Как варить арматуру: Сварка арматуры: методы, материалы, параметры тока
Как варить арматуру
Содержание страницы
- 1 Виды сварки арматурных прутков
- 1.1 Сварка внахлест
- 1.2 Сварка встык
- 1.3 Сварка точеная контактная
Арматура, как стройматериал, в основном используется в различных строительных конструкциях, которым необходимо придать определенную прочность и возможность сопротивляться внешним факторам и нагрузкам. Для этого создаются специальные объемные конструкции, которые устанавливаются в формы и заливаются бетонным раствором. Чтобы создать объемность, необходимо арматурные стержни каким-то образом закрепить. Существует два вида скрепления: связка и сварка. Что касается последнего, то можно отметить электросварку плавящимися электродами и такой необычный процесс, как контактная сварка арматуры.
Но чтобы понять, как сваривать арматуру, необходимо в первую очередь понять, что собой представляет этот металлический материал. По сути, это прутки разного диаметра, изготовленные из стали, которые имеют гладкий или ребристый профиль.
Диаметр стальной арматуры варьируется в пределах 5-80 мм, и ее выбор зависит от нагрузок, которым подвергается бетонный блок, узел или деталь. При этом ребристые прутки используются в качестве основного элемента армирующей конструкции, а гладкие для скрепления между собой ребристых стержней и их ориентации внутри армирующего каркаса. Но в любом случае сам каркас без сварки арматуры собран быть не может.
Правда, необходимо отметить, что сварка негативно влияет на структуру материала. Высокие температуры сварочного процесса изменяют структуру арматуры, и не в лучшую сторону. Закаленный металл подвергается воздействию тепла, при котором происходит его отпуск. То есть, снижение прочности. Наверное, каждый мог провести эксперимент, ударив молотком по месту соединения арматуры сваркой. От сильного удара появлялись трещины, а некоторые стыки просто лопались.
Наверное, каждый мог провести эксперимент, ударив молотком по месту соединения арматуры сваркой. От сильного удара появлялись трещины, а некоторые стыки просто лопались.
Сварка арматурных стержней может производиться тремя способами:
- Сварка плавящимся электродом внахлест двух прутков.
- Встык.
- Контактная сварка.
Сварка внахлест
Необходимо отметить, что данная технология обычно используется только в тех случаях, когда собирается арматурная конструкция, которая не будет подвергаться большим нагрузкам. Особенно это касается нагрузок на изгиб. Такое соединение не является прочным и надежным.
По сути, сварка внахлест – это стыковка стержней в продольной плоскости со смещением относительно их концов на расстояние 15-30 см.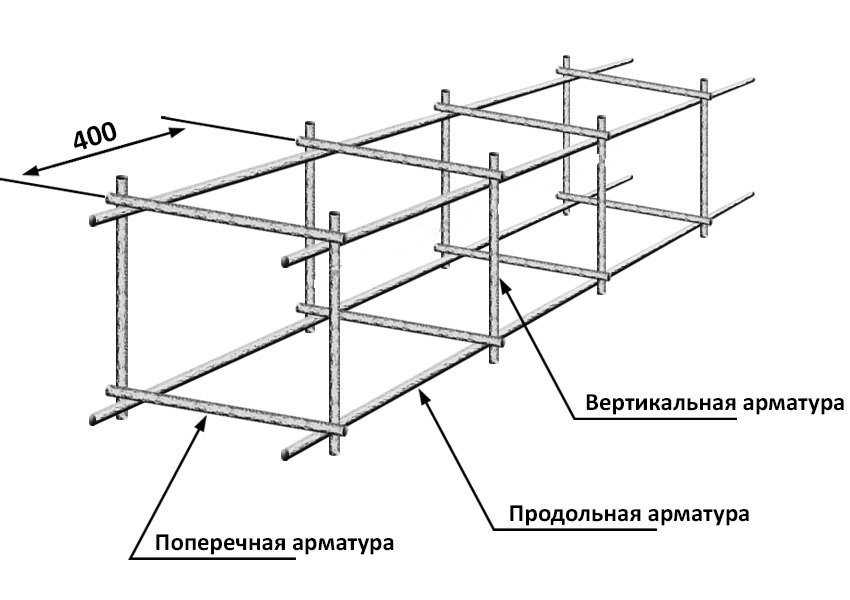 И чем больше нахлест, тем прочнее свариваемая конструкция. При этом необходимо учитывать, что сварка должна производится с двух противоположных сторон соединения. Это иногда создает неудобства проведения самого процесса, к примеру, один сварочный шов располагается сверху двух соединяемых прутков, второй снизу. Так вот до нижнего нередко добраться просто нет возможности, поэтому такой стык получается уж очень ненадежным.
И чем больше нахлест, тем прочнее свариваемая конструкция. При этом необходимо учитывать, что сварка должна производится с двух противоположных сторон соединения. Это иногда создает неудобства проведения самого процесса, к примеру, один сварочный шов располагается сверху двух соединяемых прутков, второй снизу. Так вот до нижнего нередко добраться просто нет возможности, поэтому такой стык получается уж очень ненадежным.
