Гост соединение арматуры внахлест без сварки: Соединение арматуры внахлест ГОСТ — СТ Монтаж
типы швов, их характеристика и оценка качества соединений
Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
Пособие к сп 52-101-2003 пособие по проектированию бетонных и железобетонных конструкций из тяжелого бетона без предварительного напряжения арматуры
ГОСТ 14098-2014 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры» был введен в действие с июля 2015 года. Он заменил ранее действующий ГОСТ в части сварки арматуры за номером 14098-91.
Положения указанного документа распространяют свое действие:
- На сварные соединения стержневой арматуры.
- На соединения арматурной проволоки, которая имеет диаметр 3 мм и более.
- На соединения между арматурой и прокатом с толщиной от 4 до 30 мм.
Данные работы могут выполняться при производстве арматурных и закладных ЖБК, а также при их монтаже и возведении.
Действие стандарта исключает сварные соединения закладных без анкеров из арматурной стали.
С полным текстом документа можно ознакомиться здесь.
Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10922-2012* Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
__________
* На территории Российской Федерации действует ГОСТ Р 57997-2017 Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций.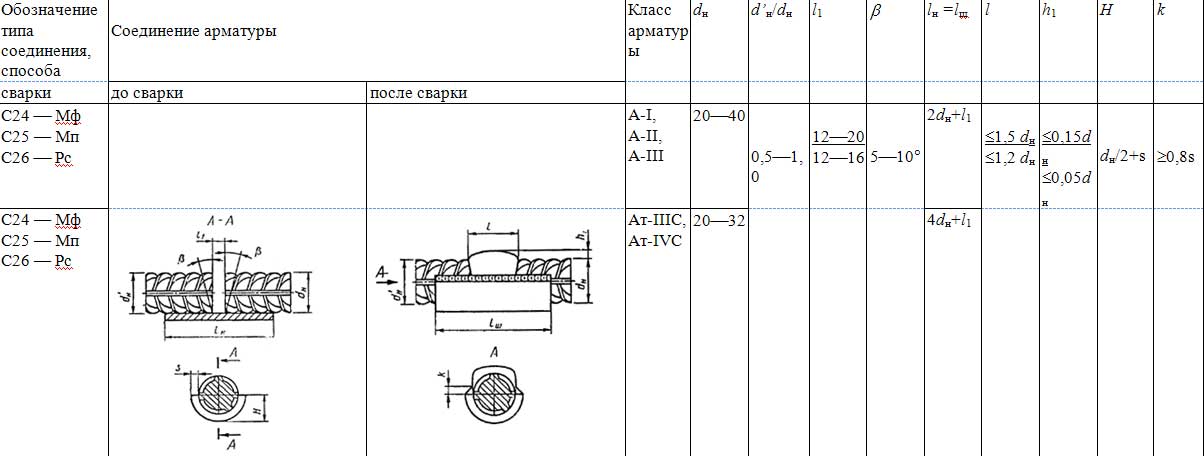 Общие технические требования
Общие технические требования
ГОСТ 34028-2016 Прокат арматурный для железобетонных конструкций. Технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
 youtube.com/embed/c50KTHXGcqY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/c50KTHXGcqY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>ТЕРМИНЫ И ПОЯСНЕНИЯ
Сп 260.1325800.2016 конструкции стальные тонкостенные из холодногнутых оцинкованных профилей и гофрированных листов. правила проектирования (с изменением n 1)
Таблица 30
| Термин | Пояснение |
| Ванная сварка | Процесс, при котором расплавление торцов стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла |
| Ванная механизированная сварка | Процесс ванной сварки, при котором подача сварочной проволоки в зону сварки производится автоматически, а управление дугой или держателем — вручную |
| Ванная одноэлектродная сварка | Процесс ванной сварки, при котором электродный материал в виде одиночного (штучного) электрода подается в зону сварки вручную |
| Дуговая механизированная сварка порошковой проволокой | Процесс сварки, при котором электродный материал в виде порошковой проволоки подается в зону сварки автоматически |
| Инвентарная форма | Приспособление многоразового (медь, графит) использования, обеспечивающее формирование наплавленного металла при ванной сварке и легкое удаление после сварки |
| Стальная скоба-накладка | Вспомогательный элемент, обеспечивающий формирование сварного шва, являющийся неотъемлемой частью соединения и воспринимающий часть нагрузки при работе соединения в конструкции |
| Крестообразное соединение | Соединение стержней, сваренных в месте пересечения |
| Осадка (h, мм) стержней в крестообразных соединениях | Величина вдавливания стержней друг в друга на участке, нагретом при контактной сварке до пластичного состояния |
| Комбинированные несущие и формующие элементы | Элементы, состоящие из остающейся стальной полускобы-накладки и инвентарной медной полуформы |
| Дуговая механизированная сварка под флюсом без присадочного металла | Процесс, в котором весь цикл сварки выполняется в заданном автоматическом режиме |
| Дуговая ручная сварка с малой механизацией под флюсом без присадочного металла | Процесс, в котором вспомогательные операции частично механизированы, а весь цикл сварки выполняется вручную |
Форма кромок
Для листового материала, толщина которого менее 4 мм, сварка ГОСТ 5264-80 производится без зачистки кромок. Удаляются с соединяемых торцов грязь, окалина, заусенцы. Лист такой же толщины сваривается с отбортовкой или с подкладками.
