Кж ушп: технология, конструкция, характеристики, расчет и цена установки фундамента УШП
УШП фундамент — утепленная шведская плита
Заказать обратный звонок
Ваше имя
Контактный телефон
Удобное время звонка
Согласие на обработку персональных данных
Введите код с картинки
callback by akernel.ru
С помощью нашего онлайн калькулятора вы можете узнать приблизительную стоимость вашего будущего фундамента УШП
Узнать больше
- Последовательность строительного процесса
- Монтаж теплого пола
- Различия между традиционными фундаментами и УШП
Узнать больше
Узнать больше
- Для каких домов лучше всего использовать данный тип фундамента?
- Какие плюсы и минусы у данного типа фундамента по сравнению с обычной плитой и ленточным фундаментом?
Узнать больше
Объединяет несколько конструктивных элементов разного функционального назначения: конструкцию фундамента и пола первого этажа и уменьшает количество необходимых строительных операций, сокращает сроки строительства.
Плиты экструзионного пенополистирола, укладываемые в основание фундамента, одновременно утепляют грунт под плитой и полы внутри помещении. Утепление грунта под плитой исключает морозное пучение. Утепление пола препятствует проникновению холода в помещение. Таким образом возникает двойной эффект от утепления.
Закладываемые в плиту трубы тёплого пола превращают её в отопительный прибор. В доме с удельными теплопотерями не более 70–100 Вт/м2 такой тёплый пол способен стать основным источником отопления, исключающим необходимость установки радиаторов отопления, при условии проведения теплового расчета дома и проекта теплых полов на его основе.
Технология УШП имеет относительно небольшую толщину ж/б плиты основания, т.к. высокопрочный экструзионный пенополистирол, кроме функции утепления, также включается в работу по передаче и распределению нагрузки на грунт, становясь частью несущей конструкции, а также позволяет исключить устройство бетонной подготовки.
Экструдированный пенополистирол обладает минимальными водопоглощением, что позволяет исключить капиллярное поднятие воды.
Бетон такого фундамента работает в более мягких условиях, по сравнению с традиционными фундаментами, следовательно действие разрушающих факторов на плиту сводится к минимуму.
Узнать больше
Ушп фундамент под ключ — Цена в Москве и области
Ушп фундамент под ключ — Цена в Москве и области- Главная
- Фундаменты
- Плита УШП
Плита УШП под ключ в Москве
Собственный склад материалов
Все работы по договору
Ежедневный фотоотчет
Гарантия 2 года
Цена: по запросу
Многопрофельный производственный комплекс
Инновационных строительных технологий
Цена:
Фундамент для дома
Строим фундаменты более 7 лет
Независимый авторский надзор
Поэтапная оплата
Бесплатный выезд
Гарантия 5 лет по договору
Скидка до 20% на стройматериалы
Рассчитайте стоимость фундамента БЭНПАН
Тип сооружения:
ДомБаняГаражБеседкаЗаборАнгарДругое
Материал стен:
БЭНПАНДеревоКаркасКирпичПеноблок
Этажность:
11+мансарда22+мансарда
Размер строения:
на
метр
Тип грунта:
Я не знаюДисперсные связные грунты (глина, суглинок и супесь):Текучепластичные и мягкопластичныеПолутвердые и тугопластичныеТвердыеДисперсные несвязные грунты (песок и щебень):Пылеватые, мелкиеСредней крупностиГравелистые и крупныеПолускальные грунты:АргиллитИзвестнякДресваГипс
Описание
УШП – монолитная ЖБ плита переменного сечения с достаточно большим слоем утеплителя и встроенными трубами системы «теплый пол». Для предотвращения влияния негативных процессов на грунт, основанием для плиты служит песчаная подушка. Устройство плиты УШП можно сравнить с обычной монолитной плитой за исключением того, что перед бетонированием производятся работы по обустройству теплых полов.
Для предотвращения влияния негативных процессов на грунт, основанием для плиты служит песчаная подушка. Устройство плиты УШП можно сравнить с обычной монолитной плитой за исключением того, что перед бетонированием производятся работы по обустройству теплых полов.
