Как заточить сверло самому: Как заточить сверло по металлу своими руками: видео, приспособления, советы
Как заточить сверло для высверливания точечной сварки?
Для высверливания точек контактной сварки применяется специальная фреза или сверло с кончиком, заточенным особым образом. Такие свёрла стоят дороже, чем стандартные, так как при их производстве требуются дополнительные действия. Специальные свёрла бывают разных диаметров: 6, 8, 10 мм. Чаще всего используется сверло 8 мм. Оно высверливает точку контактной сварки по периферии. Отверстие остаётся на верхней кузовной панели, а нижняя панель остаётся практически не тронутой.
Специальное сверло для высверливания точек контактной сварки можно сделать самому. Нужно заточить обычное сверло по металлу так, чтобы резали только внешние точки сверла, а по центру был точечный выступ для центровки. Заточить такое сверло можно на точильном станке или даже болгаркой. В этой статье разберём вариант заточки сверла на точильном станке. Шлифовальный круг должен иметь нормальный, не закруглённый край, так как затачивание будет производиться именно при помощи края шлифовального круга.
Шлифовальный круг должен иметь нормальный, не закруглённый край, так как затачивание будет производиться именно при помощи края шлифовального круга.
Каким должно быть сверло для высверливания точек контактной сварки?
Кончик сверла должен располагаться точно по центру. Режущие края сверла должны быть на одинаковом расстоянии от центра сверла. Края должны выступать на одинаковую величину, чтобы при начале сверления сверло не уводило в сторону и сверление начиналось равномерно двумя кромками. Кончик сверла должен быть немного длиннее режущих кромок, то есть при начале сверления сначала будет касаться поверхности центральный выступ, а потом режущие боковые края. Если центральная точка будет равной по высоте с наружными вершинками сверла, то не получится начать сверлить с центрального выступа, и сверло будет ходить по поверхности, при попытке сверления. Углы режущих кромок должны быть примерно одинаковыми. Они не должны быть сильно острые или сильно тупые. Тупые углы кромок будут плохо врезаться в металл, а сильно острые будут быстро тупиться.
Они не должны быть сильно острые или сильно тупые. Тупые углы кромок будут плохо врезаться в металл, а сильно острые будут быстро тупиться.
Способ заточки №1
Этот способ наиболее распространённый, его не один раз демонстрировали в видеороликах различные мастера. Нужно взять сверло по металлу диаметром 8 мм. Лучше использовать сверло с содержанием кобальта, так как оно наиболее прочное и будет дольше служить до следующей заточки. Сначала его кончик нужно сделать плоским, затупив на точильном станке. Можно полностью затупить кончик, либо оставить немного не сточенными края.
Далее затачиваем краем шлифовального круга от центра к краям, оставляя посередине небольшой точечный выступ. Хоть кончик и будет сточен, центр будет заметен (где стыкуются витки спирали). Края стачиваются по виткам каждой спирали. Таким образом, по бокам остаются режущие вершинки, а в центре острый кончик. Центр должен быть выше внешних вершинок на 1–1.5 мм. Проверить это можно, прислонив центральную часть сверла к плоскости. Сверло должно немного качаться на центральном выступе, касаясь внешних режущих кромок. В завершение нужно аккуратно, также краем круга, подточить бока центральной части, сделав её острее, чтобы сверло лучше центрировалось и центральная перемычка не препятствовала сверлению. Каждый режущий край должен иметь одинаковую высоту, чтобы они резали металл в одно и то же время. Не забывайте периодически охлаждать сверло в воде, во время заточки.
Центр должен быть выше внешних вершинок на 1–1.5 мм. Проверить это можно, прислонив центральную часть сверла к плоскости. Сверло должно немного качаться на центральном выступе, касаясь внешних режущих кромок. В завершение нужно аккуратно, также краем круга, подточить бока центральной части, сделав её острее, чтобы сверло лучше центрировалось и центральная перемычка не препятствовала сверлению. Каждый режущий край должен иметь одинаковую высоту, чтобы они резали металл в одно и то же время. Не забывайте периодически охлаждать сверло в воде, во время заточки.
