Как сделать крышу из металлочерепицы: Кровля из металлочерепицы своими руками: устройство и монтаж
Крыша из металлочерепицы своими руками
Крыша — это важная часть конструкции любого здания, выполняющая ограждающую, тепло- и гидроизолирующую функцию. В настоящее время кровля крыши металлочерепицей является самым популярным и востребованным материалом, благодаря отличным функциональным и эксплуатационным характеристикам и доступной цене. Чтобы крыша из металлочерепицы своими руками служила долгие годы, следует выполнить ряд подготовительных мероприятий.
Подготовительные работы
По технологии производителя металлочерепицу рекомендуется монтировать на кровлю с уклоном не меньше 12-14 градусов.
Для монтажа кровли из металлочерепицы необходимо подготовить следующие инструменты:
- ножовку с небольшими зубьями для резки;
- рулетку;
- шуруповерт;
- молоток;
- маркер;
- длинную рейку.
Для резки листов можно также использовать ножницы по металлу, электрические ножницы, электрический лобзик или дисковую пилу. Категорически запрещено резать металлочерепицу болгаркой, так как под воздействием высокой температуры можно выжечь цинк и полимерное покрытие. В результате начнет процесс коррозии, приводящий к возникновению ржавчины и порче листов.
Категорически запрещено резать металлочерепицу болгаркой, так как под воздействием высокой температуры можно выжечь цинк и полимерное покрытие. В результате начнет процесс коррозии, приводящий к возникновению ржавчины и порче листов.
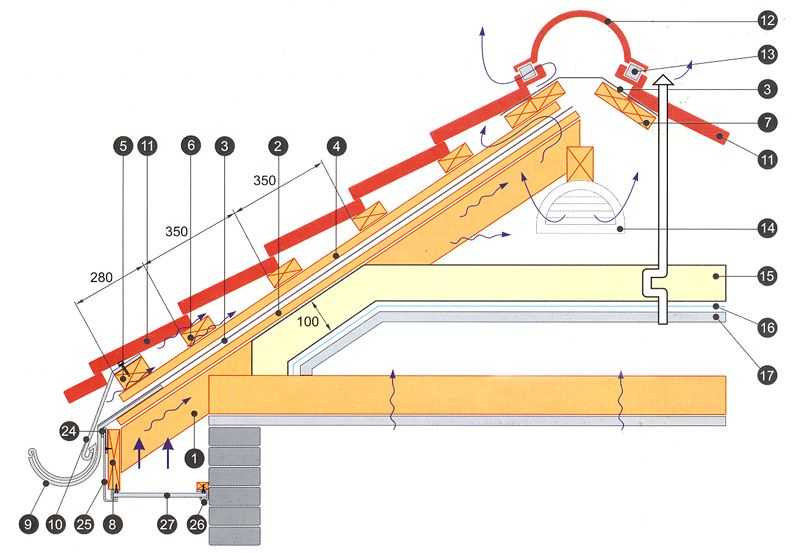
Схема устройства кровли из металлочерепицы
Обустройство обрешетки
Обрешетка стропил
Обрешетка состоит из тщательно обработанных антисептиком досок 100х32 мм деревянных брусков 50х50 мм (величины ориентировочные). К стропилам сверху гидроизоляции прибивают от конька к карнизу бруски, к которым горизонтально крепят доски обрешетки. Первую от карниза доску обрешетки берут на 10 мм толще других, ориентировочно 100х50 мм. Расстояние от первой доски до центра второй доски равняется 300 мм или 350 мм (эта величина зависит от вида металлочерепицы). При расстоянии между стропилами свыше 1000 мм, для обрешетки приобретают более толстую доску.
Возле мансардных окон, вокруг дымоходов, в ендовах и т. п. обрешетку делают сплошной. По сторонам конька прибивают по две доски дополнительно. Торцевые планки приподнимают выше остальной обрешетки на высоту металлочерепицы.
п. обрешетку делают сплошной. По сторонам конька прибивают по две доски дополнительно. Торцевые планки приподнимают выше остальной обрешетки на высоту металлочерепицы.
Изоляция кровли
Гидроизоляция кровли
Перед тем как покрыть крышу металлочерепицей, необходимо провести изоляционные работы. При перепадах температурного режима на нижней поверхности листов будет образовываться конденсат. Кроме этого, поднимаются испарения из помещений дома, превращаясь в подкровельном пространстве в воду. Такая избыточная влажность приведет к намоканию утеплителя и снижению теплоизоляционных характеристик конструкции, промерзанию крыши, гниению обрешетки и стропил, появлению плесени и сырости, и, как следствие, порче отделки внутренних помещений.
Для избежания подобных явлений рекомендуется использовать утеплитель расчетной толщины, который необходимо защитить со стороны металлочерепицы при помощи гидроизоляционной и пароизоляционной пленки. Обязательно обустраивается естественная вентиляция, для устранения из подкровельного пространства влаги, чтобы воздух беспрепятственно имел проход от карниза к коньку, для чего между гидроизоляцией и металлочерепицей при помощи обрешетки создается специальный вентиляционный зазор, размерами около 40 мм. В свесах кровельной конструкции оставляют щели около 50 мм, а в уплотнительном материале конька делают специальные отверстия.
В свесах кровельной конструкции оставляют щели около 50 мм, а в уплотнительном материале конька делают специальные отверстия.
Рулоны гидроизоляции раскатываются по стропилам горизонтально, с провисом около 20 мм начиная от карниза и с нахлестом 150 мм. Существует много видов современных подкровельных пленок, которые обладают некоторыми особенностями монтажа и фиксации. После гидроизоляции проводятся тепло- и звукоизоляционные работы изнутри здания. Плиты или маты теплоизоляционного материала устанавливают между стропилами враспор. Степлером закрепляют изнутри здания пароизоляционную пленку внахлест, которую герметично соединяют между собой специальной клейкой лентой.