Консультация по выбору фундамента
Наши менеджеры готовы проконсультировать вас и подобрать оптимальные варианты фундамента для вашего проекта
Вопрос-ответ
Какие подготовительные работы необходимо выполнить перед строительством фундамента?
Одна из самых распространенных ошибок при возведении оснований зданий – пренебрежение гидрогеологическими изысканиями. Если нагрузка от дома превысит сопротивляемость почвы, строение начнет проваливаться. Расходы на геологию полностью себя оправдывают, они позволяют избежать больших убытков в связи с разрушением зданий под воздействием подземных процессов.
Еще одна распространенная ошибка – начало строительных работ ранней весной, когда почва еще замерзшая или покрыта снегом, оставление фундамента на зиму.
Заливка фундамента в замерзшую землю чревато просадкой основания после ее оттаивания.
Выполнение работ на плодородном слое почвы также не приводит ни к чему хорошему.
Другая ошибка связана с возведением опалубки из отходов или полном ее отсутствии. Заливка бетона сразу в траншеи, стремление сэкономить на материале ставит под угрозу прочность здания.
Как выбрать подходящий тип фундамента?
При выборе типа основания для будущего здания следует руководствоваться свойствами грунта на участке, глубиной залегания подземных вод, количеством этажей будущего здания. Значение также имеет материал, из которого будет возводиться постройка.
Кирпичным и бетонным сооружениям требуются усиленные фундаменты, деревянным домам более легкие.
Можно ли строить фундамент зимой?
Возводить основание здания зимой нежелательно, но это возможно. В подобном случае нужно использовать особые технологии, выбирать надежные способы заливки, пользоваться противоморозными добавками и суперпластификаторами.
Как проводятся коммуникации через фундамент?
Введение инженерных сетей выполняется перед созданием подстилающего слоя. Интеграция магистралей в стояки инженерных коммуникаций осуществляется через напольное покрытие по грунту либо перекрытие внутри здания.
Как нарастить или расширить фундамент?
Для расширения основания здания можно воспользоваться дополнительной железобетонной монолитной лентой. Это способ самый доступный и наименее затратный.
Для увеличения высоты фундамента монтируют опалубку, после чего с обеих сторон устанавливают щиты. В обязательном порядке выполняется армирование, после чего осуществляется заливка бетонного раствора.
Для углубления фундаментов используют монолитный раствор.
Сколько фундамент должен отстояться?
Оптимальный срок отстаивания фундамента для двух или трехэтажного загородного дома – 25-30 дней. В ряде случаев требуется 2 месяца, а иногда строительство можно продолжить через 7 дней после закладки основания. Многое зависит от технологии строительства фундамента, нагрузки, которую ему предстоит выдерживать, характеристик почвы на участке.
В ряде случаев требуется 2 месяца, а иногда строительство можно продолжить через 7 дней после закладки основания. Многое зависит от технологии строительства фундамента, нагрузки, которую ему предстоит выдерживать, характеристик почвы на участке.
Зачем нужна оценка грунта и что необходимо учесть?
Гидрологические изыскания на участке предполагаемого строительства – важное мероприятие. Они позволяют оценить характеристики грунта, способные оказать воздействие на надежность возводимых строений, ускорить их разрушение. Гидрологические исследования позволяют выявлять потенциальные опасности и в соответствии с этим подбирать правильные технологии и материалы для строительства.
Какие подготовительные работы необходимо выполнить перед строительством фундамента?
Перечень подготовительных работ при возведении фундаментов включает:
1. Подготовку стройплощадки – расчистку участка от деревьев и пней, выравнивание поверхности почвы.
2. Привязку проектируемого строения к местности и забивку его осей.
Наши работы
Отзывы о фундаментах БЭНПАН
Татьяна Николаевна
БП-150
Ж/б панели БЭНПАН Премиум
Елена
БП-127
Ж/б панели БЭНПАН Премиум
Людмила Витальевна
МС-296
Ж/б панели БЭНПАН Премиум
Иван
МС-202/2
Ж/б панели БЭНПАН Премиум
Юрий
МС-146/1
Ж/б панели БЭНПАН+
Юрий
МС-113
Ж/б панели БЭНПАН Премиум
Смотреть все отзывы
Оставить заявку
Наши менеджеры готовы проконсультировать вас и подобрать оптимальные варианты для строительства вашего дома.
