Изготовление блоков: Изготовление стеновых блоков
Технология изготовления блоков путем заливки смолы в формы
Теги: такелаж
Что для этого надо:
- Оправки (Рис.1) для изготовления заготовок блоков (Рис.2).
- Изготовление заготовок для блоков.
- Изготовление оправки для изготовления ручьев блоков.
- Изготовление блоков из металла.
- Изготовление формы (Рис.3).
- Изготовление блоков из смолы.
Рис. 1. Оправки
Рис. 2. Заготовки блоков
Рис. 3. Получаемая матрица
I Изготовление оправки для заготовки блоков
Вытачивается болванка диаметром 10 — 20 мм и длинной 20 — 25 мм. На токарном
станке производится разметка ее торца точно по центру двумя линиями под 90
градусов (Рис.4), затем параллельно одной из осей наносится еще одна риска
(Рис. 5) со смещением на 1/2 радиуса будущей заготовки блока.
5) со смещением на 1/2 радиуса будущей заготовки блока.
В точке пересечения дополнительной риски сверлится отверстие диаметром чуть меньше предполагаемой заготовки и разверткой доводится до нужного размера. (т.е. отверстие не по центру!)
Далее сверлятся два отверстия для закрепления заготовок в оправке и в них нарезается резьба. Готовая оправка показана на рис.5.
Рис. 4. Нанесение рисок на торец заготовки
Рис. 5. Основные и дополнительная риски
II Обточка заготовки для блоков
Отрезаются заготовки длиной, удобной для зажатия в оправке плюс длина для
проточки заготовок (длина определяется изготовителем). Одна сторона заготовок
торцуется и по центру наносится риска. (Рис.6) Риски нужны для поворота
заготовок на 180 градусов.
Протачивают заготовку сначала с одной стороны, потом поворачивают на 180 градусов (по риске), закрепляют и снова протачивают на нужную глубину с другой стороны.
Рис. 6. Совмещение рисок
Рис. 7. Положение заготовки на станке.
Обратите внимание, что заготовка находится не по центру!
 (Рис. 2)
(Рис. 2)III Изготовление оправки для ручьев на блоках
Надо взять кольцо (Рис. 8) диаметром 90-100 мм и толщиной 20 мм. В торце кольца сверлится отверстия для заготовок под развертку и эти отверстия затем разворачиваются. Делаются по два резьбовых отверстия для закрепления заготовок в подготовленных ранее отверстиях. Заготовка (Рис.9) закрепляется в оправке так, чтобы ручьи получались на обработанной поверхности. Затачивается резец (Рис.10) нужной толщины, режущая кромка делается полукруглой.
Рис. 8. Кольцо
Рис. 9. Заготовка
Рис. 10. Резец
IV Изготовление ручьев
Резцом касаются заготовки, обнуляют лимб поперечной подачи и делают подачу на
нужную глубину. Если ручей получается со смещением относительно «длинной»
стороны блока, то заготовку вращают в оправке до нужного положения ручья.
Совет: нужно сделать на краю заготовки один технологический ручей и по нему
выставлять заготовку как надо. Поперечную подачу делают очень, очень медленно.
Полировка нужна для придания матрице, куда вдавливается блок, полированной поверхности.

После изготовления сталь для блоков должна калиться для того, чтобы когда блок будет давиться в матрицу на прессе, он не должен сминаться. При изготовлении блоков должны соблюдаться литейные углы.
Рис. 11. Готовые блоки
Рис. 12. Готовые блоки
V Изготовления формы для
отливки блоков
Для изготовления формы нужен мягкий алюминий или свинец, но лучше алюминий
марки АМЦ. Свинец подойдет за не имением алюминия.
Делаются две одинаковые половинки толщиной 10-15 мм, затем в обеих половинках
сверлят два или три отверстия под развертку для штифтов. Для точного
изготовления блоков форма штифтуется. Чтобы штифты не вылетали, их
запрессовывают в одну из половинок формы. Форма должна легко разбираться, но не
люфтить.
Сопрягающиеся поверхности формы должны быть отполированы. Когда форма готова,
берем блок и кладем его между двух половинок, ручьями на форму.