Удаляются с соединяемых торцов грязь, окалина, заусенцы. Лист такой же толщины сваривается с отбортовкой или с подкладками.
Пластина толщиной до 60 мм сваривается разделкой одной или обеих кромок. Разделка имеет прямолинейную форму и делается с одной и обеих сторон, в зависимости от наложения шва. При сварке с одной стороны для формирования корня соединения применяются съемные накладки.
Технологии для соединений стальной арматуры: какой способ лучше
Войти
Пожалуйста, авторизуйтесь:
Запомнить меня
Забыли пароль? Зарегистрироваться
Работаем по всей России, СНГ и по всему миру
ПСК-МоскваDSI-PSKЕкатеринбургКазаньКраснодарЛипецкНижний НовгородНовосибирскСамараСанкт-ПетербургСочиСаратовТольяттиТюменьУфаКалининградВолгоградХабаровскТашкентМинскАлматыАстанаАтырауШымкентУсть-КаменогорскАстраханьБрянскВладивостокВолгоградВоронежИжевскКабардино-БалкарияКавказские Минеральные ВодыНабережные ЧелныСаранскКрасноярскМахачкалаОмскПензаПсковРостов-на-ДонуРязаньСтавропольТверьУльяновскЧелябинск
КорзинаАвтор: Федор Русанов, инженер компании «ПромСтройКонтракт»
От технологии выполнения соединений стальной арматуры, особенно при необходимости ее наращивания по длине, во многом зависят трудозатраты на изготовление монолитных железобетонных конструкций.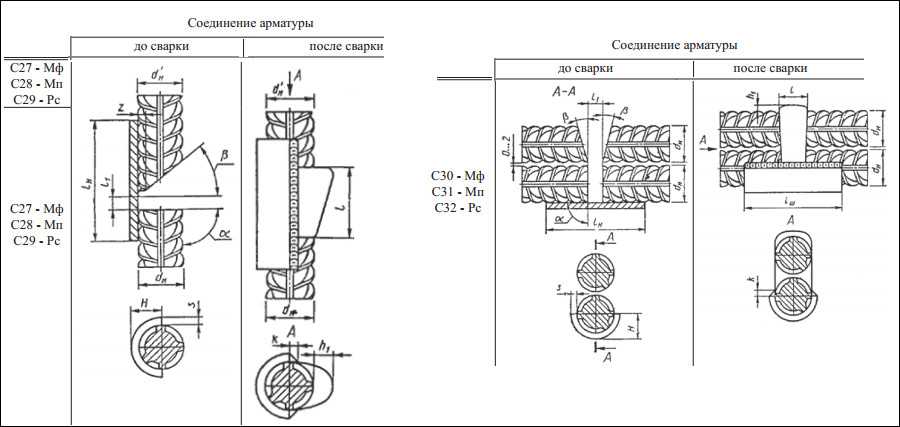 Повысить производительность и скорость бетонных работ, обеспечив при этом равнопрочность стыков, может механическое соединение арматуры (МСА), предлагаемое компанией «ПромСтройКонтракт» (ГК ПСК) в нескольких вариантах.
Повысить производительность и скорость бетонных работ, обеспечив при этом равнопрочность стыков, может механическое соединение арматуры (МСА), предлагаемое компанией «ПромСтройКонтракт» (ГК ПСК) в нескольких вариантах.