Не хотите ждать? Набирайте нас по телефону
+7 (495) 577-03-95
USP 800 | USP
PreviousNext
USP General Chapter <800> содержит стандарты безопасного обращения с опасными лекарствами для минимизации риска воздействия на медицинский персонал, пациентов и окружающую среду.
Бесплатная загрузка USP GC <800> Зарегистрируйтесь для прямой веб-трансляции GC <800> Инфографика
Национальный институт охраны труда и здоровья (NIOSH) считает лекарство опасным, если оно проявляет одну или несколько из следующих характеристик у людей или животные: канцерогенность, тератогенность или токсичность для развития, репродуктивная токсичность, органная токсичность при низких дозах, генотоксичность или структура и профили токсичности новых препаратов, которые имитируют существующие опасные препараты.
USP General Chapter <800> описывает требования, включая обязанности персонала, работающего с опасными наркотиками; объекты и инженерный контроль; процедуры дезактивации, обеззараживания и очистки; контроль разливов; и документация. Эти стандарты применяются ко всему медицинскому персоналу, который получает, подготавливает, вводит, транспортирует или иным образом контактирует с опасными лекарствами, а также ко всем средам, в которых они работают.
Public Health Need
Необходимость обеспечения качественной окружающей среды и защиты медицинского персонала от опасных лекарств вызывала озабоченность на протяжении десятилетий. Все больше данных свидетельствует о том, что острые и хронические последствия для здоровья могут возникать из-за профессионального воздействия более 200 опасных препаратов, обычно используемых в медицинских учреждениях. В то время как NIOSH определяет критерии и идентифицирует опасные лекарства, USP разработала стандарты обращения с этими опасными лекарствами, чтобы свести к минимуму риск для здоровья населения. Целью этих стандартов является повышение осведомленности, предоставление единых рекомендаций по снижению риска обращения с опасными лекарствами, а также помощь в снижении риска для пациентов и медицинских работников.
Все больше данных свидетельствует о том, что острые и хронические последствия для здоровья могут возникать из-за профессионального воздействия более 200 опасных препаратов, обычно используемых в медицинских учреждениях. В то время как NIOSH определяет критерии и идентифицирует опасные лекарства, USP разработала стандарты обращения с этими опасными лекарствами, чтобы свести к минимуму риск для здоровья населения. Целью этих стандартов является повышение осведомленности, предоставление единых рекомендаций по снижению риска обращения с опасными лекарствами, а также помощь в снижении риска для пациентов и медицинских работников.
Процесс USP
USP — это некоммерческая научно-ориентированная организация, у которой есть установленный процесс привлечения независимых экспертов для разработки и поддержания стандартов качества здравоохранения. Этот процесс ориентирован на общественное здравоохранение, использует современные достижения науки и техники и опирается на опыт ученых и практикующих врачей, предоставляя при этом возможности для общественного мнения заинтересованных сторон на протяжении всего процесса установления стандартов.
Экспертный комитет USP по рецептурам отвечает за разработку Общей главы <800>. Просмотрите их план работы и итоги прошлых встреч. Общая глава <800> была опубликована 1 февраля 2016 г.
Ресурсы
- USP <800> Контекст для реализации (опубликовано 26.11.2019)
- Справочник по применимости USP <800> (опубликовано 18.11.2019)
- Фармакопея США <800> Часто задаваемые вопросы
- USP <800> Комментарий (опубликовано 01.02.2016)
- Курсы общего образования USP
- Подпишитесь на обновления USP Healthcare Quality & Safety Updates
- Другие публикации
Компендиум компаундирования
Доступ к более чем 200 стандартам, связанным с компаундированием
Доступ сейчас
HazRx®
Знайте свое воздействие и загрузите мобильное приложение HazRx®
USP образование
USP Education Compounding Week, 15-17 ноября
ПОЛУЧИТЕ СКИДКУ
Обработка с помощью короткоимпульсных волоконных лазеров
Для микропроизводства высокое качество обработки в сочетании с высокой скоростью обработки делает лазер привлекательным инструментом
90 Яри Силланпаа и Гарри Асонен За последние несколько лет волоконные лазеры стали самой популярной темой в приложениях по обработке материалов, обещая высокую эффективность штепсельной вилки, компактный размер и хорошую надежность при минимальном обслуживании. В приложениях для макрообработки они отняли долю рынка у обычных лазеров Nd:YAG с ламповой накачкой, а также открыли новые области применения, недоступные для обычных лазерных инструментов.