Монтаж
Монтаж металлочерепицы
Основной размер, который определяет длину листов – это размер ската от конька до карниза с учетом свеса металлочерепицы с карниза кровельной конструкции (ориентировочно 40 мм). Если скат превышает 6 метров, листы разбиваются на несколько кусков, которые укладывают с нахлестом 150-200 мм.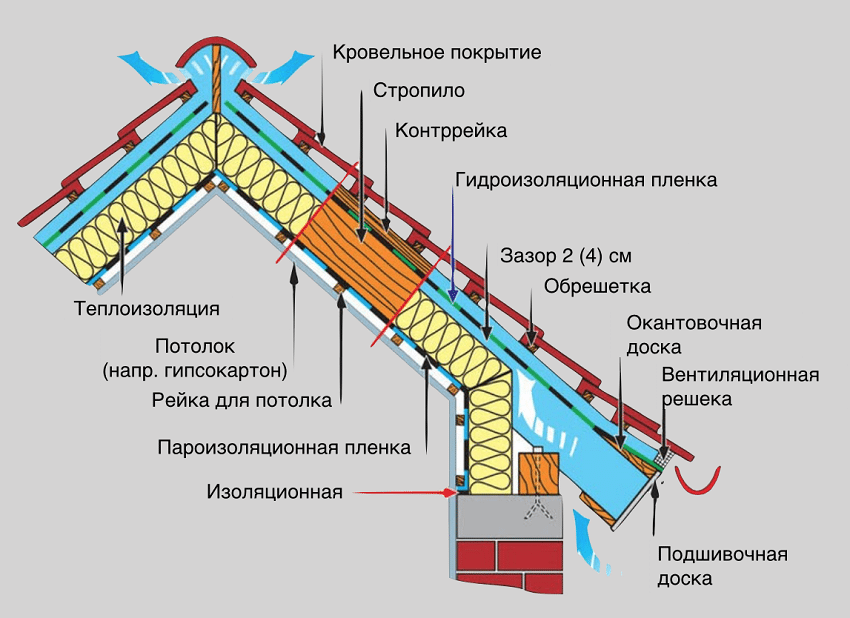
После установки стропил выполняют контрольный обмер всех скатов крыши, для обнаружения возможных отклонений от проекта. Проверяется прямоугольность и плоскостность конструкции, измеряя диагонали скатов. Обнаруженные небольшие дефекты можно скрыть при помощи доборных элементов с торцов крыши. Если начинать укладку листов с левого торца конструкции, то монтаж последующего листа выполняют под волну предыдущего. Если укладка выполняется с правого торца, то следующий лист устанавливают на волну предыдущего.
Укладка листов металлочерепицы
Закрепляют первый лист с помощью самореза возле конька. Потом устанавливают второй лист, следя за тем, чтобы нижние края металлочерепицы составляли ровную линию. Скрепляют нахлест 2-х листов по верху волны одним саморезом под самой нижней складкой. Если листы не стыкуются правильно, то нужно приподнять у второго листа верхний край и снизу вверх перемещаясь скреплять саморезами поперечную складку.
Обратите внимание! Традиционно слабые места кровли – это места примыканий покрытия к разным конструктивным элементам. К этой работе надо подходить внимательно и тщательно. Для герметичного примыкания металлочерепицы к стенам, печным трубам и вентиляционным выводам организуют специальный внутренний фартук. Для этого используют нижние планки примыкания. Поверх фартука монтируют листы металлочерепицы и верхние планки примыкания.
Крыша из металлочерепицы готова
Чтобы избежать повреждения металлочерепицы, передвигаться по ней следует в мягкой обуви, не ступая на гребни волны. После завершения работ по монтажу металлочерепицы приступают к монтажу водосточной системы.
Конечный вариант крыши
Как крыть крышу металлочерепицей своими руками правиьно: видео
«Как крыть крышу металлочерепицей видео» является сегодня одним из наиболее популярных запросов на строительную тематику в интернете, что не удивительно, учитывая востребованность данного кровельного материала.
Тем не менее, видеоматериал способен дать лишь наглядное представление о данном процессе, упуская при этом львиную долю деталей и подводных камней монтажа. Данную статью мы постараемся представить читателю в виде обширной, подробной инструкции по укладке черепицы и уделить внимание каждому возможному нюансу, с которым на практике может столкнуться неопытный монтажник.
Устройство обрешетки
Перекрытие крыши металлочерепицей, как правило, начинают с установки обрешетки – основания для кровельного материала.
При этом первым делом приступают к оформлению карнизного свеса, ведь именно линия расположения этого кровельного элемента служит базовой и отправной точкой для монтажа всей системы обрешетки.
Что касается основания под саму обрешетку, то в качестве нее выступает стропильная система крыши, оптимальный шаг стропильных ног которой колеблется в пределах 60-90 см. Материалом для стропил обычно выбирают деревянный брус сечением 50*150 мм.
При устройстве контробрешетки под металлочерепицу и обрешетки обычно используют доски сечением не менее 25*100 мм. Обрешетку прибивают к стропилам, используя оцинкованные гвозди 100 мм длиной.
«Крыша: металлочерепица в составе кровельного пирога монтируется по следующей схеме»
Первую доску обрешетки прибивают заподлицо вдоль свеса. По толщине первую доску выбирают большей на 10-15мм в сравнении с остальными планками обрешетки либо же используют под обычную доску подкладку соответствующей толщины.
Целью этого является компенсация разницы в уровнях точек опор листов первого ряда металлочерепицы со всеми последующими.
Крыть крышу металлочерепицей следует на обрешетку, шаг которой в зависимости от типа покрытия может равняться 350-450 мм, тогда как расстояние между первой (примыкающей к краю карниза) и второй досками устраивают на 50 мм меньше общего.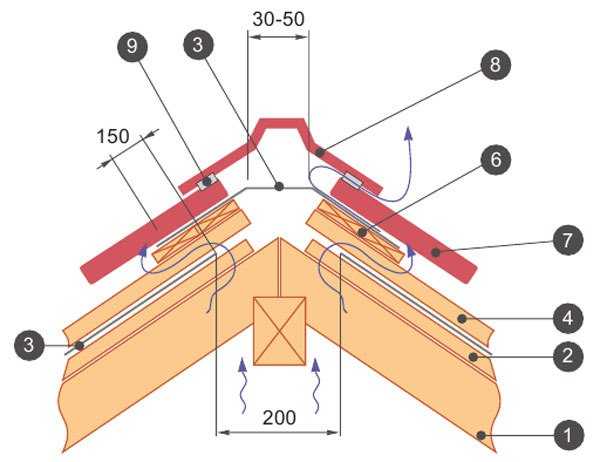
В качестве контробрешетки служат брусья, укладываемые вдоль стропил, сечением 25-50 мм. Всю разметку выполняют рулеткой от единой базовой линии.
