Как правильно заточить сверло: Как заточить сверло по металлу — РИНКОМ
Как правильно заточить сверло?
Проблемы с заточкой сверл знакомы каждому мастеру, которому приходится много работать с сверлением металла. Если при работе с деревом сверло практически не тупится и может использоваться очень долго, то делать отверстия в металле с каждой минутой все труднее. Можно приобрести несколько сверл одинакового диаметра для периодической замены, однако при больших объемах работы это достаточно дорого. Намного дешевле научиться правильно затачивать сверла, тогда их не придется постоянно докупать.
Как понять, когда затачивать сверло?Разницу между новым и затупленным сверлом заметить очень легко: в самом начале работы достаточно незначительного давления на инструмент, но со временем приходится прикладывать все больше усилий. Скорость затупления складывается из нескольких факторов: это интенсивность использования, охлаждение, скорость вращения сверла и т. д., однако в любом случае рано или поздно рабочий инструмент потребует заточки.
Сверло начинает тупиться с уголка, постепенно ухудшается состояние всей режущей кромки. Последней стирается задняя грань, на ней можно рассмотреть появившиеся штрихи. Чем больше износ, тем сильнее риски начинают сливаться, в итоге они образуют темную полосу. Когда сверло начинает тупиться, во время работы возникает резкий звук, это сигнал о том, что пора проводить заточку. Если не сделать ее вовремя, во время работы сверло начнет перегреваться, а значит, оно будет намного быстрее изнашиваться.
Заточку сверла можно спокойно проводить в домашних условиях, для этой работы не требуется какое-либо сложное оборудование. Чаще всего домашний мастер работает со сверлами небольшого диаметра, не превышающими 16 мм. Им проще всего вернуть остроту с использованием точильного круга – он присутствует в гараже или мастерской у большинства мастеров, постоянно работающих с инструментами.
Если такого круга нет под рукой, моно попробовать закрепить шлифовальную машинку либо электродрель с насадкой: для решения поставленной задачи нужен вращающийся точильный диск. Для обеспечения безопасности важно позаботиться о защитных очках и подготовить жидкость для охлаждения, чтобы защитить сверло от перегрева. Для этой цели обычно применяется вода, также подойдет машинное масло, их можно залить в любую небольшую емкость.
Для обеспечения безопасности важно позаботиться о защитных очках и подготовить жидкость для охлаждения, чтобы защитить сверло от перегрева. Для этой цели обычно применяется вода, также подойдет машинное масло, их можно залить в любую небольшую емкость.
Охлаждение – обязательная часть заточки. В продолжение всего процесса сверло будет очень сильно нагреваться, и перегрев негативно скажется на его использовании в дальнейшем.
Как заточить сверло? Пошаговая инструкцияПроцесс обработки сверла на точильном круге требует опыта и аккуратности, с первого раза трудно добиться идеального результата. Работа проводится в несколько этапов:
- Сначала необходимо обработать заднюю поверхность, этот процесс проводится несколькими касаниями. Чтобы получить ровную поверхность, сверло важно аккуратно прижимать к точильному кругу. Угол должен быть равным: если взглянуть на изделие сбоку, конец должен приобрести вид правильного конуса.
 Это достаточно тонкая работа, поэтому предварительно лучше потренироваться на старых ненужных сверлах.
Это достаточно тонкая работа, поэтому предварительно лучше потренироваться на старых ненужных сверлах.- Завершающий этап – окончательная доводка задней поверхности. Размер перемычки на самом конце сверла в итоге не должен превысить 0,4 мм, если диаметр изделия составляет не больше 8 мм.
 Это достаточно тонкая работа, поэтому предварительно лучше потренироваться на старых ненужных сверлах.
Это достаточно тонкая работа, поэтому предварительно лучше потренироваться на старых ненужных сверлах.Не стоит пытаться заострить только наконечник изделия. Основную работу в процессе сверления выполняют боковые кромки, и им нужно уделить особое внимание. Лучший способ оценить качество заточки – вставить сверло в дрель и опробовать его на материале: обычно с первой минуты видно, какие ошибки были допущены. Зная, как выбрать сверло, и как правильного его затачивать, можно избавиться от значительных лишних расходов.