Разновидности традиционных и современных соединений арматурных стержней
Действующие технические регламенты различают три вида соединений арматуры:
- соединение внахлест без использования сварки с определением длины перепуска расчетным путем в зависимости от диаметра и класса:
то же с креплением накладки или поперечных стержней по длине нахлеста;
с крюками, лапками, петлями на конце стальных профилей;
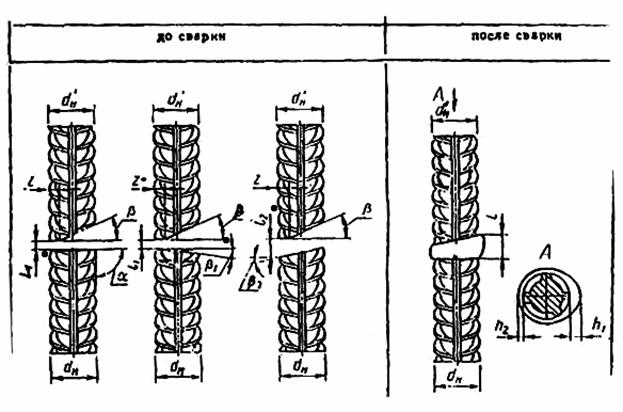
- сварные стыковые соединения, где тип узла, а также обозначение сварочного шва определяется применительно к технологии сварки, условиям эксплуатации монолитной конструкции;
- соединение, использующее специальные соединительные муфты.

Сварные и нахлесточные соединения практикуются давно, они стали уже классикой бетонных работ со своими плюсами и минусами (дороговизна, время, перерасход металла). Между тем, технологии МСА уже не первое десятилетие доказывают свою эффективность на объектах России, ближнего и дальнего зарубежья, постепенно становясь массовыми.
Классификация Механических Соединений Арматуры
Действующими регламентами МСА классифицируются согласно способу и назначению соединения. Таким образом, соединения могут быть:
- резьбовым, за счет стыковочного цилиндра с внутренней конической или цилиндрической резьбой, соединяющей торцы, где уже выполнена резьба такого же профиля;
- опрессованным, когда торцы профилей соединяются стальным цилиндром, обжатым гидравлическим прессом, вследствие чего металл, из которого он изготовлен, вдавливается между ребрами периодического профиля;
- винтовым, при котором соединение производится муфтой, где внутри нарезан винтовой периодический профиль, аналогичный арматурному, а также контргайками, накрученными на стальные стержни;
- болтовым, где фиксация соединяемой арматуры происходит за счет болтов, вкрученных через стенку муфты в тело профиля, а их количество зависит от величины усилия, воспринимаемого соединением.

По назначению, согласно конструктивному решению соединительного элемента, МСА могут быть:
- стандартными, соединяющими арматуру одного диаметра, когда хотя бы одна из них может вращаться;
- переходными, аналогичными стандартным, но соединяющими арматуру разных диаметров;
- позиционными, соединяющими неподвижные концы стальных профилей;
- приварными: для стыковки арматурных каркасов и металлоконструкций.
Эти типы МСА изготавливаются отечественными и зарубежными производителями, они уже используются в практическом строительстве.
Система с конической резьбой
Соединение арматуры периодического профиля диаметром от 12 до 40 мм классов А400, А500 и А600 может производиться при помощи муфт «LENTON» с конической резьбой.
В состав системы входят муфты:
- стандартные, для стержней одного диаметра, когда хотя бы одна из них может вращаться;
- переходные для стержней разного диаметра, когда хотя бы одна из них может вращаться;
- позиционные, соединяющие арматуру, не способную вращаться;
- приварные для присоединения стержней к металлоконструкциям.
- концевые (анкерные), предназначенные для анкеровки арматуры железобетонных конструкций;
- комбинированные с конической и цилиндрической резьбой для болтового крепления стальных конструкций к бетонным.
Муфты с конической резьбой LENTON A12 стандартные
по запросу
Заказать
Подробнее
Муфты с конической резьбой LENTON позиционные P13, P14, P15
по запросу
Заказать
Подробнее
по запросу
Заказать
Подробнее
Муфты с конической резьбой анкерные Lenton Terminator (концевые анкера)
по запросу
Заказать
Подробнее
Муфты болтовые Lenton LOCK
Снято с производства
Заказать
Подробнее
Муфты с конической резьбой Lenton сварные
по запросу
Заказать
Подробнее
Использование конической резьбы позволяет исключить возможность ее повреждения до полной стыковки.