По окончанию монтажа системы обрешетки прикрепляют коньковые и торцевые планки. При установке торцевой планки ее поднимают выше общего уровня плоскости обрешетки на высоту профиля металлочерепицы.
Для достижения надежности крепления коньковой планки по обе стороны от конька устанавливают дополнительные доски того же сечения, что и остальные доски обрешетки.
Устройство подложки под металлочерепицу
На вопрос о том, как правильно покрыть крышу металлочерепицей, можем ответить, что при обустройстве теплой кровли в обязательном порядке необходим настил паро- и гидроизоляционных пленок.
Устанавливая кровельный утеплитель, от помещения, помимо отделки, его необходимо отделить парозоляционным слоем, поскольку это предупредит намокание утеплительного материала под действием внутренних факторов помещения.
Что касается влагоизоляции с наружной стороны кровельного пирога, то здесь данную функцию берет на себя гидроизоляционная мембрана, которая призвана обеспечивать защиту утеплителя от конденсата, скапливающегося на внутренней стороне покрытия из металлочерепицы, и других возможных протечек.
Кроме того, специальные гидроизоляционные мембраны не препятствуют выходу влаги, возможно уже попавшей в утеплитель.
Данные слои обеспечивают сухость теплоизоляции, которая при намокании практически полностью (более чем на 90%) теряет свои полезные свойства.
Гидроизоляцию монтируют одним из двух методов:
- Раскатыванием рулонов пленки параллельно карнизу. В этом случае ее монтируют до устройства обрешетки со специально предусмотренным провисанием.
Полосы пленки стелют внахлест не менее 10 см. Для обеспечения вентиляции между пленкой и черепицей крепление пленки осуществляют посредством надстропильной контробрешетки. - Укладкой пленки перпендикулярно карнизу.
 При этом гидроизоляционный материал кладут на уже готовую обрешетку и крепят в натяг. Нахлест между полосами материала также не должен быть меньше 10 см.
При этом гидроизоляционный материал кладут на уже готовую обрешетку и крепят в натяг. Нахлест между полосами материала также не должен быть меньше 10 см.
 При этом гидроизоляционный материал кладут на уже готовую обрешетку и крепят в натяг. Нахлест между полосами материала также не должен быть меньше 10 см.
При этом гидроизоляционный материал кладут на уже готовую обрешетку и крепят в натяг. Нахлест между полосами материала также не должен быть меньше 10 см.Устройство гидроизоляции первым способом
После грамотной укладки всех предшествующих слоев кровельного пирога, смело кроем крышу металлочерепицей.
Укладка металлочерепицы
Прежде чем монтировать кровлю, крышу проверяют на предмет возможных перекосов. По необходимости дефекты устраняют, а также выполняют проверку правильности формы и геометрических размеров крыши.
При этом производят замеры диагоналей скатов. Возможные перекосы также подлежат исправлению.
Итак, кроем крышу металлочерепицей своими руками по следующим правилам:
- Минимальный уклон кровли из металлочерепицы должен составлять 14 градусов.
Совет!
Крепить листы рекомендуется комплексно по 3-4, сначала необходимо соединить их между собой, а после, выровняв их по карнизу, закрепить к обрешетке окончательно.
Более наглядная инструкция о том, как правильно покрыть крышу металлочерепицей – видео, представленное в конце статьи.
Установка прочих элементов металлочерепичной кровли
Как и при укладке самой металлочерепицы, комплектующие кровли из металлочерепицы также монтируют внахлест. Как правило, длину нахлестов предусматривают не меньше 100 мм для наклонных аксессуаров и не менее 200 мм для горизонтально устанавливаемых элементов.
При укладке последних дополнительно требуется обработка гидроизолирующим герметиком.
Как делать крышу дома металлочерепицей: установка карнизной планки
Монтаж карнизных планок осуществляют снизу вверх по фронтонам, накрывая при этом торцы металлочерепичных листов.
Крепление планок выполняют одновременно сбоку к деревянному основанию и сверху в крайнюю волну покрытия при помощи саморезов. Планки монтируют строго по натянутому шнуру с шагом саморезов в 20-30 см.
С целью обеспечения герметичности примыкания кровли к вертикально установленным элементам используют специальный фартук.
Установку фартука выполняют таким образом, чтобы его нахлест на листы металлочерепицы был не менее 10 см.
Обрешетку в местах стыков кровельных скатов выполняют в виде сплошного дощатого настила на 45-50 мм по обе стороны стыка. Далее на стык устанавливают элементы нижней ендовы, причем нахлест планок относительно друг друга должен составлять не меньше 15 см.
Элементы нижней ендовы монтируют строго по шнуру, после чего прикрепляют саморезами с шагом их установки 20-30 см.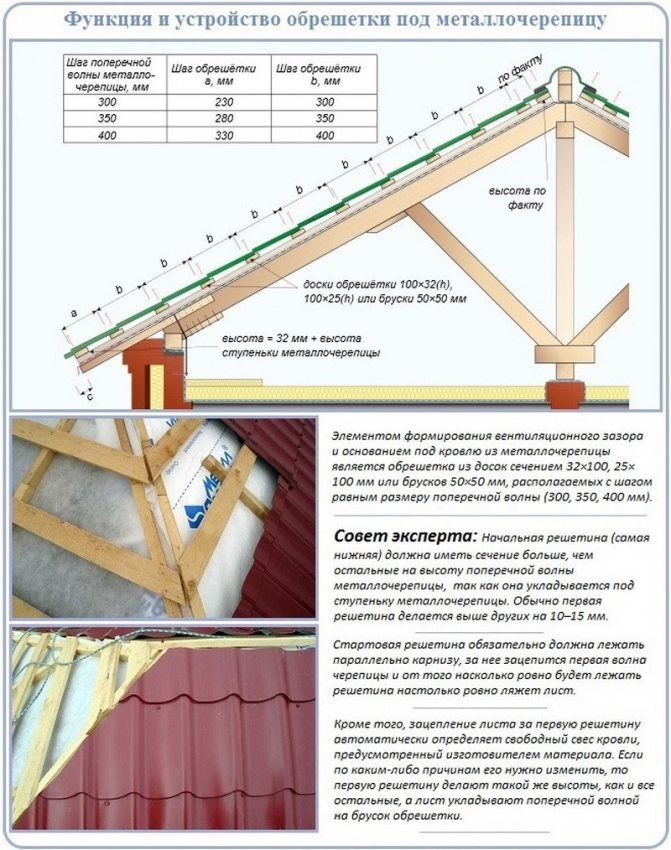 Поверх кладут элементы верхней ендовы и также закрепляют их саморезами.