Методика работы с победитовым сверлом несколько отличается, она будет более сложной. Несмотря на большую прочность, победитовые сверла со временем все равно начинают тупиться, в результате чего ухудшается производительность, появляется неприятный визжащий звук, сверло сильно перегревается.
Заточить такое сверло можно только при помощи алмазного точильного камня: обычный камень с этой задачей не справится. Заточку проводят, только если высота победитовой напайки составляет около 10 мм. Чем больше твердость материала, тем меньшей должна стать скорость его заточки, это нужно учитывать при настройке шлифовального круга.
Для заточки победитовых кромок необходимы короткие касания абразивной поверхности, эта работа требует большой осторожности. Обычно она не занимает много времени: достаточно поправить сточенные во время сверления кромки, и изделие вновь будет готово к использованию. Переднюю поверхность также желательно подточить.
Необходимо добиться того, чтобы режущие части победитового сверла стали одинаковыми по размеру. При любых расхождениях края отверстий будут получаться неровными, смещение центра приводит к увеличению диаметра отверстий. Перегревания сверла допускать нельзя, поэтому периодически его погружают в охлаждающую жидкость.
В зависимости от твердости материала меняется угол заточки сверла. Если нужно заточить победит, угол составляет 170 градусов, отклоняться от этого значения нежелательно. На предприятиях заточка сверл дополняется обязательной доводкой – обработкой для устранения любых мелких неровностей. Если есть возможность сделать доводку, не стоит ей пренебрегать. Доводка проводится с применением круглых шлифовальных камней с зернистостью 5-6. Во время заточки сверла нужно обязательно сохранить заводскую форму задней поверхности.
Работа со сверлами по металлу требует терпения, точности и аккуратности, однако ее результат оправдает трудозатраты. Сверлом вновь станет легко и удобно работать, и вам не придется дополнительно тратиться на покупку новых рабочих инструментов. Освоить навык заточки стоит как профессионалу, так и домашнему мастеру.
как правильно точить сверло по металлу своими руками, способы заточить на наждаке в домашних условиях – rocta
16Июл
- Как понять, что гаджет затупился
- Как правильно затачивать сверла по металлу
- Из чего состоит инструмент
- Параметры, подлежащие восстановлению при переточке сверл
- Как затачиваются сверла в зависимости от обрабатываемого материала
- Какие инструменты необходимо иметь для проверки
- Способы правильной заточки сверла по металлу при выведении задней плоскости
- Как правильно наточить сверло по металлу по количеству скосов
- Формирование точки входа
- Как точить сверла по металлу на наждаке по правилам
- Как заточить сверло по железу на точиле
- Контроль качества исполнения
- Как правильно заправить сверло по металлу с помощью дрели
- Как продлить время эксплуатации инструмента
Слесарный режущий инструмент исполняет роль формирования круглых отверстий разного диаметра при производстве различных конструкций, деталей из железа и другого сырья путем затачивания. Однако не вся оснастка подходит для сверления, так как одни образцы, пригодные для работы с мягким материалом, совсем не будут функционировать с твердыми или чрезмерно износятся. Также существенно влияют на требования параметры вязкости. Поэтому очень важно сделать правильный выбор. А для этого структура бура должна быть намного тверже, чем само изделие. Инструменты обычно изготавливаются из быстрорежущей стали, маркировка которой прописывается как Р или для импортных товаров – HSS. Для придания большей прочности применяют дополнительные элементы (кобальт и молибден), что гарантирует увеличение срока эксплуатации в три раза. Оснастка, покрытая нитридом титана (имеет характерный золотистый цвет), снижает нагрев рабочей поверхности. Данный тип предназначен для работы с чугуном, легированной и нелегированной сталью высокой прочности. В особо сложных случаях применяются исполнительные органы с твердосплавными гранями или алмазным напылением. Но у каждого изделия существует свой порог, со временем режущие кромки тупятся, что и приводит к более длительному сроку исполнения, некачественно выполненной работе.
