publ. 275 (2011) 1–20.
[23] G. Mesaglio, Поведение при растяжении композитов, армированных тканью на основе цементной матрицы (FRCM), 2014 г.
[24] Эндрю Смит и Томас Редман, Критический обзор методов модернизации неармированных каменных конструкций, в: EWB-UK Рез.Conf., 2009.
[25] K. Ramamurthy, E.K. Кунханандан Намбияр, Обзор ускоренного строительства каменной кладки и перспективы на будущее, Prog.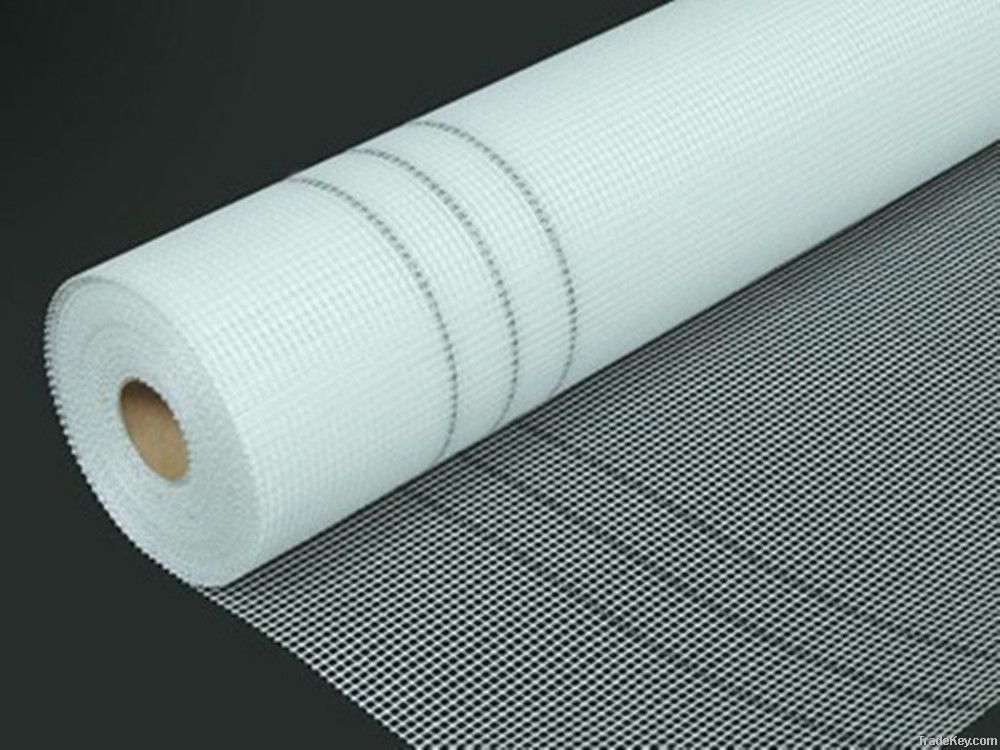 Структура англ. Матер. 6 (2004) 1–9. дои: 10.1002/pse.162.
Структура англ. Матер. 6 (2004) 1–9. дои: 10.1002/pse.162.
[26] Н. Аугенти, А. Нанни, Ф. Паризи, Неудачи в строительстве и инновационная модернизация, Здания. 3 (2013) 100–121. дои: 10.3390/здания3010100.
[27] ASTM C 270-07, Стандартные технические условия на раствор для модульной кладки, Am. Soc. Контрольная работа. Матер. (2007) 2–13. doi: 10.1520/C0270-14A.
[28] М.Муса, Недорогая цементная матрица, армированная рыболовной сетью, для некачественной бетонной кладки в прибрежных районах, 2017.
[29] Г. Класт, Материалы для сетей для рыболовных снастей, 1982.
[30] Shop Blue Hawk Rolled Wire Galvanized Ткань для стальных метизов на Lowes.com, (nd). http://www.lowes.com/pd/Blue-Hawk-Rolled-Wire-Galvanized-Steel-Hardware-Cloth-Common-10-ft-x-2-ft-Actual-10-ft-x-2- футов/4780947.
[31] Д. Арболеда, Армированные тканью цементные матричные композиты (FRCM) для укрепления и восстановления инфраструктуры: методы характеристики, 2014.
Моделирование армирующих материалов путем кодирования структур дефектов в кристаллических твердых телах в баллы искажения
Показатель искажения и его корреляция с энергией на атом
Показатель искажения LAE описывает статистическое расстояние от эталонного распределения в пространстве признаков атомных дескрипторов, такие, как описанные в ссылках. 35,36 . Эталонное распределение может быть построено из LAE бездефектной кристаллической системы при заданной температуре или из подмножества атомов, представляющих особый интерес.На рис. 1а показана схема расчета показателя искажения по отношению к бездефектной объемной структуре. Набор обучающих данных формируется эталонными ЛАЭ объемной структуры, представленными в пространстве признаков атомарных дескрипторов. Затем эталонное распределение изучается алгоритмом ML. В этом исследовании мы в основном используем MCD 27,37 . Насколько нам известно, МКД никогда не применялся для нужд атомистического материаловедения. MCD является аффинно-эквивариантной оценкой, т.е.т. е. данные могут быть повернуты, переведены или изменены в масштабе (например, из-за изменения единиц измерения) без влияния на результаты 27 . Стоит отметить, что MCD специально разработан для одномодальных распределений. Следовательно, следует провести тщательный отбор обучающих данных (более подробную информацию см.
35,36 . Эталонное распределение может быть построено из LAE бездефектной кристаллической системы при заданной температуре или из подмножества атомов, представляющих особый интерес.На рис. 1а показана схема расчета показателя искажения по отношению к бездефектной объемной структуре. Набор обучающих данных формируется эталонными ЛАЭ объемной структуры, представленными в пространстве признаков атомарных дескрипторов. Затем эталонное распределение изучается алгоритмом ML. В этом исследовании мы в основном используем MCD 27,37 . Насколько нам известно, МКД никогда не применялся для нужд атомистического материаловедения. MCD является аффинно-эквивариантной оценкой, т.е.т. е. данные могут быть повернуты, переведены или изменены в масштабе (например, из-за изменения единиц измерения) без влияния на результаты 27 . Стоит отметить, что MCD специально разработан для одномодальных распределений. Следовательно, следует провести тщательный отбор обучающих данных (более подробную информацию см. в Дополнительном примечании 2).
в Дополнительном примечании 2).
и Схема дефектоскопии. Набор обучающих данных состоит из бездефектных объемных структур.{{\rm{C15}}}\) — на основе показателя искажения, полученного с помощью надежного MCD. Каждая точка на графике представляет собой атом в поле моделирования. Цвет точек соответствует цвету атомов в структурах-вставках. Порог между объемом (атомы-выбросы) и дефектом (атомы-выбросы) обозначен красной пунктирной линией, обозначенной буквой А. Серые пунктирные линии В и С указывают на возможность расслоения дефектов. Дефектные структуры A, B, C получаются с использованием соответствующих порогов.
Оценка искажения вычисляется для каждого атома в анализируемой системе путем вычисления статистического расстояния LAE относительно изученного распределения LAE эталонной структуры. Оценка искажения от MCD соответствует надежному расстоянию d RB (см. «Методы», уравнение (5)). На рисунке 1b показаны оценки искажения, рассчитанные для моделирующей ячейки со 132 атомами, которая содержит четыре собственных междоузельных атома, образующих трехмерный (3D) кластер C15 38 в bcc Fe.Обнаруженный кластер атомов-выбросов (рис. 1б, вставка А) включает сам дефект и его ближайшее атомное окружение. Разница в величине баллов искажения в кластере выбросов позволяет послойно описать дефект и позволяет выделить зоны с разным уровнем атомарного искажения (как показано пунктирными серыми линиями на рис. 1б). Атомы, образующие дефект (рис. 1б, вставка С), характеризуются большими расстояниями d RB по сравнению с их ближайшим окружением.Здесь мы проиллюстрировали случай с одним типом ссылочной структуры, заданной bcc-массой. Каждый LAE может быть охарактеризован многомерной оценкой искажения, впоследствии вычисляемой по отношению к различным эталонным структурам, например, к различным структурным типам объема или даже к структурам с конкретными представляющими интерес дефектами (см.
«Методы», уравнение (5)). На рисунке 1b показаны оценки искажения, рассчитанные для моделирующей ячейки со 132 атомами, которая содержит четыре собственных междоузельных атома, образующих трехмерный (3D) кластер C15 38 в bcc Fe.Обнаруженный кластер атомов-выбросов (рис. 1б, вставка А) включает сам дефект и его ближайшее атомное окружение. Разница в величине баллов искажения в кластере выбросов позволяет послойно описать дефект и позволяет выделить зоны с разным уровнем атомарного искажения (как показано пунктирными серыми линиями на рис. 1б). Атомы, образующие дефект (рис. 1б, вставка С), характеризуются большими расстояниями d RB по сравнению с их ближайшим окружением.Здесь мы проиллюстрировали случай с одним типом ссылочной структуры, заданной bcc-массой. Каждый LAE может быть охарактеризован многомерной оценкой искажения, впоследствии вычисляемой по отношению к различным эталонным структурам, например, к различным структурным типам объема или даже к структурам с конкретными представляющими интерес дефектами (см. анализ каскада смещения в Дополнительных Заметка 2).
анализ каскада смещения в Дополнительных Заметка 2).
При расчете относительно распределения нижележащей объемной структуры оценка искажения демонстрирует корреляцию с локальной атомной энергией (рис.2). Оба понятия, локальная атомная энергия и показатель искажения, кодируют локальную геометрическую информацию. Связь между локальной атомной энергией и ЛАЭ была установлена еще на заре атомистического материаловедения. Для металлов приближение сильной связи 39,40 формализовало основу этого соотношения.
Рис. 2: Корреляция между энергией на атом и коэффициентом искажения. Оценка искажения описывается с помощью робастного расстояния MCD d RB в системах ОЦК Fe с: a вакансиями; b собственные межстраничные объявления; c ошибки укладки.Каждая точка на графике представляет собой отдельный атом в поле моделирования. Атомные массивы взяты из базы данных потенциалов GAP 50 . Корреляция выполняется для 103 000 LAE, и каждый класс дефектов собирает различные примеры от статической релаксации 0 K до моделирования молекулярной динамики при различных температурах. МКД-анализ выполнен по структурным данным, представленным биспектром SO(4) 36,48 с угловым моментом \({j}_{\max}=4,5\). Энергии атомов вычисляются с потенциалом GAP 50 .