Поверх кладут элементы верхней ендовы и также закрепляют их саморезами.
Теперь рассмотрим наглядно, как правильно крыть крышу металлочерепицей: видео расскажет не только о монтаже самих листов, но и продемонстрирует особенности установки всех описанных элементов.
Чтобы знать во всех деталях, как перекрыть крышу металлочерепицей, как и в другом деле потребуется практика. Поэтому постарайтесь взять в напарники человека, имеющего в данном деле опыт, а затем, вооружившись всеми необходимыми средствами и прихватив с собой наше руководство, смело принимайтесь за работу.
Не пропустите самое важное:
Раз в неделю мы присылаем самый интересный материал, который вы еще не видели
Нажимая на кнопку, вы даёте согласие на обработку своих персональных данных
Нас читают уже 32 500 человек. Присоединяйтесь к нам!
Как изготавливается металлическая крыша
Когда вы видите новую сверкающую металлическую крышу на вашем доме или доме, мимо которого вы проезжаете, вы когда-нибудь задумывались, как она на самом деле была сделана и что входит в процесс изготовления металлической крыши?
Металлическая кровля со стоячим фальцем является наиболее популярной из всех металлических кровельных систем, отчасти потому, что кровельные подрядчики могут скручивать ее на строительной площадке или в цеху по изготовлению листового металла в соответствии с точными спецификациями, предоставленными подрядчик.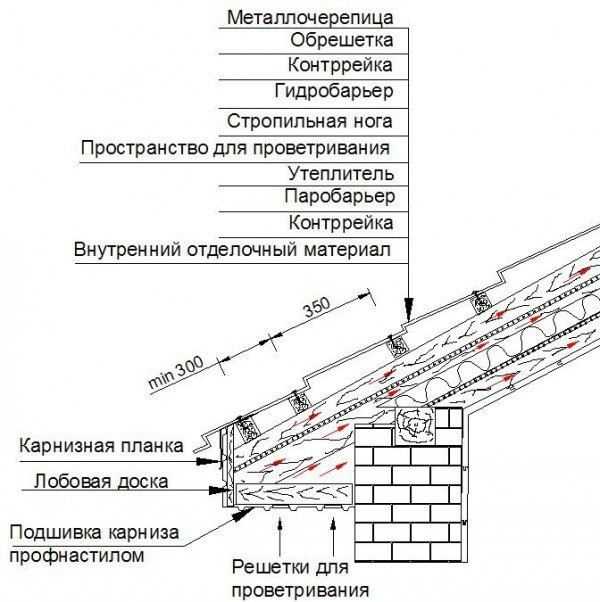 Другими словами, вам не нужно «иметь дело» с крупными производителями при покупке фальцевой кровли.
Другими словами, вам не нужно «иметь дело» с крупными производителями при покупке фальцевой кровли.
Но давайте сделаем шаг назад и на самом деле рассмотрим процесс производства металлической кровли, от шахты по добыче железной руды до вашей крыши.
Профилегибочные панели со стоячим фальцем
Все металлические кровли со стоячим фальцем проходят через профилегибочную машину – машину, которая превращает рулон металла в настоящие металлические кровельные панели. Профилегибочные станки могут быть оснащены различными профилями панелей, механизированными или ручными ножницами, компьютерным блоком управления, переносной или стационарной платформой/прицепом, разматывателями, встроенным генератором мощностью 10 000 Вт и другими модернизациями, в зависимости от целей его использования и способа. много вы хотите потратить.
Профилегибочная машина MetalMan компании Englert Inc. Основной процесс изготовления панелей со стоячим фальцем включает подачу рулонного металла в профилегибочную машину.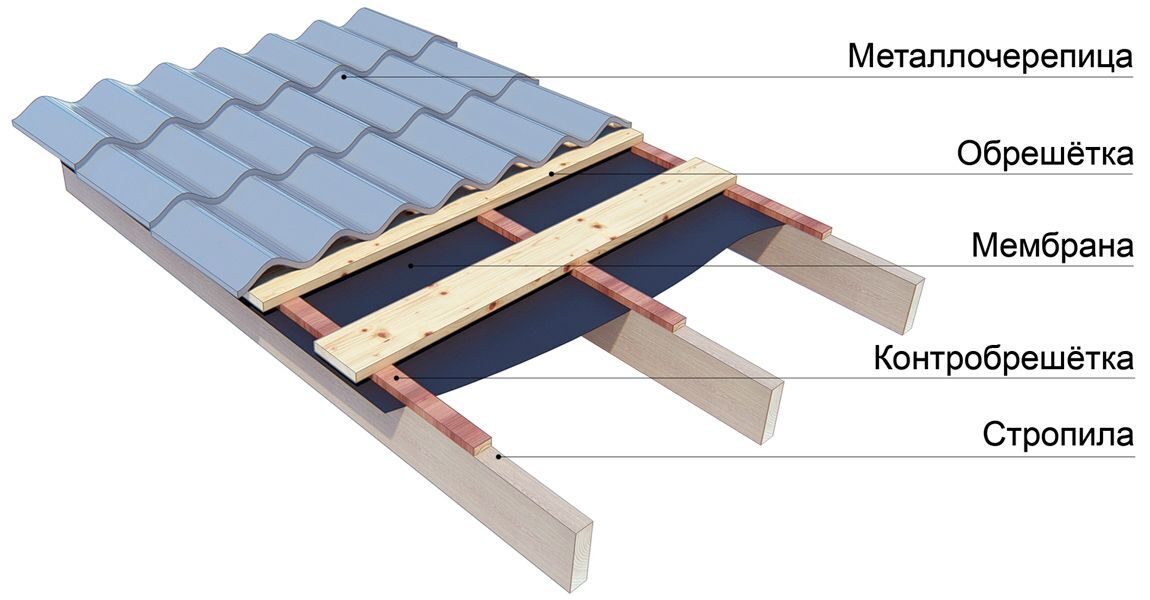 – Оказавшись внутри профилегибочного станка, рулон металла проходит через ряд валков, которые изгибаются и изгибаются. – Каждый последующий бросок делает больший изгиб, чем предыдущий. Эти ролики изготовлены из закаленной нержавеющей стали для увеличения срока службы и долговечности. Некоторые могут согнуть металл толщиной с сталь 22 калибра.
