Гост на перемычки брусковые: Перемычки брусковые по ГОСТ 948-2016
Пруток круглый ГОСТ 14955-77 / Auremo
ГОСТ 31622-2012 ГОСТ Р 54908-2012 ГОСТ 9045-93 ГОСТ 5210-82 ГОСТ 1577-93 ГОСТ 5949-75 Пруток круглый ГОСТ 14955-77 ГОСТ 803-81 ГОСТ Р 50328.1-92 ГОСТ 11268-76 ГОСТ 7350-77 ГОСТ 4041-71 ГОСТ 4986-79 ГОСТ 24982-81 ГОСТ 10885-85 ГОСТ 30208-94 ГОСТ Р 51395-99 ГОСТ Р 51396-99 ГОСТ Р 51393-99 ГОСТ Р 51397-99 ГОСТ Р 51394-99 ГОСТ 5582-75 ГОСТ 11269-76 ГОСТ 10702-78
- гост-14955-77.pdf (278,05 КиБ)
ГОСТ 14955-77
Круглый прокат ГОСТ 14955-77
Группа В32
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ КРУГЛАЯ КАЧЕСТВЕННАЯ СО СПЕЦИАЛЬНОЙ ПОВЕРХНОСТЬЮ
Технические условия
Сталь качественная круглая со специальной отделкой поверхности. Технические условия
ГСТ 11 5000
Дата введения 1979−01−01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Всесоюзным научно-исследовательским институтом черной металлургии им. И. П. Бардин (ЦНИИЧМ)
ВВЕДЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН в обращение Постановлением Государственного комитета стандартов Совета Министров СССР от 02.09.77 N 2133
УТВЕРЖДЕН И ВВЕДЕН в обращение Постановлением Государственного комитета стандартов Совета Министров СССР от 02.09.77 N 2133
3. ВЗАМЕН ГОСТ 14950-69
4. СПРАВОЧНАЯ НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
| Обозначение ссылочного документа | Артикул |
| ГОСТ 9.014-78 | 6.2 |
| ГОСТ 166-89 | 5.2 |
| ГОСТ 1050-88 | 3,4 |
| ГОСТ 1414-75 | 3,4 |
| ГОСТ 1435-99 | 3,4 |
| ГОСТ 1763-68 | 5,5 |
| ГОСТ 2216-84 | 5.2 |
| ГОСТ 2789-73 | 3,2, 5,4 |
| ГОСТ 2991-85 | 6.2 |
| ГОСТ 3282-74 | 6.2 |
| ГОСТ 3560-73 | 6.2 |
| ГОСТ 4543-71 | 3,4 |
| ГОСТ 5949-75 | 3,4 |
| ГОСТ 5950-2000 | 3,4 |
| ГОСТ 6009-74 | 6. 2 2 |
| ГОСТ 6507-90 | 5.2 |
| ГОСТ 7502-98 | 5.2 |
| ГОСТ 7566-94 | 4.1, 4.6 |
| ГОСТ 8828-89 | 6.2 |
| ГОСТ 9569-79 | 6.2 |
| ГОСТ 10198-91 | 6.2 |
| ГОСТ 10396-84 | 6.2 |
| ГОСТ 14082-78 | 3,4 |
| ГОСТ 14253-78* | 6.2 |
| _______________ * Вероятно, ошибка оригинала. Следует читать ГОСТ 14253-76. — Обратите внимание на базу данных производителя. | |
| ГОСТ 15102-75 | 6.2 |
| ГОСТ 15846-79 | 6,5 |
| ГОСТ 18477-79 | 6.2 |
| ГОСТ 19265-73 | 3,4 |
| ГОСТ 20259-80 | 6.2 |
| ГОСТ 20779-88 | 6.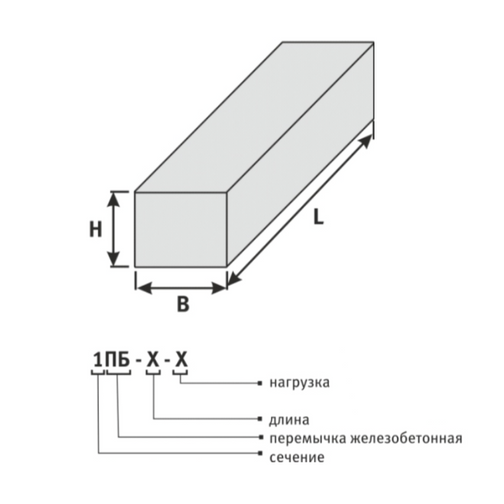 2 2 |
| ГОСТ 21650-76 | 6.2 |
| ГОСТ 24597-81 | 6.2 |
| ГОСТ 24643-81 | 5.3 |
5. Ограничение действий, принимаемых Протоколом № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ИЗДАНИЕ с Изменениями № 1, 2, утвержденными 19 сентября85, март 1988 г. (ИУС 12-85, 6-88)
Настоящий стандарт распространяется на высококачественную круглую сталь диаметром от 0,20 до 50 мм со специальной отделкой поверхности. Специальная отделка поверхности достигается удалением поверхностного слоя.