МСА на основе технологии «LENTON» применялись при армировании монолитных железобетонных конструкций высотных офисный зданий комплекса «Москва-Сити», «Абу-Даби Плаза» (Астана), Центрального участка Западного скоростного диаметра, комплекса «Лахта Центр» (Санкт-Петербург), Ленинградской, Белоярской АЭС, вантового моста «Золотой Рог» (Владивосток), олимпийского стадиона «Фишт» (Сочи), других объектов.
Возможности системы «LENTON» позволили разработать криогенные муфты, использованные при армировании бетонных конструкций резервуаров для хранения сжиженного газа при температуре 160°С. Применение таких элементов позволило не прекращать арматурные работы в зимних условиях при температуре ниже -40° на строительстве завода «Ямал НПЗ», благодаря чему работы были выполнены в намеченные сроки.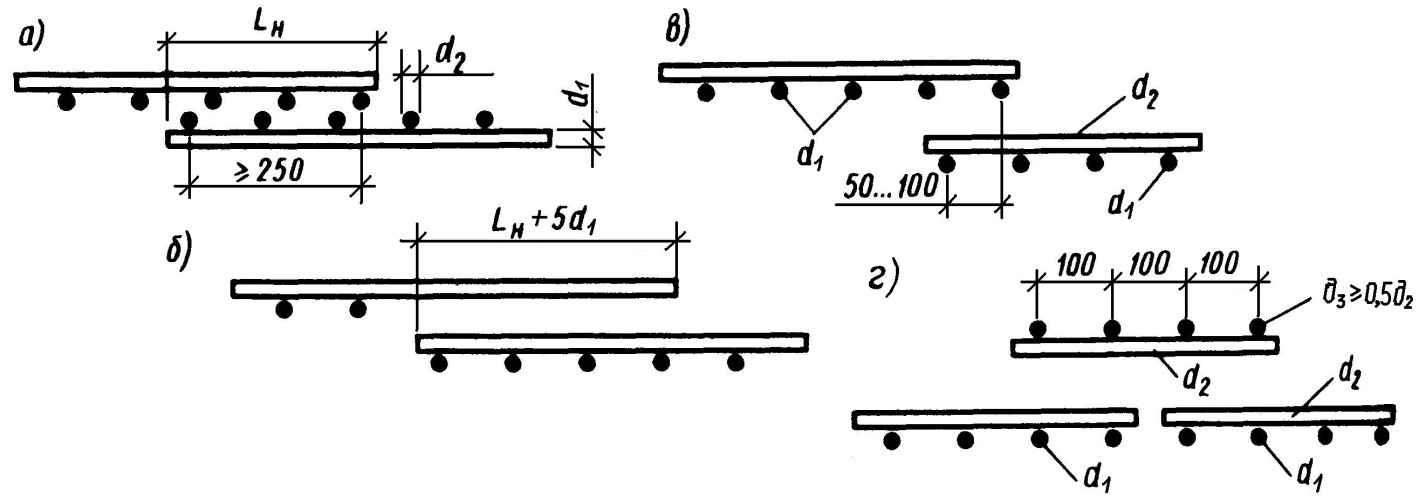
Система «Dextra Bartec» с параллельной резьбой
Муфтовое соединение «DEXTRA Bartec» от ГК ПСК обеспечивает равнопрочный стык арматуры диаметром от 12 до 65 мм за счет использования муфты с внутренней метрической резьбой, соединяющей концы стержней с нарезанной резьбой такого же профиля.
Основной элемент системы — муфты «БАРТЕК»:
- стандартные, соединяющие стержни одного диаметра при возможности вращения хотя бы одного конца;
- переходные для стыковки арматуры разных диаметров при возможности вращения хотя бы одного конца;
- позиционная, когда ни один конец стержня не может вращаться. В этом случае куплер полностью накручивается на один конец, а после стыковки выкручивается, соединяя оба конца.
