Газоблок автоклавный и неавтоклавный разница: Автоклавный и неавтоклавный газобетон — что это? Отличия, какой блок лучше, отзывы, технология производства, марка
Свойства газобетона · блог компании Удачный Дом
В настоящее время блоки из легкого бетона с усовершенствованными физико-механическими характеристиками становятся все популярнее. Этот строительный материал содержит в своей основе большое количество ячеек. В зависимости от метода порообразования различают газобетон и пенобетон.
Кроме того, бетоны отличаются и по условиям твердения, т.е. они бывают автоклавными и неавтоклавными. Так, газоблок автоклавный – это строительная смесь, которая застывает в среде концентрированного пара при давлении, превышающем атмосферное. Неавтоклавный затвердевает при электрическом прогреве или с помощью насыщенного пара при обычном атмосферном давлении. Автоклавный и неавтоклавный бетоны существенно отличаются друг от друга:
- автоклавный газоблок изготавливают на крупных комбинатах с высоким уровнем автоматизации и сертификатом качества, подтвержденным многочисленными испытаниями и проверками;
- автоклавный газоблок прочнее неавтоклавного и имеет меньший вес;
- в процессе длительного использования автоклавный газоблок не дает усадки;
- автоклавному газоблоку свойственны точные размеры и равномерная плотность;
- автоклавный газобетон – новый искусственный минерал с высокой степенью экологичности.


Автоклавирование газобетона позволяет закреплять в его основании крупногабаритные устройства и различное оборудование, применяя для этого анкера с полиамидными распираемыми частями. С помощью автоклавных газоблоков можно построить теплоэффективный дом с однородной стенкой толщиной около 400 мм без дополнительного утепления. Конечно, строительство зданий из автоклавных газоблоков обойдется немного дороже. Но если посчитать, что они имеют намного лучшие показатели теплоизоляции, прочности и точные геометрические размеры, то выгода очевидна.
| АВТОКЛАВНЫЙ | НЕАВТОКЛАВНЫЙ |
Пенобетон как разновидность легких бетонов
Пенобетон получают путем введения в раствор из цемента и песка технической пены с определенными характеристиками и с последующим перемешиванием. Производство можно наладить не только в оборудованных цехах, но и на открытых площадках в непосредственной близости от объекта строительства.
По сравнению с пенобетоном газоблоки более прочные, они лучше штукатурятся. По другим показателям газобетон уступает пенобетону. Оборудование для производства газобетона намного дороже. Пенобетонные блоки в отличие от газоблоков имеют низкую гигроскопичность, высокую степень огнестойкости, хорошие теплозащитные и морозостойкие показатели. Благодаря таким качествам автоклавный пенобетон можно применять в районах с повышенной влажностью и там, где использование газобетона невозможно.
Автоклавный газобетон: характеристика, технология, производство
Содержание
- Характеристики
- Виды и сфера применения
- Отличия
- Технология
- Производство
- Преимущества
- Применение
- Отзывы
Первостепенная задача каждого застройщика заключается в правильном выборе строительного материала. Из всего разнообразия, представленного на рынке, хорошо зарекомендовал себя искусственный камень — автоклавный газобетон, который является разновидностью ячеистых бетонов (пенобетона, газопенобетона). Учитывая то, что материал набирает популярности в частном строительстве, стоит разобраться, что это такое, и какими свойствами обладает. Также, необходимо знать, чем отличается неавтоклавный газобетон.
Из всего разнообразия, представленного на рынке, хорошо зарекомендовал себя искусственный камень — автоклавный газобетон, который является разновидностью ячеистых бетонов (пенобетона, газопенобетона). Учитывая то, что материал набирает популярности в частном строительстве, стоит разобраться, что это такое, и какими свойствами обладает. Также, необходимо знать, чем отличается неавтоклавный газобетон.