Перед тем как варить арматуру внахлест, нужно подготовить стержни. А именно, зачистить стыкуемые концы железной щеткой. Некоторые сварщики, чтобы создать плотный прижим двух арматурных стержней, обрабатывают стыкуемые стороны абразивным инструментом, делая их плоскими.
Что касается режима сварки каркасов из арматуры, то многое будет зависеть от диаметра самих свариваемых арматурных прутков. К примеру, стержни диаметром 5-8 мм варятся электродом диаметром 3 мм, для 8-10 мм используется расходник 4-х миллиметровый, и выше 10 мм применяются электроды диаметром 5 мм.
А вот со значениями силы тока надо быть аккуратным, это более точная величина. В таблице указано соотношение толщины арматуры и тока, используемого для ее сварки.
| Диаметр, мм | Ток, А |
| 5 | 200 |
| 6 | 250 |
| 8 | 300 |
| 10 | 350 |
| 20 | 450 |
Кстати, для сварки внахлест можно использовать расходники марки АНО или МР. Хотя здесь строгих ограничений нет.
Сварка встык
Можно сваривать арматуру встык, просто обварив два конца, соединенных прямыми торцами? Можно, но это соединение не отвечает необходимым требованиям по прочности и надежности сваренных каркасов. Поэтому для сварки арматурных элементов встык используется ванная технология.
Суть ее заключается в том, что соединяемые концы арматуры погружаются в металлическую форму, которая сильно напоминает обычную ванну.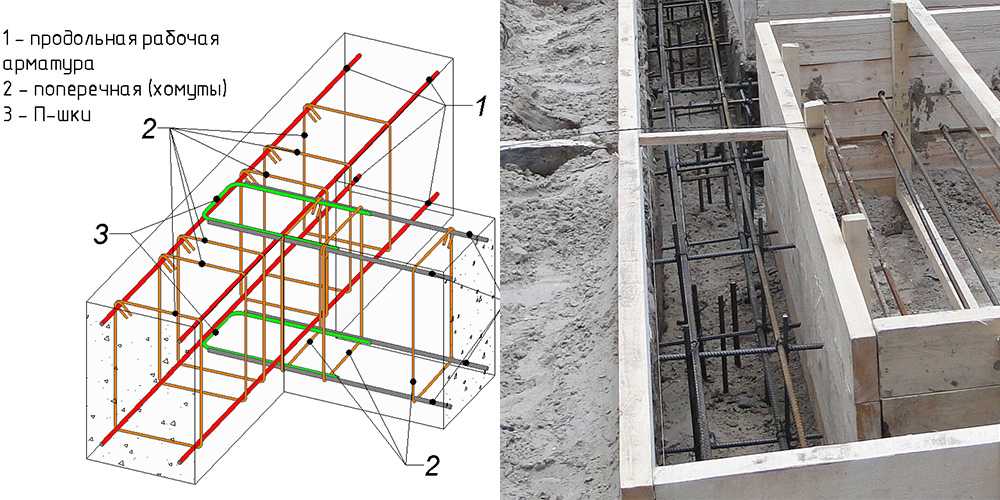 После чего саму арматуру, а точнее ее соединяемые концы, плавят электродом при сильной величине тока (450-550 ампер). Расплавленный металл заполняет ванночку, тем самым скрепляя два прутка арматуры единым монолитным стержнем, толщина которого определяется размерами ванночки. Кстати, расстояние от стержней до стенок ванны – 1,5-2,0 см.
После чего саму арматуру, а точнее ее соединяемые концы, плавят электродом при сильной величине тока (450-550 ампер). Расплавленный металл заполняет ванночку, тем самым скрепляя два прутка арматуры единым монолитным стержнем, толщина которого определяется размерами ванночки. Кстати, расстояние от стержней до стенок ванны – 1,5-2,0 см.
Такое соединение называется неразъемным, потому что сама металлическая форма становится единым целым со сваренными арматурными прутками. И это соединение впоследствии заливается бетонным раствором. Есть разъемные формы, которые изготавливаются из меди или графита. После заполнения ванны расплавленным металлом, и после его полного остывания, такие формочки просто снимаются. И их можно использовать еще несколько раз.
Существует определенная техника сварки каркасов ванным способом.
- Производится розжиг дуги об один из концов соединяемой арматуры.
- Этот конец плавится до тех пор, пока на дне ванночки не образуется небольшое количество расплавленного металла.

- Затем электрод перемещается на соседний конец, который точно также плавится.
- Попеременно расплавляя арматуру, заполняется ванночка.
- Как только арматурные прутки покроются расплавленным металлом, можно заканчивать сварку. Но перед этим расходником необходимо сделать несколько круговых движений между концами прутков. Таким образом, создается единый температурный режим металла внутри формы. То есть, сталь будет равномерно остывать, что не создаст в остывшем сварном шве трещин, пор и других дефектов.

Варить арматуру для фундамента или любого другого несущего строительного элемента можно одним электродом, несколькими. Можно использовать инверторы (220 вольт), трансформаторы (380 вольт), полуавтоматы и автоматы.