1. КЛАССИФИКАЦИЯ
1.1. Классификация стали:
— качество обработки поверхности группы А, В, С, Г, Д, Е;
— прецизионное изготовление по качеству h5, h6, h7, h8, h9, h20, h21, h22;
— со ссылкой на материалы по адресу:
стержня,
бухты;
— в качестве материала:
термообработанный — Т,
нагаремоно — Н.
(Измененная редакция, ред. N 2).
2. НАБОР
2.1. Диаметр стали и предельные отклонения по диаметру приведены в табл.1.
Таблица 1
В миллиметрах
| Диаметр стали | Пред. выключенный. диаметр стали качественный | |||||||
| ч5 | ч6 | ч7 | ч8 | ч9 | х20 | х21 | h22 | |
| 0,20; 0,25; 0,30 | — | -0,005 | -0,014 | -0,025 | — | — | — | |
| 0,35; 0,40; 0,45; 0,50; 0,55; 0,60; 0,65; 0,70; 0,75; 0,80; 0,85; 0,90; 0,95 | -0,006 | |||||||
| 1,00; 1,05; 1,10; 1,15; 1,20; 1,25; 1,30; 1,35; 1,40; 1,45; | -0,040 | -0,060 | ||||||
| 1,50; 1,55; 1,60; 1,65; 1,70; 1,75; 1,80; 1,85; 1,90; 1,95; 2,00; 2,05; 2,10; 2,15; 2,20; 2,25; 2,30; 2,35; 2,40; 2,45; 2,50; 2,55; 2,60; 2,65; 2,70; 2,75; 2,80; 2,85; 2,90; 2,95; 3,00 | — | -0,006 | -0,010 | -0,014 | ||||
| 3,10; 3,20; 3,30; 3,40; 3,50; 3,60; 3,70; 3,80; 3,90; 4,00; 4,10; 4,20; 4,30; 4,40; 4,50; 4,60; 4,70; 4,80; 4,90; 5,00; 5,10; 5,20; 5,30; 5,40; 5,50; 5,60; 5,70; 5,80; 5,90; 6,00 | -0,005 | -0,008 | -0,012 | -0,018 | -0,030 | -0,048 | -0,075 | -0,120 |
| 6,10; 6,20; 6,30; 6,40; 6,50; 6,60; 6,70; 6,80; 6,90; 7,00; 7,10; 7,20; 7,30; 7,40; 7,50; 7,60; 7,70; 7,80; 7,90; 8,00; 8,10; 8,20; 8,30; 8,40; 8,50; 8,60; 8,70; 8,80; 8,90; 9,00; 9,10; 9,20; 9,30; 9,40; 9,50; 9,60; 9,70; 9,80; 9,90; 10,00 | — | — | -0,015 | -0,022 | -0,036 | -0,058 | -0,090 | -0,150 |
| 10,25; 10,50; 10,75; 11,00; 11,25; 11,50; 11,75; 12,00; 12,25; 12,50; 12,75; 13,00; 13,25; 13,50; 13,75; 14,00; 14,50; 15,00; 15,50; 16,00; 16,50; 17,00; 18,00 | — | -0,027 | -0,043 | -0,070 | -0,110 | -0,180 | ||
| 18,50; 19,00; 19,50; 20,00; 21,00; 22,00; 23,00; 24,00; 25,00; 26,00; 27,00; 28,00; 29,00; 30,00 | -0,033 | -0,052 | -0,084 | -0,130 | -0,210 | |||
| 31,00; 32,00; 33,00; 34,00; 35,00; 36,00; 37,00; 38,00; 39,00; 40,00; 41,00; 42,00; 43,00; 44,00; 45,00; 46,00; 47,00; 48,00; 49,00; 50,00 | — | -0,062 | -0,100 | -0,160 | -0,250 | |||
Примечания:
1. По требованию потребителя допускается изготовление стали промежуточных диаметров с максимальным отклонением ближайшего к меньшему диаметру.