Характеристики
Блоки из ячеистого бетона имеют пористую структуру, которая образуется за счет наличия сферических пор. Размеры воздушных частиц составляют от 1 до 3 мм. Качество строительного материала напрямую зависит от равномерности распределения пор по всему объему камня и их закрытости.
Сырьевой состав газобетонов, производимых автоклавным и неавтоклавным способами, полностью идентичный. Смесь содержит следующие компоненты:
- Вяжущие вещества — портланд цемент М300-М400, негашеная известь, гранулированный доменный шлак, зола.
- Твердые компоненты — кварцевый песок мелкой фракции, зола-унос.
- Порообразователи — алюминиевая пудра ПАП-1/ПАП-2 или паста, содержащие активный металл 90-95%.
- Вода очищенная, без наличия солей (ГОСТ 23732).
- Модификаторы и присадки (не являются обязательными компонентами, и добавляются для улучшения эксплуатационных характеристик материала).

Реакция по образования пор происходит не на этапе смешивания, а непосредственно в формах. Водород, выделяющийся в результате химической реакции, пронизывает всю залитую массу и обеспечивает формирование воздушных частиц практически одинаковой величины с равномерным их распределением. Несмотря на идентичность компонентов, присутствует разница: физико-химический состав искусственного камня меняется под воздействием высокого давления и влажности. Внутри камня происходят глобальные изменения по прочности. При затвердевании в естественных условиях прочность блоков значительно ниже.
Виды и сфера применения
Блоки из ячеистого бетона подразделяется на 3 категории:
- Теплоизоляционный,
- Конструкционный.
- Конструкционно-теплоизоляционный.

Автоклавный газоблок плотностью до 400 кг/м2 является теплоизоляционным и применяется для строительства малоэтажных домов в районах с очень холодным климатом. Искусственный камень плотностью 700 кг/м2 относится к конструкционному типу и предназначен для создания несущих конструкций и зданий высотой не выше 3-х этажей. Такой материал требует дополнительной теплоизоляции. Конструкционно-теплоизоляционные блоки плотностью 500 кг/м2 универсальные: обладают достаточно высокой прочностью и хорошей теплоизоляцией.
Благодаря малому весу строительные блоки выпускаются в увеличенных размерах. Длина составляет 625 мм, высота — 200, 250 мм, ширина — 100-400 мм. Большие параметры способствуют значительному ускорению возведения зданий, и упрощают кладку стен.
Отличия
| Характеристики автоклавного газобетона | Характеристики неавтоклавного газобетона |
Искусственный синтезированный камень. | Застывший раствор с порами естественным путем или с применением пара при нормальном атмосферном давлении. |
| Структура готового блока одинакова по характеристикам и свойствам в любой точке. | Свойства и характеристики отличаются в пределах одной партии. |
| Полностью отсутствуют усадочные деформации. Необходимая прочность достигается на этапе производства и автоклавирования. Показатель усадки не превышает 0,4 мм/м. | Показатель усадки в 10 раз больше — составляет до 5 мм/м. |
| Нарезка на блоки осуществляется на специализированном оборудовании с помощью струн. В результате такой механической обработки получаются стеновой материал идеальной геометрической формы. Размеры регламентированы ГОСТ. Допустимые отклонения составляют по длине — до 3 мм, по ширине — до 2 мм, по толщине — до 1 мм. Укладка искусственного камня осуществляется на клеевой раствор, который создает более тонкий слой, по сравнению с цементно-песчаным вариантом. | Для изготовления блоков применяется разборная опалубка с ограниченными циклами использования. Допускаются значительные отклонения геометрических размеров — по толщине до 5 мм (ГОСТ 1989 года). Из-за большого разбега в геометрии:
|
Блоки толщиной всего 40 см и плотностью D400-D500 обладают необходимыми требованиями по теплозащите и прочности. | Для обеспечения необходимой теплоизоляции без использования утеплителя толщина камня должна составлять около 65-70 см. Плотность ячеистого бетона минимум D700. |
| Морозостойкость, (циклы) — F20 | Показатель морозостойкости — F15 –F35 |
| Период эксплуатации — 200 лет. | Эксплуатационный период — 50 лет. |
| Прочность по ГОСТ — B2,5-B5 | Прочность по ГОСТ — B1,5-B2,5 |
| Высокие показатели экологичности. | Экологически чистый материал. |

Благодаря автоклавной обработке газобетон обладает улучшенными физико-техническими свойствами и внешним видом.