Есть еще один вариант, как правильно варить арматуру встык. Это, по сути, ванный способ, только вместо объемных форм используются стержни арматуры, которые подрезаются на определенную длину. Из них создается ванночка, то есть, прутки привариваются к основным соединяемым стержням полукругом. После чего сам процесс сварки проводится по точно такой же технологии, что и при использовании готовой объемной формы.
После чего сам процесс сварки проводится по точно такой же технологии, что и при использовании готовой объемной формы.
Сварка точеная контактная
Преимущество этого вида сварки арматуры – это отсутствие плавящихся электродов, возможность полностью автоматизировать и механизировать сам процесс, плюс высокая производительность проводимых работ. И два недостатка – проводить сварку можно лишь в цеховых условиях (не на объекте) из-за большой массы сварочного оборудования, и сами сварочные аппараты потребляют достаточно большой объем электроэнергии.
Процесс контактной сварки достаточно прост. В основе ее лежит способность электрического тока проходить через металлы, а в местах с большим сопротивлением выделять значительную тепловую энергию. Так вот такое место в соединение двух стержней арматуры и есть сам стык. Именно здесь и выделяется огромное количество тепла, которая доводит стержни до пластического состояния и частично до жидкого. Так и происходит сварка.
Сегодня используются два типа контактной сварки:
- С непрерывным оплавлением.
- С прерывистым с предварительным нагревом стержней.
Обычно первый способ используется для сварки арматуры первого класса (А-1), вторую для других классов. Перед сваркой каркасов из арматуры точеным соединением сами прутки обрабатываются железной щеткой. Если срез был сделан автогеном, то рекомендуется наплывы металла убрать зубилом.
Основные параметры каркасной сварки – это сила свариваемого тока, его плотность на зажимах, длительность процесса, давление зажимов и длина выступающих из зажимов электродов. К примеру, если арматура сваривается непрерывным способом оплавления, то плотность тока должна быть в пределах 10-50 А/мм², длительность сварки 1-20 секунд (все зависит от диаметра свариваемых стержней). Что касается удельного давления зажимов, то опять-таки используется зависимость от сечения прутков и марки стали, из которой арматура была сделана. К примеру:
- Арматура марки А-1 – давление 30-50 МПа.
- А-2(3) – 60-80 МПа.
Опытные сварщики знают, что чистота губок зажимов играет не последнюю роль в качестве проведенной контактной сварки. Поэтому их периодически зачищают или меняют на новые. А значит, определенный комплект губок – это необходимое условие качественного проведения сварочного процесса.
Поэтому их периодически зачищают или меняют на новые. А значит, определенный комплект губок – это необходимое условие качественного проведения сварочного процесса.
Сварочный шов контактным точечным соединением обязательно проверяется в лаборатории. Но можно провести и чисто визуальный контроль. Если стык после окончания работы похож на приплюснутую конструкцию с бортиками между сваренными концами арматуры, то это высокое качество. Если стык имеет бочкообразную форму, то неправильно был выбран один из параметров сварочного процесса. Такое соединение не является хорошим.
Несколько разновидностей сварки арматурных прутков дает возможность использовать одну из них, как эталон качества соединения. Каждая технология применима в определенных условиях для определенных строительных конструкций. Поэтому перед началом сварочных работ необходимо определиться с выбором.
Сварка арматуры: обзор способов и оборудования
0
На сумму:
0 р.
Сварка арматуры затруднительна не только для новичков, но даже бывалых сварщиков. Когда я уже был дипломированным специалистом и несколько лет работал по специальности, мне нужно было соединить два прутка арматуры диаметром 16 мм продольным швом длиной 10 см, выполнив его с двух сторон. Я использовал обычный инвертор и покрытые электроды «четверку». Каково же было мое удивление, когда, отбив шлак, стык оказался не проварен. Возможно, с таким сталкивались или столкнетесь и вы. Скругленная форма боковых сторон прутка, наличие выступов и большое сечение значительно затрудняют выполнение таких соединений. В этой статье я рассмотрю виды сварки арматуры и оптимальное оборудование для каждого способа.
Пять способов сварки арматуры
Начну с обоснования. Виды и характеристики самой арматуры прописаны в ГОСТ 34028-2016, содержащем технические условия для арматурного и железобетонного проката. Механические свойства полученных соединений после сварки должны соответствовать ГОСТ 10922-90. Сами способы сварки арматуры и виды стыков изначально были расписаны в ГОСТ 14098-91, а сейчас в пришедшем ему на смену 14098-2014.
Сами способы сварки арматуры и виды стыков изначально были расписаны в ГОСТ 14098-91, а сейчас в пришедшем ему на смену 14098-2014.
В документе указаны варианты соединения арматуры сваркой, которые бывают: встык торцами, внахлест, Т-образные или продольные. Для этого применяют один из пяти способов:
- Электродуговая ручная сварка;
- Ванная круглым стержневым электродом;
- Ванная электрошлаковая под флюсом;
- Точечная сварка;
- Машинная стыковая.
Особенности и применение каждого способа сварки арматуры
Перейдем к деталям каждого метода сварки арматуры, которая оказывается более капризной при соединении, чем кажется до начала работы.