Корреляция выполняется для 103 000 LAE, и каждый класс дефектов собирает различные примеры от статической релаксации 0 K до моделирования молекулярной динамики при различных температурах. МКД-анализ выполнен по структурным данным, представленным биспектром SO(4) 36,48 с угловым моментом \({j}_{\max}=4,5\). Энергии атомов вычисляются с потенциалом GAP 50 .
С появлением полуэмпирических потенциалов 40,41,42 второй момент сильной связи был заменен специальными локальными функциями, которые должны быть приспособлены к объемным свойствам, энергиям образования и миграции дефектов и т. д. Не ограничено для металлов функциональная форма локальной энергии на локальной координации лежит в основе эмпирических многочастичных силовых полей. Эти функции имеют простые аналитические формы, такие как количество первых и/или вторых соседей, радиальные функции 43,44,45 или несколько более сложные функции, учитывающие угловую информацию 46 . Независимо от аналитической формы, все эти функции имеют одинаковую полезность и дают отпечатки атомарных сред. Кроме того, современные потенциалы ML 47,48,49 предлагают прямую многомерную регрессию в пространстве дескрипторов между LAE и атомной энергией. Здесь мы демонстрируем, что геометрическая информация LAE, закодированная с помощью робастного расстояния MCD d RB , неразрывно связана с локальной атомной энергией (см. раздел «Методы»).На рисунке 2 показана наблюдаемая корреляция между оценкой искажения d RB и локальной атомной энергией в ОЦК Fe. Сравнение проведено для массивов атомов с тремя классами структурных дефектов: вакансиями, собственными междоузлиями и дефектами упаковки (ДН, также называемыми γ -поверхностями). Эти конфигурации включены в обучающую базу данных потенциала приближения Гаусса (GAP) для Fe 50 . Энергии атомов рассчитывались с использованием того же потенциала.Ядерный формализм GAP-потенциала обеспечивает высокую точность определения атомной энергии обучающих конфигураций 50 .
Независимо от аналитической формы, все эти функции имеют одинаковую полезность и дают отпечатки атомарных сред. Кроме того, современные потенциалы ML 47,48,49 предлагают прямую многомерную регрессию в пространстве дескрипторов между LAE и атомной энергией. Здесь мы демонстрируем, что геометрическая информация LAE, закодированная с помощью робастного расстояния MCD d RB , неразрывно связана с локальной атомной энергией (см. раздел «Методы»).На рисунке 2 показана наблюдаемая корреляция между оценкой искажения d RB и локальной атомной энергией в ОЦК Fe. Сравнение проведено для массивов атомов с тремя классами структурных дефектов: вакансиями, собственными междоузлиями и дефектами упаковки (ДН, также называемыми γ -поверхностями). Эти конфигурации включены в обучающую базу данных потенциала приближения Гаусса (GAP) для Fe 50 . Энергии атомов рассчитывались с использованием того же потенциала.Ядерный формализм GAP-потенциала обеспечивает высокую точность определения атомной энергии обучающих конфигураций 50 . Для всех трех классов дефектов (рис. 2) коэффициент корреляции детерминации R 2 между d RB и локальной энергией превышает 80%. Настоящий подход дополняет предыдущее наблюдение Sharp et al. 2 в границах зерен. В исследовании 2 отслеживается вероятность перегруппировки атомов внутри границ зерен за счет так называемой мягкости атомов.Мягкость — это непрерывная скалярная величина со знаком, которая фиксирует соответствующие свойства LAE на основе бинарной классификации с использованием SVM. Точно так же потенциальная энергия атома положительно коррелирует с его мягкостью 2 , хотя для данного значения энергии существует большой разброс. В этом исследовании мы наблюдаем более высокую дисперсию d SVM по сравнению со статистическими расстояниями d RB , что согласуется с тем, что ранее сообщалось Sharp et al. 2 (см. дополнительное примечание 1).
Для всех трех классов дефектов (рис. 2) коэффициент корреляции детерминации R 2 между d RB и локальной энергией превышает 80%. Настоящий подход дополняет предыдущее наблюдение Sharp et al. 2 в границах зерен. В исследовании 2 отслеживается вероятность перегруппировки атомов внутри границ зерен за счет так называемой мягкости атомов.Мягкость — это непрерывная скалярная величина со знаком, которая фиксирует соответствующие свойства LAE на основе бинарной классификации с использованием SVM. Точно так же потенциальная энергия атома положительно коррелирует с его мягкостью 2 , хотя для данного значения энергии существует большой разброс. В этом исследовании мы наблюдаем более высокую дисперсию d SVM по сравнению со статистическими расстояниями d RB , что согласуется с тем, что ранее сообщалось Sharp et al. 2 (см. дополнительное примечание 1).
Замечательная точность связи между оценкой искажения, описываемой через статистические расстояния, и локальной энергией (см. раздел «Методы») открывает множество перспектив для дальнейшего развития анализа и моделирования дефектов в кристаллических твердых телах. Чтобы продемонстрировать важность и перспективы настоящей концепции, мы представляем в следующих разделах три многообещающих применения послойного определения дефектов.
раздел «Методы») открывает множество перспектив для дальнейшего развития анализа и моделирования дефектов в кристаллических твердых телах. Чтобы продемонстрировать важность и перспективы настоящей концепции, мы представляем в следующих разделах три многообещающих применения послойного определения дефектов.
Приложение 1: обнаружение и структурный анализ дефектов
В зависимости от топологии дефекты обычно классифицируются как 0D или точечные дефекты, одномерные (1D) или линейные дефекты, двумерные (2D) или плоские дефекты и 3D-дефекты. . Структурный анализ различных классов дефектов обычно требует использования различных стратегий структурного анализа 14,15,51 , что предполагает универсальную стратегию идентификации дефектов. Здесь мы предлагаем универсальную схему локализации и анализа дефектов, основанную на показателе искажения, обеспечиваемом надежной МКД, и рассматриваем примеры кубических металлов, ГЦК Al и ОЦК Fe (рис.1).
Традиционные методы структурного анализа, основанные на геометрии, часто чувствительны к атомным возмущениям 14,52 . Этот недостаток может затруднить структурную интерпретацию в системах при высокой температуре и/или большой деформации. Здесь, чтобы избежать чувствительности модели обнаружения дефектов к атомным возмущениям, бездефектный набор обучающих данных включает системы с некоторым шумом вокруг идеальных положений атомов (подробнее см. «Методы»). В этом разделе структурные данные представлены в пространстве признаков биспектра SO(4) 36,48 .Этот тип атомного дескриптора ранее использовался для разработки межатомных потенциалов ML 47,48,49 .
Этот недостаток может затруднить структурную интерпретацию в системах при высокой температуре и/или большой деформации. Здесь, чтобы избежать чувствительности модели обнаружения дефектов к атомным возмущениям, бездефектный набор обучающих данных включает системы с некоторым шумом вокруг идеальных положений атомов (подробнее см. «Методы»). В этом разделе структурные данные представлены в пространстве признаков биспектра SO(4) 36,48 .Этот тип атомного дескриптора ранее использовался для разработки межатомных потенциалов ML 47,48,49 .
В Al стратегия обнаружения выбросов была протестирована для типичных дефектов для ГЦК-структур, а именно для подвижной петли \(\frac{1}{2}\langle 110\rangle \{111\}\), сидячей \ (\frac{1}{3}\langle 111\rangle \{111\}\) петля Франка и для \(\frac{1}{2}\langle 110\rangle \{111\}\) краевая дислокация . Все дефектные структуры правильно идентифицируются на основе показателей искажения (рис.3). В отличие от петли \(\frac{1}{2}\langle 110\rangle \{111\}\) (рис. 3b), петля \(\frac{1}{3}\langle 111\rangle \ {111\}\) Петля Франка (рис. 3а) содержит ЗФ, препятствующий скольжению. В ГЦК-структурах дислокации \(\frac{1}{2}\langle 110\rangle\) диссоциируют на две парциальные дислокации, разделенные СФ по реакции \(\frac{1}{2}\langle 110\rangle \to \frac{1}{6}\langle 211\rangle +\frac{1}{6}\langle 21\bar{1}\rangle\). Диссоциированное ядро дислокации, описываемое баллом дисторсии (рис.3а) сравнивается с расчетами энергии на атом и анализом общих соседей (CNA). Три метода согласуются при идентификации парциальных дислокаций ξ 1 и ξ 2 (рис. 3в). Однако структурный анализ, основанный на показателе искажения, лучше воспроизводит распространение керна, чем CNA. CNA-анализ идентифицирует структурный тип каждого атомного окружения без предоставления какой-либо соответствующей меры искажения в пределах данного структурного класса, что затрудняет оценку распространения ядра с помощью этого метода.
3b), петля \(\frac{1}{3}\langle 111\rangle \ {111\}\) Петля Франка (рис. 3а) содержит ЗФ, препятствующий скольжению. В ГЦК-структурах дислокации \(\frac{1}{2}\langle 110\rangle\) диссоциируют на две парциальные дислокации, разделенные СФ по реакции \(\frac{1}{2}\langle 110\rangle \to \frac{1}{6}\langle 211\rangle +\frac{1}{6}\langle 21\bar{1}\rangle\). Диссоциированное ядро дислокации, описываемое баллом дисторсии (рис.3а) сравнивается с расчетами энергии на атом и анализом общих соседей (CNA). Три метода согласуются при идентификации парциальных дислокаций ξ 1 и ξ 2 (рис. 3в). Однако структурный анализ, основанный на показателе искажения, лучше воспроизводит распространение керна, чем CNA. CNA-анализ идентифицирует структурный тип каждого атомного окружения без предоставления какой-либо соответствующей меры искажения в пределах данного структурного класса, что затрудняет оценку распространения ядра с помощью этого метода.
 3. Структурные дефекты в ГЦК-алюминии, обнаруженные с помощью оценки искажения.