По требованию потребителя допускается изготовление стали промежуточных диаметров с максимальным отклонением ближайшего к меньшему диаметру.
2. Стали классов h5, h6, h7 и h8 изготавливаются по согласованию между изготовителем и потребителем.
2.2. Овальность стали (разница между наибольшим и наименьшим диаметрами) одного и того же сечения не должна превышать половины предельных отклонений по диаметру.
Примечание. По согласованию с потребителем допускается изготовление стали класса h22 и h21 групп поверхности Г и Д с овальностью, не превышающей предельного отклонения по диаметру.
2.1, 2.2. (Измененная редакция, ред. N 2).
2.3. По требованию пользователя вырезается сечение (отклонение профиля от окружности) из стали диаметром 2 мм в т.ч. не должен превышать половины предельных отклонений по диаметру, а для диаметров св. 2 — мм предельного отклонения по диаметру.
2.4. Производство стали в прутках или рулонах. Рекомендуемые размеры и виды изделий в зависимости от отделки приведены в Приложении.
2.5. Брусья изготавливаются следующей длины:
— случайно:
| от 0,7 до 1,0 м | — | когда | диаметр | от 0,2 до 0,6 мм | вкл.; |
| от 1,0 до 1,5 м | « | « | сталь от 0,6 до 2,0 мм | « | |
| от 1,5 до 2,0 м | « | « | «от 2,0 до 3,0 мм | « | |
| от 1,9 до 3,5 м | « | « | «от 3,0 до 9,0 мм | « | |
| от 1,9 до 4,0 м | « | « | «9,0 мм; |
— размерные или многомерные (в пределах негабарита) предельные отклонения по длине +50 мм.
Примечания:
1. Допускается изготовление прутков длиной не менее 0,7 м, диаметром от 0,6 до 3,0 мм и не менее 1,0 м диаметром свыше 3,0 мм. укороченная Количество прутков не должно превышать 5% от массы партии.
укороченная Количество прутков не должно превышать 5% от массы партии.
2. По согласованию изготовителя и потребителя стали диаметром 10 мм и более изготавливает в прутках до 6 м в т.ч.
2.6. Стержни должны быть прямыми. Местная кривизна стержней диаметром до 30 мм, в т.ч. не должна превышать 1 м длины 0,5 мм и стержней диаметром более 30 мм для групп:
Г — 0,8 мм;
D — 1,0 мм.
2.7. Концы стержней должны быть обрезаны прямо, без изгибов и заусенцев. По требованию заказчика прутки диаметром 12 мм и более изготавливаются с фаской на одном конце.
Примеры условных обозначений
Сталь диаметром 5 мм, в прутках, группах, В, качество, h9, отожженная, марка 20С:
Пруток 5-х9-Т-20Н круглый пруток ГОСТ 14955-77
То же, в мотках, нагаребан:
Моток 5-В-х9-Н-20Х круглый прутковый ГОСТ 14955-77
Сталь диаметром 10 мм, прутки, группа Б, квалитет h8, термообработанная, марка У8:
Пруток 10-Б-х8-Т-У8 ГОСТ 14955-77
(Измененная редакция, ред. N 2).
N 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Сталь изготавливается холоднодеформированной или термообработанной.
3.2. В зависимости от качества, шероховатости поверхности и глубины допустимых дефектов групповую отделку стали устанавливают в соответствии с табл.2.