Однако не вся оснастка подходит для сверления, так как одни образцы, пригодные для работы с мягким материалом, совсем не будут функционировать с твердыми или чрезмерно износятся. Также существенно влияют на требования параметры вязкости. Поэтому очень важно сделать правильный выбор. А для этого структура бура должна быть намного тверже, чем само изделие. Инструменты обычно изготавливаются из быстрорежущей стали, маркировка которой прописывается как Р или для импортных товаров – HSS. Для придания большей прочности применяют дополнительные элементы (кобальт и молибден), что гарантирует увеличение срока эксплуатации в три раза. Оснастка, покрытая нитридом титана (имеет характерный золотистый цвет), снижает нагрев рабочей поверхности. Данный тип предназначен для работы с чугуном, легированной и нелегированной сталью высокой прочности. В особо сложных случаях применяются исполнительные органы с твердосплавными гранями или алмазным напылением. Но у каждого изделия существует свой порог, со временем режущие кромки тупятся, что и приводит к более длительному сроку исполнения, некачественно выполненной работе. Давайте рассмотрим, как самостоятельно (своими руками) можно научиться правильно точить сверла по металлу и с помощью заточки продлить время эксплуатации оснастки.
Давайте рассмотрим, как самостоятельно (своими руками) можно научиться правильно точить сверла по металлу и с помощью заточки продлить время эксплуатации оснастки.
Как понять, что гаджет затупился
Изначально необходимо уяснить, что неисправный инструмент не только подведет вас в выполнении сложной задачи, но и может сломаться, так как он перегреется при работе. Зачастую оставшаяся часть в отверстии не подвержена извлечению, а это, в свою очередь, ведет к порче продукции. Кроме того, во время больших оборотов электродрели, осколки способны разлететься и причинить вред здоровью мастера.
Признаки снижение режущих качеств:
Сама деталь сильно нагревается, что видно невооруженным глазом.
Слышен визг.
Одна и та же процедура занимает на порядок больше времени.
Снижается класс точности.
При прикосновении к острию чувствуется гладкая и округлая кромка.
На обрабатываемой детали остаются крупные заусенцы на выходе и бордюр на входе.
Появляется характерный блеск головки, окрас которой сильно отличается от хвостика и основного цилиндра. Режущая поверхность приобретает сферичность и глазу становится заметно отражение от этой линии.
Сильно изменившаяся температура при обработке способствует появлению цвета побежалости, например, темно-синего.
Увеличиваются усилия специалиста при использовании оснастки.
Если по каким-то причинам вы не распознали первые признаки износа, то можно вооружиться лупой большого разрешения. Следует обратить внимание не только на торцевую часть, но и на боковые поверхности. При их износе также наблюдаются похожие симптомы.
Как правильно затачивать сверла по металлу
Способов корректировки неисправности много и времени на это затрачивается несколько минут. Только теоретики должны иметь в своем гараже или другом техническом помещении необходимое оборудование и перед проведением ответственной работы попрактиковаться на отработанных образцах.
Одним из главных условий является удобное положение точильного инструмента. Это исключает ненужное смещение. Особое внимание уделяется нагреву при манипуляции. Если возникает посинение, то аппарат не будет выполнять свои функции, так как меняются структура и свойства. При условии, что вы не обладаете специальным приспособлением, обеспечивающим установку угла и центрирование, вам необходимо постараться максимально скопировать эти параметры с оригинала. Если заточка малых диаметров сложна из-за незначительных размеров, то от 12 мм и более трудно становится выставить равномерный угол на обеих гранях и отцентрировать.
Одной из главных ошибок любителей является пренебрежение вращательным движением. При этом кромка имеет необходимые свойства, но касание к объекту ограничивается выступающей пяткой.
Даже если у вас нет опыта в этой сфере, произвести заточку можно пусть и недолжного качества, но на несколько отверстий вполне хватит.
Из чего состоит инструмент
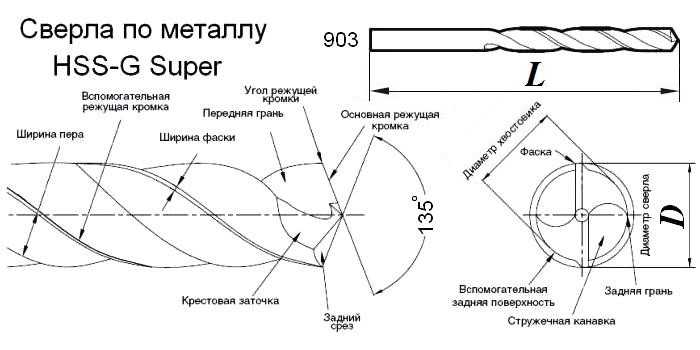
Перед тем как приступать к затачиванию спиральных сверл по металлу, следует уяснить конструкцию и назначение всех элементов.