Технология
Высокое качество строительного материала может гарантировать только предприятие, имеющее специализированное оборудование, где производство проходит в строгом соблюдении технологических процессов на всех этапах. Технология производства автоклавированием предусматривает применение герметической камеры, где застывший раствор с порами придается термической обработке под высоким давлением.
Пропорции неавтоклавного и автоклавного продукта регламентированы и рекомендованы в следующем соотношении компонентов:
- Портландцемент — от 35 до 49%.
- Известь негашеная — от 12 до 26%.
- Силикаты кальция — примерно 2,6%.
- Хлорид кальция — от 0,18 до 0,25%.
- Пудра алюминиевая — от 0,06 до 0,1%.
- Вода несоленая, до получения 100% объема.
Процентное соотношение компонентов и состава устанавливается опытным путем. В зависимости от прочности и условий затвердевания, показатели варьируют в широком диапазоне. При использовании автоклавирования из продукта выводятся излишки влаги, и завершается процесс твердения.
Производство
Производство автоклавного газобетона проходит в определенной последовательности:
- Песок и вода соединяются, после чего частицы измельчаются в песчаный шлам.
- Далее поэтапно вводятся остальные компоненты — цемент, известь, поваренная соль. Время смешивания длится 5 минут и готовый раствор заливается в подготовленную опалубку, поверхность которой смазывается маслом.
- В форме происходит основной цикл химической реакции с участием высокодисперсного алюминия. В результате водородной реакции образуются пузырьки, вспенивающие раствор и создающие пористую структуру, занимающую до 80% всего объема. Бетонная масса увеличивается в объем, заполняя всю форму.
- Время дозревания и отвердения длится примерно 2—3 часа.
- Застывшая масса разрезается промышленными струнами на блоки соответствующих размеров.
- Финальная стадия обработки включает пропаривание заготовок в автоклаве при температуре 180—200° и под давлением не выше 1,2 МПа. Процесс кристаллизации продолжается на протяжении 12 часов.
 Процесс кристаллизации продолжается на протяжении 12 часов.
Процесс кристаллизации продолжается на протяжении 12 часов.Для того чтобы изготовить неавтоклавный газоблок в домашних условиях обязательно потребуется бетономешалка. Перед приготовлением компоненты взвешиваются в отдельных емкостях: на одну часть пудры алюминиевой берется 50 частей воды и добавляется стиральный порошок. Получившаяся смесь тщательно перемешивается до тех пор, пока на поверхности не останется металлических частиц. При заполнении форм следует учитывать особенности геометрии неавтоклавного бетона. Когда внутри продукта начинается процесс пенообразования, поверхности, не ограниченные опалубкой, вздымаются. Поэтому в верхней плоскости образуется так называемая «горбушка», размеры которой могут достигать 7% от общего объема блока. Такое вздутие обязательно удаляется.
Повышенный спрос на искусственный камень привел к образованию национальной ассоциации производителей автоклавного газобетона. На профессиональном уровне решаются проблемы отрасли, связанные с производством газобетона. Разрабатываются современные требования к качеству строительного материала.
Разрабатываются современные требования к качеству строительного материала.
Преимущества
Основные преимущества автоклавного газобетона заключаются в:
- экологичности — в составе нет вредных примесей;
- повышенной огнеупорности и способности удерживать процесс горения на протяжении 7 часов и более;
- низкой теплопроводности;
- точной и стабильной геометрии блоков, что позволяет создавать ровные и гладкие поверхности граней, оформлять наружные и внутренние углы;
- повышенной паро- и воздухопроницаемости, за счет чего стены зданий «дышат» и исключается образование конденсата;
- легком весе — как результат низкой плотности;
- устойчивости к влаге, воздействиям микроорганизмов и процессов гниения;
- обеспечении оптимального микроклимата в помещениях независимо от сезона.