Способ заточки №2
Второй способ заточки предполагает заточку также на точильном станке, краем шлифовального круга, но, в отличие от первого способа, кончик сверла не нужно предварительно полностью стачивать (затуплять). Стачиваются витки спирали на кончике между перемычкой (центром) и краем сверла. Краем круга обтачиваются оригинальные режущие кромки и площадка за ними (задние поверхности). Центр остаётся нетронутым, а оставшиеся края сверла будут новыми режущими кромками.
Краем круга обтачиваются оригинальные режущие кромки и площадка за ними (задние поверхности). Центр остаётся нетронутым, а оставшиеся края сверла будут новыми режущими кромками.
Не нужно постоянно удерживать сверло в постоянном контакте с краем шлифовального круга, вместо этого нужно слегка касаться и снова убирать сверло. Таким образом, заточка будет производиться постепенно и очень аккуратно, а сверло не будет быстро перегреваться. При необходимости, всё же нужно периодически охлаждать сверло водой. Стачивать нужно до тех пор, пока оригинальная режущая кромка не исчезнет. Чтобы заточить вторую сторону, нужно отвести сверло от шлифовального круга, повернуть его пальцами вокруг своей оси на 180 градусов и подвести нетронутую сторону к краю шлифовального круга.
Когда обе стороны будут обточены, следующим шагом нужно сточить лишнее с центральной части, чтобы ничего не мешало при резке основными режущими кромками. То есть, при стачивании оригинальных режущих кромок были сформированы новые режущие кромки и боковые стороны центральной части, а дополнительно нужно обточить две оставшиеся стороны центральной части. Главная функция центрального выступа – центрирование, поэтому важно, чтобы он был острым.
То есть, при стачивании оригинальных режущих кромок были сформированы новые режущие кромки и боковые стороны центральной части, а дополнительно нужно обточить две оставшиеся стороны центральной части. Главная функция центрального выступа – центрирование, поэтому важно, чтобы он был острым.
В результате этого способа заточки у сверла получаются более выраженные режущие кромки и более длинная центральная часть. Вы можете решить, какой длины она должна быть. Сверлом с более длинным кончиком легче высверливать точки сварки при отсутствии опыта. Достаточно будет сделать маленькое отверстие в центре точки контактной сварки. Сверло не потребуется держать идеально ровно, можно сверлить под наклоном или в труднодоступных местах, где сложно сверлить строго перпендикулярно к поверхности.
Высверливание точек контактной сварки заточенным сверлом
Используйте медленную скорость вращения при сверлении стали, так как вершинки режущих кромок маленькие и имеют маленькую массу, чтобы рассеивать нагрев. Периодически охлаждайте сверло, и оно прослужит дольше, пока не потребуется новая заточка. Более подробно о высверливании точек сварки читайте в отдельной статье.
Периодически охлаждайте сверло, и оно прослужит дольше, пока не потребуется новая заточка. Более подробно о высверливании точек сварки читайте в отдельной статье.
Печатать статью
Как самому заточить сверло по металлу. На точильном станке
Содержание
- Как самому заточить сверло по металлу. На точильном станке
- Заточка сверл приспособление. Приспособление для заточки сверл своими руками: 2 варианта
- Шаг №1 — разметка гайки
- Шаг №2 — режем по разметке
- Шаг №3 — подготовка второй гайки
- Шаг №4 — свариваем гайки
- Шаг №5 — вставляем сверло
- Шаг №6 — точим граней
- Способ №2 – приспособа из дерева
- Пошаговая инструкция
- Как пользоваться?
- Простая и эффективная заточка сверл. Как правильно заточить сверло по металлу?
- Важнейшие параметры
- Некоторые правила заточки сверла
- Процесс заточки сверла
- Видео как самому заточить сверло по металлу
Как самому заточить сверло по металлу.
 На точильном станке
На точильном станкеОбычное точило имеется у большинства домашних мастеров. Оно отлично подходит для заточки режущих насадок. Сверла не исключение.