В приложениях для макрообработки они отняли долю рынка у обычных лазеров Nd:YAG с ламповой накачкой, а также открыли новые области применения, недоступные для обычных лазерных инструментов.
| Рисунок 1. Режимы обработки материалов с импульсными лазерами |
Микроист. Получительные изделия. Процессы для промышленности. Один из приложений для промышленности. Для одного из приложений для промышленности. Один из приложений для промышленности. Один из приложений для промышленности. Для одного из приложений. рынок. Основными драйверами здесь являются сотовые телефоны и плоские дисплеи, особенно телевизоры. Быстрое время выполнения работ между новыми версиями продукта создает потребность в общих процессах, которые можно напрямую перенести с компьютерного проектирования на производство. Компьютерная обработка пластин (CTP) в полиграфической промышленности стала моделью для будущего производства электроники. Прямое написание текста и изображений с помощью лазерной маркировки уже давно является одним из крупнейших приложений лазерной промышленности. Подобные инструменты лазерной маркировки можно использовать для добавления, удаления и нагрева материалов для электронных печатных плат. Печатная электроника на гибких подложках является наиболее подходящим применением для лазеров из-за их нефизического контакта с материалами, что позволяет использовать их в рулонном производстве. Новые методы производства гибких печатных плат, процессы соединения для межсоединений со сверхмалым шагом и методы формирования рисунка на тонкой пленке могут быть реализованы с помощью лазерных инструментов.
Прямое написание текста и изображений с помощью лазерной маркировки уже давно является одним из крупнейших приложений лазерной промышленности. Подобные инструменты лазерной маркировки можно использовать для добавления, удаления и нагрева материалов для электронных печатных плат. Печатная электроника на гибких подложках является наиболее подходящим применением для лазеров из-за их нефизического контакта с материалами, что позволяет использовать их в рулонном производстве. Новые методы производства гибких печатных плат, процессы соединения для межсоединений со сверхмалым шагом и методы формирования рисунка на тонкой пленке могут быть реализованы с помощью лазерных инструментов.
Непрерывные и импульсные волоконные лазеры (импульсы миллисекундного диапазона) являются точным и локализованным источником тепла для пайки и микросварки, что дает технологические преимущества по сравнению со стандартным печным оплавлением или методы термической пайки и соединения. Путем дальнейшего увеличения пиковой мощности импульса можно достичь порога абляции. Эта область хорошо покрывается короткоимпульсными лазерами с длительностью импульса от микросекунды до наносекунды. Однако теплопроводность все еще может стать проблемой для термочувствительных материалов и/или плотной интеграции устройств; в идеале желательно ограничить процесс только областью, освещенной лазерным пятном.
Путем дальнейшего увеличения пиковой мощности импульса можно достичь порога абляции. Эта область хорошо покрывается короткоимпульсными лазерами с длительностью импульса от микросекунды до наносекунды. Однако теплопроводность все еще может стать проблемой для термочувствительных материалов и/или плотной интеграции устройств; в идеале желательно ограничить процесс только областью, освещенной лазерным пятном.