3. Структурные дефекты в ГЦК-алюминии, обнаруженные с помощью оценки искажения. a Петля Франка \(\frac{1}{3} \langle 111 \rangle \{111\};\) b \(\frac{1}{2}\langle 110 \rangle \{ 111\}\) петля; c \(\frac{1}{2}\langle 110 \rangle\) диссоциированная краевая дислокация. Атомы окрашены в соответствии с их оценкой искажения, как это предусмотрено надежным расстоянием MCD. Атомы, идентифицированные как объем ГЦК, показаны прозрачным фиолетовым цветом. Структура диссоциированного ядра краевой дислокации c сравнивается со структурами, обеспечиваемыми энергией на атом (E/атом) и CNA.Дефекты {{\rm{C15}}}\) могут быть обнаружены только частично с помощью анализа Вигнера – Зейтца и требуют использования дополнительных методов, таких как сопоставление полиэдрических шаблонов (PTM) 15 или расчеты энергии на атом. Проверенный робастный подход МЦД демонстрирует превосходную производительность для этих сложных структур дефектов и, в отличие от обычных методов, не требует ни предварительного знания структуры дефекта (для эффективной ПТМ), ни расчетов энергии на атом. Это особенно ценно для обнаружения и характеристики ранее невидимых дефектов, которые, например, могут образовываться в материалах в экстремальных условиях.
Это особенно ценно для обнаружения и характеристики ранее невидимых дефектов, которые, например, могут образовываться в материалах в экстремальных условиях.
a Дивакансия; б – г различные внутритканевые дефекты; e дефект штабелирования; и f \(\frac{1}{2}\langle 111\rangle\) винтовой дислокационный диполь. Типы дефектов указаны на каждом подграфике. Атомы окрашены в соответствии с их оценкой искажения, как это предусмотрено надежным расстоянием MCD. Атомы, идентифицированные как ОЦК-масса, показаны прозрачным фиолетовым цветом.Для межузельных кластеров ( b – d ) атомы с робастным расстоянием d RB < 17 считаются прозрачными.
Приложение 2: показатель искажения для расчетов средней силы
Предложенное послойное определение дефектов может быть очень полезным для расчетов, когда недоступны соответствующие локальные свойства из межатомного силового поля. Например, в случае широко используемых расчетов электронной структуры PW определение энергии на атом неоднозначно и требует проецирования делокализованной электронной плотности на локальные атомные орбитали.
Например, в случае широко используемых расчетов электронной структуры PW определение энергии на атом неоднозначно и требует проецирования делокализованной электронной плотности на локальные атомные орбитали.
Определение энергетического профиля имеет решающее значение во многих подходах к статистическому обучению, включая методы QM/MM, которые в настоящее время находятся на переднем крае вычислительного материаловедения 4,5,6 . В этом методе система обычно состоит из двух частей: ядра, которое описывается с использованием ab initio, и внешней части, которая следует классической механике или суррогатному гамильтониану сильной связи (основной вклад, который имеет быструю оценку силы). Взаимодействие этих частей и описание всей системы задаются исключительно силами, которые являются вполне определенными локальными величинами.Однако полная энергия системы не может быть точно определена в этом случае. Более того, волновая функция основной части сильно возмущена буферной областью между двумя частями системы, что затрудняет попытки определить локальную энергию. Как следствие, методы КМ/ММ не могут иметь доступа ни к локальным, ни к полным энергиям.
Как следствие, методы КМ/ММ не могут иметь доступа ни к локальным, ни к полным энергиям.
Без прямого доступа к энергии системы энергетические барьеры миграции и преобразования могут быть полностью восстановлены из атомных сил с использованием концепции средней силы 8,9 как для 0 K 53 , так и для расчетов конечной температуры 10 .{3N}\) — i th изображение вдоль траектории системы. Путь проиндексируется координатой реакции ζ ∈ [0, 1] таким образом, что Q ( ζ = 0) = Q 1 и Q ( ζ = 1) = q P . Эта координата реакции может быть получена сплайн-интерполяцией всех промежуточных изображений NEB на пути миграции. Соответствующий энергетический профиль может быть затем восстановлен из средней силы{\prime} .$$
(1)
Приведенное выше уравнение представляет собой точную форму профиля энергии 0 K на пути миграции, которая может эффективно обойти прямые расчеты полной энергии на пути. {\prime}\) в качестве координаты реакции.{{\rm{NP}}}\) путь перехода, обеспечиваемый показателями искажения на основе надежного анализа MCD. Структуры стратифицированных дефектов показаны для оценок искажения отсечки d RB = 3,9 (полный кластер дефектов), d RB = 12 и d RB 9041=. показатели искажения. Цветовой код соответствует масштабной линейке, представленной в d . Изображенные атомные кластеры ориентированы вдоль направления 〈111〉. c Энергетический профиль винтовой \(\frac{1}{2}\langle 111\rangle\) дипольного скольжения дислокации в плоскости {110} в ОЦК Fe. Сравнение расчетов NEB полной энергии с интегрированием средней силы в доверительной области \(\nu _{\mathrm{MCD}}\), определяемой различными пороговыми значениями оценки искажения. Расчеты выполнены с использованием потенциала ЭАМ Экленда-Менделева 44 . d Послойные структуры ядер дислокаций с различной степенью искажения d RB на основе робастного анализа МКД. Критический порог МКД объемной структуры составляет d RB = 2,9. Атомы окрашены в соответствии с их показателями искажения. Изображенные структуры ориентированы вдоль направления 〈111〉.
Критический порог МКД объемной структуры составляет d RB = 2,9. Атомы окрашены в соответствии с их показателями искажения. Изображенные структуры ориентированы вдоль направления 〈111〉.
Однако в таких расчетах, как КМ/ММ, невозможно учесть силы, действующие на все атомы. Таким образом, должна быть определена доверительная область с большим вкладом в среднюю силу системы. В качестве возможного решения можно применить геометрическую обрезку вокруг дефекта 53 .Этот простой подход достаточен для расчетов определенного класса компактных дефектов, таких как межузельные кластеры, но он не дает универсального решения, например, он неприменим для дефектных структур, которые не могут быть хорошо локализованы, таких как дислокации. Здесь мы предлагаем использовать показатель искажения для определения доверительной области исключительно на основе геометрической информации LAE. Атомы из ядра и внешней части системы рассматриваются одинаково. Используя оценку искажения в качестве локальной информации, мы можем указать атомы, которые с большей вероятностью внесут вклад в среднюю силу системы. {\prime} ,$$
{\prime} ,$$
(3)
, где v MCD — доверительная область, определяемая набором атомов с d RB больше критического порога. Геометрический критерий в прямом декартовом пространстве здесь заменяется оценкой искажения ЛАУ. На рис.{{\rm{NP}}}\) преобразование. Для этих дефектов все атомы с d RB > 3,9 идентифицируются как структурные выбросы методом надежной МКД (рис. 1б). Число атомов в обнаруженных кластерах дефектов (рис. 5б, d RB = 3,9) изменяется от 57 до 32 на пути перехода. Интеграция средней силы этих кластеров хорошо согласуется с эталонной кривой NEB. При увеличении светотеневой границы d RB до 12 и 17 (расслоение дефекта по рис.1б, линии Б и В) ближайшее окружение дефекта не учитывается. Это позволяет лучше визуализировать механизм перехода (рис. 5б). Однако в то же время это приводит к занижению энергетических барьеров (рис. 5а). Таким образом, вклад слабых выбросов в среднюю силу системы важен, и им нельзя пренебрегать.
5а). Таким образом, вклад слабых выбросов в среднюю силу системы важен, и им нельзя пренебрегать.
Выбор доверительной области на основе показателя искажения может быть особенно полезен для реконструкции энергетических профилей в ситуациях, когда соответствующая область не является локальной и ее трудно выделить с помощью геометрического обрезания вокруг дефектов.На рисунке 5c показан барьер Пайерлса винтового дислокационного диполя \(\frac{1}{2}\langle 111\rangle\), скользящего в плоскости {110} в ОЦК Fe. В изображенной ячейке моделирования (рис. 5d) дислокации удалены всего на 17,45 Å, что создает сильное упругое взаимодействие между ядрами. Сложное взаимодействие подвергается деконволюции с использованием различных значений отсечки оценки искажения d RB (рис. 5d). Извлеченная информация впоследствии используется для восстановления профиля энергии миграции.В отличие от указанных выше дефектов (рис. 5а, б) локального определения ядра дислокации недостаточно для точного восстановления барьера Пайерлса. При рассмотрении исключительно атомных выбросов (рис. 5d с d RB = 2,9) барьер занижается более чем на 20%. Следовательно, необходимо включить искаженный объем в доверительную область для интегрирования средней силы. Упругое взаимодействие дислокаций создает картины релаксации, которые фиксируются показателем искажения (рис.5г). Включение соответствующих объемных атомов улучшает энергетический барьер (рис. 5c). Таким образом, мы можем реконструировать барьер NEB с точностью до 4 мэВ, т.е. с точностью более 95%. Такой анализ и реконструкция барьера Пайерлса также справедливы для более крупных ячеек моделирования (см. Дополнительное примечание 3) с менее важными взаимодействиями между ядрами дислокаций.
При рассмотрении исключительно атомных выбросов (рис. 5d с d RB = 2,9) барьер занижается более чем на 20%. Следовательно, необходимо включить искаженный объем в доверительную область для интегрирования средней силы. Упругое взаимодействие дислокаций создает картины релаксации, которые фиксируются показателем искажения (рис.5г). Включение соответствующих объемных атомов улучшает энергетический барьер (рис. 5c). Таким образом, мы можем реконструировать барьер NEB с точностью до 4 мэВ, т.е. с точностью более 95%. Такой анализ и реконструкция барьера Пайерлса также справедливы для более крупных ячеек моделирования (см. Дополнительное примечание 3) с менее важными взаимодействиями между ядрами дислокаций.
Эти результаты открывают множество перспектив в вычислительном материаловедении. Помимо выбора соответствующей структурной информации, обнаруженные структуры атомов могут указывать области с сильным взаимодействием между дефектами и/или неоднородным распределением деформации в ячейке моделирования. Эта информация полезна в QM/MM для качественной проверки сходимости вычислений, а также для обработки границы между областями QM и MM. Кроме того, автоматический выбор соответствующих атомов может заложить основу для поиска соответствующих коллективных переменных, что в настоящее время признано критической проблемой, препятствующей реализации методов свободной энергии с использованием автоматизированных и неконтролируемых схем моделирования 8,10 .