При работе со сверлами желательно оборудовать точило подручником. Эту небольшую платформу нужно разместить так, чтобы расстояние между ее краем и торцом круга не превышало 1-го мм.
Как заточить сверло по металлу на точиле? Первым делом нужно оценить степень тупости инструмента. Если он очень тупой, то у него задние поверхности лишены симметричности. Вернуть ее без специального приспособления едва ли получится. Впрочем, изготавливается оно очень просто.
- На подручнике нужно начертить прямую линию под углом 60 ° к торцу точила.
- По намеченной линии закрепить на платформе кусок уголка из нержавейки.
Собственно, приспособление готово. Для соблюдения нужного угла нужно лишь плотно прижимать затачиваемый предмет к прикрепленному уголку.
Непосредственно в процессе работы сверло нужно держать правильно. Для этого 2-а пальца правой руки нужно положить на подручник. Они будут своеобразной опорой. Сам затачиваемый предмет нужно положить на импровизированную опору и удерживать за хвостовик пальцами левой руки. Его следует повернуть так, чтобы рабочая кромка располагалась горизонтально.
Для этого 2-а пальца правой руки нужно положить на подручник. Они будут своеобразной опорой. Сам затачиваемый предмет нужно положить на импровизированную опору и удерживать за хвостовик пальцами левой руки. Его следует повернуть так, чтобы рабочая кромка располагалась горизонтально.
Остается подвести рабочую кромку к торцу точила и слегка прижать ее. При этом правая рука должна оставаться неподвижной, а пальцы левой руки должны слегка покачивать хвостовик инструмента вверх-вниз. Такие движения обеспечивают равномерную обработку сверла от режущей кромки до задней поверхности.
После обработки одной поверхности, нужно прокрутить инструмент и повторить процедуру на второй поверхности.
Завершается весь процесс проверкой угла заточки. В вершине сверла он должен быть равен 120 °. Если угол будет больше, то оно будет плохо вгрызаться в металл. При меньшем угле оно будет лучше резать металлическую поверхность, но быстро застрянет в толще металла, так как образующаяся стружка будет застревать в отводящих канавках.
Стоит отметить, что при таком подходе к заточке задние поверхности сверла становятся скругленными. По этой причине ее называют конической. Она отлично подходит для инструмента диметром больше 3-х мм.
Более тонкие сверла затачиваются без покачивания хвостовика, поэтому задняя поверхность у них плоская. Такую заточку называют одноплоскостной.
После завершения основных работ рекомендуется довести рабочую поверхность. Доводка заключается в устранении шероховатостей, которые остаются на металле после обработки грубым наждаком. Ее лучше всего делать на диске с мелким абразивом.
Плоская и конусовидная заточка применима к любым типам сверл по металлу, в том числе к спиральным и корончатым.
К слову, сверла по дереву затачиваются точно таким же способом. Единственное отличие — итоговый угол должен составлять 140 °.
Заточка сверл приспособление. Приспособление для заточки сверл своими руками: 2 варианта
Заточенные свёрла – это необходимость для любых слесарных работ. Однако правильно их точить умеют немногие, — это целая наука. Что же делать новичку?
Однако правильно их точить умеют немногие, — это целая наука. Что же делать новичку?
Изготовить приспособление для заточки сверл своими руками. Конечно, заточка будет не такой качественной, как ручная, однако свёрла со своими функциями справляться будут.
Чтобы заточить сверло, нужно точно выдержать угол наклона его режущей части, который составляет около 120 градусов. В этом и заключается суть приспособления, — зафиксировать сверло и соблюсти этот угол.
Приспособа из двух гаек и болта
Тем, у кого есть начальные знания и навыки слесарных работ по силам изготовить долговечное приспособление из металла.
Для работы понадобится:
Шаг №1 — разметка гайки
Разметка гайки
Делаем посадочное гнездо для сверла. Для этого с помощью штангель-циркуля размечаем гайку, как показано на фото выше. Разметку делаем с двух сторон гайки.
Шаг №2 — режем по разметке
Режем по разметке
Гайка с выпиленным пазом для сверла
2
В итоге должно получиться так, как показано на фото выше.