Электродуговая ручная сварка
Самый простой вид сварки арматуры покрытыми электродами. Удобен для создания любого типа соединения и накладки шва в разных пространственных положениях. Минимальные затраты по себестоимости.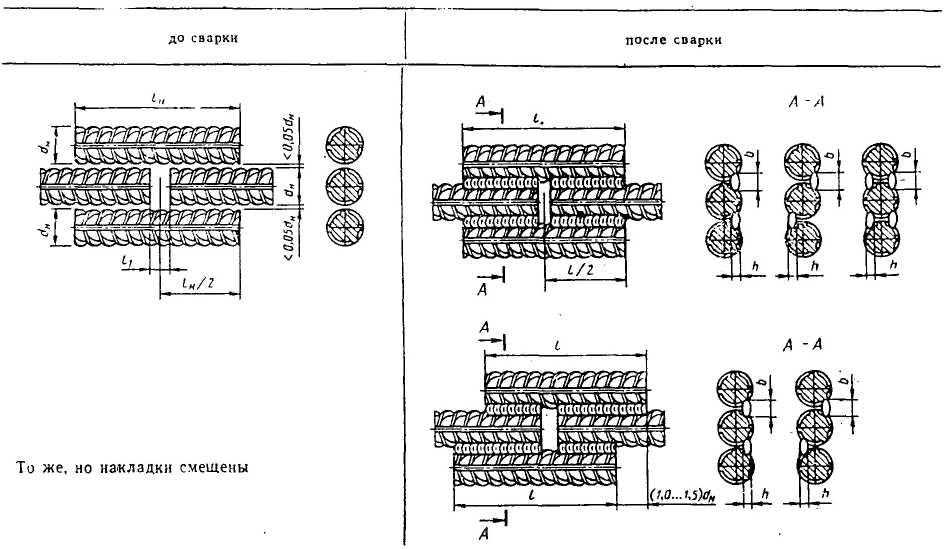 Используется на стройках, в мастерских, при ремонте промышленной техники и станков. Не требует дорогостоящего оборудования.
Используется на стройках, в мастерских, при ремонте промышленной техники и станков. Не требует дорогостоящего оборудования.
Но этот вид подойдет только для неответственных соединений, на которые не будет оказываться высокая нагрузка. Еще качество сварки во многом зависит от опытности сварщика. Как я упоминал в начале, мой первый стык был полон непроваров — шлак просто вытеснил металл из центра шва. Оптимальный диаметр арматуры при таком методе составляет до 20 мм.
Оборудование для электродуговой ручной сварки
Здесь используются самые простые инверторы для ручной дуговой сварки. Рекомендую следующие аппараты с оптимальными характеристиками:
- ПТК Мастер ARC 180 D18 — инвертор со сварочным током 20-180 А. Один из самых доступных по цене.
- ТОР Торус-200Д Классик — модель с силой тока 30-200 А. Выпускается в РФ — никакого Китая, очень надежная.
- Сварог PRO ARC 180 (Z208S) — полупрофессиональная версия с регулировкой 10-180 А. Уверенно вариант «четверкой», весит всего 4.7 кг.
- Сварог TECH ARC 250 (Z285) — инвертор для сварки арматуры с подключением к 380 В. Много полезных функций, варит электродами диаметром до 5 мм, а максимальная сила тока — 250 А.
- EWM Pico 180 — сварочный аппарат изготавливается в Европе. Очень прочный корпус и выносливая электроника для суровых монтажных условий.
- ПТК Rilon MMA 315 G — трехфазный аппарат с диапазоном тока 40-315 А. Дешево и сердито.
- Foxweld ВД-306И — это хит промышленного использования. Есть «Горячий старт», «Антиприлипание», «Форсаж». Силу тока 20-315 А можно регулировать как на панели, так и дистанционно через пульт.
- BRIMA ARC 400-1 — сварочный аппарат для сварки арматуры с повышенной мощностью за сравнительно скромную цену. Максимальная сила тока — 400 А, а значит проплавит даже сечение 60 мм.
- Сварог REAL ARC 500 (Z316) — сварочный гигант за относительно небольшие деньги — варит с силой тока 500 А. Подойдет для прутков арматуры 80-100 мм и электрода «шестерки».
- EWM Pico 300 cel — аппарат европейской сборки с трехфазным подключением. Чрезвычайно легкий для своей категории — 16.5 кг, но уверенно варит в любых эксплуатационных условиях.
Обзоры и практика применения оборудования,
инсайды производителей, новости!Читайте бесплатно эксклюзивные материалы нашего блога.
Знания в 2021 году самый ценный из ресурсов!Электрошлаковая сварка
Метод аналогичен вышеописанному, но сверху формочка засыпается флюсом. Электрод поджигается и выдерживается немного времени для образования лужицы жидкого металла на дне ванночки. Затем его опускают полностью во флюс. Гранулы плавятся от температуры и выделяют дополнительный газ, лучше защищающий жидкий металл от включения внешних газов.
Сварка арматуры флюсом применяется при сборке массивных каркасов и подходит для вертикальных и горизонтальных соединений.