К достоинствам газобетона автоклавного твердения относится наличие в составе минерального образования — тоберморита. Под воздействием высокой температуры и давления камень приобретает повышенную механическую прочность и безусадочность. Благодаря созданным условиям значительно ускоряется затвердение массы, что является важным моментом при крупномасштабном производстве.
Благодаря созданным условиям значительно ускоряется затвердение массы, что является важным моментом при крупномасштабном производстве.
Крепление в стенах навесного оборудования, мебели осуществляется при помощи специальных анкеров, выдерживающих до 350 кг.
Применение
Производство автоклавным способом значительно расширило область применения продукции из ячеистого бетона. Повышенным спросом пользуется материал у индивидуальных застройщиков. Возводятся коттеджи и малоэтажные дома из автоклавного газобетона, здания промышленного и коммерческого назначения.
Отзывы
Зная, чем отличаются материалы автоклавного и естественного отвердевания, проще делать выбор. Застройщики отметили такие особенности автоклавного газобетона:
- Простота обработки присутствует при возведении дома с арочными внутренними перегородками. Для выпиливания проемов на месте применялась обычная ручная пила, при этом края не осыпаются и на работу не уходит много времени. Недостатком является потребность в армировании.
- Отсутствуют проблемы при кладке и распиле. Для контроля уровня применяется обычный шнур. Из-за неправильного хранения блоки намокли даже от несильного дождя, но восстановили свой вес через 4 дня. Очень важно подготавливать площадку правильно.
- Проживание в доме из газобетонных блоков с толщиной стен в 600 мм достаточно уютно и комфортно. Очень тепло, что снижает расходы на обогрев помещений. В наружном утеплении отсутствует необходимость.
- Высокая цена материла и доставки. Но затраты компенсируется, за счет быстроты строительства, небольшого количества кладочного раствора и отсутствия дополнительной теплоизоляции.

Даже несколько отзывов позволяют понять, что лучше использовать автоклавные блоки, которые обладают улучшенными характеристиками.
Паровая стерилизация | Руководство по дезинфекции и стерилизации | Библиотека руководств | Инфекционный контроль
Из всех методов стерилизации влажный жар в виде насыщенного пара под давлением является наиболее широко используемым и наиболее надежным. Стерилизация паром нетоксична, недорога 826 , обладает быстрым бактерицидным и спороцидным действием, быстро нагревает и проникает в ткани (таблица 6) 827 . Как и все процессы стерилизации, паровая стерилизация оказывает пагубное воздействие на некоторые материалы, включая коррозию и возгорание смазочных материалов, используемых в стоматологических наконечниках 212 ; снижение способности передавать свет, связанное с ларингоскопами 828 ; и увеличенное время отверждения (в 5,6 раза) с гипсовой повязкой 829 .
Стерилизация паром нетоксична, недорога 826 , обладает быстрым бактерицидным и спороцидным действием, быстро нагревает и проникает в ткани (таблица 6) 827 . Как и все процессы стерилизации, паровая стерилизация оказывает пагубное воздействие на некоторые материалы, включая коррозию и возгорание смазочных материалов, используемых в стоматологических наконечниках 212 ; снижение способности передавать свет, связанное с ларингоскопами 828 ; и увеличенное время отверждения (в 5,6 раза) с гипсовой повязкой 829 .