Шаг №3 — подготовка второй гайки
Вторая гайка на размер меньше
Накладываем сверху вторую гайку меньшего размера.
Шаг №4 — свариваем гайки
Свариваем гайки друг с другом
1
Фиксируем обе гайки в тисках, и прихватываем их электросваркой. Двух точек будет достаточно.
Приспособа готова к работе
2
В целую гайку вворачиваем болт. Приспособление готово к использованию.
Шаг №5 — вставляем сверло
Вставляем сверло
Вставляем сверло в приспособление и фиксируем его болтом так , чтобы его кончик немного выступал за грани гайки с пазом.
Шаг №6 — точим граней
Точим согласно граней гайки
1
Затачиваем сверло на наждаке или болгарке. Грани гайки стараемся не стачивать.
Заточка сверла окончена
2
Сверло заточено. Угол в 120 градусов выдержан.
Способ №2 – приспособа из дерева
Приспособление для заточки из деревянного бруска
Этот вариант подойдёт для тех, кто не умеет пользоваться сварочным аппаратом или не имеет к нему доступа. Принцип конструкции аналогичный.
Принцип конструкции аналогичный.
Для изготовления приспособления из дерева понадобиться:
Пошаговая инструкция
- Брусок центруют, — с торца делают разметку по диагоналям
- По разметке брусок просверливают подходящим сверлом насквозь, — паз для затачиваемого сверла
- Сверху бруска отпиливают его углы под 30 градусов, — разметку делают с помощью транспортира. Нулевое значение для разметки – ось просверленного отверстия под паз
- Сбоку бруска сверлят отверстие под фиксирующий саморез так, чтобы оно соединялось с пазом для сверла
Как пользоваться?
Заточка на ленточном гриндаре
В паз вставляется сверло, которое фиксируется саморезом, закрученным сбоку бруска, — кончик сверла должен немного выступать за грани приспособы.
Затачивают на ленточном гриндаре или болгарке. Дерево стараются сильно не стачивать.
В заключение следует отметить, что деревянное приспособление делается для близких диаметров сверл. Например, одна приспособа для сверл диаметром 7,8,9 мм, другое для диаметров 4,5,6 мм.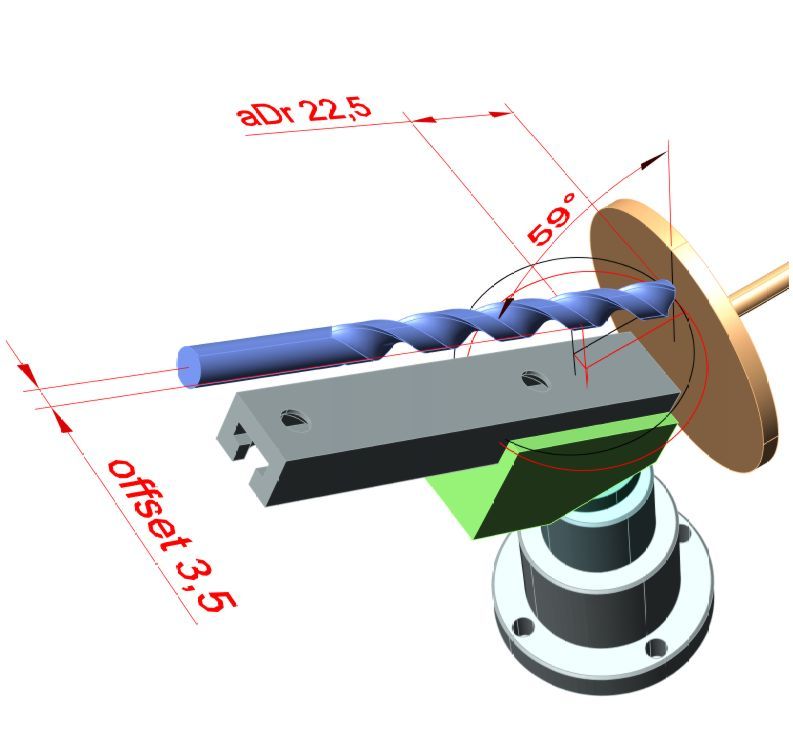
Простая и эффективная заточка сверл. Как правильно заточить сверло по металлу?