Приложение 3: анализ ядерных потенциалов ML
В настоящее время модели силового поля ML представляют собой достойную альтернативу традиционным межатомным потенциалам.Подавляющее большинство существующих силовых полей ML для расчетов MD основаны на ядерных методах 11,48,55,56 . Точность и числовая стоимость этих потенциалов неразрывно зависят от разнообразия и количества LAE M в обучающей базе данных. Силовые поля, построенные в рамках GAP framework 48 , являются одними из наиболее часто используемых. Для структур, близких к структурам из потенциальной базы данных, GAP может быть таким же точным, как методы ab initio 48,50,57 .Однако редко обсуждается применение этих возможностей для моделирования конфигураций за пределами потенциальной базы данных.
Для структур, близких к структурам из потенциальной базы данных, GAP может быть таким же точным, как методы ab initio 48,50,57 .Однако редко обсуждается применение этих возможностей для моделирования конфигураций за пределами потенциальной базы данных.
Количественная оценка неопределенности регрессии гауссовского процесса может дать качественную оценку точности потенциала для каждого атома в данной системе. Пример такой оценки был недавно продемонстрирован в работе. 57 . Локальная ошибка является подходящей мерой потенциальной надежности; однако его вычислительные затраты возрастают до 90 416 M 90 417 90 398 2 90 399 , тогда как MD-вычисления с GAP масштабируются линейно с размером базы данных 90 416 M 90 417 .Здесь мы предлагаем менее затратную стратегию, способную дать качественную оценку применимости потенциала для моделирования целевых дефектов. Метод основан на анализе выбросов и выполняет проверку кластеров дефектов из потенциальной базы данных и сравнивает их с представляющими интерес структурами дефектов.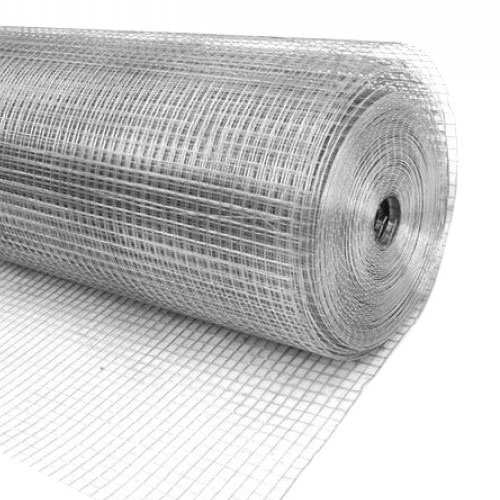 Рисунок 6 иллюстрирует общий рабочий процесс для предлагаемой стратегии анализа переносимости.
Рисунок 6 иллюстрирует общий рабочий процесс для предлагаемой стратегии анализа переносимости.
Структурные данные представлены в пространстве признаков атомарного дескриптора, подобного тому, который изначально использовался для проектирования потенциала 50 . Первый этап анализа (верхняя панель) подразумевает обнаружение дефектов как в потенциальной базе данных, так и в атомарных системах для исследования с использованием MCD, одноклассовой машины опорных векторов (OCSVM) или любого другого соответствующего метода. Второй этап (нижняя панель) направлен на анализ переносимости потенциала. Обнаруженные кластеры дефектов из базы данных потенциалов формируют новый обучающий набор данных с известными по потенциалу структурами-вкладышами.Новая модель обнаружения выбросов обучается на этих конфигурациях с использованием метода ядра, например, OCSVM, с функцией ядра, идентичной функции протестированного потенциала ML. Выявление атомов-выбросов в составе исследуемого кластера дефектов означает, что эти атомные окружения отсутствуют в обучающей базе данных, и, следовательно, тестируемый потенциал ML может давать плохие энергетические свойства для этого дефекта.
Выявление атомов-выбросов в составе исследуемого кластера дефектов означает, что эти атомные окружения отсутствуют в обучающей базе данных, и, следовательно, тестируемый потенциал ML может давать плохие энергетические свойства для этого дефекта.
В качестве учебного примера мы изучаем эффективность GAP-потенциала для ОЦК Fe 50 .{\max}\) почти на 60% ниже, чем энергия миграции DFT (дополнительный рис. 11b). Такая ошибка повлияет на прогнозы кинетики дефектов при облучении и интерпретацию процессов при проведении экспериментов по восстановлению удельного сопротивления 59 .
Помимо этих двух дефектов, мы также исследуем (iii) \(\frac{1}{2}\langle 111\rangle\) ядро винтовой дислокации и (iv) его конфигурацию седловой точки на вершине потенциала Пайерлса. Эти структуры не были явно включены в базу данных GAP; тем не менее, потенциал работает так же точно, как методы ab initio для этих дефектов 60 .{Д}\). Вероятнее всего, «неудачные» конфигурации (i)–(ii) отклоняются от дефектов в обучающей базе данных, тогда как дислокационные структуры (iii)–(iv) аналогичны изученным потенциалом.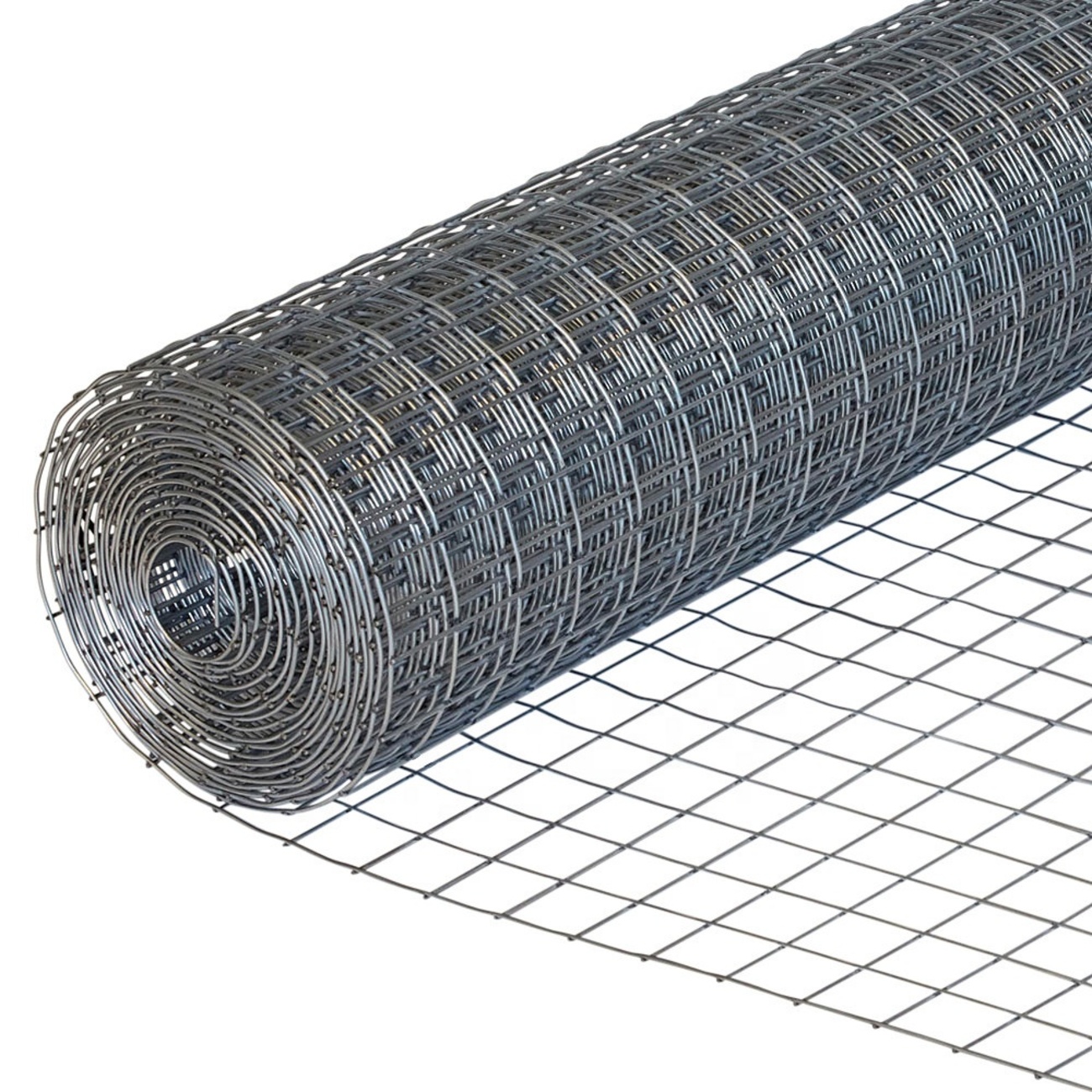 Чтобы проверить это предположение, мы рассмотрели, как кластеры дефектов (i)–(ii) связаны со структурами дефектов из потенциальной базы данных. Для дислокаций (iii)–(iv) мы используем только обнаруженные LAE SF в качестве обучающих данных для анализа переносимости. Последнее позволит оценить, может ли точное моделирование дислокаций быть обеспечено наличием ДУ в потенциальной базе данных.Большинство атомов в «неудавшихся» кластерах дефектов (i)–(ii) (рис. 7а, б) идентифицируются как ярко выраженные выбросы, характеризующиеся отрицательными расстояниями SVM. Следовательно, GAP-потенциал в основном работает в экстраполяционном режиме для этих дефектов. Прогнозы в этом режиме не обязательно точны. Следовательно, неудивительно, что энергетические профили этих дефектов, предсказанные GAP, не согласуются с расчетами DFT. Напротив, ядра дислокаций (iii)–(iv) (рис. 7в, г) не содержат аномальных экземпляров.Таким образом, структурная информация, предоставленная SFs, была достаточной, чтобы обеспечить хорошую точность потенциальной структуры ядра дислокации и его миграционного барьера.
Чтобы проверить это предположение, мы рассмотрели, как кластеры дефектов (i)–(ii) связаны со структурами дефектов из потенциальной базы данных. Для дислокаций (iii)–(iv) мы используем только обнаруженные LAE SF в качестве обучающих данных для анализа переносимости. Последнее позволит оценить, может ли точное моделирование дислокаций быть обеспечено наличием ДУ в потенциальной базе данных.Большинство атомов в «неудавшихся» кластерах дефектов (i)–(ii) (рис. 7а, б) идентифицируются как ярко выраженные выбросы, характеризующиеся отрицательными расстояниями SVM. Следовательно, GAP-потенциал в основном работает в экстраполяционном режиме для этих дефектов. Прогнозы в этом режиме не обязательно точны. Следовательно, неудивительно, что энергетические профили этих дефектов, предсказанные GAP, не согласуются с расчетами DFT. Напротив, ядра дислокаций (iii)–(iv) (рис. 7в, г) не содержат аномальных экземпляров.Таким образом, структурная информация, предоставленная SFs, была достаточной, чтобы обеспечить хорошую точность потенциальной структуры ядра дислокации и его миграционного барьера.