Лазеры ультракоротких импульсов
Лазеры ультракоротких импульсов (USP) с длительностью импульса в фемтосекундном и пикосекундном диапазонах обеспечивают исключительную локализацию энергии вблизи лазерного пятна. Когда плотность мощности достигает нескольких десятков гигаватт на см2, достигается режим «холодной абляции», при котором большая часть аблируемого материала испаряется непосредственно из области, освещаемой лазерным пятном (см. рис. 1). Таким образом, можно свести к минимуму побочный ущерб вокруг пятна, поскольку у тепла нет времени для распространения в боковом направлении до того, как материал испарится. Затем большая часть поглощенной энергии уносится за счет кинетической энергии аблируемого материала. К сожалению, лазеры USP пока трудно использовать в промышленных целях. К основным проблемам относятся следующие: низкая скорость обработки из-за низкой средней мощности, сложность интеграции с вибрирующими автоматизированными роботами для обработки материалов и большой размер (научные лазеры, построенные на оптическом столе).
Затем большая часть поглощенной энергии уносится за счет кинетической энергии аблируемого материала. К сожалению, лазеры USP пока трудно использовать в промышленных целях. К основным проблемам относятся следующие: низкая скорость обработки из-за низкой средней мощности, сложность интеграции с вибрирующими автоматизированными роботами для обработки материалов и большой размер (научные лазеры, построенные на оптическом столе).


 Как правило, частоты повторения выше 1 МГц начинают страдать от плазменного экранирования. Однако скорости абляции продолжают нелинейно увеличиваться, по крайней мере, до 10 МГц. Таким образом, волоконные лазеры USP, работающие в диапазоне 1–10 МГц с энергией импульса 5–10 мкДж, обеспечивают очень высокую среднюю мощность (5–100 Вт) и высокую скорость удаления материала при размере пятна в диапазоне 10–50 мкм. Для формирования рисунка на тонких пленках часто требуются максимальные скорости сканирования в диапазоне 1-100 м/с, чтобы быть экономичным в крупномасштабном производстве. Волоконные лазеры USP предлагают превосходную производительность в таких приложениях.
Как правило, частоты повторения выше 1 МГц начинают страдать от плазменного экранирования. Однако скорости абляции продолжают нелинейно увеличиваться, по крайней мере, до 10 МГц. Таким образом, волоконные лазеры USP, работающие в диапазоне 1–10 МГц с энергией импульса 5–10 мкДж, обеспечивают очень высокую среднюю мощность (5–100 Вт) и высокую скорость удаления материала при размере пятна в диапазоне 10–50 мкм. Для формирования рисунка на тонких пленках часто требуются максимальные скорости сканирования в диапазоне 1-100 м/с, чтобы быть экономичным в крупномасштабном производстве. Волоконные лазеры USP предлагают превосходную производительность в таких приложениях. На рис. 3 показаны наиболее важные параметры лазера для качественной высокоскоростной микрообработки непрозрачных материалов. Обратите внимание, что другие «не лазерные» параметры из таблицы здесь не перечислены. Перекрытие импульсов является хорошим примером параметра, который зависит как от параметра лазера (частота повторения), так и от «нелазерного» параметра (скорость сканирования). Оптимальные комбинации всех межколонных параметров таблицы определяют окончательное промышленное технологическое решение. Таким образом, важно работать вертикально с интеграторами, чтобы найти готовые решения, которые демонстрируются реальными прикладными испытаниями. Тем не менее, невозможно создать одну систему, которая могла бы оптимальным образом работать со всеми материалами и всеми процессами. На практике необходимо создать систему обработки материалов для конкретного приложения, обрабатывающую оптику для конкретного приложения и лазер USP для конкретного приложения. Это лучший способ убедить пользователей в преимуществах перехода на лазерный процесс.
На рис. 3 показаны наиболее важные параметры лазера для качественной высокоскоростной микрообработки непрозрачных материалов. Обратите внимание, что другие «не лазерные» параметры из таблицы здесь не перечислены. Перекрытие импульсов является хорошим примером параметра, который зависит как от параметра лазера (частота повторения), так и от «нелазерного» параметра (скорость сканирования). Оптимальные комбинации всех межколонных параметров таблицы определяют окончательное промышленное технологическое решение. Таким образом, важно работать вертикально с интеграторами, чтобы найти готовые решения, которые демонстрируются реальными прикладными испытаниями. Тем не менее, невозможно создать одну систему, которая могла бы оптимальным образом работать со всеми материалами и всеми процессами. На практике необходимо создать систему обработки материалов для конкретного приложения, обрабатывающую оптику для конкретного приложения и лазер USP для конкретного приложения. Это лучший способ убедить пользователей в преимуществах перехода на лазерный процесс.