Рис. 13. Пресс
Рис. 14. Блоки на будущей матрице.
Обратите внимание, справа смятый блок из некалёной стали, слева нормальный.
Полировка нужна еще и для того, чтобы смола не приклеивалась к матрице без разделительного слоя и для предания блокам законченного вида. Перед прессовкой полированную поверхность надо слегка смазать машинным маслом.
Рис. 15. Матрицы могут быть не только для обычных блоков
Рис. 16.
Пресс
16.
Пресс
Рис. 17. Матрица для крепежных уток
Почему здесь используется токарный станок, ведь блоки не круглые? В принципе, железные блоки-прототипы можно сделать и вручную, но при этом теряется качество, точность изготовления, да и сталь не так просто обработать. Зная возможности токарного станка и применяя различные оправки, можно легко делать прямоугольные и эллиптические детали. Да даже действующий Кубик Рубика можно сделать с использованием одного только токарного станка — прим. В.Д.
VI. Литье блоков
Чтобы сделать блок из смолы, нужно сначала сделать наполнитель из какого-либо
дерева. Для этого берем шлифовальный круг с мелкой наждачной бумагой и получаем
древесную пыль. В данном примере из липы (Рис.18).
 Соединяем обе половинки
матрицы и зажимаем их в тиски. После застывания смолы для лучшего разъединения
двух половинок матрицы и для лучшего извлечения из нее готовых блоков матрицу
слегка нужно подогреть.
Соединяем обе половинки
матрицы и зажимаем их в тиски. После застывания смолы для лучшего разъединения
двух половинок матрицы и для лучшего извлечения из нее готовых блоков матрицу
слегка нужно подогреть.Рис. 18. Готовые блоки
Андрей Нилов, 2004
Особенности изготовления фундаментных блоков ФБС — Завод ЖБИ «Беротек»
Традиционные ленточные фундаменты, возводимые из блоков ФБС, востребованы и сегодня, и это на фоне непрерывного совершенствования новых технологий. Данный факт говорит о высокой надежности подобных оснований для застройки.
Сферы применения
Обычно используются при строительстве фундамента, но также актуальны при возведении стен (облегченные варианты изделия) и при создании подвалов, технических помещений.
Элементы можно располагать в любом типе грунта, но желательно, чтобы в нем был низкий уровень влаги.
Особенности изготовления
Блок для создания фундаментов является одним из самых простых и дешевых среди всех бетонных изделий: в конструкции не требуется наличие металлического каркаса, и можно использовать бетон низких марок (М-100 и др. ).
).
Производство блоков ФБС выполняется согласно ГОСТ 13579−78.
Основные преимущества:
- Швы между элементами обеспечивают подвижность при установке;
- Не нужно подготавливать больших объемов бетона;
- Монтаж можно проводить при любой погоде;
- Высокая сопротивляемость влаге;
- Повышенная морозостойкость;
- Низкая теплопроводность;
- Стоимость покупки и установки ниже, чем у монолитных конструкций и плит.
Методы производства
Для создания ФБС используется два способа: технологии вибропрессования и вибролитья.
Технология вибролитья
Для получения блоков требуется подъемное оборудование, а также форма на два элемента. Изделия располагаются внутри до приобретения необходимой прочности.
Этапы работ:
- Выполняется изготовление формы ФБС и смазывание ее стенок
- Внутрь заливается бетон
- Сверху устанавливаются монтажные петли
- Конструкция ставится на виброустновку или производится уплотнение ручной вибраторной машиной.

- Форма располагается в греющем модуле (чтобы деталь быстрее набрала прочность) или оставляется на месте.
- После застывания элемента каркас демонтируется.
- Готовый стройматериал транспортируется на склад.
- Выполняется очистка каркаса для дальнейшего производства фундаментных блоков.

Технология вибропрессования
Для изготовления блоков ФБС требуется одна форма с расположенным на ней виброоборудованием. Таким методом можно создавать камни любых размеров и конфигураций – все зависит от формы.
Этапы работ:
- Форма устанавливается на ровное основание и обрабатывается смазкой
- Внутрь заливается густой бетон
- Наверху располагаются петли
- Запускается виброустановка (если требуется, во время прессования в форму может добавляться бетон).