Гистограмма зависимости числа атомов от расстояния d SVM построена для четырех дефектов, не включенных в базу тестируемых GAP-потенциалов 50 для ОЦК Fe, для которых: a , b потенциал проявляет ограниченную переносимость; c , d потенциал работает хорошо.кластера {{\rm{C15}}}\), седловой конфигурации миграции тривакансии, минимальной энергии и конфигурации седловой точки винтовых дислокаций соответственно. Вертикальная пунктирная линия указывает границу решения между выбросами (отрицательные значения) и выбросами (положительные значения).
Предлагаемая стратегия анализа переносимости (рис. 6 и 7) обеспечивает качественную оценку потенциальной производительности. Анализ на основе выбросов может указать, отсутствует ли информация, необходимая для моделирования определенных дефектов, в потенциальной базе данных. Для повышения производительности тестируемого потенциала машинного обучения для систем с ярко выраженными выбросами (рис. 7а, б) их структуры необходимо добавить в базу данных потенциалов. На этапе потенциальной разработки предлагаемый протокол обнаружения дефектов в сочетании с методами обнаружения выбросов МО (рис. 6) может быть использован для оптимизации содержимого базы данных, повышения потенциальной точности моделирования целевых дефектов и их свойств.
Для повышения производительности тестируемого потенциала машинного обучения для систем с ярко выраженными выбросами (рис. 7а, б) их структуры необходимо добавить в базу данных потенциалов. На этапе потенциальной разработки предлагаемый протокол обнаружения дефектов в сочетании с методами обнаружения выбросов МО (рис. 6) может быть использован для оптимизации содержимого базы данных, повышения потенциальной точности моделирования целевых дефектов и их свойств.
Объем рынка армирующих материалов, доля
ГЛАВА 1: ВВЕДЕНИЕ
1.1.Описание отчета
1.2.Основные преимущества для заинтересованных сторон
1.3.Ключевые сегменты рынка
1.4.Методология исследования
1.4.1.Вторичное исследование
1.4.2.Первичное исследование
1.5.Аналитические инструменты и модели
3 90: РЕЗЮМЕ
2.1.Основные выводы исследования
2.2.Перспектива CXO
ГЛАВА 3: ОБЗОР РЫНКА
3.1.Определение и охват рынка
3.2.Основные выводы
3. 2.1.Top3. Анализ пяти сил Портера
2.1.Top3. Анализ пяти сил Портера
3.4. Рыночная динамика
3.4.1.Движущие факторы
3.4.1.1.Глобальный рост строительной деятельности
3.4.1.2.Новые области применения волокнистых композитов
3.4.1.3.Преимущества, связанные с GRFM
3.4.2.Ограничение
3.4.2.1.Дорогой и сложный процесс производства углеродного волокна
3.4.3.Возможность
3.4.3.1.Расширение использования армированных материалов в автомобильной промышленности
3.500.0.Обзор родительского рынка
3.6. Анализ патентов, 2015–2018 гг.
3.6.1. Анализ патентов по странам
3.6.2. Анализ патентов по заявителям, 2015–2018 гг.
3.6.3. Анализ патентов по изобретателям, 2015–2018 гг.
3.7.Влияние государственных норм и правил
3.8.Влияние вспышки короны (COVID 19) на мировой рынок армирующих материалов
3.9.Ценовой анализ 4.1.1.Размер рынка и прогноз
4.2.Стекловолокно
4.2.1.Основные рыночные тенденции, факторы роста и возможности
4.![]() 2.2.Размер рынка и прогноз по регионам
2.2.Размер рынка и прогноз по регионам
4.2.3.Анализ доли рынка по странам
4.2.4. Размер рынка и прогноз по типу стекловолокна
1.2.4. Ровинги
1.2.5. Плетеный ровинг
1.2.6. Ткани
1.2.7. CSM/CFM
1.2.8. Рубленая пряжа
1.2.9. Прочее
4.3. Углеродное волокно
4.3.1. Ключевые тенденции рынка, факторы роста и возможности
4.3.2.Размер рынка и прогноз по регионам
4.3.3.Анализ доли рынка по странам
4.3.4.Размер рынка и прогноз по типам углеродного волокна
4.3.5.По прекурсорам
4.3.5.1.Полиакрилонитрил (ПАН
4.3.5.2. Смола, вискоза и др.
4.3.6. По типу волокна
4.3.6.1. Тканый материал
4.3.6.2. Термореактивный препрег UD
4.3.6.3. Термореактивный препрег ткани
4.3.6.
4.3.6.5. Сырое волокно
4.3.6.6. Формовочные массы
4.4. Арамидное волокно
4.4.1.Ключевые тенденции рынка, факторы роста и возможности
4.4.2.Размер рынка и прогноз по регионам
4. 4.3.Анализ доли рынка по странам
4.4.4.Размер рынка и прогноз по типам арамидного волокна
4.4 .5.Парарамидное волокно
4.4.6.Мета-арамидное волокно и прочее
4.5.Натуральное волокно
4.5.1.Ключевые тенденции рынка, факторы роста и возможности
4.5.2.Размер рынка и прогноз, по регион
4.5.3. Анализ доли рынка по странам
4.5.4. Размер рынка и прогноз по типу натурального волокна
4.5.5.Конопля
4.5.6.Лен
4.5.7.Кенаф
4.5.8.Джут
4.5.9.Другое
4.6.Стальная арматура
4.6.1.Основные тенденции рынка, факторы роста и возможности 4.6119 .2.Размер рынка и прогноз по регионам
4.6.3.Анализ доли рынка по странам
ГЛАВА 5:РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ
5.1.Обзор
5.1.1.Размер рынка и прогноз
5.2.Строительство
5.2.1.Основные тенденции рынка, факторы роста и возможности
5.2.2.Размер рынка и прогноз по регионам
5.2.3.Анализ доли рынка по странам
5. 3.Аэрокосмическая и оборонная промышленность
3.Аэрокосмическая и оборонная промышленность
5.3.1.Ключевые тенденции рынка, факторы роста и возможности
5.3.2.Размер рынка и прогноз по регионам
5.3.3. Анализ доли рынка по странам
5.4. Транспорт
5.4.1. Основные тенденции рынка, факторы роста и возможности
5.4.2. Размер рынка и прогноз по регионам
5.4. 3. Анализ доли рынка по странам
5.5.Ветроэнергетика
5.5.1.Основные рыночные тенденции, факторы роста и возможности
5.5.2.Объем рынка и прогноз по регионам
5.5.3.Анализ доли рынка по странам
5.6.Потребительские товары
5.6.1.Ключевые тенденции рынка, факторы роста и возможности
5.6.2.Размер рынка и прогноз по регионам
5.6.3.Анализ доли рынка по странам
5.7.Промышленность
5.7.1.Ключевые тенденции рынка , факторы роста и возможности
5.7.2. Размер рынка и прогноз по регионам
5.7.3.Анализ доли рынка по странам
5.8.Другие
5.8.1.Основные рыночные тенденции, факторы роста и возможности
5. 8.2.Размер рынка и прогноз по регионам
8.2.Размер рынка и прогноз по регионам
5.8.3.Анализ доли рынка по ГЛАВА 6: РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ПО РЕГИОНАМ
6.1.Обзор
6.1.1.Размер рынка и прогноз по регионам возможности
6.2.2. Размер рынка и прогноз по типу материала
6.2.3.Размер рынка и прогноз по конечным пользователям
6.2.4.Размер рынка и прогноз по странам
6.2.5.США.