– Оказавшись внутри профилегибочного станка, рулон металла проходит через ряд валков, которые изгибаются и изгибаются. – Каждый последующий бросок делает больший изгиб, чем предыдущий. Эти ролики изготовлены из закаленной нержавеющей стали для увеличения срока службы и долговечности. Некоторые могут согнуть металл толщиной с сталь 22 калибра.
Рулоны образуют различные профили со стоячим фальцем, такие как Snap-Lock, Snap-Lock с планкой для гвоздей (при креплении этих металлических панелей к крыше не требуются зажимы), Mechanical Lock Profile, R-Panel, V -5 Обжимные панели и много других экзотических профилей.
Ширина панели может быть установлена вручную на каждой профилегибочной машине, но типичная ширина панелей составляет 12, 16 и 20 дюймов. Ширина панели фактически определяется используемой металлической катушкой. Для панелей шириной 12 дюймов вам понадобится катушка 16 дюймов. «Лишние» 4 дюйма внутри машины не сбриваются — они идут на изготовление замков с каждой стороны панели.
Компьютерный блок управления отвечает за работу машины/скорость, длину панели и т. д. Интеллектуальный блок управления с автоматическими ножницами может в значительной степени автоматизировать ваш производственный процесс, запуская рулон с заданной скоростью и разрезая его с заданной скоростью. длина.
Например, вы можете запрограммировать его на производство 10 панелей по 28 футов 3 дюйма и 25 панелей по 24 фута 6 дюймов, и он будет делать именно это – при необходимой длине станок останавливается, автоматические ножницы отрезают панель, вы тянете его, и следующая панель начинает выкатывать из машины.
Цех листового металла
Помимо собственно металлических панелей, есть еще много способов изготовления металлической кровли, которые ускользают от глаз, а именно, изготовление всех аксессуаров для металлической кровли: капельницы, скоса/фронтона, ендовы , заглушка конька, z-образная планка, боковая стенка и оголовье для соединения крыши со стеной, облицовка бордюра дымохода и светового люка и т. д. Все эти элементы требуют точного изготовления и абсолютно необходимы для любого типа вертикальной панельной металлической кровли.
д. Все эти элементы требуют точного изготовления и абсолютно необходимы для любого типа вертикальной панельной металлической кровли.
Все эти металлические кровельные оклады изготавливаются в цеху по производству листового металла на высокотехнологичных компьютеризированных тормозах для листового металла, которые также можно запрограммировать для увеличения скорости изготовления самых популярных профилей металлических кровельных окладов.
Компьютеризированный тормоз отличается от ручного или ручного тормоза тем, что при использовании ручного тормоза вы должны вручную измерять, отмечать и настраивать глубину для каждого поворота, и вы должны делать это на каждом сторону металлической полосы, которую необходимо согнуть. Хотя это жизнеспособный вариант, он очень медленный, трудоемкий и не очень точный.
Компьютеризированный или автоматический листогибочный станок, который является необходимым атрибутом любого хорошего листогибочного цеха, имеет специальные «пальцы» или упоры, которые позволяют вставлять полосу металла только настолько глубоко внутрь тормоза, и гидравлический гибочный станок, сделает изгиб. Эти компьютеризированные тормоза рассчитаны на очень большие нагрузки и могут легко сгибать металл толщиной 22 калибра или больше.
Эти компьютеризированные тормоза рассчитаны на очень большие нагрузки и могут легко сгибать металл толщиной 22 калибра или больше.
Даже металл толщиной 3/16″ (алюминий и сталь) можно согнуть в мощном промышленном тормозе, но для металлической кровли это излишне, так как типичная толщина металла редко превышает 24 калибра в жилых помещениях и 22 калибра в жилых помещениях. коммерческие профили.
Помимо тормоза для листового металла, в слесарном цеху требуются автоматические гидравлические ножницы для резки полос металла на необходимую ширину, чтобы оператор тормоза мог быстро изготовить необходимые детали и не беспокоиться о резке кусков металла.
Помимо ножниц, лома и других мелких специальных инструментов, в каждом цеху по обработке листового металла есть несколько тяжелых стеллажей, где хранятся рулоны металла, листы металла и уже изготовленные аксессуары для гидроизоляции, а также вилочный погрузчик для загрузки и разгрузки. все катушки и другие тяжелые вещи. Рабочие цеха не могут самостоятельно поднять типичный рулон металла весом 2000 или 3000 фунтов.
все катушки и другие тяжелые вещи. Рабочие цеха не могут самостоятельно поднять типичный рулон металла весом 2000 или 3000 фунтов.
Суть в том, что содержание производства металлических кровельных панелей довольно затратно, и все работы должны быть согласованы между ребятами, которые делают панели, и листогибочным цехом.
В большинстве случаев, для упрощения, профилегибочный станок находится в цехе, на передвижном прицепе, и доставляется на место работы только тогда, когда работа находится далеко от цеха, а панели слишком длинные транспортировать обычными средствами.
Часто подрядчики по металлическим кровлям, которые владеют профилегибочным станком и производят свои собственные панели со стоячим фальцем, нанимают независимый цех по производству листового металла для производства гидроизоляции и аксессуаров, поскольку содержание полностью оборудованного цеха может позволить себе только более крупный коммерческий размеры кровельных подрядчиков.
Производство рулонного листового металла
Мы фактически пропустим процесс преобразования железной руды в железо / сталь, ее обработку и очистку и т. д. Вместо этого мы начнем с производителей рулонного листового металла для кровли и того, что они делают.
д. Вместо этого мы начнем с производителей рулонного листового металла для кровли и того, что они делают.