Обязательно любое устройство имеет зону воздействия на материал. Далее мы рассмотрим нестандартные варианты, а самая ходовая модель имеет:
Две режущие кромки.
Задние поверхности (затылок), подпирающие плоскости, которые не должны касаться обрабатываемого образца.
Передние, принимающие и деформирующие стружку.
Перемычка в центральной зоне.
Канавки для отвода стружки.
Спинки, как часть отводящей спирали.
Две кромки, находящиеся на боковых гранях.
Это является составными элементами рабочей части.
Для крепления в инструменте предусмотрена зона, имеющая сферическую или шестигранную форму. Обычно это место изготавливается из другого сплава, так как на него воздействуют иные нагрузки, а также с целью экономии.
Параметры, подлежащие восстановлению при переточке сверл
Предположим, что оснастка сохранила свою геометрию, боковые ленты не изношены и цветов побежалости не наблюдается. В этом случае вам необходимо обеспечить следующие свойства:
В этом случае вам необходимо обеспечить следующие свойства:
Сформировать угол между рабочими кромками в пределах 115-120 градуса. Это значение актуально для работы со сталями и большинством других сплавов. Однако во многих случаях это значение может быть иным и варьироваться от 60 до 180°.
Наклон между кромкой и центром. Он должен составлять 55-60 градуса. Важным является симметричность обеих частей.
Соблюдение второго условия обеспечит одинаковый размер кромок. Работать будут обе грани, при этом не наблюдается биение.
Задняя поверхность должна иметь отклонения 5-7° от конуса вращения. Этим обеспечивается оптимальные упорные свойства и отсутствие трения о деталь.
Если передняя часть значительно повреждена, то сначала необходимо удалить участок, не соответствующий стандартам. Наиболее часто встречаются следующие повреждения:
Изменение цвета (посинение).
Износ боковой ленты.
Скол.

Как затачиваются сверла в зависимости от обрабатываемого материала
Для лучшего понимания мы предлагаем вам рассмотреть таблицу, рекомендованную для работ с разнообразными металлами.
Обрабатываемое сырье | Углы при вершине (°) | Задний угол в градусах |
Некоторые породы дерева, каучук, пластик | 60 | 12-15 |
Более твердые аналоги | 90 | 12-15 |
Высокопрочные и антикоррозийные сплавы, никелевый состав | 127 | 13-14 |
Инструментальная сталь | 118-150 | 7-15 |
Медь | 100-118 | 12-15 |
Бронза | 119-150 | 12-16 |
Дюрали | 90-140 | 12-17 |
Магниевые сплавы | 70-118 | 12 |
Титаносодержащие материалы | 135-140 | 12 |
Эти значения позволяют приобрести оптимальное углубление при нагрузках, которые в состоянии стабильно выдерживать режущий инструмент. Если применять для обработки веществ с высоким сопротивлением устройство, заточенное для мягких элементов, то произойдет преждевременный выход его из строя, часто сопровождаемый полным разрушением. И наоборот, эффективность резко сократится и увеличится нагрев, если твердый абразив использовать по рыхлым субстанциям.
Если применять для обработки веществ с высоким сопротивлением устройство, заточенное для мягких элементов, то произойдет преждевременный выход его из строя, часто сопровождаемый полным разрушением. И наоборот, эффективность резко сократится и увеличится нагрев, если твердый абразив использовать по рыхлым субстанциям.
Какие инструменты необходимо иметь для проверки
Если при правке малоразмерного исполнительного элемента трудно оценить правильность без применения увеличивающего оптического оборудования, то проверка заточки сверл большого диаметра осуществляется лекальными устройствами. Они существуют в разных модификациях как с изменяемыми значениями, так и в виде шаблонов. Однако это не избавляет вас от необходимости визуальной оценки целостности поверхностей, отсутствия сколов и заусенцев.
Наиболее часто встречающимся наклоном является 120 градусов, поэтому вполне возможно применение подручных средств, например, трех совмещенных гаек. Угол между гранями четко показывает как длину кромок, так и их прилегания к лекальной конструкции.