Основной принцип паровой стерилизации, выполняемой в автоклаве, заключается в том, чтобы каждый предмет подвергался прямому контакту с паром при требуемой температуре и давлении в течение определенного времени. Таким образом, существует четыре параметра паровой стерилизации: пар, давление, температура и время. Идеальным паром для стерилизации является сухой насыщенный пар и увлеченная вода (доля сухости ≥97%). 813, 819 Давление служит средством получения высоких температур, необходимых для быстрого уничтожения микроорганизмов. Для обеспечения микробицидной активности необходимо получить определенные температуры. Двумя распространенными температурами стерилизации паром являются 121°C (250°F) и 132°C (270°F). Эти температуры (и другие высокие температуры) 830 должны поддерживаться в течение минимального времени для уничтожения микроорганизмов. Признанные минимальные периоды воздействия для стерилизации упакованных предметов медицинского назначения составляют 30 минут при 121°C (250°F) в гравитационном стерилизаторе или 4 минуты при 132°C (270°F) в предварительно вакуумном стерилизаторе (таблица 7). При постоянной температуре время стерилизации варьируется в зависимости от типа предмета (например, металл или резина, пластик, предметы с просветами), того, обернут предмет или нет, и типа стерилизатора.
Для обеспечения микробицидной активности необходимо получить определенные температуры. Двумя распространенными температурами стерилизации паром являются 121°C (250°F) и 132°C (270°F). Эти температуры (и другие высокие температуры) 830 должны поддерживаться в течение минимального времени для уничтожения микроорганизмов. Признанные минимальные периоды воздействия для стерилизации упакованных предметов медицинского назначения составляют 30 минут при 121°C (250°F) в гравитационном стерилизаторе или 4 минуты при 132°C (270°F) в предварительно вакуумном стерилизаторе (таблица 7). При постоянной температуре время стерилизации варьируется в зависимости от типа предмета (например, металл или резина, пластик, предметы с просветами), того, обернут предмет или нет, и типа стерилизатора.
Двумя основными типами паровых стерилизаторов (автоклавов) являются гравитационный автоклав и высокоскоростной предвакуумный стерилизатор. В первом случае пар поступает сверху или по бокам стерилизационной камеры и, поскольку пар легче воздуха, вытесняет воздух из нижней части камеры через дренажное отверстие. Автоклавы гравитационного вытеснения в основном используются для обработки лабораторных сред, воды, фармацевтических продуктов, регулируемых медицинских отходов и непористых изделий, поверхности которых находятся в прямом контакте с паром. Для самотечных стерилизаторов время проникновения в пористые предметы увеличивается из-за неполного удаления воздуха. Этот момент иллюстрируется обеззараживанием 10 фунтов микробиологических отходов, для чего требуется не менее 45 минут при температуре 121 °C, поскольку захваченный воздух, остающийся в загрузке отходов, значительно замедляет проникновение пара и эффективность нагрева. 831, 832 Высокоскоростные предвакуумные стерилизаторы аналогичны гравитационным стерилизаторам, за исключением того, что они оснащены вакуумным насосом (или эжектором), обеспечивающим удаление воздуха из стерилизационной камеры и загрузку перед подачей пара. Преимущество использования вакуумного насоса заключается в почти мгновенном проникновении пара даже в пористые материалы.