Муфты с параллельной резьбой Bartec стандартные (тип А)
по запросу
Заказать
Подробнее
Муфты с параллельной резьбой Bartec переходные
по запросу
Заказать
Подробнее
Муфты с параллельной резьбой Bartec позиционные тип B
по запросу
Заказать
Подробнее
Муфты с параллельной резьбой Bartec позиционные тип C
по запросу
Заказать
Подробнее
Муфты с параллельной резьбой Bartec анкерные тип S (концевой анкер)
по запросу
Заказать
Подробнее
Муфты с параллельной резьбой Bartec анкерные тип L (концевой анкер)
по запросу
Заказать
Подробнее
Для уменьшения области ослабленного сечения резьба выполняется в следующей последовательности:
- обрезка стержней по длине;
- увеличение начального диаметра конца с использованием холодной прессовки;
- накатка метрической резьбы на распрессованном конце.

МСА с метрической резьбой позволяет армировать стены, колонны, а также балки, плиты.
Система «Bartec» доказала свою эффективность при реконструкции Октябрьского туннеля, прокладке линий казанского метрополитена, возведении Белорусской, Курской и Нововоронежский АЭС, жилых домов и общественных зданий Москвы, Казани и городов ЮФО, а также при строительстве первой бангладешской АЭС «Руппур» и других особо сложных объектов.
Система «PRESKO» с обжимными муфтами
Система МСА «PRESKO» формирует стыки арматуры диаметром от 18 до 40 мм при помощи стандартных и переходных муфт, соединяющих концы стержней одного или разного диаметра путем их обжатия без предварительной подготовки торцов. При обжатии, металл соединительного элемента заполняет перепады периодического профиля, образуя тем самым равнопрочный стык. Такой стык более экономичен относительно соединений с перепусками, а по сравнению с ванной сваркой он менее трудоемок, а также не требует для исполнения специалиста высокой квалификации.
Устройство стыка при помощи обжатия муфт состоит из двух операций:
- установки соединительного элемента «ПРЕСКО» на месте стыка в проектное положение;
- обжатие стыка с использованием мобильной гидравлической установки.
Обжимные муфты PRESKO применялись при возведении столичного БЦ «Ханой-Москва», футбольных стадионов «Ростов-арена», комплекса «ВТБ-арена», объектов города-спутника Казани «Иннополис», башни «Akhmat Tower», ТРЦ «Грозный Молл» в столице Чечни.
Система на болтовых муфтах «LENTON LOCK»
Система МСА на болтовых муфтах «LENTON LOCK» производства американской компании «ERICO» (Pentair) универсальна. Она может использоваться для стыковки арматурных стержней диаметром от 12 до 44 мм периодического профиля или гладкой, на заводе или на стройплощадке, одинакового или разного диаметра без предварительной подготовки торцов. Соединение производится путем зажима торцов вертикальной или горизонтальной арматуры в стандартной или переходной муфте болтами, вкрученными в стенку стального цилиндра, при этом головки болтов самосрезаются при достижении требуемой величины момента закручивания. В зависимости от диаметра соединяемых стержней в стыковочный элемент вкручивается от 6 до 12 болтов.
В зависимости от диаметра соединяемых стержней в стыковочный элемент вкручивается от 6 до 12 болтов.
МСА на муфтах «LENTON LOCK» уже доказали возможность применения отечественными строителями на объектах Новополоцкого НПЗ, при армировании монолитных конструкций комплекса небоскребов «IQ-quarter», при реконструкции и расширении МКАД, а также на других объектах.