6.2.5.1.Размер рынка и прогноз по типу материала
6.2.5.2.Размер рынка и прогноз по конечному пользователю
6.2.6.Канада
6.2.6.1.Размер рынка и прогноз по типу материала
6.2.6.2.Размер рынка и прогноз по конечному пользователю
6.2.7.Мексика
6.2.7.1.Размер рынка и прогноз по типу материала
6.2.7.2.Размер рынка и прогноз по конечному пользователю
6.3.Европа
6.3.1.Ключевые рыночные тенденции, факторы роста и возможности
6.3.2.Размер рынка и прогноз по типу материала
6.3.3.Размер рынка и прогноз по конечному пользователю
6.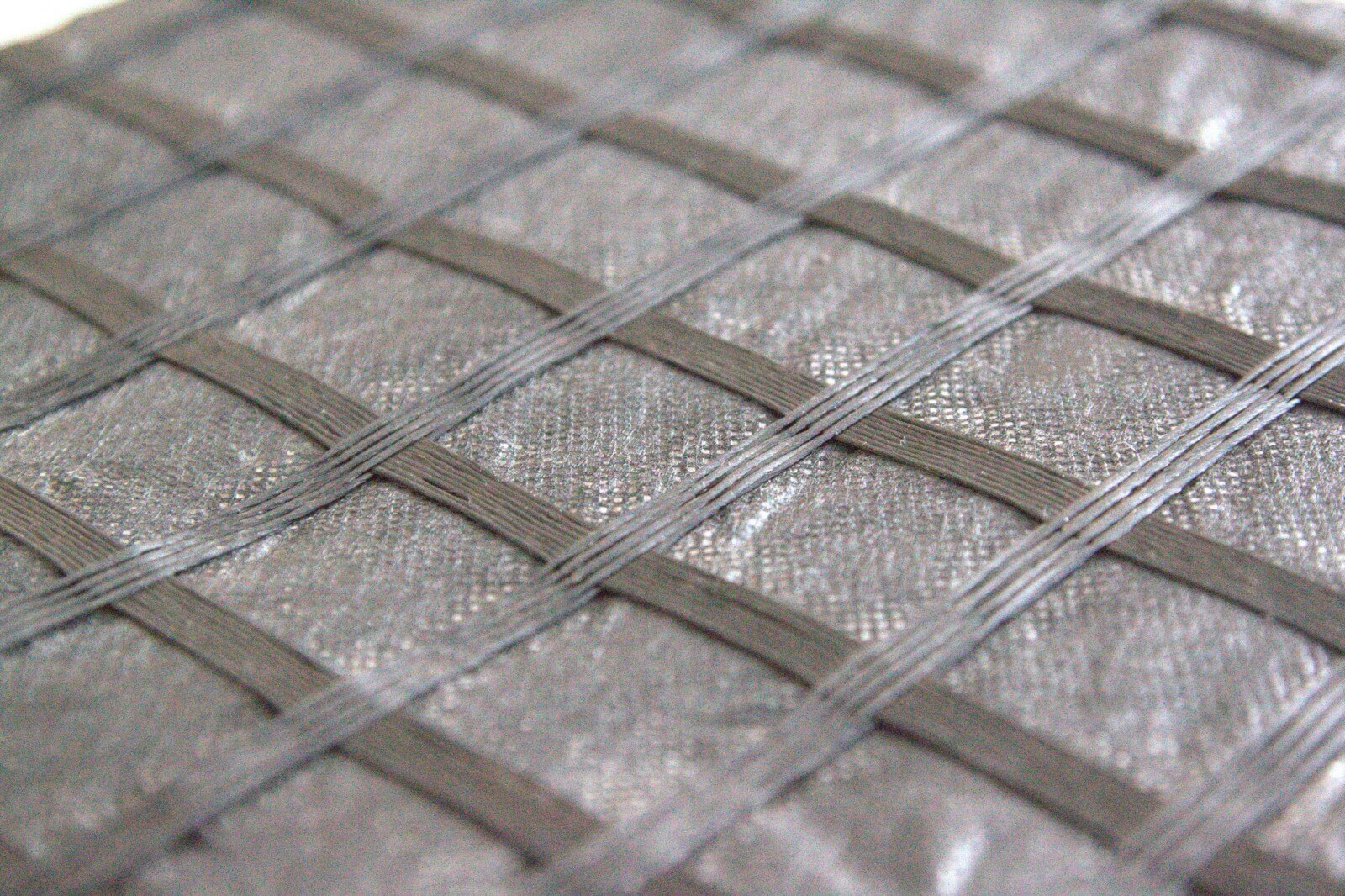 3.4. Размер рынка и прогноз по странам
3.4. Размер рынка и прогноз по странам
6.3.5.Германия
6.3.5.1.Размер рынка и прогноз по типу материала
6.3.5.2.Размер рынка и прогноз по конечному пользователю
6.3.6.Великобритания
6.3 .6.1.Размер рынка и прогноз по типу материала
6.3.6.2.Размер рынка и прогноз по конечному пользователю
6.3.7.Франция
6.3.7.1.Размер рынка и прогноз по типу материала
6.3.7.2.Размер рынка и прогноз по конечному пользователю
6.3.8.Италия
6.3.8.1.Размер рынка и прогноз по тип материала
6.3.8.2. Размер рынка и прогноз по конечному пользователю
6.3.9. Испания
6.3.9.1. Размер рынка и прогноз по типу материала
6.3.9.2. Размер рынка и прогноз по конечному пользователю пользователь
6.3.10.Остальная Европа
6.3.10.1.Размер рынка и прогноз по типу материала
6.3.10.2.Размер рынка и прогноз по конечным пользователям
6.4.Азиатско-Тихоокеанский регион
6.4.1.Ключевые тенденции рынка, факторы роста и возможности
6. 4.2.Размер рынка и прогноз по типу материала
4.2.Размер рынка и прогноз по типу материала
6.4 .3.Размер рынка и прогноз по конечному пользователю
6.4.4.Размер рынка и прогноз по стране
6.4.5.Китай
6.4.5.1.Размер рынка и прогноз по типу материала
6.4.5.2.Размер рынка и прогноз по конечному пользователю
6.4.6.Япония
6.4.6.1.Размер рынка и прогноз по типу материала
6.4.6.2.Размер рынка и прогноз по конечному пользователю
6.4.7.Индия
6.4.7.1.Размер рынка и прогноз по типу материала
6.4.7.2.Размер рынка и прогноз по конечному пользователю
6.4.8.Южная Корея
6.4.8.1.Размер рынка и прогноз по типу материала
6.4.8.2.Размер рынка и прогноз по конечному пользователю
6.4.9.Австралия
6.4.9.1.Размер рынка и прогноз, по типу материала
6.4.9.2. Размер рынка и прогноз, по конечному пользователю
6.4.10. Остальная часть Азиатско-Тихоокеанского региона
6.4.10.1.Размер рынка и прогноз по типу материала
6. 4.10.2.Размер рынка и прогноз по конечному пользователю
4.10.2.Размер рынка и прогноз по конечному пользователю
6.5.LAMEA
6.5.1.Ключевые рыночные тенденции, факторы роста и возможности
6.5.2 .Размер рынка и прогноз по типу материала
6.5.3.Размер рынка и прогноз по конечному пользователю
6.5.4.Размер рынка и прогноз по странам
6.5.5.Бразилия
6.5.5.1.Размер рынка и прогноз , по типу материала
6.5.5.2. Размер рынка и прогноз, по конечному пользователю
6.5.6.Саудовская Аравия
6.5.6.1.Размер рынка и прогноз по типу материала
6.5.6.2.Размер рынка и прогноз по конечному пользователю
6.5.7.Южная Африка
6.5.7.1.Размер рынка и прогноз , по типу материала
6.5.7.2. Размер рынка и прогноз, по конечному пользователю
6.5.8. Остальная часть LAMEA
6.5.8.1. Размер рынка и прогноз, по типу материала
6.5.8.2. Размер рынка и прогноз , конечным пользователем
ГЛАВА 7: КОНКУРЕНТНАЯ ЛАНДШАФТ
7.1.ВВЕДЕНИЕ
7.1.1.ПОЗИЦИОНИРОВАНИЕ ИГРОКА НА РЫНКЕ, 2018
7. 2.ЛУЧШИЕ ВЫИГРЫШНЫЕ СТРАТЕГИИ
2.ЛУЧШИЕ ВЫИГРЫШНЫЕ СТРАТЕГИИ
7.2.1.Лучшие выигрышные стратегии, по годам
7.2.2.Лучшие выигрышные стратегии, по развитию
7.2.3.Лучшие выигрышные стратегии, по компаниям
7.3.Подукком сопоставления топ-10 игроков
7.4.Competiture Dashboard
7.5.59.Competity HeathMap
7.6.6.1.НаВет
7.6.1.Ну Продукт запускает
7.6.2.expansionsions
7.6.3.5999 7.6.4.Collaboration
7.6.5.Соглашение
ГЛАВА 8: ПРОФИЛИ КОМПАНИИ:
8.1.BASF SE
. разработки
8.2.Bast Fibers LLC
8.2.1.Обзор компании
8.2.2.Снимок компании
8.2.3.Портфель продуктов
8.3.Binani Industries
8.3.1.Обзор компании
8.3.1.Обзор компании снимок
8.3.3. Сегменты операционной деятельности
8.3.4.Портфель продуктов
8.3.5.Эффективность бизнеса
8.4.DuPont
8.4.1.Обзор компании
8.4.2.Снимок компании
8.4.3.Операционные бизнес-сегменты
8.4.4.Портфель продуктов 901.19 .Бизнес-показатели
8.5.Honeywell International Inc.
8.5.1.Обзор компании
8.5.2.Снимок компании
8.5.3.Операционные бизнес-сегменты
8.5.4.Портфель продуктов
8.5.5.Бизнес-результаты
.6.Ключевые стратегические ходы и разработки
8.6.Hyosung Corporation
8.6.1.Обзор компании
8.6.2.Снимок компании
8.6.3.Портфель продуктов
8.6.4.Эффективность бизнеса
8.6.5.Ключевые стратегические шаги и разработки
8.7.NFC Fibers GmbH
. сегменты
8.8.4. Ассортимент продукции
8.8.5.Эффективность бизнеса
8.8.6.Ключевые стратегические шаги и разработки
8.9.Teijin Limited
8.9.1.Обзор компании
8.9.2.Краткий обзор компании
8.9.3.Сегменты операционной деятельности
8.9.4.Портфель продуктов
8.9.5.Эффективность бизнеса
8.9.6.Ключевые стратегические шаги и разработки
8.10.Toray Industries Inc.