Как заточить сверло по металлу? Это естественный вопрос после продолжительной его эксплуатации. Из какого бы материала не изготавливалось сверло, оно со временем притупляется, что затрудняет процесс сверления.
Важнейшие параметры
В домашних мастерских для обработки металла применяются спиральные сверла различного диаметра. Они чаще всего выполняются из высоколегированной стали, а наиболее прочные — из победита или с использованием упрочняющих напаек.
Все они имеют следующие основные зоны: рабочая часть, хвостовик и шейка. Хвостовик предназначен для закрепления инструмента в патрон сверлильного оборудования, для чего есть специальная лапка. Рабочая часть изготовлена в виде спирального участка, завершающегося острым кончиком — режущим конусом.
Некоторые правила заточки сверла
Заточка сверла по металлу производится для решения следующих задач: поддержание остроты режущей кромки, обеспечение требуемого угла конусности, центровка инструмента. Такая цель может быть достигнута при обработке рабочей зоны абразивным элементом — наждачным кругом, болгаркой и т.д.
Такая цель может быть достигнута при обработке рабочей зоны абразивным элементом — наждачным кругом, болгаркой и т.д.
Лучше всего проводить операцию на специальном оборудовании, но заточку можно осуществить и вручную, в домашних условиях и с применением приспособлений. Основной принцип операции — тонкая обработка режущих зон при надежной фиксации сверла в необходимом положении.
Контроль параметров проводится с применением штангенциркуля и визуально. Для оценки конусного угла рекомендуется использовать шаблон. Для сверл диаметром до 10 мм размер перемычки на кончике конуса не должен превышать 0,4 мм, а при диаметре свыше 10 мм — 1,5 мм.
Степень и чистота обработки зависит от зернистости абразивного элемента. При значительном притуплении инструмента используется грубый наждак с последующей доводкой. Если характер дефектов не очень серьезен, то можно применить мелкозернистый диск. Небольшой износ выправляется бархатным абразивным элементом (им же производятся доводочные операции).
Степень цилиндричности сверла (центровка) оценивается измерением размера ленточек от конусного кончика до начала конусного участка. Их размер должен быть абсолютно одинаковым. Сам режущий участок должен составлять идеальный конус.
Процесс заточки сверла
Ручное точение сверла производится с помощью точильного станка (наждака) или болгаркой при ее фиксации в виде станка. На сверле отмечается центр инструмента — красная отметка в конусной вершине. Она при заточке перемещается горизонтально относительно поверхности верстака, на котором закреплен шлифовальный диск.
Шлифуемую поверхность участка следует располагать параллельно плоскости диска. Другими словами, сверло при точении конусной части подносится к кругу под наклоном, величина которого соответствует половине угла заточки конуса.
Режущая кромка затачивается методом шлифовки задней поверхности. Оба пера конуса необходимо обработать абсолютно идентично. Заточка сверла осуществляется двумя руками: левой рукой обеспечивается его фиксация и передвижение, а правой — вращение по часовой стрелке. Обеими руками следует работать синхронно, постепенно передвигая инструмент вперед для заточки всей длины.
Обеими руками следует работать синхронно, постепенно передвигая инструмент вперед для заточки всей длины.
В процессе шлифовки рекомендуется не отрывать деталь от круга. Все движения должны быть плавными и спокойными. Ход работы визуально контролируется по красной отметке.
После обработки первого зуба аналогичная процедура проводится со вторым пером. Угол заточки проверяется шаблоном, а в случае недостаточного снятия металла операция повторяется.
При существенном износе инструмента может потребоваться заточка и режущей кромки цилиндрической части. Обработка ленточки задней поверхности этого участка ведется на торце абразивного круга. Само сверло продвигается к кругу параллельно его поверхности.