 Лазеры, по-видимому, могут решить некоторые проблемы, связанные с другими традиционными инструментами, благодаря более низким инвестиционным затратам, отсутствию механического воздействия на заготовку и использованию химических веществ. Обычные лазеры, похоже, не решают всех связанных с этим проблем, потому что они создают большие зоны термического влияния (ЗТВ), что влияет на качество обработки. Использование зеленых или УФ-лазеров уменьшило эту проблему, но не устранило ее полностью.
Лазеры, по-видимому, могут решить некоторые проблемы, связанные с другими традиционными инструментами, благодаря более низким инвестиционным затратам, отсутствию механического воздействия на заготовку и использованию химических веществ. Обычные лазеры, похоже, не решают всех связанных с этим проблем, потому что они создают большие зоны термического влияния (ЗТВ), что влияет на качество обработки. Использование зеленых или УФ-лазеров уменьшило эту проблему, но не устранило ее полностью. Однако скорость обработки была проблемой с этими лазерами. Кроме того, лазеры USP были сложными, большими, дорогими системами и сложными в управлении, поэтому они не подходили для интеграции с производственными линиями.
Однако скорость обработки была проблемой с этими лазерами. Кроме того, лазеры USP были сложными, большими, дорогими системами и сложными в управлении, поэтому они не подходили для интеграции с производственными линиями. Чтобы получить оптимальную плотность энергии, лазер б) должен иметь диаметр пятна в 10 раз больше, чем лазер а). Лазеры USP, работающие с частотой повторения в кГц, также могут использовать меньший размер пятна и меньшую энергию импульса. Однако это снизит среднюю мощность и скорость обработки.
Чтобы получить оптимальную плотность энергии, лазер б) должен иметь диаметр пятна в 10 раз больше, чем лазер а). Лазеры USP, работающие с частотой повторения в кГц, также могут использовать меньший размер пятна и меньшую энергию импульса. Однако это снизит среднюю мощность и скорость обработки.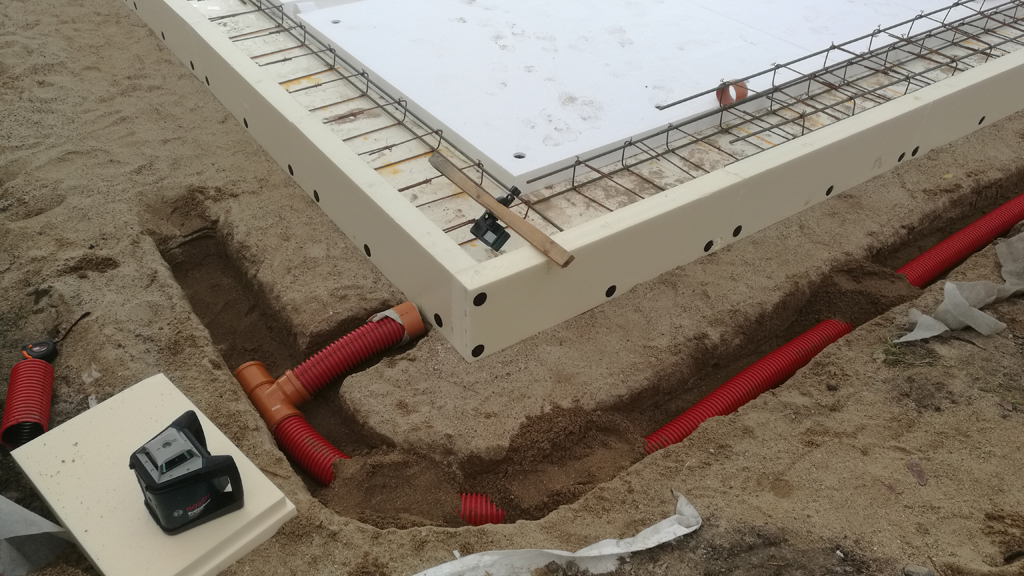 клеточные отрасли.
клеточные отрасли.