Системы с использованием муфт «Flimu» (DSI), «GEWI»
Система МСА «Flimu» предполагает обжатие торцов стыкуемых профилей соединительной муфтой вследствие протягивания по ней специального обжимного кольца. Внутренний размер кольца меньше наружного размера соединительного цилиндра, что заставляет металл, из которого она изготовлена, заполнять профиль. Для протягивания кольца используется ручное оборудование, разработанное специально для использования в построечных условиях. Немецкая система «GEWI» основана на использовании высокопрочных стержней с левосторонней трапецеидальной резьбой по всей длине.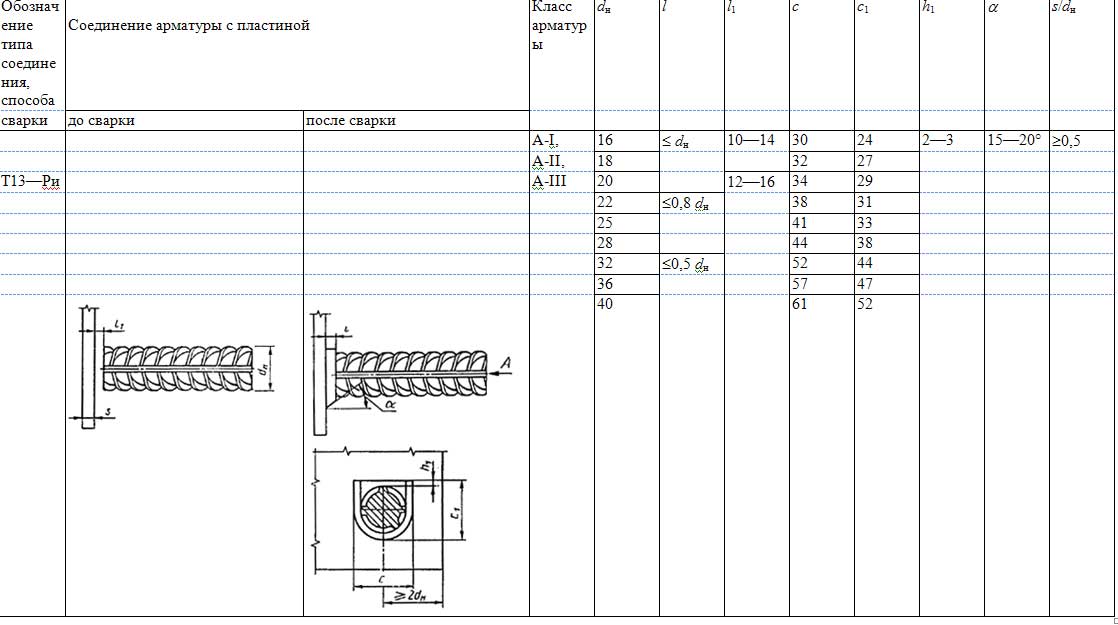 Соединительные элементы с соответствующей внутренней резьбой позволяют быстро произвести стыковку.
Соединительные элементы с соответствующей внутренней резьбой позволяют быстро произвести стыковку.
Какие соединения арматуры лучше для ПГС?
Большую работу по внедрению инновационных МСА в массовое строительство России и стран Таможенного союза выполняет НИИЖБ им. Гвоздева и группа компаний «ПромСтройКонтракт» (ГК ПСК). Ими совместно была разработана проектная, а также технологическая документация на использование ряда систем МСА при производстве арматурных работ, в т.ч. на особо опасных, технически сложных, уникальных объектах. Каждая из них уже имеет опыт практического использования на жилых, складских, промышленных зданиях, мостах, эстакадах, возведенных в России и за рубежом.
Разнообразие уже построенных с использованием МСА объектов, показывает применимость этих технологий для использования в массовом строительстве при армировании конструкций различного назначения, воспринимающих практически любые усилия, а самое главное — ГК ПСК гарантирует увеличение скорости всего комплекса арматурных работ при внедрении любой из выбранных технологических систем. Обученные инженеры-арматурщики ПСК не только помогут с внедрением выбранной технологической системы, но и готовы выполнить все работы по нарезке или накатке резьбы на арматуру на собственном оборудовании.
Предыдущая статья Следующая статья
Вас может заинтересовать
Как муфты для стыковки арматуры увеличивают популярность монолитного строительства
С увеличением популярности монолитного домостроения, изменилось отношение к качеству железобетонных конструкций. Это касается качества железобетона, в основе прочности которого лежит силовой каркас, изготавливаемый преимущественно из арматуры разного диаметра.
Читать далее >
Строительная арматура — применение и тенденции развития
Основной вид арматуры для производства железобетона в строительной индустрии СССР до 90-х годов прошлого века был освоен на металлургических заводах по ГОСТ 5781.
Читать далее >
Технологии механического соединения арматуры
Журнал «Атомное строительство» (официальный ежемесячник СРО НП «СОЮЗАТОМСТРОЙ», СРО НП «СОЮЗАТОМПРОЕКТ», СРО НП «СОЮЗАТОМГЕО»), №7(1) февраль 2012
Читать далее >
Комментарии специалистов об использовании муфтового соединения арматуры
Журнал «Атомное строительство» (официальный ежемесячник СРО НП «СОЮЗАТОМСТРОЙ», СРО НП «СОЮЗАТОМПРОЕКТ», СРО НП «СОЮЗАТОМГЕО»), №16, октябрь-ноябрь 2013
Читать далее >
Муфтовые арматурные соединения. Муфты Lenton
Группа компаний «Промстройконтракт» предлагает своим клиентам высокопрочные муфтовые арматурные соединения Lenton, рекомендованные ЦНИИСК им. В.А. Кучеренко даже для использования в сейсмоопасных районах.