8.10.1.Обзор компании
8.10.2.Снимок компании
8.10.3.Операционные бизнес-сегменты 9.019 .4. Ассортимент продукции
8.10.5.Эффективность бизнеса
8.10.6.Ключевые стратегические шаги и разработки
СПИСОК ТАБЛИЦ
ТАБЛИЦА 01. ПРОГНОЗ ЦЕН НА АРМАТУРНЫЕ МАТЕРИАЛЫ ПО ВИДАМ МАТЕРИАЛОВ, 2019–2027 ($/КГ) ,2019–2027 ($/KG)
ТАБЛИЦА 03. МИРОВОЙ РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ, ПО ВИДАМ МАТЕРИАЛОВ, 2019–2027 гг., (МЛН $)
ТАБЛИЦА 05. МИРОВОЙ РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ПО ВИДАМ МАТЕРИАЛОВ, 2019–2027 ГГ. (МЛН. ДОЛЛ. США)
ТАБЛИЦА 06.МИРОВОЙ РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ ДЛЯ СТЕКЛОВОЛОКНА, ПО РЕГИОНАМ, 2019–2027 ГГ. (КИЛОТОНН)
ПО ТИПУ, 2019–2027 (КИЛОТОННЫ)
ТАБЛИЦА 09. МИРОВОЙ РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ ДЛЯ СТЕКЛОВОЛОКНА ПО ТИПУ, 2019–2027 (МЛН ДОЛЛ. США)
ТАБЛИЦА 10. МИРОВОЙ РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ ДЛЯ УГЛЕРОДНОГО ВОЛОКНА )
ТАБЛИЦА 11.Рынок глобальных армирующих материалов для углеродного волокна, по регионам, 2019-2027 (млн. Долл. США)
Таблица 12. Глобальный рынок армирующих материалов для углеродного волокна по типу, 2019-2027 (килотоны)
Таблица 13. Глобальный рынок арматурных материалов для углеродного волокна ТИП, 2019–2027 (МЛН $)
ТАБЛИЦА 14. МИРОВОЙ РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ ДЛЯ АРАМИДНОГО ВОЛОКНА, ПО РЕГИОНАМ, 2019–2027 (КИЛОТОНН)
МЛН)
ТАБЛИЦА 16.МИРОВОЙ РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ ДЛЯ АРАМИДНОГО ВОЛОКНА ПО ТИПАМ, 2019–2027 ГГ. (КИЛОТОНН)
ТАБЛИЦА 19. МИРОВОЙ РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ ДЛЯ НАТУРАЛЬНОГО ВОЛОКНА В РАЗБИВКЕ ПО РЕГИОНАМ, 2019–2027 ГГ. (МЛН. ДОЛЛ. США)
(КИЛОТОННЫ)
ТАБЛИЦА 21.МИРОВОЙ РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ ДЛЯ НАТУРАЛЬНОГО ВОЛОКНА, ПО ТИПУ, 2019–2027 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 22. МИРОВОЙ РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ ДЛЯ СТАЛЬНОЙ АРМАТУРЫ, ПО РЕГИОНАМ, 2019–2027 (КИЛОТОНЫ)
ТАБЛИЦА 23. ГЛОБАЛЬНЫЙ REIN. , ПО РЕГИОНАМ, 2019–2027 гг. (МЛН ДОЛЛ. США)
(КИЛОТОНН)
ТАБЛИЦА 26. МИРОВОЙ РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ В РАЗБИВКЕ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 27.Рынок мировых армирующих материалов для строительства, по регионам, 2019-2027 гг. (Килотонны)
Таблица 28. Глобальный рынок арматурных материалов для строительства, по регионам, 2019-2027 (млн. Долл. США)
Таблица 29. Глобальный рынок арматурных материалов для аэрокосмической и защиты, ПО РЕГИОНАМ, 2019–2027 ГГ. (КИЛОТОНН)
ТАБЛИЦА 30. МИРОВОЙ РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ ДЛЯ АВИАЦИОННО-КОСМИЧЕСКОЙ И ОБОРОННОЙ ПРОМЫШЛЕННОСТИ ПО РЕГИОНАМ, 2019–2027 гг. (МЛН ДОЛЛ. США)
КИЛОТОНОВ)
ТАБЛИЦА 32.МИРОВОЙ РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТА, ПО РЕГИОНАМ, 2019–2027 ГГ. (МЛН. ДОЛЛАРОВ США)
ПО РЕГИОНАМ, 2019–2027 ГГ. (МЛН. ДОЛЛ. США)
ТАБЛИЦА 35. МИРОВОЙ РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ДЛЯ ПОТРЕБИТЕЛЬСКИХ ТОВАРОВ ПО РЕГИОНАМ, 2019–2027 гг. (КИЛОТОНН)
МЛН долларов США)
ТАБЛИЦА 37.МИРОВОЙ РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ДЛЯ ПРОМЫШЛЕННЫХ В РАЗБИВКЕ ПО РЕГИОНАМ, 2019–2027 ГГ. (КИЛОТОНН)
, 2019–2027 (КИЛОТОНН)
ТАБЛИЦА 40. МИРОВОЙ РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ ПО РЕГИОНАМ, 2019–2027 (МЛН. ДОЛЛ. США)
РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ПО РЕГИОНАМ, 2019–2027 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 43.Рынок арматурных материалов Северной Америки, по типу материала, 2019-2027 (килотоны)
Таблица 44.north America America Armeration Material Market Market, по типу материалов, 2019-2027 (млн. Долл. США)
Таблица 45.NOth America America Americal Armeration Материалы, к концу ПОЛЬЗОВАТЕЛИ, 2019–2027 (КИЛОТОННЫ)
ТАБЛИЦА 46. РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ В СЕВЕРНОЙ АМЕРИКЕ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 (МЛН. ДОЛЛ. США)
48.РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ В СЕВЕРНОЙ АМЕРИКЕ ПО СТРАНАМ, 2019–2027 ГГ. (МЛН. ДОЛЛАРОВ США)
ТАБЛИЦА 49.РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ США ПО ТИПАМ МАТЕРИАЛОВ, 2019–2027 ГГ. (КИЛОТОННЫ)
ТАБЛИЦА 50. РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ В РАЗБИВКЕ ПО ТИПУ МАТЕРИАЛОВ, 2019–2027 ГГ. (МЛН. ДОЛЛ. США)
ТАБЛИЦА 51. РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 (МЛН. ДОЛЛ. США) 2027 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 55.РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ КАНАДЫ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (КИЛОТОННЫ)
2019–2027 (КИЛОТОНН)
ТАБЛИЦА 58. РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ В МЕКСИКЕ, ПО ВИДАМ МАТЕРИАЛОВ, 2019–2027 (МЛН. ДОЛЛ. США)
РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ В МЕКСИКЕ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 61.ЕВРОПЕЙСКИЙ РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ПО ТИПАМ МАТЕРИАЛОВ, 2019–2027 ГГ. (КИЛОТОННЫ)
ТАБЛИЦА 62. –2027(КИЛОТОНН)
ТАБЛИЦА 64. ЕВРОПЕЙСКИЙ РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ В РАЗБИВКЕ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (МЛН. ДОЛЛ. США)
РЫНОК ПО СТРАНАМ, 2019–2027 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 67.Рынок армирующих материалов Германии, по типу материала, 2019-2027 (килотоны)
Таблица 68. Германические армирующие материалы Рынок материалов, по типу материалов, 2019-2027 (млн. Долл. США)
Таблица 69. Германы рынок армирующих материалов, по конечным пользователю, 2019 –2027(КИЛОТОНН)
ТАБЛИЦА 70.РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ В ГЕРМАНИИ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 (МЛН.$)
РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ПО ВИДАМ МАТЕРИАЛОВ, 2019–2027 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 73.РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ВЕЛИКОБРИТАНИИ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (КИЛОТОННЫ)
2019–2027 (КИЛОТОНН)
ТАБЛИЦА 76. РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ФРАНЦИИ В РАЗБИВКЕ ПО ТИПУ МАТЕРИАЛОВ, 2019–2027 ГГ. (МЛН. ДОЛЛ. США)
РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ФРАНЦИИ В РАЗБИВКЕ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 79.ИТАЛИЙСКИЙ РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ПО ТИПАМ МАТЕРИАЛОВ, 2019–2027 ГГ. (КИЛОТОНН)
–2027(КИЛОТОНН)
ТАБЛИЦА 82.РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ В ИТАЛИИ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (МЛН.$)
РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ПО ВИДАМ МАТЕРИАЛОВ, 2019–2027 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 85.РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ В ИСПАНИИ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (КИЛОТОННЫ)
ТИП, 2019–2027 гг. (КИЛОТОНН)
ТАБЛИЦА 88. РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ В ОСТАЛЬНОЙ ЕВРОПЕ, ПО ТИПУ МАТЕРИАЛОВ, 2019–2027 гг. (МЛН. Долл. США)
КИЛОТОНН)
ТАБЛИЦА 90. РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ В ОСТАЛЬНОЙ ЕВРОПЕ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 91.АЗИАТСКО-ТИХООКЕАНСКИЙ РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ ПО ТИПАМ МАТЕРИАЛОВ, 2019–2027 (КИЛОТОННЫ)
ТАБЛИЦА 92. АЗИАТСКО-ТИХООКЕАНСКИЙ РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ, ПО ТИПАМ МАТЕРИАЛОВ, 2019–2027 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 93. ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 (КИЛОТОННЫ)
ТАБЛИЦА 94. АЗИАТСКО-ТИХООКЕАНСКИЙ РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 (МЛН. Долл. США)
(КИЛОТОНН)
ТАБЛИЦА 96. АЗИАТСКО-ТИХООКЕАНСКИЙ РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ, ПО СТРАНАМ, 2019–2027 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 97.РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ КИТАЯ ПО ТИПАМ МАТЕРИАЛОВ, 2019–2027 ГГ. (КИЛОТОНН)