Оборудование для электрошлаковой сварки арматуры
Технология предусматривает заполнение формочки флюсом для более качественного провара. Оборудование для сварки арматуры под флюсом используется примерно такое же, как и при ванном методе.
Лучшими инверторами, я считаю, такие:- Форсаж-315М — простой и надежный, выпускается в России, рассчитан на эксплуатацию на улице при температуре до -30 градусов.
- ПТК Rilon MMA 400 G — один из самых бюджетных, способный выдавать 400 А. При возбуждении дуги понижает напряжение до 24 В, повышая безопасность сварщика.
- Foxweld ВД-400И — хит продаж, очень выносливый, с повышенной защитой от пыли и влаги для суровых строительных условий.
- Сварог ARC 630 (J21) — инвертор для сварки арматуры под флюсом с силой тока 630 А. Проплавит любое сечение, а цена ниже аналогов.
- EWM Pico 350 cel puls — варит чисто и без брызгов, не оставляет кратеров. Легкий и удобный для переноски на плече. Идеален для стройки и частых перемещений сварщика. Советую его для самых ответственных стыков.
Точечная сварка
Точечная сварка арматуры происходит за счет преобразования кинетической энергии тока в тепловую, которая плавит стороны, соединяя их между собой.
Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку.Подходит для арматуры диаметром 1-10 мм. Используется в полевых условиях для возведения сетчатых конструкций или стационарно при производстве небольших ЖБИ-изделий для создания армирующего каркаса.
Оборудование для точечной сварки арматуры
Аппарат контактной сварки арматуры представляет собой медные клещи, к которым подведены плюс и минус. Сведение электродов и пропускание тока обеспечивает быстрое соединение. Оборудование различается на ручное (для работы в поле, на стройплощадке и т. д.), и стационарное (для предприятий, цехов).
Подскажу проверенные варианты для такого метода сварки арматуры:- Fubag SG 2 — ручная модель с силой сжатия 40-120 кг. Автоматически регулирует время и ток сварки. Одна из самых бюджетных.
- TECNA 7900 — аппарат для точечной сварки с регулировкой вылета плечей 125-500 мм. Изготовлен в Италии, очень надежный.
- TECNA 3321 — итальянский аппарат повышенной мощности, которым можно соединить два прутка арматуры по 10 мм каждый.
- Fubag RS 15 — стационарная машина контактной точечной сварки с жидкостным охлаждением. Усилие при сжатии клещей составляет 200 даН.
- Fubag RSV 35 — стационарный аппарат повышенной мощности с удобным управлением педалью, оставляющий руки сварщика свободными для удержания заготовки.
Машинная стыковая сварка
Схожий метод с вышеописанным, только арматура сдавливается между собой при помощи более мощных электрических, пневматических или гидравлических приводов. За счет повышенного усилия происходит более глубокое проплавление, поэтому машинная контактная сварка арматуры оборудованием соединяет прутки сечением 4-20 мм.
Технология не требует присадочных материалов. Применяется при изготовлении армирующих каркасов для крупных ЖБИ-изделий.
Оборудование для машинной контактной стыковой сварки арматуры
Это машины, которые бывают только стационарными. Оборудование высокотехнологичное и дорогое. Посоветую следующие модели:
- ЮГ-Сварка МСС-901 — трехфазная машина стыковой сварки с силой сведения электродов 1000 даН. Соединяет арматуру диаметром до 8 мм.
- ЮГ-Сварка МСС 1902 Н — небольшой станок для сварки прутков диаметром 12 мм. Если толщина арматуры будет 3 мм, то за час можно выполнить 200 стыков.
- ЮГ-Сварка МСО-201 — простая и компактная стационарная версия для соединения арматуры сечением 1000 мм².
- ЮГ-Сварка МСО 606 НГ — Проплавляет арматуру сечением 500-2000 мм². Использует предварительный подогрев для лучшего последующего перемешивания металлов.
- ЮГ-Сварка МСО 011 Н — соединяет круглый прокат сечением до 4000 мм². Машина способна за час выполнить 80 стыков арматуры диаметром 20 мм.
В зависимости от выбранного способа соединения подбирается соответствующее оборудование для сварки арматуры, а от его качества зависит надежность соединений и последующая целостность конструкций. Рекомендую выбирать аппараты и машины проверенных брендов, о которых есть достаточно отзывов. Если нужна помощь в подборе оборудования для конкретного метода и задач, то я с коллегами всегда готов помочь.
Сергей Шевцов
Сварщик и специалист демо-зала
 Выпускается в РФ — никакого Китая, очень надежная.
Выпускается в РФ — никакого Китая, очень надежная.Ванная сварка
Суть метода — соединение арматуры сваркой при помощи электрода, где два торца прутков размещены в полукруглой форме. Между краями арматуры выдерживается зазор 10-20 мм для затекания жидкого металла. Еще 2-3 мм отступа дают по бокам внутри формы. В результате металл затекает со всех сторон, обеспечивая цельное и массивное соединение.