Во-первых, металлические кровли могут быть изготовлены из стали, алюминия, цинка, меди и даже нержавеющей стали. Однако наиболее популярными металлами являются оцинкованная сталь и алюминий, и мы сосредоточимся на них двух.
Есть около четырех или пяти крупных поставщиков металлочерепицы из стали и двух или трех из алюминия, а более мелкие игроки компенсируют недостаток.
Все эти ребята в основном берут толстый рулон металла и пропускают его через прокатные станки, чтобы уменьшить толщину до требуемого класса – обычно 29, 26, 24 и 22 калибра из оцинкованной стали и .032″ / . 040″ из алюминия.
Стальной рулон также подвергается процессу горячего цинкования, при котором рулон проходит через кипящую гальваническую смесь расплавленного цинка (оцинковка G-90) или смесь цинка и алюминия (Galvalume).
После погружения катушки в горячий гальванический металл вокруг высококоррозионной стали образуется тонкий слой гальванического покрытия.
Затем рулон проходит через машину для отжига, которая представляет собой горячую печь с охлаждающими трубами и газообразным аммиаком внутри камер.
Отжиг размягчает металл, который затем можно легко прокатать до необходимой толщины. Алюминиевые рулоны не требуют гальванизации и просто проходят через машину для отжига перед прокаткой.
Нанесение светоотражающей краски (Kynar 500) выполняется после гальванизации и очистки металлической катушки. Затем рулон подается в специальную «окрасочную машину», которая представляет собой серию отдельных блоков, каждый из которых отвечает за свою работу.
Сначала катушку тщательно очищают и сушат. Затем он проходит через камеру нанесения грунтовки, где грунтовка наносится на обе стороны рулона. Затем он проходит через камеру запекания, где рулон сушится при высокой температуре, и на него запекается грунтовка. Затем происходит еще один процесс грунтовки и сушки для лучшего и более равномерного нанесения грунтовки.
После грунтования рулона и отверждения грунтовки в камере «обжига» он проходит цикл покраски, который по сути аналогичен грунтованию, только на рулон сверху в два слоя наносится основной цвет. Обычно на нижнюю сторону рулона наносится белый слой, который еще раз проходит цикл запекания/сушки.
Изготовители
После того, как рулон окрашен, его отправляют различным производителям металлочерепицы, таким как Englert, Fabral, PAC CLAD и т. д. – Эти ребята разрезают рулоны на стандартные ширины и нарезают их на меньшие рулоны – обычно 1000- 3000 фунтов вместо огромных рулонов по 10 000 фунтов, которые поставляются производителями рулонов.
Эти меньшие рулоны затем либо формируются в различные типы металлических кровельных панелей, либо продаются небольшим цехам по обработке листового металла или подрядчикам с профилировочными машинами, которые либо устанавливают их, либо перепродают их подрядчикам по металлическим кровлям.
Суть в том, что большинство металлических кровель со стоячим фальцем практически представляют собой один и тот же продукт, так как в большинстве из них используются стандартные профили Snap-Lock или Mechanical Lock (конечно, под разными названиями), а рулон обычно производится из одних и тех же трех или четыре места. Разница заключается в цене, гарантии и индивидуальных профилях панелей производителя.
Разница заключается в цене, гарантии и индивидуальных профилях панелей производителя.
В остальном, пока катушка поступает от известного поставщика, не имеет значения, кто произвел вашу металлическую крышу. Что действительно важно, так это качество монтажа.
Опять же, я сам видел алюминиевую черепицу с облупившейся и отслоившейся краской.
На одной крыше, изготовленной компанией из Канады, краска на каждой черепице отслоилась точно в том же месте, что и на других, что наводит меня на мысль, что катушка была неправильно окрашена с одной стороны.
Другим примером является другой, более мелкий «производитель» металлической черепицы из Канады, чья алюминиевая металлическая черепица также теряет краску, так как она легко отрывается, если ее поцарапать ногтем.
Этот производитель не давал гарантии на продукт и перестал реагировать на жалобы домовладельца.
Приведенные выше два примера показывают, что надлежащая гарантия по-прежнему важна, и вы хотите, чтобы ваша металлическая кровля производилась респектабельной компанией, которая будет выполнять свои гарантийные обязательства.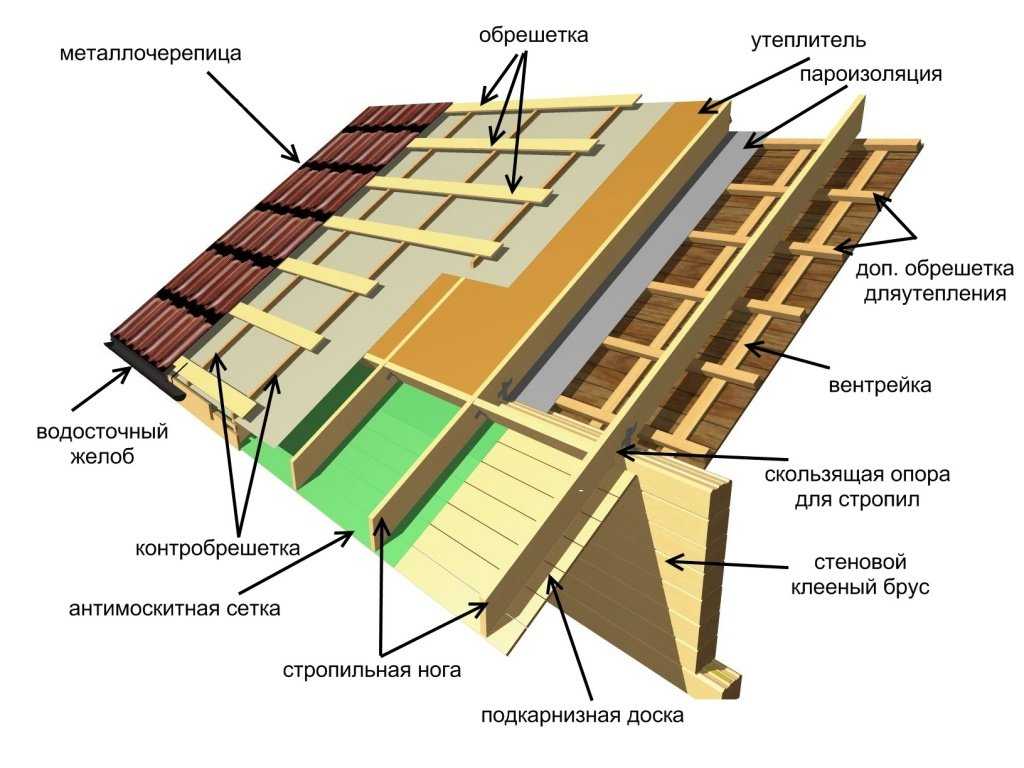
Просто чтобы дать вам некоторое спокойствие, эти случаи с дефектами краски ЧРЕЗВЫЧАЙНО редки, и большинство стальных металлических крыш (особенно более дешевая сталь 29 калибра с акриловой краской) будут ржаветь до того, как краска сойдет. — Вот почему так важно покупать премиальный продукт, если вы хотите получить премиальный сервис из своей металлической крыши.