Читать далее >
Введите имя и номер телефона, чтобы получить консультацию
Нажимая на кнопку заказа, я подтверждаю свое согласие с политикой обработки персональных данных
Оставьте заявку
мы подготовим КП под вашу задачу
Прикрепить файл
Нажимая на кнопку заказа, я подтверждаю свое согласие с политикой обработки персональных данных
Товар успешно добавлен
в корзину
Фланцы и приварные фитинги — Machine Specialty & Manufacturing Inc.
Сварка — это процесс, который влечет за собой применение высоких температур, давления и иногда присадочного материала для соединения двух отдельных компонентов. Подрядчики могут использовать эту процедуру для крепления узлов трубопроводов, ремонта теплообменников и выполнения других задач по ремонту и установке. В частности, фланцы обычно свариваются или свинчиваются вместе, образуя систему трубопроводов и эффективно соединяя насосы, клапаны, трубы и другие детали.
Machine Specialty & Manufacturing — ведущий в отрасли производитель и предприятие по ремонту фланцев высокого давления, фитингов и нестандартного оборудования. Мы производим исключительные продукты, которые соответствуют всем нормативным требованиям и значительно сокращают время и стоимость установки, эксплуатации и обслуживания.
Определение фланцев и приварных фитингов
Фланец представляет собой выступающий выступ или ободок, используемый для увеличения прочности или распределения нагрузки между компонентами. Они обычно встречаются в машинах, клапанах и специальных приложениях. Фланцы также позволяют легко промывать, проверять и модифицировать. С другой стороны, сварные фитинги для труб представляют собой соединительные компоненты, которые позволяют собирать клапаны, трубы и оборудование в трубопроводную систему. Они работают вместе с трубными фланцами, позволяя изменять направление потока.
Фланцы и сварные фитинги изготавливаются из различных материалов и марок. Однако наиболее часто в промышленности используются углеродистая сталь, высокопрочная углеродистая сталь, легированная сталь, нержавеющая сталь, дуплексная и супердуплексная сталь, а также различные марки никеля.
Типы фланцев для трубной арматуры
Фланцы являются отличной альтернативой сварным соединениям в трубопроводной промышленности, поскольку их легко разбирать и обслуживать. Они также бывают различных конструкций, чтобы приспособиться к конкретному использованию и требуемой прочности соединения.
Выбор подходящей конструкции фланца имеет решающее значение для обеспечения надежного соединения, длительного срока службы и оптимальной цены. Вот семь распространенных типов фланцев, используемых в трубопроводной промышленности:
Резьбовые фланцы
Резьбовые фланцы являются самым основным типом, который соединяется путем навинчивания трубы на фланец без сварки. Тем не менее, сварка иногда может выполняться одновременно с резьбовым соединением, чтобы обеспечить более прочное крепление. Они также недороги и подходят для систем трубопроводов малого диаметра. Наконец, резьбовые фланцы требуются во взрывоопасных средах, где сварка опасна.
Вставные фланцы
Вставные фланцы являются наиболее часто используемым типом в жидкостных трубопроводах и широко доступны в различных размерах. Они скользят по соединительной трубе, так как размеры их отверстий немного больше диаметра трубы. Они также крепятся к прокладке двумя сварными соединениями — внутри и снаружи полостей фланцев.
Фланцы под приварку враструб
Фланцы под приварку враструб имеют одно сварное соединение на внешней стороне фланца, которое соединяет его с трубой, что придает ему большую усталостную прочность. После сварки труба вставляется в раструб с небольшим зазором для сохранения правильного положения трубы. Они подходят для транспортировки неагрессивных жидкостей в трубопроводных системах низкого и высокого давления.
Фланцы с соединением внахлестку
Несмотря на то, что фланцы с соединением внахлестку во многом похожи на накидные фланцы, они отличаются радиусом в месте пересечения отверстия и поверхностью для размещения вставного конца. Кроме того, они могут обеспечить экономичные механические соединения при одновременном снижении общих затрат на систему трубопроводов, поскольку они обычно изготавливаются из материалов более низкого качества, чем патрубки.