Формочка может быть стальной — тогда она приваривается к арматуре, или медной — многоразовой. Метод подходит для соединения арматуры встык. Диаметр прутка может быть от 20 до 100 мм. Шов отлично переносит вибрации и динамические нагрузки. Применяется стыковая сварка арматуры в строительстве зданий по каркасно-монолитной технологии.
Метод подходит для соединения арматуры встык. Диаметр прутка может быть от 20 до 100 мм. Шов отлично переносит вибрации и динамические нагрузки. Применяется стыковая сварка арматуры в строительстве зданий по каркасно-монолитной технологии.
Оборудование для ванной сварки арматуры
Для реализации понадобятся стальные или медные накладки. Последние — многоразовые, но они стоят дороже. Аппарат для сварки арматуры нужен более мощный, поскольку приходится проплавлять толщину 20-100 мм. Рекомендую следующие модели:

 Лучшими инверторами, я считаю, такие:
Лучшими инверторами, я считаю, такие: Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку.
Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку. Подскажу проверенные варианты для такого метода сварки арматуры:
Подскажу проверенные варианты для такого метода сварки арматуры:

Спасибо за подписку!
Как производится арматура? — Contractors Steel
Как производится арматура?
Если вы когда-либо заливали бетонную поверхность в своем доме, например, подъездную дорожку или патио, у вас также был установлен ключевой компонент — арматура.
Первое, что нужно запомнить, арматура — это арматурный стержень . Стальные стержни используются в качестве арматуры, потому что удлинение стали из-за высоких температур (коэффициент теплового расширения) почти равно удлинению бетона. Поэтому арматура используется для армирования бетона и придания прочности на растяжение, необходимой для того, чтобы бетон оставался на месте. Поскольку бетон естественным образом расширяется, этот продукт помогает держать бетон под контролем, гарантируя, что он прослужит так же долго, как и ваша конструкция.
Из металлолома Во-первых, большая часть арматуры, производимой в Северной Америке, производится с использованием процесса производства стали в электродуговой печи или электродуговой печи. Здесь стальной лом собирается из различных источников на сталелитейном заводе и помещается в большой ковш, где сталь затем плавится при температуре до 1800° по Фаренгейту. В этом состоянии расплавленная сталь будет заливаться в отливку.
Затем расплавленная сталь выливается в разливочный ковш, чтобы обеспечить подачу в разливочную машину и избежать разбрызгивания. Фактически, этот метод также придает расплавленной стали более плавный поток. Затем расплавленную сталь заливают в ряд литейных форм, которые придают стали ее форму. В результате сформированные формы известны как заготовки, которые будут использоваться позже в процессе для формирования арматурного стержня.
Секция чернового станаЕще один ключевой момент: после того, как арматурный стержень покидает разливочные станки, он поступает в черновой стан. На черновом стане большие заготовки будут подвергаться горячей прокатке в мелкие формы путем непрерывного обжатия заготовки на каждой клети черновой части стана.
Промежуточный и чистовой участки После чернового участка заготовки проходят через промежуточный участок прокатного стана. По мере прохождения клетей на этом участке заготовки начинают формироваться в прутки. После промежуточной секции прокатного стана пруток проходит через чистовую секцию, которая придает ему окончательную форму и вид «завязанного узла», который идеально подходит для армирования.
По мере прохождения клетей на этом участке заготовки начинают формироваться в прутки. После промежуточной секции прокатного стана пруток проходит через чистовую секцию, которая придает ему окончательную форму и вид «завязанного узла», который идеально подходит для армирования.
Отсюда прутки поступают в секцию резки; как правило, летучие ножницы распиливают на определенную длину, запрограммированную оператором мельницы. Затем бруски выходят на охлаждающий слой. Знаете ли вы, что некоторые из этих охлаждающих кроватей могут быть размером с футбольное поле?! Секция охлаждения мельницы используется для того, чтобы материал охлаждался до комнатной температуры перед тем, как продукт будет нарезан на конечную длину, заданную заказчиком.
Отправлено В целом, арматура затем упаковывается с помощью автоматизированных систем увязки в соответствии со спецификациями заказчика. Примечательно, что арматура хранится в специальных отсеках, чтобы грузоотправителям завода было легко перейти на желаемый клиентом способ транспортировки. На самом деле продукт обычно перевозится на бортовом грузовике с шагом 45 000 фунтов. Возможна также доставка в вагонах в нужное место.
На самом деле продукт обычно перевозится на бортовом грузовике с шагом 45 000 фунтов. Возможна также доставка в вагонах в нужное место.
Компания Contractors Steel поставляет арматуру, соответствующую спецификации ASTM A615-20 Grade 60, следующих размеров:
| Номер бара | Номинальный диаметр |
| #3 | 0,375 дюйма |
| #4 | 0,500 дюйма |
| #5 | 0,625 дюйма |
| #6 | 0,750 дюйма |
| #7 | 0,875 дюйма |
| #8 | 1000” |
| #9 | 1,125 дюйма |
| #10 | 1,250 дюйма |
Где купить арматуру? Подрядчики стали!
Являясь ведущим в отрасли сервисным центром, Contractors Steel при поддержке UPG поставляет необходимую арматуру в нужное время. В конечном счете, будь то одна единица или 1000 грузовиков, Contractors Steel ДОСТАВЛЯЕТ!