Качество поверхности стали должно достигаться любым методом снятия поверхностного слоя (шлифование, точение, черновая обработка с последующей полировкой, обкатка и т.п.).
3.3. Обезуглероживание стали не допускается.
Примечание. Термически обработанная сталь после окончательной обработки поверхности может иметь частичное обезуглероживание. Правила, установленные соглашением между производителем и пользователем.
Таблица 2
| Группа обработки поверхности стали | Квалитет | Шероховатость поверхности по ГОСТ 2789 | Наименование допустимых дефектов поверхности | Максимальная глубина допустимых дефектов | |
| Параметр Ra , мкм, не более | Базовая длина, мм | ||||
| И | h5, h6, h7, h8, h9, h20 | 0,32 | 0,25 | Не разрешено | Не допускается |
| В | h6, h7, h8, h9, h20, h21 | 0,63 | 0,8 | ||
| В | h7, h8, h9, h20, h21 | 1,25 | |||
| Г | h8, h9, h20, h21 | 2,5 | Отдельные механические дефекты происхождение | ½ предельного отклонения для диаметра | |
| D | h9, h20, h21, h22 | — | — | Предельное отклонение Диаметр | |
| E | ч8, ч9 | Продольный риск | ½ предельного отклонения по диаметру | ||
Примечания:
1. Группа Е — дистанционные с предварительно нанесенным поверхностным слоем.
Группа Е — дистанционные с предварительно нанесенным поверхностным слоем.
2. На стальной поверхности допускаются видимые следы предшествующей обработки при условии соблюдения норм шероховатости поверхности.
3. По согласованию с потребителем допускается изготовлять сталь группы А качеством h21.
(Измененная редакция, ред. № 2).
3.4. Химический состав, твердость, макроструктура или излом и отделка стали должны соответствовать требованиям ГОСТ 1050, ГОСТ 1414, ГОСТ 1435, ГОСТ 4543, ГОСТ 5949, ГОСТ 5950, ГОСТ 14082, ГОСТ 19265.
Сталь изготавливают из одной или нескольких нормализованных характеристики (механические свойства, твердость, испытание на горячем пироге, микроструктура, коррозионная стойкость) по вышеуказанным стандартам.
4. ПРАВИЛА ПРИЕМКИ
4.1. Правила приемки ГОСТ 7566.
4.2. Стали принимать партии. Партия должна состоять из прутков или мотков одного размера, одной группы обработки поверхности, одной марки стали, одного состояния материала и требования потребителя — и одного купального костюма.
4.3. Для проверки качества стали из партии принято определять глубину обезуглероживания не менее двух прутков или мотков из партии; для определения шероховатости поверхности и огранки поперечных сечений пяти стержней или рулонов.
4.4. Контролируйте размер и внешний вид поверхности, подвергаемой воздействию всех стержней и катушек.
4.5. Шероховатость поверхности группы Г производитель проверяет периодически. Регулятор частоты задается производителем.
4.6. При неудовлетворительных результатах испытаний хотя бы по одному из показателей испытания проводят повторно по ГОСТ 7566.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Диаметр, форму и шероховатость поверхности стали измеряют на расстоянии не менее 25 мм от конца прутка или мотка.
5.2. Диаметр стержней измеряют микрометром по ГОСТ 6507, штангенциркулем по ГОСТ 2216, штангенциркулем по ГОСТ 166, рулеткой по ГОСТ 7502, кривизну щупа по нормативно-технической документации (НТД).
(Измененная редакция, ред. № 2).
№ 2).
5.3. Вырезают чек микрометром с призматической пятой ГОСТ 24643 или методом, согласованным между изготовителем и потребителем.
5.4. Шероховатость поверхности проверяют профилометрами, профилометрами, оптическими приборами или рабочими образцами в соответствии с требованиями ГОСТ 2789..
5.5. Толщину безоперационного слоя стали с содержанием углерода более 0,3 % определяют по ГОСТ 1763 на двух образцах, взятых из двух разных прутков или мотков партии.
5.6. Испытание на шероховатость и резку на пяти образцах, взятых из разных прутков или мотков партии.
5.7. Объем и методы контроля свойств, указанных в пункте 3.4, должны соответствовать требованиям стандартов на соответствующий сорт.
6. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
6.1. Упаковка, маркировка, транспортирование и хранение — по ГОСТ 7566 со следующими дополнениями.
6.2. Сталь со специальной отделкой поверхности должна быть покрыта антикоррозионной смазкой (масла индустриальные 45, 20,-20А и 40А по ГОСТ 20799 и другие консервационные смазки или их смесь по ГОСТ 9. 014 или другой НТД; допускается нанесение смазок различного состава, обеспечивающего защиту металла от коррозии), завернутые в один или несколько слоев водонепроницаемой бумаги (по ГОСТ 8828,10396 ГОСТ и ГОСТ 9569* или НТД) или бумагу антикоррозионную по ГОСТ 16295 и упакованную в деревянные ящики типов I, II, III по ГОСТ 2991, типов III, IV, V ГОСТ 10198 или другой НТД, или холстопрошивную ткань ГОСТ 14 253**, ткань нетканая, лоскут притачной из упаковочных материалов отходов текстильной промышленности или других видов НТД, кроме тканей хлопчатобумажных и льняных.
014 или другой НТД; допускается нанесение смазок различного состава, обеспечивающего защиту металла от коррозии), завернутые в один или несколько слоев водонепроницаемой бумаги (по ГОСТ 8828,10396 ГОСТ и ГОСТ 9569* или НТД) или бумагу антикоррозионную по ГОСТ 16295 и упакованную в деревянные ящики типов I, II, III по ГОСТ 2991, типов III, IV, V ГОСТ 10198 или другой НТД, или холстопрошивную ткань ГОСТ 14 253**, ткань нетканая, лоскут притачной из упаковочных материалов отходов текстильной промышленности или других видов НТД, кроме тканей хлопчатобумажных и льняных.
______________
* На территории Российской Федерации ГОСТ 9569-2006;
** На территории РФ ГОСТ 14253-83. — Обратите внимание на базу данных производителя.
Габаритные размеры ящиков не должны превышать 400х500х6000 мм.
Упакованные в связки должны быть обвязаны проволокой (ГОСТ 3282 или другой НТД) или лентой (ГОСТ 3560, ГОСТ 6009 или другой НТД).
Изделия из коррозионно-стойкой стали защитной смазкой допускается не покрывать.
Прутки диаметром менее 3,0 мм упаковываются только в ящики при отправке в таре (ГОСТ 15102, ГОСТ 18477 и ГОСТ 20259) Прутки в ящиках упаковывают.
6.3. При отправке двух и более пакетов одному пользователю следует увеличить грузовое пространство в соответствии с требованиями ГОСТ 2459.7, ГОСТ 21650.
6.4. Масса грузового помещения с механизированной погрузкой и разгрузкой не должна превышать 5 тонн.
При ручной погрузке и выгрузке вес посылки (пакета) не должен превышать 80 кг.
6.5. Упаковка продукции, отправляемой в районы Крайнего Севера и труднодоступные районы, осуществляется по ГОСТ 15846*.
_______________
* На территории Российской Федерации ГОСТ 15846-2002. — Обратите внимание на базу данных производителя.
6.6. Тяги транспортируют транспортными средствами всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и условиями погрузки и крепления грузов, утвержденными Минтрансом.
6. 7. Батончики должны храниться в сухом месте, на воздухе без агрессивных компонентов.
7. Батончики должны храниться в сухом месте, на воздухе без агрессивных компонентов.
Раздел 6. (Измененная редакция, ред. N 1).
ЗАЯВЛЕНИЕ (ссылка). Рекомендуемые размеры и виды изделий в зависимости от отделки
APP
Артикул
| Группа обработки поверхности сталь | Диаметр, мм | Продукт |
| А, В, С | От 0,6 до 5,0 вкл. | Стержни |
| СВ. от 5,0 до 20 вкл. | Прутки, бухты | |
| G | 2,0−5,0 вкл. | Стержни |
| От 20 до 50 вкл. | ||
| СВ. от 5,0 до 20 вкл. | Прутки, бухты | |
| D | От 5,0 до 20,0 вкл. | Прутки, бухты |
| СВ. от 20 до 50 вкл. | Стержни | |
| E | От 0,2 до 0,4 вкл. | Стержни |
| От 0,4 до 0,6 вкл. | Прутки, бухты, бухты | |
| СВ. от 0,6 до 0,95 вкл. | Катушки, катушка |
Что такое перемычка и почему она так важна?