Способы правильной заточки сверла по металлу при выведении задней плоскости
Для разных величин предпочтительно выбирать отличающиеся методы:
Малые диаметры обрабатываются одной плоскостью. При этом наклон должен составлять около 15 градусов. Это позволяет не касаться поверхности пяткой фронтальной части. Недостатком является слишком большой угол атаки, что приводит к чрезмерным нагрузкам в зоне контакта. Допускается такая методика и при больших параметрах. Но тогда требуется удаление задней части и уменьшение угла до оптимального (7-9°).
Двухплоскостная широко применяется для оформления диаметров от трех до двенадцати миллиметров. Характерный признак – ровная полоска сразу после рабочей кромки. Далее наклон увеличивается, что позволяет неплохо обеспечить упор и в то же время беспрепятственное углубление.
Коническая используется при создании отверстий с большими радиусами. Угол меняется плавно от точки касания к пятке. Такой способ создает наиболее оптимальные условия работы, но при этом требует больших трудозатрат и навыков.
Как правильно наточить сверло по металлу по количеству скосов своими руками
Одной из точек, подверженной наиболее быстрому повреждению является зона резки, максимально удаленная от центра. Чтобы не делать обрезку, допускается формирование еще одной грани под более острым углом. Параметры работы при этом меняются незначительно. Под такой вид переточить требуется при выполнении специфичных действий, например, при зенковке, когда важен размер конуса на внешней поверхности отверстия. Сокращение удаления самой проблемной зоны от тела позволяет наиболее оптимально остужать это место за счет собственной теплопроводности рабочего элемента.
Формирование точки входа
Как вы могли заметить, между кромками существует зона, в которой металл не срезается, а скорее раздвигается. Это существенно ограничивает процесс заглубления. А также из-за такой формы воздействия грани быстро округляются и в результате приходится прикладывать значительные усилия. Эта проблема решается сокращением ширины перемычки. Подточка производится узким камнем (или гранью) в зоне, обратной касанию с двух сторон, со смещением от оси в 15-20 градуса. Важным является постараться не нарушить принимающую поверхность. Эффект от этой манипуляции при ручном сверлении заметен сразу, но срок службы от этого слегка снизится.
Подточка производится узким камнем (или гранью) в зоне, обратной касанию с двух сторон, со смещением от оси в 15-20 градуса. Важным является постараться не нарушить принимающую поверхность. Эффект от этой манипуляции при ручном сверлении заметен сразу, но срок службы от этого слегка снизится.
Как точить сверла по металлу на наждаке: правила заточки
Предположим, что вы научились выдерживать все заданные углы. Но не стоит забывать, что при работе надо соблюдать некоторые нюансы:
Исключить отсутствие вибрации. Любой дребезг приводит к образованию микросколов, которые невидимы глазу, но сильно влияют на качество исполнения.
Абсолютно важно – не перегревать инструмент. Для этого необходимо постоянно контролировать степень прижатия и время контакта, а также периодически охлаждать в воде.
Появление любых видимых изменений цвета тела недопустимо (возможны как разного оттенка синего, так и красные, оранжевые тона в зависимости от обрабатываемого материала). При работе с абразивным сырьем образуется характерный сноп искр, часть из которых забрасывается камнем на оператора. Также летят и частицы абразива, поэтому необходимо производить действие в очках или защитной маске и одежде, не склонной к воспламенению.
При работе с абразивным сырьем образуется характерный сноп искр, часть из которых забрасывается камнем на оператора. Также летят и частицы абразива, поэтому необходимо производить действие в очках или защитной маске и одежде, не склонной к воспламенению.
Благодаря высоким оборотам при неосторожном воздействии возможны разрушения наждака с разлетом осколков. А это уже чревато серьезными травмами. Будьте бдительны!
Как заточить сверло по железу и другому металлу на точиле
Особенностью этого процесса по сравнению с работой на гриндере является сферическая форма зоны контакта. Поэтому тщательно выбирайте как наклон, так и место касания. От этого зависит правильность функционирования. Необходимым условием будет надежный упор, желательно с заданным углом и минимальным зазором. Большое пространство между точилом и опорой чревато закусыванием обрабатываемого изделия.
Контроль качества исполнения
Как проверить углы, мы описывали выше. Если с этим проблем нет, то необходимо убедиться в отсутствии сколов на кромках, правильности сделанного внешнего края и сохранении естественного цвета изделия.