- Каркас демонтируется, а образованная деталь сохраняется на месте до набора необходимой прочности.
- Полученное изделие перевозится на склад.
- Производится очистка формы и помещение ее в другое место для изготовления других фундаментных блоков.

Технические характеристики:
- класс прочности – В7,5;
- уровень прочности – от 100 до 110 кг/см;
- плотность изделия – до 2400 кг/куб.м;
- уровень морозостойкости – F200;
- уровень водонепроницаемости – W2;
- Вес – от 350 кг.
Популярные типоразмеры:
- длина – 90, 120, 240 см;
- ширина – 30, 40, 50, 60 см;
- высота – 60, 300 см.
Заказать производство блоков ФБС в Екатеринбурге Вы можете ОП «Беротек-Новоуральск». Мы создаем качественную продукцию и предлагаем доступные цены. Возможно изготовление продукции любых объемов. Подробнее уточняйте у консультантов по телефону.
Изготовление блоков: упрощение закупок, создание рабочих мест | The Guardian Nigeria News
• Прибыль разумна
Иметь дом — мечта многих, ведь жилье — одна из основных жизненных потребностей.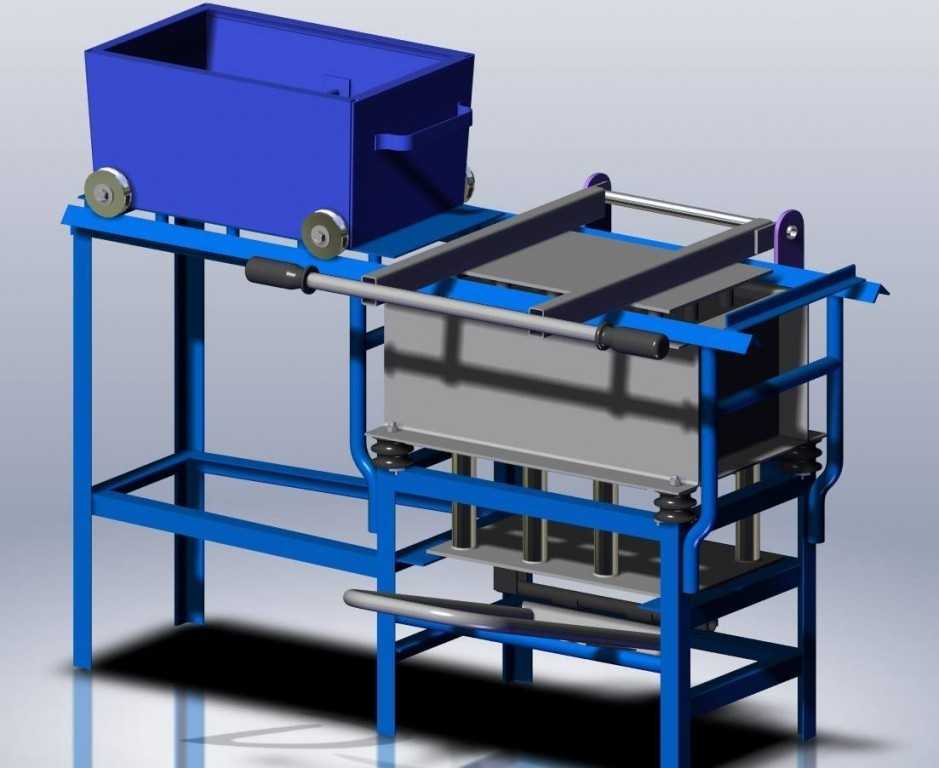 Однако, несмотря на то, что в разных частях страны возникают различные государственные и частные жилые массивы, создающие возможности для людей владеть домами, обладание ими по-прежнему недоступно для многих.
Однако, несмотря на то, что в разных частях страны возникают различные государственные и частные жилые массивы, создающие возможности для людей владеть домами, обладание ими по-прежнему недоступно для многих.
Производство строительных блоков было создано для удовлетворения потребностей тех, кто хочет иметь собственное жилье. Некоторые проницательные бизнесмены занимаются мелкомасштабной обработкой блоков, чтобы обеспечить строителей бетонными блоками разных размеров.