Заточка начинается с установки на станке или болгарке крупнозернистого круга. Следующий этап — обработка на дисках с мелкой зернистостью. Операция завершается доводкой с применением полировочного круга. В частности, для завершающего этапа рекомендуется зеленый карбидно-кремниевый круг с зернистостью не более 6.
При проведении работ следует строго следить за разогревом металла, а для этого проводить регулярное водяное охлаждение.
Видео как самому заточить сверло по металлу
Как заточить сверла
Поиск
Главная Статьи Как заточить сверла
Научиться затачивать сверла — это простая альтернатива постоянной покупке новых сверл каждый раз, когда старые начинают притупляться. Даже если вы не знаете, как это сделать, и беспокоитесь, что можете облажаться, мы все равно рекомендуем просто попробовать. Если вы уже настроены на покупку новых сверл, почему бы, по крайней мере, не попытаться заточить их самостоятельно и сэкономить при этом немного денег? Вы можете сэкономить деньги, сделав это самостоятельно и без необходимости заточки сверл.
Когда биты нуждаются в заточке?
Это сложный вопрос. В сверлильном станке спиральные сверла будут работать очень долго, даже если они затупились. Если вы используете аккумуляторную дрель, вы обнаружите, что тупым сверлам требуется все больше и больше времени для сверления отверстий. Во время сверления вы также можете почувствовать слабый запах гари. Это связано с тем, что лезвие сверла затупилось и вместо того, чтобы образовать острую кромку для разрезания древесины, оно начинает сильнее тереть древесину, что вызывает запах гари. Вы также можете почувствовать, что ваши сверла нагреваются после непродолжительного использования. Опять же, они трутся о дерево больше, чем должны, когда вы просверливаете отверстия. Когда вы попадаете в такие ситуации, настало время освежить ваши биты.
В сверлильном станке спиральные сверла будут работать очень долго, даже если они затупились. Если вы используете аккумуляторную дрель, вы обнаружите, что тупым сверлам требуется все больше и больше времени для сверления отверстий. Во время сверления вы также можете почувствовать слабый запах гари. Это связано с тем, что лезвие сверла затупилось и вместо того, чтобы образовать острую кромку для разрезания древесины, оно начинает сильнее тереть древесину, что вызывает запах гари. Вы также можете почувствовать, что ваши сверла нагреваются после непродолжительного использования. Опять же, они трутся о дерево больше, чем должны, когда вы просверливаете отверстия. Когда вы попадаете в такие ситуации, настало время освежить ваши биты.
В приведенном ниже видео показан хороший способ заточки насадок с помощью настольной шлифовальной машины.
Должен ли я использовать точилку?
Точилки для сверл можно использовать, но мы не считаем их абсолютно необходимыми. Они немного дороже для типичных столяров, чтобы оправдать расходы. Однако, если вы всегда хотите иметь хороший чистый срез и предпочитаете, чтобы ваши сверла всегда были острыми, то точилка, безусловно, проще и требует меньше времени в использовании, чем использование настольной шлифовальной машины и ручная работа. Если вы ищете точилку для покупки, мы рекомендуем Drill Doctor 750X. Дрель-доктор — отличная точилка с алмазным точильным кругом. Он может заточить каждый бит менее чем за 60 секунд, что намного меньше времени, которое вы, вероятно, потратите, если будете затачивать их вручную. Он подходит даже для сверл диаметром до 3/4″, поэтому его можно использовать для большинства спиральных сверл.
Они немного дороже для типичных столяров, чтобы оправдать расходы. Однако, если вы всегда хотите иметь хороший чистый срез и предпочитаете, чтобы ваши сверла всегда были острыми, то точилка, безусловно, проще и требует меньше времени в использовании, чем использование настольной шлифовальной машины и ручная работа. Если вы ищете точилку для покупки, мы рекомендуем Drill Doctor 750X. Дрель-доктор — отличная точилка с алмазным точильным кругом. Он может заточить каждый бит менее чем за 60 секунд, что намного меньше времени, которое вы, вероятно, потратите, если будете затачивать их вручную. Он подходит даже для сверл диаметром до 3/4″, поэтому его можно использовать для большинства спиральных сверл.