Как правильно заправить сверло по металлу с помощью дрели
Логично использовать дополнительное вращение, как инструмент формирования равномерного угла, и для поиска центра.
Ваши действия:
Вставляем и закрепляем элемент в патрон.
Подводим вращающийся орган к наждаку под необходимым наклоном.
Выдерживаем нужное время для образования равномерного конуса на торцевой поверхности.
Достаем из дрели.
Дотачиваем пятки.
Создаем правильный профиль перемычки.
Похожая методика применяется при исправлении сверл с конусной посадкой на токарном станке. При этом точильный аппарат подводится под определенным направлением с использованием возможностей оборудования.
Мы смогли вкратце рассмотреть принципы восстановления работоспособности стандартных спиральных моделей. Но не стоит забывать, что металлообработка потребовала создание очень большой линейки изделий с подобным назначением.
Как продлить время эксплуатации инструмента
Как и все технологическое оборудование, так и сверло требует определенных правил, соблюдение которых, несомненно, продлит срок их службы:
Постарайтесь соблюдать температурный режим, так как перегрев приведет к быстрому затуплению.
Подберите необходимую скорость.
Определитесь с темпом заглубления.
Обеспечьте охлаждение и смазку. Это часто сопряжено и с удалением стружки.
Соблюдайте соосность.
Для ускорения процесса советуем поэтапное сверление с увеличением размера. При этом следует помнить, что расширение на несколько миллиметров достаточно проблематичная задача. Правильнее будет соблюсти шаг в пять/семь мм.
Мы настоятельно рекомендуем изучить таблицу с приблизительными параметрами количества оборотов, взятых за единицу времени в зависимости от диаметра исполнительного органа и характеристик материала.
D в мм | Породы мягкого дерева | Труднообрабатываемая древесина | Сталь | Медный сплав | Алюминий |
до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
10-16 | 1500 | 750 | 650 | 750 | 1500 |
16-25 | 500 | 500 | 350 | 400 | 1000 |
Поддержание инструмента в работоспособном состоянии это залог качественного выполнения требуемых задач. Обращайтесь в компанию «Рокта» и опишите свой случай, мы подберем оптимальные фрезы, абразивные круги для вашего станка – звоните для консультации по контактому номеру. Если вы постараетесь научиться, как правильно заточить сверло по металлу на наждаке в домашних условиях, это сэкономит вам много времени и сил при заточке своими руками. Мы предлагаем вам посмотреть видео, чтобы лучше понять, как происходит процесс:
Обращайтесь в компанию «Рокта» и опишите свой случай, мы подберем оптимальные фрезы, абразивные круги для вашего станка – звоните для консультации по контактому номеру. Если вы постараетесь научиться, как правильно заточить сверло по металлу на наждаке в домашних условиях, это сэкономит вам много времени и сил при заточке своими руками. Мы предлагаем вам посмотреть видео, чтобы лучше понять, как происходит процесс:
Заточка сверл
Заточка сверл Читатель недавно спросил меня, как заточить сверла. Его то, что трудно объяснить словами, и оглядевшись, я понял в сети не было ни одного совета по заточке спиральных сверл. считается достойным обмена. Так что я решил сделать несколько фотографий и видео чтобы объяснить, как я делаю это от руки. Для сверления металла тупая дрель просто не просверлит.
Для сверления металла тупая дрель просто не просверлит.Существуют всевозможные сложные приспособления и приспособления для заточка сверл. Но дело в том, что спиральные сверла на самом деле довольно легко точить вручную. И если вы ошибетесь, самое худшее, что может случиться, это что вы стачиваете несколько миллиметров сверла, пока не добьетесь нужного результата.