Сейи Акинрунми из Akins Concretes, Лагос, сказал, что бизнес по производству блоков является ответом на неотложные потребности строителей в бетонных блоках. Он объяснил, что это предлагает быстрое решение и избавляет строителей от неудобств, связанных с необходимостью приобретать песок, воду и рабочую силу для формования на стройплощадках, особенно когда это местность, где вода труднодоступна.
На жалобу на то, что некоторые фабрики по производству блоков используют некачественные материалы, он сказал, что ни один проницательный бизнесмен не будет намеренно использовать некачественный песок и цемент для литья блоков, так как это постепенно убьет бизнес. Однако, если это произойдет, он сказал, что есть способы обнаружения и проверки качества блоков перед покупкой или во время их использования.
Однако, если это произойдет, он сказал, что есть способы обнаружения и проверки качества блоков перед покупкой или во время их использования.
«Некоторые из способов включают погружение одного или двух блоков в бочку с водой примерно на четыре-пять часов, после чего их силой вытаскивают. Если в процессе работы блоки распадаются на куски, значит, они некачественные», — сказал он. «Качественный блок должен долго стоять в воде, не ломаясь. Другой способ – проверить толщину и пористость. Вы стоите на них, и если они ломаются в процессе, то вы знаете, что что-то не так с качеством песчано-цементной смеси или что был использован не тот песок. Когда кто-то строит из блоков низкого качества, есть вероятность, что дом или забор простоят недолго, прежде чем рухнут».
В этих компаниях по производству блоков можно было приобрести готовые блоки или потребовать, чтобы они отливались в соответствии с вашими спецификациями.
«В зависимости от того, насколько быстро человек хочет завершить работу или от его/ее финансового положения, работники блоков способны удовлетворительно удовлетворить любые потребности. И каким бы ни был вариант, я должен сказать, что покупка блока имеет огромное преимущество, чем его лепка. Это потому, что вы будете уверены в качестве, а финансовая разница не так уж и велика», — пояснил он.
И каким бы ни был вариант, я должен сказать, что покупка блока имеет огромное преимущество, чем его лепка. Это потому, что вы будете уверены в качестве, а финансовая разница не так уж и велика», — пояснил он.
Тайво Хассан из Tay Blocks, также в Лагосе, сказал, что у него есть мотивация остаться в бизнесе, потому что он получает удовлетворение, видя, как люди строят свои собственные дома, а он «также зарабатывает деньги в процессе». Он пояснил, что бизнес прибыльный и приносит стабильный доход.
«Иногда я зарабатываю более 1 млн. н. в месяц», — сказал он. «Но теперь, когда идут дожди, я зарабатываю в среднем от 300 000 до 400 000 найр. В сухой сезон доход увеличивается, потому что люди используют погоду, чтобы ускорить завершение работ. Как только он хорошо зарекомендовал себя, бизнес может легко сделать человека миллионером за короткое время.
«Помимо изготовления блоков, я также делаю и продаю бетонные столбы, кольца для глубоких колодцев и блокировочные кирпичи для полов и стен. Все это разгребают каждый день в разном количестве, несмотря на то, что идут дожди».
Все это разгребают каждый день в разном количестве, несмотря на то, что идут дожди».
Хотя бизнес по изготовлению блоков довольно прибыльный, как и любое другое предприятие, он требует изучения основ и готовности отдать все, что требуется, чтобы добиться успеха. Хассан сказал, что новому участнику требуется несколько месяцев, чтобы изучить и понять типы почв, их качество, содержание щелочи, а также различные цементы и их использование. Он также должен понимать, что вода бывает жесткой и мягкой; три типа блоков и формовщики. Помимо технических навыков, также важно знать управленческие и маркетинговые аспекты.
«Бывают случаи, когда мы даем кредиты строителям и даже частным лицам, но это люди, добросовестность которых не вызывает сомнений», — сказал он. «Мы распределяем платеж с небольшими процентами в течение месяца. Благодаря этому вы хорошо разбираетесь в рынке, а также стабильно зарабатываете, как если бы получали месячную зарплату».
Сколько нужно, чтобы начать бизнес? Хассан сказал, что от 200 000 до 300 000 найр будет достаточно для любого, кто начнет с малого. По его словам, лучше всего начать с малого и расти вместе с бизнесом.