Перемычка? Разве это не тип супа? На самом деле, это очень важная часть структуры вашего дома, о которой не многие домовладельцы знают или думают. В этом сообщении в блоге мы узнаем, какова истинная цель перемычки и какова ваша ответственность как домовладельца за поддержание ваших перемычек в хорошем состоянии.
Итак, что такое перемычка?
Перемычка представляет собой балку, уложенную через проемы, такие как двери, окна и т. д. в зданиях, чтобы выдерживать нагрузку от вышележащей конструкции. Окна и двери не должны быть конструктивными элементами дома. Когда в доме делается проем, над дверным проемом или оконным проемом возникает сосредоточенная нагрузка, которую необходимо поддерживать. И последнее важное замечание: перемычки чаще всего встречаются на кирпичных или других каменных конструкциях. В деревянных конструкциях есть балки, которые обычно называют перемычками, которые служат той же цели.
И последнее важное замечание: перемычки чаще всего встречаются на кирпичных или других каменных конструкциях. В деревянных конструкциях есть балки, которые обычно называют перемычками, которые служат той же цели.
Где найти перемычки?
Если ваш дом или здание построено из кирпича или каменной кладки, то между окном/дверью и кирпичным/каменным блоком над окном должны быть перемычки. Существует шесть различных типов перемычек, которые можно установить, но мы не будем вдаваться в подробности здесь. Ознакомьтесь с этой статьей для получения дополнительной информации о каждом из них. В этой статье я просто включу два типа, которые чаще всего встречаются в Чикаго.
- Стальные перемычки. Угловая сталь является наиболее популярным типом перемычки, и вы можете хорошо увидеть ее установку на картинке ниже. Два стальных уголка размещаются для поддержки кирпичной кладки проема и опираются на стороны проема. Сталь поддерживает каменную стену, поэтому ваши окна и двери не должны этого делать.


- Каменные перемычки – Большой прямоугольный камень используется в качестве перемычки в корпусе и поддерживает кирпичные стены для дверей и окон. Прочность перемычки в этом случае не так велика, но может быть более эстетичной, а также не будет ржаветь, как стальная перемычка. На рисунке ниже показано изображение установки каменной перемычки.
Что мне нужно сделать, чтобы сохранить мои перемычки?
Для стальных перемычек самое главное – защитить их от воздействия окружающей среды и сквозной ржавчины. Правильная установка оклада во время строительства является ключевым моментом, чтобы вода не скапливалась вокруг перемычек. Когда вы начнете замечать поверхностную ржавчину на стальных перемычках, пришло время нанести повторное покрытие. Убедитесь, что подрядчик удалил всю существующую ржавчину, прежде чем перекрашивать перемычки.
Для каменных перемычек то же самое относится и к надлежащему дренажу. Вам не придется беспокоиться о ржавчине камня, но если вы заметите, что камень портится, это признак проникновения воды, и вам следует нанять подрядчика, чтобы он присмотрелся.
Вам также может понравиться: Что нужно знать о строительных нормах и правилах
Каковы признаки выхода из строя перемычки?
Если стальная перемычка начинает истончаться из-за точечной коррозии (ржавчины, которая начинает разъедать металл), существует вероятность того, что перемычка может выйти из строя. Ступенчатое растрескивание вокруг растворных швов окна или двери, на которые опирается перемычка, может быть признаком того, что перемычка вышла из строя или начинает разрушаться (см. рис. 3 ниже). Вы также можете заметить некоторые трещины оконных стекол, которые могут быть признаком того, что окно несет структурный вес.
Для поврежденной каменной перемычки признаки растрескивания раствора могут быть аналогичными, однако вы можете заметить трещину на самом камне. Ремонт этих сломанных перемычек может быть дорогим, так как требует удаления нескольких слоев кирпича, удаления старой перемычки и замены ее новой.