Профилегибочная машина для металлических кровельных панелей — это ключ к изготовлению металлической кровли.
Всякий раз, когда вы видите металлическую крышу дома или постройки, вы когда-нибудь задумывались, как именно она была сделана? Вы когда-нибудь слышали о машинах для профилирования металлических кровельных панелей? Хотите узнать о производственном процессе?
Как видите, крыши металлические, так что нет никаких сомнений в том, что металлические крыши сделаны из металла, а именно из рулонного металла. Прежде всего, давайте кратко рассмотрим процесс производства металлических рулонов, как показано ниже.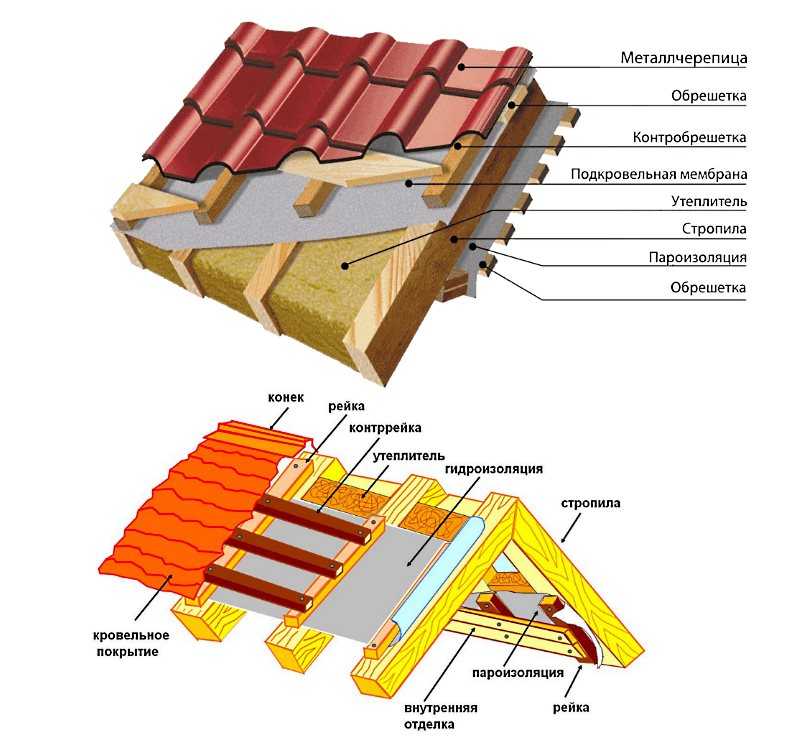
Вы можете посетить эту страницу для получения подробной информации о металлических рулонах, включая производство и свойства.
Как правило, металлические крыши могут быть изготовлены из стали, алюминия, цинка, меди и даже из нержавеющей стали. Вы можете прочитать статью КАК ВЫБРАТЬ ЛУЧШИЙ МАТЕРИАЛ ДЛЯ ВАШЕГО ПРОЕКТА МЕТАЛЛИЧЕСКОЙ КРОВЛИ , чтобы узнать больше. Тем не менее, оцинкованная сталь и алюминий являются наиболее популярными металлами, включая некоторые материалы с дополнительной обработкой, такие как предварительно окрашенная оцинкованная сталь и Galvalum. Поэтому мы хотели бы продолжить нашу тему на основе этих двух материалов.
В мире существует множество типов металлических кровель. В зависимости от различных стандартов или предпочтений вы можете найти разные металлические крыши на разных рынках.
Например, на американских рынках людям нравится металлическая кровля со стоячим фальцем . На африканских рынках люди предпочитают использовать листы IBR , и кровельные листы IDT. Кровельные панели LR/KR24 очень популярны в испаноязычных странах. В европейских странах мы повсеместно можем увидеть металлочерепицу. Другие распространенные металлические панели крыши похожи на гофрированные кровельные панели , листы с зажимом, R-панели, трапециевидные листы и так далее. Помимо этих стандартных металлических крыш, существуют некоторые варианты, такие как гофрированная криволинейная кровля, изогнутая бемо-кровля и т. д.
На африканских рынках люди предпочитают использовать листы IBR , и кровельные листы IDT. Кровельные панели LR/KR24 очень популярны в испаноязычных странах. В европейских странах мы повсеместно можем увидеть металлочерепицу. Другие распространенные металлические панели крыши похожи на гофрированные кровельные панели , листы с зажимом, R-панели, трапециевидные листы и так далее. Помимо этих стандартных металлических крыш, существуют некоторые варианты, такие как гофрированная криволинейная кровля, изогнутая бемо-кровля и т. д.
Хотя окончательные металлические кровли могут выглядеть совершенно по-разному, материалы, из которых они сделаны, имеют стандартные размеры. Для одного и того же материала толщина обычно варьируется от 0,3 до 0,8 мм, а ширина от 914 до 1250 мм. И это стандартные материалы для профилегибочной машины для металлических кровельных панелей может справиться с.