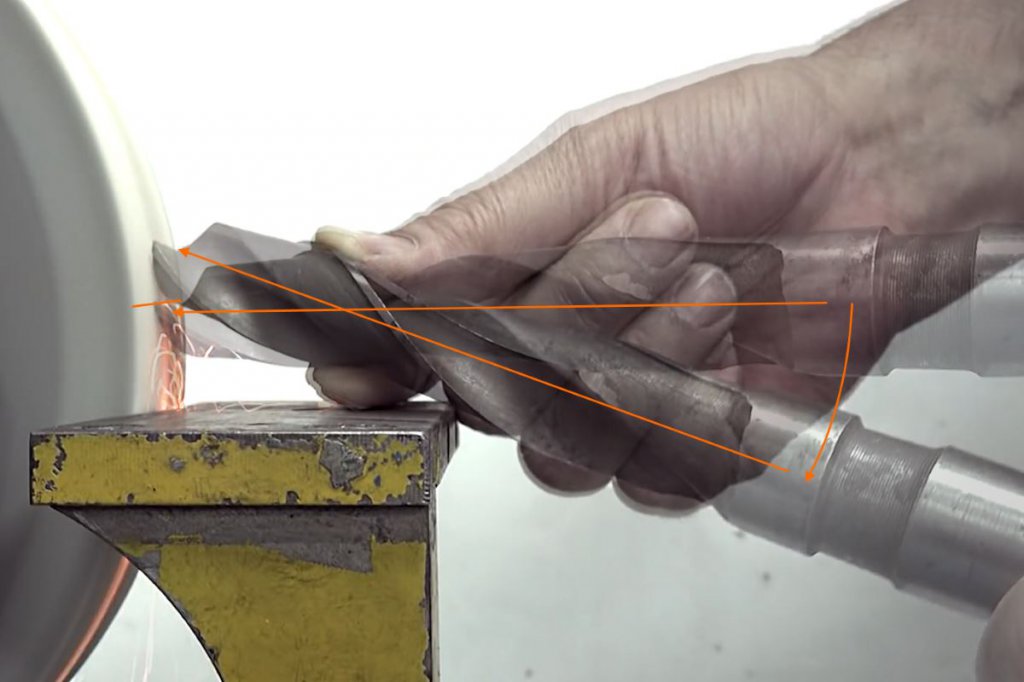
Я начинаю с того, что сверло прижато к кругу, так что режущая кромка находится горизонтально и против настольный шлифовальный круг. Затем во время заточки поворачиваю сверло по часовой стрелке, чтобы убедиться Я отрезаю материал за режущей кромкой.
Важно то, что режущая кромка заканчивается самой передней частью сверла,
что точка остается в центре и что она симметрична. Обычно я работаю с разных сторон,
Держу дрель в правой руке, а левой поворачиваю ее на 180 градусов.
рука. Таким образом, я держу постоянное движение из стороны в сторону, что должно поддерживать
симметрия.
Вот свежезаточенное сверло.
Чего НЕЛЬЗЯ делать
Легкая ошибка состоит в том, чтобы слишком сильно отвести назад и случайно зарубите противоположную, только что заточенную режущую кромку сверла. Я сделал это намеренно на этом один, см. красную стрелку.Эти дрели пришли с каким-то бывшим в употреблении хламом, который я купил. Тот, что слева, действительно запутался. Кто-то сточил режущую кромку, не зачищая назад. Теперь резка кромка на самом деле не самая передняя тонкая, поэтому дрель в принципе непригодна.
Сверло справа заточено под странным углом — стреловидность 45 градусов, но все равно должно быть пригодным для использования. Просто не идеал.
С помощью хорошего острого сверла можно хорошо просверлить металл. Хотя ручной дрелью, сверление в металле всегда будет тяжелой работой, потому что требуется так много силы.
Сверла Форстнера для заточки
Я также иногда перетачиваю биты Форстнера. я купил
действительно дешевый набор бит, который предположительно покрыт титаном. Это было своего рода
позор, потому что они не были такими острыми с самого начала, и к тому времени, когда биты
затачиваются, титановое покрытие стачивается.
я купил
действительно дешевый набор бит, который предположительно покрыт титаном. Это было своего рода
позор, потому что они не были такими острыми с самого начала, и к тому времени, когда биты
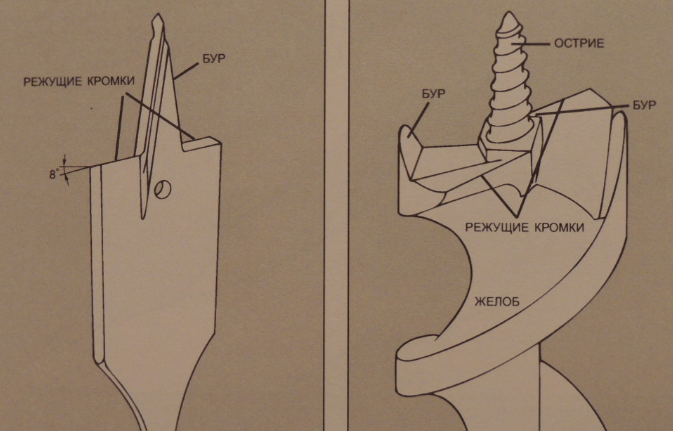
затачиваются, титановое покрытие стачивается.Затачиваю основную режущую кромку сбоку и спереди. При заточке спереди нужно быть осторожным, чтобы не поцарапать режущие зубья. по периметру напильником. Но лучше всего точить спереди — там намного больше глубины в этом направлении, чтобы его можно было чаще затачивать.