По его словам, лучше всего начать с малого и расти вместе с бизнесом.
«По мере того, как в бизнес вводятся новые формовщики, а цементные компании продолжают предлагать различные рекомендации по использованию своей продукции, формовщики блоков также учатся и предлагают причудливые конструкции, которые в настоящее время можно увидеть на рынке.
«С N200, 000 или N300, 000 можно начать бизнес на арендованном участке земли, если у вас нет личной земли. Важно, чтобы земля была достаточно просторной для размещения большого количества блоков и оборудования».
Майкл Адоло из Микки Блокс, Иджу, штат Огун, сказал, что земля должна находиться либо у оживленной дороги, чтобы привлечь покровительство, либо в развивающихся районах, где люди строят дома. Одним из преимуществ в этом является доступность. Клиенты, которые хотят купить, оценят удобство возможности подъехать к отрасли.
«После приобретения земли следует формовочная или вибрационная машина. Ручной формовочный станок местного производства стоит от 10 000 до 15 000 найр», — пояснил Адоло. «Его также можно взять в аренду за 200–500 N в день, в зависимости от местоположения и типа. Однако вибромашина местного производства стоит около 100 000 или 150 000 найр. Помимо вибрационной машины, вам также понадобится дизельный генератор Листера для ее питания. Это производит более прочные блоки, чем ручной формовщик, и работает быстрее.
«Его также можно взять в аренду за 200–500 N в день, в зависимости от местоположения и типа. Однако вибромашина местного производства стоит около 100 000 или 150 000 найр. Помимо вибрационной машины, вам также понадобится дизельный генератор Листера для ее питания. Это производит более прочные блоки, чем ручной формовщик, и работает быстрее.
«Другие предметы, такие как тачка, лопаты и рабочая сила, не так сложно достать. Бизнес по производству блоков можно вести даже на обочине дороги, поскольку он требует минимального капитала, а размер прибыли выходит за рамки воображения», — сказал он.
Раскрывая подробности, Адоло объяснил, что он получает от 50-55 (6 дюймов), 35-40 (9 дюймов) и 60-65 (четыре дюйма) блоков из мешка с цементом. Так как размеры отличаются, то и их цены. По его словам, шестидюймовый блок стоит от N120 до N150, в то время как девятидюймовый можно приобрести от N140 до N180, а четырехдюймовый — от N100 до N120, в зависимости от местоположения.
Он сказал, что его ежедневный доход составляет от 25 000 до 30 000 найр после вычета денег за работу и воду.
«У меня около 10 рабочих, включая грузчиков и тех, кто занимается формовкой», — сказал он. «Я использую около 40 мешков в день, но я произвожу больше шести- и девятидюймовых блоков, чем четырехдюймовых, потому что они пользуются большим спросом, а цены на них колеблются. Их цены растут и падают, как и цены на цемент. Некоторые строители используют девятидюймовые блоки для закладки фундамента здания, а также возведения столбов, а шестидюймовые блоки используются для отделки; они укладываются поверх девятидюймовых блоков.
«Бизнес очень жизнеспособный и прибыльный, особенно с введением блокирующих блоков, которые некоторые подрядчики используют для полов, а иногда и для строительства дорог».
Говоря о некоторых проблемах, с которыми приходится сталкиваться в бизнесе, Адоло сказал, что способность отличать низкокачественный цемент от высококачественного занимает первое место в списке. Он добавил, что это еще более усложняется, когда обе модели имеют одинаковые сумки, названия компаний и цвета. Чтобы решить эту проблему, он объяснил, что закупает материалы напрямую у официальных дилеров компании. Земля также является серьезной проблемой, поскольку она может представлять собой ограничивающий фактор, особенно для новых участников в сезон дождей.
Чтобы решить эту проблему, он объяснил, что закупает материалы напрямую у официальных дилеров компании. Земля также является серьезной проблемой, поскольку она может представлять собой ограничивающий фактор, особенно для новых участников в сезон дождей.
Что нужно для достижения успеха в производстве блоков
• Маркируйте свою продукцию, так как это ассоциируется с уверенностью и рекламой.