Независимо от того, затачиваете ли вы сверла вручную или пользуетесь автоматической точилкой, вы обязательно заметите разницу в чистоте среза спиральных сверл. Как мы упоминали ранее, если вы уже собираетесь покупать новые биты, вам ничего не будет стоить попробовать заточить их самостоятельно с помощью точильного станка.
Предыдущая статьяЛучшее приспособление Kreg Pocket Hole
Следующая статьяЛучшее приспособление «ласточкин хвост»
БОЛЬШЕ ИСТОРИЙ
Как заточить лопаточные насадки со Стивом Максвеллом
Обновлено 8 июля 2021 г.
Автор: Стив Максвелл
Сверла-лопатки — один из моих любимых инструментов для сверления отверстий в дереве и большинстве пластиков. Причина в точности. Пилотные биты режут почти так же чисто, как и более дорогие, если вы правильно с ними обращаетесь, а также обладают как минимум тремя уникальными преимуществами.
Помимо того, что биты-лопасти недороги и доступны в любом хозяйственном магазине, они также хорошо работают в течение многих лет. Все, что требуется, это время от времени тратить пару минут на заточку. Раньше я делал эту работу плоским напильником, а теперь пользуюсь шлифовальной машинкой. В любом случае, не беспокойтесь о шпорах с каждой стороны большинства новых бит. Они должны создавать более четкие края на отверстиях, но я считаю, что они не имеют значения. Заточка собственных лопаточных лезвий удаляет шпоры, но в результате режется так же чисто, как при использовании нового лезвия со шпорами.
Угол и балансировка — два основных условия для заточки лопаточных насадок. Передняя кромка каждого из двух ножей должна быть отклонена примерно на 5º назад от квадратной формы. Точный угол не имеет решающего значения, так что вы можете спокойно воспроизвести заводской угол на глаз. Пары секунд контакта с камнем достаточно, чтобы восстановить все, кроме самых изуродованных кусочков. Подсчитайте количество односекундных контактов, которые вы делаете на одной стороне биты, а затем повторите это на другой. Для лопаточных бит необходима только самая грубая балансировка, потому что они вращаются не очень быстро — примерно от 1000 до 1200 об/мин. Нет необходимости затачивать стороны центрального острия, хотя вы можете сделать его короче для случаев, когда вы не хотите, чтобы острие пробивало дно отверстия.
Точный угол не имеет решающего значения, так что вы можете спокойно воспроизвести заводской угол на глаз. Пары секунд контакта с камнем достаточно, чтобы восстановить все, кроме самых изуродованных кусочков. Подсчитайте количество односекундных контактов, которые вы делаете на одной стороне биты, а затем повторите это на другой. Для лопаточных бит необходима только самая грубая балансировка, потому что они вращаются не очень быстро — примерно от 1000 до 1200 об/мин. Нет необходимости затачивать стороны центрального острия, хотя вы можете сделать его короче для случаев, когда вы не хотите, чтобы острие пробивало дно отверстия.
Биты Spade достаточно недороги, чтобы их можно было модифицировать для уникальных применений — функция, которую нельзя воспроизвести ни с какой другой битой. Равномерно обтачивая, например, стороны сверла, можно легко точно отрегулировать диаметр созданного отверстия.
Какими бы ни были ваши намерения, не позволяйте лопатке нагреваться во время заточки. Он изменит консистенцию металла, не давая ему удерживать лезвие так долго, как должно. Мягкий, охлаждающий шлифовальный круг на настольном шлифовальном станке намного безопаснее, чем стандартные твердые круги, которые поставляются на шлифовальных станках с завода. Используйте алмазный инструмент для правки, чтобы сформировать кромку камня, чтобы получился квадратный и четкий угол, где режущая кромка сверла встречается с основанием центральной точки.
Нужно просверлить отверстие в тесноте? Обычная насадка слишком длинная, чтобы в нее можно было вставить дрель? Обрежьте хвостовик лопаты короче, чтобы сверло могло поместиться в пространство.