Глухие фланцы
Глухие фланцы используются в трубопроводах для герметизации трубы, клапана или сосуда под давлением. Они изготавливаются без отверстия и обеспечивают превосходную герметизацию даже в высокотемпературных условиях при идеальном слиянии с соответствующими прокладками.
Фланцы с приварной шейкой
Фланцы с приварной шейкой отличаются длинной конической втулкой, приваренной непосредственно к соединительной трубе. Они уменьшают турбулентность и эрозию и обеспечивают плавный поток, потому что они обработаны в соответствии с внутренним диаметром линии. Кроме того, они подходят для высоких или низких температур, условий высокого давления и систем трубопроводов с многократным изгибом.
Специальные фланцы
К специальным фланцам относятся свободные фланцы, заглушки высоких ступиц, диафрагмы, нипа, расширительные фланцы и многие другие заказные и специализированные фланцы для конкретных применений и применений.
Различные методы сварки в зависимости от специализации машин и производства
В промышленности используются различные методы сварки, и правильный выбор имеет решающее значение для поддержания работоспособности производственной системы. Также важно знать, какой из них использовать, поскольку некоторые металлы могут не реагировать на все виды сварки.
Machine Specialty & Manufacturing предлагает следующие методы сварки:
Дуговая сварка металлическим электродом в среде защитного газа
Дуговая сварка металлическим электродом в среде защитного газа представляет собой процесс плавления, в котором используется расходуемый электрод с флюсовым покрытием. В этом методе флюс электрода расплавляется, а подложки помещаются поверх расплавленной сварочной ванны. Эта простая и недорогая процедура требует наличия источника постоянного тока, электрода, электрододержателя и зажима заземления. Кроме того, дуговая сварка защитным металлом применяется к стали, нержавеющей стали, алюминию и другим материалам, сварка которых требует небольших усилий.
Дуговая сварка металлическим газом
Дуговая сварка металлическим газом использует электрическую дугу в качестве источника энергии для плавления, а электрод также служит в качестве расходуемого материала. Этот метод также использует внешний защитный газ для защиты расплавленного сварного шва и подходит для стали, нержавеющей стали и алюминия.
Дуговая сварка вольфрамовым электродом в среде защитного газа
Дуговая сварка вольфрамовым электродом в среде защитного газа широко используется при сварке металлов, так как она производит звук при хорошем качестве сварного шва. Он образует дугу, которая плавит присадочную проволоку для плавления и сварки металла с использованием внешнего источника газа и неплавящихся вольфрамовых электродов. Кроме того, этот процесс применяется к стали, нержавеющей стали, алюминию, титану, чугуну и сплаву магния.
Дуговая сварка с флюсовой проволокой
Дуговая сварка с флюсовой проволокой — это метод плавления, при котором выделяется тепло за счет создания электрической дуги с помощью непрерывно подаваемого расходуемого проволочного электрода, наполненного флюсом. Он часто используется для стали и нержавеющей стали.
Дуговая сварка под флюсом
Дуговая сварка под флюсом представляет собой механизированный, а не ручной метод, при котором поверхность электрода покрывается гранулированным слоем флюса до того, как он соприкоснется с какими-либо точками сварки. При правильном программировании преимущества этого метода включают быстрое и равномерное осаждение и мало места для человеческой ошибки.
Важность найма профессиональной сварочной компании
Сварка является потенциально опасной задачей, которую большинство самостоятельных и неопытных сварщиков не в состоянии выполнить. Для этого также требуется специализированное оборудование, доступ к которому затруднен. Поэтому наем профессиональных сварочных услуг имеет решающее значение.
Вот некоторые другие преимущества выбора профессионального подрядчика по сварке:
Знающие сотрудники
Обученные и опытные специалисты по сварке имеют доступ к учебным материалам и понимают, как выполнять задачи правильно и эффективно. Кроме того, компании обычно проводят для своих сотрудников тренинги и семинары, чтобы держать их в курсе передовых технологий и оборудования для сварки.
Гарантированный опыт
В большинстве сертифицированных компаний работают квалифицированные инспекторы и контролеры по сварке. Для гарантированного качества услуг убедитесь, что эти люди прошли курс сварки и имеют не менее пяти лет опыта работы перед приемом на работу.
Современные сварочные инструменты
Современные сварочные инструменты доступны в сертифицированных сварочных компаниях, что позволяет экспертам предоставлять качественные услуги.