• Используйте качественные материалы для литья ваших изделий.
• Приобретите грузовик для доставки продуктов клиентам.
• Платите рабочим надлежащим образом и в соответствии с использованными мешками цемента.
• Минимизация поломок, теряет клиентов.
• Держите материалы, особенно цемент и песок, вдали от дождя и влаги.
Машина для производства бетонных блоков — Бизнес-план от Fibo Intercon
Бизнес-план машины для производства блоков
Машина для производства блоков производит строительные блоки для дома. Блоки бывают разных размеров, чтобы удовлетворить рыночный спрос. Бетонная смесь может быть изготовлена из 100% переработанного бетона и с обычными заполнителями. Машина для изготовления блоков может производить от 15 000 до 20 000 блоков в день.
Блоки бывают разных размеров, чтобы удовлетворить рыночный спрос. Бетонная смесь может быть изготовлена из 100% переработанного бетона и с обычными заполнителями. Машина для изготовления блоков может производить от 15 000 до 20 000 блоков в день.
Бизнес-план «Сделано для вас»
Бизнес-план «Сделано для вас» составлен с использованием электронной таблицы, которую мы разработали, чтобы сделать процесс простым и легким. Это может занять всего десять минут, если все необходимые данные есть под рукой.
Бизнес-план основан на рынке Великобритании и использует фунты стерлингов в качестве валюты. Бизнес-план может быть скорректирован для использования любой валюты и любых рыночных входных и выходных данных.
Мощность, которую мы предоставили для выполненного для вас бизнес-плана, составляет 90%. Завод может легко работать на этой мощности.
Прибыли и убытки
- Продажи = 6 048 000 фунтов стерлингов
- Себестоимость продаж = 3 456 000 фунтов стерлингов
- Валовая прибыль = 2 592 000 фунтов стерлингов
- Накладные расходы = 19 фунтов стерлингов7 424
- Чистая прибыль = 2 394 576 фунтов стерлингов
Переменные затраты
Переменные затраты в рамках бизнес-плана — это затраты на материалы; в основном это цемент, песок, заполнитель и химикаты.![]() Бизнес-план использует затраты на производство бетона из себестоимости реализации для получения переменных затрат. Мы включили калькулятор для точного расчета стоимости бетона с различной прочностью.
Бизнес-план использует затраты на производство бетона из себестоимости реализации для получения переменных затрат. Мы включили калькулятор для точного расчета стоимости бетона с различной прочностью.
Список заводов
Список заводов включает все, что вам нужно для производства большого количества блокирующих блоков.
- 1 дозирующая установка F2200
- 1 х 12 м конвейер
- 1 цементный бункер
- 1 блочный уровень MG44S
- 1 x мастер-стриппер
- 1 x Мастер-укладчик
- 1 x блочный подъемник
Стоимость списка растений рассчитана, чтобы мы могли рассчитать ежемесячные финансовые средства, необходимые для его покупки. Затем ежемесячные финансы добавляются к накладным расходам в рамках бизнес-плана.
Люди
Бизнесу потребуются люди, чтобы управлять им. У нас разрешено:
- Один менеджер по продажам
- Один транспортный и административный менеджер
- Трое рабочих для изготовления блоков и производства бетона.
По мере того, как к бизнес-плану добавляется больше мощностей, можно добавить больше оперативников.
Надбавки
Накладная автоматически добавляет раздел людей. Затем мы добавили накладные расходы на ведение бизнеса, такие как топливо, аренда офиса, маркетинг, банковское дело и финансы. Накладные расходы могут быть скорректированы в соответствии с вашим бизнесом.
Продажи
Раздел бизнес-плана, посвященный продажам, является последней проверкой того, сработает ли план.
Очень важно, чтобы мы знали рынок и цены, которые рынок может принять за продаваемые продукты и услуги.
Цены продажи модели основаны на рынке Великобритании и являются точными на момент составления плана. (2021)
По опыту мы знаем, что каждая страна уникальна, и наценка на бетон разная. Мы разработали наш инструмент бизнес-планирования, чтобы вы могли увидеть, сможете ли вы развить хороший бизнес в вашей стране. Мы здесь чтобы помочь вам.