Производственное оборудование: Профилегибочная машина для металлических кровельных панелей
У нас есть материалы, и теперь нам нужна машина или оборудование для окончательного изготовления металлической кровли. Различные металлические кровли производятся на различных машинах для профилирования металлических кровель . MTC специализируется на проектировании и производстве различных профилегибочных машин для металлических кровельных панелей. Например, профилегибочная машина для гофрированного листа, профилегибочная машина для кровельных панелей со стоячим фальцем, профилегибочная машина для производства глазурованной черепицы и т. д. Вы можете сворачивать свои собственные металлические крыши с помощью профилегибочной машины для металлических кровельных панелей. Другими словами, вам не нужно «иметь дело» с крупными производителями при покупке металлической кровли. 9. Все металлические кровли со стоячим фальцем проходят через профилегибочный станок, который превращает рулон металла в настоящие металлические кровельные панели путем профилирования. Компания MTC может построить портативный профилегибочный станок для кровельных панелей со стоячим фальцем , а также стационарный профилировочный станок для производства фальцевых панелей со стоячим фальцем.
Различные металлические кровли производятся на различных машинах для профилирования металлических кровель . MTC специализируется на проектировании и производстве различных профилегибочных машин для металлических кровельных панелей. Например, профилегибочная машина для гофрированного листа, профилегибочная машина для кровельных панелей со стоячим фальцем, профилегибочная машина для производства глазурованной черепицы и т. д. Вы можете сворачивать свои собственные металлические крыши с помощью профилегибочной машины для металлических кровельных панелей. Другими словами, вам не нужно «иметь дело» с крупными производителями при покупке металлической кровли. 9. Все металлические кровли со стоячим фальцем проходят через профилегибочный станок, который превращает рулон металла в настоящие металлические кровельные панели путем профилирования. Компания MTC может построить портативный профилегибочный станок для кровельных панелей со стоячим фальцем , а также стационарный профилировочный станок для производства фальцевых панелей со стоячим фальцем.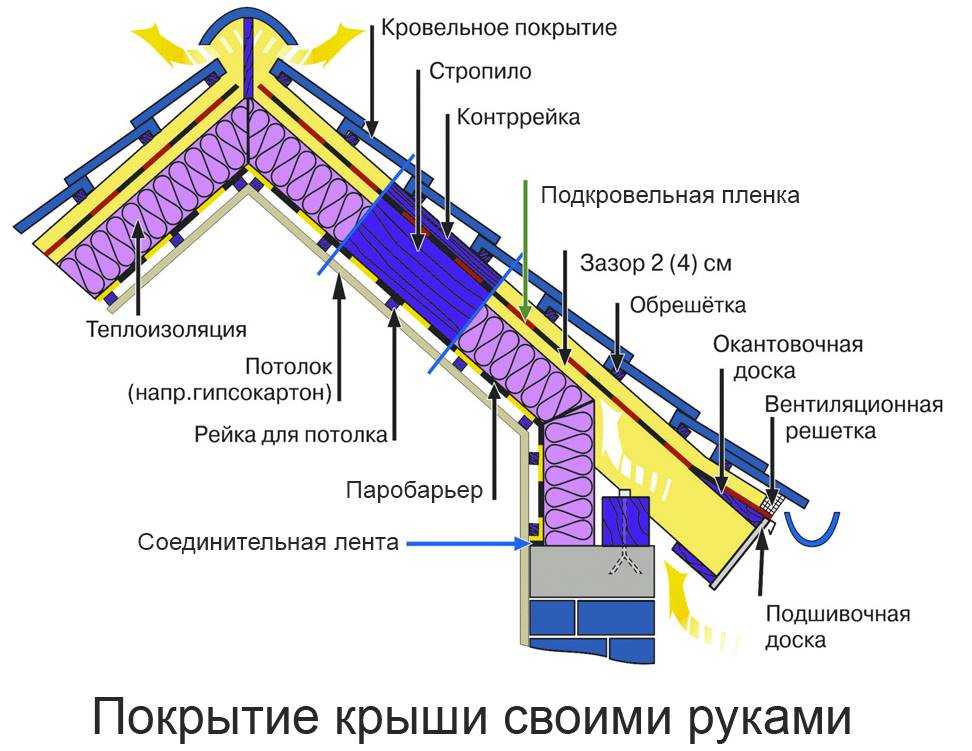 Как следует из названия, переносной станок для вальцовки со стоячим швом может работать на месте, а стационарная машина может работать только в мастерской.
Как следует из названия, переносной станок для вальцовки со стоячим швом может работать на месте, а стационарная машина может работать только в мастерской.
Основной процесс изготовления панелей со стоячим фальцем включает в себя подачу рулонного металла в профилегибочный станок и выход на требуемую длину резки. Профилегибочная машина для кровельных панелей со стоячим фальцем обычно состоит из ручного разматывателя, профилировочной машины, режущего блока, блока управления и опорных столов. Поскольку панели со стоячим фальцем имеют одинаковую фиксацию, профилегибочный станок обычно регулируется по ширине, чтобы сделать замки с каждой стороны панелей. Все, что вам нужно сделать, это ввести ширину, длину резки, количество на элементе управления, который позаботится о левой стороне.
ПРОФИЛЬНО-ПРОФИЛЬНАЯ МАШИНА ДЛЯ ПРОФИЛИРОВАННОГО ЛИСТА Профилегибочная машина для гофрированного листа с большой волной Профилегибочная машина для профилирования гофрированного листа изготавливает металлическую крышу гофрированной или синусоидальной формы. Помимо красивого внешнего вида, кровельные системы из профнастила обладают высокой степенью коррозионной стойкости, энергоэффективностью и экономичностью. И это делает гофрированные кровельные панели жизнеспособной экономичной альтернативой обычным крышам и металлическим крышам премиум-класса.
Помимо красивого внешнего вида, кровельные системы из профнастила обладают высокой степенью коррозионной стойкости, энергоэффективностью и экономичностью. И это делает гофрированные кровельные панели жизнеспособной экономичной альтернативой обычным крышам и металлическим крышам премиум-класса.
На самом деле, профилегибочная машина для гофрированного листа является одной из самых популярных профилегибочных машин для производства металлических кровельных панелей в Африке (другой является машина для производства профилей IBR ).
Подобно профилировщику кровельных панелей со стоячим фальцем, профилировочная машина для гофрированного листа также может изготавливать несколько профилей. При условии, что окончательные гофрированные панели крыши имеют одинаковый гофр, достаточно только одной машины. Помимо этого, профилегибочная машина для гофрированного листа также оснащена блоком управления PLC. Однако, если у нас другой гофр, мы можем обратиться к двухслойной профилегибочной машине.