–2027 (КИЛОТОНН)
ТАБЛИЦА 100. РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ КИТАЯ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (МЛН. ДОЛЛ. США)
РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ ПО ВИДАМ МАТЕРИАЛОВ, 2019–2027 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 103.ТАБЛИЦА 104. РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ В ЯПОНИИ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (КИЛОТОННЫ)
2019–2027 (КИЛОТОННЫ)
ТАБЛИЦА 106. РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ В ИНДИИ, ПО ТИПУ МАТЕРИАЛОВ, 2019–2027 (МЛН. ДОЛЛ. США)
РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ ИНДИИ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 109.Рынок армирующих материалов Южной Кореи, по типу материала, 2019-2027 (килотоны)
Таблица 110.south Korea Рынок армирующих материалов, по типу материалов, 2019-2027 (млн. Долл. США)
Таблица 111. ПОЛЬЗОВАТЕЛЬ, 2019–2027 (КИЛОТОННЫ)
ТАБЛИЦА 112. РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ В ЮЖНОЙ КОРЕЕ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 (МЛН. Долл. США)
ТАБЛИЦА 114. РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ В АВСТРАЛИИ ПО ТИПУ МАТЕРИАЛОВ, 2019–2027 ГГ. (МЛН. ДОЛЛ. США)
ТАБЛИЦА 115.РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ В АВСТРАЛИИ В РАЗБИВКЕ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (КИЛОТОНН)
ПО ТИПУ МАТЕРИАЛОВ, 2019–2027 ГГ. (КИЛОТОНН)
ТАБЛИЦА 118. ОСТАЛЬНЫЕ АЗИАТСКО-ТИХООКЕАНСКИЙ АРМАТУРНЫЙ РЫНОК, ПО ТИПАМ МАТЕРИАЛОВ, 2019–2027 гг. (МЛН. Долл. США)
ТАБЛИЦА 119. ПОЛЬЗОВАТЕЛИ, 2019–2027 ГГ. (КИЛОТОННЫ)
ТАБЛИЦА 120. ОСТАЛЬНЫЕ АЗИАТСКО-ТИХООКЕАНСКИЕ РЕГИОНЫ РЫНКА АРМАТУРНЫХ МАТЕРИАЛОВ В РАЗБИВКЕ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 121.РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ LAMEA ПО ТИПАМ МАТЕРИАЛОВ, 2019–2027 ГГ. (КИЛОТОНН)
–2027 (КИЛОТОНН)
ТАБЛИЦА 124. РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ LAMEA В РАЗБИВКЕ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 (МЛН. ДОЛЛ. США)
РЫНОК ПО СТРАНАМ, 2019–2027 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 127.Рынок армирующих материалов из Бразилии, материальным типом, 2019-2027 (килотоны)
Таблица 128. Рынок армирующих материалов Бразил, по типу материалов, 2019-2027 (млн. Долл. США)
Таблица 129. Рынок арматурных материалов 129.Brazil, по конечным пользователю, 2019 –2027 (КИЛОТОНН)
ТАБЛИЦА 130. РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ В БРАЗИЛИИ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (МЛН. ДОЛЛ. США)
РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ В САУДОВСКОЙ АРАВИИ ПО ВИДАМ МАТЕРИАЛОВ, 2019–2027 ГГ. (МЛН. ДОЛЛ. США)
ТАБЛИЦА 133.РЫНОК АРМАТУРНЫХ МАТЕРИАЛОВ В САУДОВСКОЙ АРАВИИ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (КИЛОТОННЫ)
ТИП МАТЕРИАЛОВ, 2019–2027 ГГ. (КИЛОТОНН)
ТАБЛИЦА 136. РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ В ЮЖНОЙ АФРИКЕ ПО ВИДАМ МАТЕРИАЛОВ, 2019–2027 гг. (МЛН. ДОЛЛ. США)
)
ТАБЛИЦА 138. РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ В ЮЖНОЙ АФРИКЕ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 139.ОСТАЛОСЬ РЫНКА АРМИРОВАННЫХ МАТЕРИАЛОВ LAMEA ПО ТИПУ МАТЕРИАЛОВ, 2019–2027 (КИЛОТОННЫ)
ТАБЛИЦА 140. ОСТАТКИ РЫНКА АРМИРОВАННЫХ МАТЕРИАЛОВ LAMEA, ПО ТИПАМ МАТЕРИАЛОВ, 2019–2027 (МЛН. Долл. США)
ТАБЛИЦА 141. КОНЕЧНЫЙ ПОЛЬЗОВАТЕЛЬ, 2019–2027 (КИЛОТОННЫ)
ТАБЛИЦА 142. ОСТАЛЬНАЯ РЫНОК АРМИРОВАННЫХ МАТЕРИАЛОВ LAMEA, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2019–2027 (МЛН. Долл. США)
ОСНОВНЫЕ РАСШИРЕНИЯ (2016-2019)
ТАБЛИЦА 145. ОСНОВНЫЕ ПРИОБРЕТЕНИЯ (2016-2019)
ТАБЛИЦА 146.КЛЮЧЕВОЕ СОТРУДНИЧЕСТВО (2016-2019)
ТАБЛИЦА 147. КЛЮЧЕВОЕ СОГЛАШЕНИЕ (2016-2019)
ТАБЛИЦА 148.BASF SE: КРАТКИЙ ОБЗОР КОМПАНИИ
ТАБЛИЦА 149.BASF SE: ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 150.BASF SE: АССОРТИМЕНТ ПРОДУКЦИИ15OVERTABLE 9011 ФИНАНСОВОЕ СОСТОЯНИЕ (МЛН ДОЛЛ. США)
ТАБЛИЦА 152.BASF SE: ОСНОВНЫЕ СТРАТЕГИЧЕСКИЕ ДЕЙСТВИЯ И РАЗРАБОТКИ
ТАБЛИЦА 153.BAST FIBERS: КРАТКИЙ ОБЗОР КОМПАНИИ
ТАБЛИЦА 154.BAST FIBERS: ПОРТФЕЛЬ ПРОДУКЦИИ
РАБОЧИЕ СЕГМЕНТЫ
ТАБЛИЦА 157.BINANI: ПОРТФЕЛЬ ПРОДУКЦИИ
ТАБЛИЦА 158. ОБЩЕЕ ФИНАНСОВОЕ СОСТОЯНИЕ (МЛН. ДОЛЛ. США)
ТАБЛИЦА 159. DUPONT: КРАТКИЙ ОБЗОР КОМПАНИИ
ТАБЛИЦА 160.DUPONT: ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 161.DUPONT: ПОРТФЕЛЬ ПРОДУКЦИИ
ТАБЛИЦА 161.DUPONT: ПОРТФЕЛЬ ПРОДУКТОВ, ТАБЛИЦА 906IN ТАБЛИЦА 916IN.
Таблица 163.honewell: Компания Snapshot
Таблица 164.honewell: Операционные сегменты
Таблица 165.honewell: Product Portfolio
Таблица 166.Вовещательский финансовый статус (миллион долларов)
Таблица 167.Hyosung: Компания Snapshot
Таблица 169.hyosung: Портфолио продукта
Таблица 170.Воверенного финансового состояния (млн. Долл. США)
Таблица 171.hyosung: Ключевые стратегические ходы и разработки
Таблица 172.NFC: Компания Снимок
Таблица 173.NFC: Портфолио
ТАБЛИЦА 174.OWENS CORNING: КРАТКИЙ ОБЗОР КОМПАНИИ
ТАБЛИЦА 175.OWENS CORNING: ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 176.OWENS CORNING: ПОРТФЕЛЬ ПРОДУКЦИИ
ТАБЛИЦА 179.Teijin: Компания Snapshot
Таблица 180.teijin.
ТАБЛИЦА 185.TORAY: ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 186.TORAY: ПОРТФЕЛЬ ПРОДУКЦИИГлобальная сегментация рынка армирующих материалов
Рисунок 02.top Инвестиционные карманы, по типу материала (2018)
Рисунок 03.Модеративная переговорная мощность поставщиков
Рисунок 04. РИСУНОК 07. ВЫСОКАЯ ИНТЕНСИВНОСТЬ КОНКУРЕНТНОЙ КОНКУРЕНЦИИ
РИСУНОК 08. ДИНАМИКА РЫНКА АРМАТУРНЫХ МАТЕРИАЛОВ
РИСУНОК 09. ОБЗОР РЫНКА АРМАТУРНЫХ МАТЕРИАЛОВ
РИСУНОК 10.Патентный анализ, заявитель
Рисунок 12.Патент Анализ, по изобретателям
Рисунок 13.Comparation Анализ рынка армирующих материалов для стекловолокна, по стране, 2019 и 2027 (млн. Долл. США)
Рисунок 14.Comprative Анализ рынка арматурных материалов для углерода. РИСУНОК 15. СРАВНИТЕЛЬНЫЙ АНАЛИЗ РЫНКА АРАМИДНЫХ МАТЕРИАЛОВ ДЛЯ АРАМИДНОГО ВОЛОКНА, ПО СТРАНАМ, 2019 И 2027 (МЛН ДОЛЛАРОВ)
, 2019 и 2027 (МЛН. ДОЛЛ. США) 90 119 РИСУНОК 17.Сравнительный анализ рыночной арматуры для армирующих материалов. ДЛЯ АВИАЦИОННО-КОСМИЧЕСКОЙ И ОБОРОННОЙ ПРОМЫШЛЕННОСТИ ПО СТРАНАМ, 2019 И 2027 (МЛН ДОЛЛАРОВ)
РИСУНОК 20. СРАВНИТЕЛЬНЫЙ АНАЛИЗ РЫНКА АРМАТУРНЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТА, ПО СТРАНАМ, 2019 И 2027 (МЛН ДОЛЛАРОВ)
РИСУНОК 21.Сравнительный анализ рынка армирующих материалов для энергии ветра, по стране, 2019 и 2027 долл. США (млн. Долл. США)
Рисунок 22 счастливый анализ рынка армирующих материалов для потребительских товаров, по стране, 2019 и 2027 долл. США)
Рисунок 23.Comparation Анализ армирования РЫНОК ПРОМЫШЛЕННЫХ МАТЕРИАЛОВ ПО СТРАНАМ, 2019 И 2027 ГГ. (МЛН ДОЛЛ. США)
РИСУНОК 24. СРАВНИТЕЛЬНЫЙ АНАЛИЗ РЫНКА АРМАТУРНЫХ МАТЕРИАЛОВ ДЛЯ ПРОЧИХ, ПО СТРАНАМ, 2019 И 2027 ГГ. (МЛН ДОЛЛ. США)
РИСУНОК 25.РИСУНОК 26. ДОХОД ОТ АРМИРОВАННЫХ МАТЕРИАЛОВ В КАНАДЕ, 2019–2027 ГГ., (МЛН ДОЛЛАРОВ)
.ГЕРМАНИЯ ДОХОД ОТ АРМАТУРНЫХ МАТЕРИАЛОВ, 2019–2027 ГГ., (МЛН. Долл. США)
31. ДОХОД ОТ АРМАТУРНЫХ МАТЕРИАЛОВ В ИТАЛИИ, 2019–2027 ГГ., (МЛН ДОЛЛ. США)
РИСУНОК 32.РИСУНОК 33. ДОХОД ОТ АРМИРОВАННЫХ МАТЕРИАЛОВ В ОСТАЛЬНОЙ ЕВРОПЕ, 2019–2027 ГГ., (МЛН ДОЛЛАРОВ)
РИСУНОК 35. ВЫРУЧКА ОТ АРМИРОВАННЫХ МАТЕРИАЛОВ В ЯПОНИИ, 2019–2027 ГГ., (МЛН. ДОЛЛ. США)
)
РИСУНОК 38. ДОХОД В АВСТРАЛИИ ОТ АРМАТУРНЫХ МАТЕРИАЛОВ, 2019–2027 ГГ., (МЛН ДОЛЛАРОВ США)
РИСУНОК 39.РИСУНОК 40. ДОХОД БРАЗИЛИИ ОТ АРМАТУРНЫХ МАТЕРИАЛОВ, 2019–2027 ГГ., (МЛН ДОЛЛАРОВ)
РИСУНОК 42. ДОХОД ЮЖНОЙ АФРИКИ ОТ АРМАТУРНЫХ МАТЕРИАЛОВ, 2019–2027 ГГ., (МЛН ДОЛЛ. США)
45.ЛУЧШИЕ ПРИБЫЛЬНЫЕ СТРАТЕГИИ ПО ГОДАМ, 2016–2020 гг.
РИСУНОК 46.РИСУНОК 47. ОСНОВНЫЕ ПРИБЫЛЬНЫЕ СТРАТЕГИИ ПО КОМПАНИЯМ, 2016–2020 гг.
КЛЮЧЕВЫЕ ИГРОКИ
РИСУНОК 51. BASF SE: ВЫРУЧКА, 2017–2019 ГГ.