Зубья на этих сверлах лучше всего затачивать с помощью инструмента Dremel и отрезного диска.
Если у вашего сверла нет зубьев, лучше всего использовать небольшой камень на конце дремеля.
Вы также можете использовать отрезной круг большего размера, чтобы заточить основной край, как я сделал с напильником.
На мой сайт по деревообработке
Как заточить сверла
Ганоксин может получать вознаграждение за рекомендации клиентов от компаний, перечисленных на этой странице.
Маленькие тонкие сверла, используемые для изготовления ювелирных изделий, при обычном использовании затупляются. Изношенные режущие кромки усложняют работу и отнимают много времени, а также могут стать причиной дорогостоящих несчастных случаев, включая повреждение ювелирных изделий и драгоценных камней или даже травмы. Уход за режущими поверхностями ваших инструментов обеспечит чистую и последовательную работу на верстаке.
В этой части вы узнаете, как затачивать режущие кромки тонкого сверла. Существуют разные стили наконечников бит, но в этом примере наконечник долота.
Что вам понадобится, чтобы обострить биты буровых дисков
.
Диски, разделяющие силиконовый,
Бюджет
Получить его на Amazon.com
Flex Wans Whare
Бюджет
Get It Amazon. com
com
.
Бюджет
Получить на amazon.com
Как партнер Amazon, мы зарабатываем на соответствующих покупках, сделанных по ссылкам с нашего сайта.Давайте начнем с его анатомии.
Сверло имеет две режущие поверхности, по одной с каждой стороны от его центральной оси, срезанные под углом примерно 60 градусов ( рис. 1 ).
| Рисунок 1: Части бурового долота. |
Обратите внимание, что каждая из этих угловых поверхностей также срезана под более узким углом, создавая еще одну плоскость. Эта плоскость создает режущую кромку, а также область рельефа за этой кромкой. Эта рельефная зона предотвращает контакт с разрезаемым металлом при сверлении отверстия, что снижает сопротивление и трение.
Эта рельефная зона предотвращает контакт с разрезаемым металлом при сверлении отверстия, что снижает сопротивление и трение.
Спиральная канавка в сверле называется канавкой. Он действует как канал, направляющий отрезанный материал из отверстия, образованного двумя режущими кромками.
Мы подпилим каждую из рельефных областей для заточки сверла, сохраняя тот же угол, что и эти плоскости, что важно для правильной работы сверла после заточки ( Рис. 2 ). Режущие кромки будут заточены путем уменьшения небольшого количества металла с каждой поверхности.
| Рис. 2: Площадь сечения и угол плоскости рельефа. |
Начните с вставки и затягивания разделительного диска из карбида кремния в наконечник № 30 гибкого стержня. Закрепите изношенное сверло в винтовом стержне и прижмите его к установочному штифту, пока вы позиционируете сверло, подлежащее шлифовке, на затылованной области.
| Рис. 3: Всегда соблюдайте угол плоскости рельефа при заточке. |
Осторожно опустите разделительный диск, чтобы слегка коснуться целевой поверхности. Не меняя угла, поверните долото в держателе и повторите на противоположной плоскости рельефа ( рис. 3 ). Как только это будет завершено, у вас будет новое заточенное сверло. Это может потребовать некоторой практики, но это ценный метод, который может сэкономить время на работе.
Дон Хьюз и Марк Б. Манн – © GIA – 2012
Совместно с
Для получения дополнительной информации о программе GIA по производству ювелирных изделий нажмите здесь.
Все права защищены на международном уровне. Авторское право © ГИА. Пользователи имеют разрешение загружать информацию и делиться ею до тех пор, пока не будут получены деньги — коммерческое использование этой информации не допускается без письменного разрешения от GIA
.