В конечном счете, будь то одна единица или 1000 грузовиков, Contractors Steel ДОСТАВЛЯЕТ!
- Разрывные связки
- Внутренний и импортный
- Арматура с зеленым эпоксидным покрытием
- От одной детали до миллиона штук
НАЖМИТЕ ЗДЕСЬ: СТРАНИЦА РЕБАРИРОВАНИЯ!
Поваренная книга «Современная еда из арматуры» — хвалебная сложность
Поваренная книга из арматуры — одна из самых любимых в нашей семье по двум причинам. Во-первых, Rebar отлично подходит как вегетарианская поваренная книга. Раньше считалось, что вегетарианская кухня имитирует мясные блюда, заменяя их тофу и множеством специй. Я не вегетарианка, поэтому рецепты мне не пригодились. В то же время я не чувствую необходимости есть мясо при каждом приеме пищи. Rebar предлагает надежные вегетарианские рецепты, которые не заставят меня подумать: «Было бы вкуснее с говяжьим фаршем».
То, как они это делают, подводит меня ко второй причине, почему мы их любим: сложность. Позвольте мне сказать несколько слов об этом. Моя жена где-то читала, что противоположностью простоте является не сложность, а беспорядок. И простота, и сложность являются ценностями. Есть время для пятки хорошего хлеба и куска хорошего сыра — действительно, любое время — хорошее время. Я люблю воду. Я, как известно, наедаюсь только перцем, когда он созрел в саду. Простота!
Позвольте мне сказать несколько слов об этом. Моя жена где-то читала, что противоположностью простоте является не сложность, а беспорядок. И простота, и сложность являются ценностями. Есть время для пятки хорошего хлеба и куска хорошего сыра — действительно, любое время — хорошее время. Я люблю воду. Я, как известно, наедаюсь только перцем, когда он созрел в саду. Простота!
Но люди из Ребара, похоже, знают, что в этом мире слишком много замечательных блюд, чтобы не смешивать их вместе. И хорошенько их смешать. Практически для каждого рецепта требуется дюжина ингредиентов, одним из которых является соус, рядом с которым указан номер страницы. Перейдите на эту страницу, и там есть еще от шести до десяти ингредиентов.
Я бы не назвал Rebar деликатесом. Вместо этого это эклектично, но без мешанины. Да, рецепты занимают больше времени, но и отдача большая. Мы приготовили несколько блюд, убрав или заменив ингредиенты, которых у нас не было (пепита, льняное семя, маса харина), и хотя вкус еды прекрасен, это не то же самое. Причудливая алхимия Ребара стоит затраченных усилий.
Причудливая алхимия Ребара стоит затраченных усилий.
Например, одно из наших самых любимых блюд, которое мы чаще всего готовим для наших гостей, — буррито «Три сестры». Он требует тыквы, бобов и кукурузы — трех традиционных «сестринских» культур, выращиваемых коренными народами Северной Америки. Подготовка к этому блюду — целое событие, от приготовления соуса энчилада до снятия шкуры, нарезания кубиками и обжаривания мускатной тыквы. В конце концов, кухня превращается в катастрофу, и мы голодны. В разгар приготовлений я часто задаюсь вопросом, похожа ли вся эта работа на древнюю традицию забоя откормленного теленка для пира. Никогда не делал этого, но знал кое-что об икрах, а это немалый объем работы.
Конечно же, мы делаем все это, потому что хотим показать своей едой, что наши гости важны. Откормленный теленок был жертвой, приношением: «Смотри, мы закололи для тебя лучшее наше животное!» Вместо этого Ребар придерживается подхода «мало, но много»: «Смотрите, вот сотни замечательных вещей! Съешьте их всех!»
Распечатать рецепт
Одним из наших самых любимых блюд, которое мы чаще всего готовим для наших гостей, является буррито «Три сестры». Он требует тыквы, бобов и кукурузы — трех традиционных «сестринских» культур, выращиваемых коренными народами Северной Америки. Подготовка к этому блюду — целое событие, от приготовления соуса энчилада до снятия шкуры, нарезания кубиками и обжаривания мускатной тыквы. В конце концов, кухня превращается в катастрофу, и мы голодны. В разгар приготовлений я часто задаюсь вопросом, похожа ли вся эта работа на древнюю традицию забоя откормленного теленка для пира. Никогда не делал этого, но знал кое-что об икрах, а это немалый объем работы.
Он требует тыквы, бобов и кукурузы — трех традиционных «сестринских» культур, выращиваемых коренными народами Северной Америки. Подготовка к этому блюду — целое событие, от приготовления соуса энчилада до снятия шкуры, нарезания кубиками и обжаривания мускатной тыквы. В конце концов, кухня превращается в катастрофу, и мы голодны. В разгар приготовлений я часто задаюсь вопросом, похожа ли вся эта работа на древнюю традицию забоя откормленного теленка для пира. Никогда не делал этого, но знал кое-что об икрах, а это немалый объем работы.
Source: Rebar: Modern Food Cookbook
Course: Main Course
Cuisine: Mexican
Main Ingredient: Vegetables
Serves: 4
Ingredients
- БУРРИТО
- 3 фунта мускатная тыква
- 1 столовая ложка + 1 чайная ложка растительного масла разделенная
- 1 1 ⁄ 2 чайные ложки порошок чили анчо
- 1 1 ⁄ 2 чайные ложки соль разделенные
- 1 столовая ложка кленовый сироп
- Сок 1/2 лайма
- 1 1 ⁄ 2 чашки кукуруза свежая или замороженная
- 1 Фасоль пинто в банке на 14 унций слить воду и промыть*
- 1 ⁄ 2 пучок кинза стебли и нарезанные
- 2 чайные ложки пюре чипотле (следует)*
- 3 1 ⁄ 2 чашки тертый белый сыр чеддер*
- 6-8 цельнозерновые лепешки
- КРАСНЫЙ СОУС MESA
- 2 столовые ложки растительное масло
- 1 ⁄ 2 желтый лук нарезанный кубиками
- 6 зубчики чеснока фарш
- 4 столовые ложки маса харина
- 4 столовые ложки перец чили анчо
- 1 ⁄ 2 чайная ложка молотый тмин
- 1 ⁄ 4 чайная ложка кайенский порошок
- 1 чайная ложка соль
- 1 ⁄ 2 чайная ложка молотый перец
- 1 столовая ложка измельченный орегано
- 4 чашки овощной бульон или подогретая вода
- 2 столовые ложки томатная паста
- 1 чайная ложка коричневый сахар
Указания
- Разогрейте духовку до 375 градусов. Очистите тыкву от семян и нарежьте кубиками размером 3/4 дюйма. Смешайте с 1 столовой ложкой масла, порошком анчо, 1 чайной ложкой соли, кленовым сиропом и соком лайма и разложите в стеклянной форме для выпечки. Запекайте до готовности, около 20 минут. Переложите жареную тыкву в большую миску и разложите кукурузу в той же форме для запекания. Смешайте с 1 чайной ложкой масла и щепоткой соли и жарьте 10 минут. Соединить кабачки и кукурузу и остудить (остывания я не дождалась). Добавьте фасоль, кинзу и пюре чипотле и приправьте по вкусу.
- Чтобы свернуть буррито, положите перед собой лепешку и распределите примерно 1 стакан начинки посередине. Сверху положите 1/3 стакана сыра и сверните лепешку вокруг начинки, чтобы получился цилиндр. Положите швом вниз на слегка смазанную маслом форму для выпечки и повторите то же самое с оставшейся начинкой. Выложите соус на лепешки и посыпьте оставшимся чеддером. Накройте противень фольгой и запекайте 30 минут при 350 градусах, пока не прогреется. Снимите фольгу на последние 5 минут, чтобы сыр расплавился сверху.
- *Примечания: Мы использовали нут, потому что они у нас были, а я забыл замочить сухую фасоль на ночь. В моем продуктовом магазине нет консервированных перцев чипотле, но я нашел небольшую банку сальсы чипотле. Пряные перцы лучше. У них также нет белого чеддера, поэтому мы использовали желтый.
- ЧИПОТЛЕ-ПЮРЕ
- Купите баночку чипотле в соусе адобо.
- Смешайте в блендере или кухонном комбайне и положите в банку. Используйте дополнительную порцию для яиц, рульки, любых сэндвичей с мясом,
- КРАСНЫЙ СОУС MESA
- Я ничего не имею против консервированного соуса энчилада к этому блюду, но попробовать его стоит хотя бы раз. В 4 столовых ложках порошок чили анчо является звездой.
- Нагрейте масло в кастрюле на среднем огне. Добавить лук и обжарить до прозрачности. Добавьте чеснок и готовьте 3 минуты. Посыпьте маса хариной и постоянно помешивайте, пока она готовится и становится золотистой.
 Очистите тыкву от семян и нарежьте кубиками размером 3/4 дюйма. Смешайте с 1 столовой ложкой масла, порошком анчо, 1 чайной ложкой соли, кленовым сиропом и соком лайма и разложите в стеклянной форме для выпечки. Запекайте до готовности, около 20 минут. Переложите жареную тыкву в большую миску и разложите кукурузу в той же форме для запекания. Смешайте с 1 чайной ложкой масла и щепоткой соли и жарьте 10 минут. Соединить кабачки и кукурузу и остудить (остывания я не дождалась). Добавьте фасоль, кинзу и пюре чипотле и приправьте по вкусу.
Очистите тыкву от семян и нарежьте кубиками размером 3/4 дюйма. Смешайте с 1 столовой ложкой масла, порошком анчо, 1 чайной ложкой соли, кленовым сиропом и соком лайма и разложите в стеклянной форме для выпечки. Запекайте до готовности, около 20 минут. Переложите жареную тыкву в большую миску и разложите кукурузу в той же форме для запекания. Смешайте с 1 чайной ложкой масла и щепоткой соли и жарьте 10 минут. Соединить кабачки и кукурузу и остудить (остывания я не дождалась). Добавьте фасоль, кинзу и пюре чипотле и приправьте по вкусу.