Автоклавы гравитационного вытеснения в основном используются для обработки лабораторных сред, воды, фармацевтических продуктов, регулируемых медицинских отходов и непористых изделий, поверхности которых находятся в прямом контакте с паром. Для самотечных стерилизаторов время проникновения в пористые предметы увеличивается из-за неполного удаления воздуха. Этот момент иллюстрируется обеззараживанием 10 фунтов микробиологических отходов, для чего требуется не менее 45 минут при температуре 121 °C, поскольку захваченный воздух, остающийся в загрузке отходов, значительно замедляет проникновение пара и эффективность нагрева. 831, 832 Высокоскоростные предвакуумные стерилизаторы аналогичны гравитационным стерилизаторам, за исключением того, что они оснащены вакуумным насосом (или эжектором), обеспечивающим удаление воздуха из стерилизационной камеры и загрузку перед подачей пара. Преимущество использования вакуумного насоса заключается в почти мгновенном проникновении пара даже в пористые материалы. Тест Боуи-Дика используется для обнаружения утечек воздуха и недостаточного удаления воздуха и состоит из сложенных хирургических полотенец из 100% хлопка, чистых и предварительно кондиционированных. Имеющийся в продаже тестовый лист типа Боуи-Дика должен быть помещен в центр упаковки. Тестовый пакет следует поместить горизонтально в переднюю, нижнюю часть штатива стерилизатора, рядом с дверью и над сливом, в пустой камере и выдержать при температуре 134°C в течение 3,5 минут. 813, 819 Тест проводится каждый день использования парового стерилизатора вакуумного типа перед первой обрабатываемой загрузкой. Воздух, который не удален из камеры, будет мешать контакту пара. Одноразовые тестовые упаковки меньшего размера (или устройства для контрольных испытаний) были разработаны для замены стопки сложенных хирургических полотенец для проверки эффективности вакуумной системы в предвакуумном стерилизаторе. 833 Эти устройства «предназначены для имитации продукта, подлежащего стерилизации, и представляют собой определенную задачу для процесса стерилизации».
Тест Боуи-Дика используется для обнаружения утечек воздуха и недостаточного удаления воздуха и состоит из сложенных хирургических полотенец из 100% хлопка, чистых и предварительно кондиционированных. Имеющийся в продаже тестовый лист типа Боуи-Дика должен быть помещен в центр упаковки. Тестовый пакет следует поместить горизонтально в переднюю, нижнюю часть штатива стерилизатора, рядом с дверью и над сливом, в пустой камере и выдержать при температуре 134°C в течение 3,5 минут. 813, 819 Тест проводится каждый день использования парового стерилизатора вакуумного типа перед первой обрабатываемой загрузкой. Воздух, который не удален из камеры, будет мешать контакту пара. Одноразовые тестовые упаковки меньшего размера (или устройства для контрольных испытаний) были разработаны для замены стопки сложенных хирургических полотенец для проверки эффективности вакуумной системы в предвакуумном стерилизаторе. 833 Эти устройства «предназначены для имитации продукта, подлежащего стерилизации, и представляют собой определенную задачу для процесса стерилизации». 819, 834 Они должны быть репрезентативными для нагрузки и имитировать самые большие трудности для нагрузки. 835 Вакуумные характеристики стерилизатора приемлемы, если лист внутри тестовой упаковки демонстрирует равномерное изменение цвета. Захваченный воздух вызовет появление пятна на тестовом листе из-за неспособности пара достичь химического индикатора. Если стерилизатор не прошел тест Боуи-Дика, не используйте его до тех пор, пока он не будет проверен обслуживающим персоналом стерилизатора и не пройдет тест Боуи-Дика. 813, 819, 836
819, 834 Они должны быть репрезентативными для нагрузки и имитировать самые большие трудности для нагрузки. 835 Вакуумные характеристики стерилизатора приемлемы, если лист внутри тестовой упаковки демонстрирует равномерное изменение цвета. Захваченный воздух вызовет появление пятна на тестовом листе из-за неспособности пара достичь химического индикатора. Если стерилизатор не прошел тест Боуи-Дика, не используйте его до тех пор, пока он не будет проверен обслуживающим персоналом стерилизатора и не пройдет тест Боуи-Дика. 813, 819, 836
Еще одна конструкция паровой стерилизации представляет собой процесс импульсной промывки паром под давлением, при котором воздух быстро удаляется за счет многократного чередования промывки паром и импульса давления выше атмосферного. Воздух быстро удаляется из загрузки, как и в форвакуумном стерилизаторе, но утечки воздуха не влияют на этот процесс, поскольку давление пара в стерилизационной камере всегда выше атмосферного. Типичные температуры и время стерилизации составляют от 132°C до 135°C с выдержкой от 3 до 4 минут для пористых материалов и инструментов. 827, 837
Типичные температуры и время стерилизации составляют от 132°C до 135°C с выдержкой от 3 до 4 минут для пористых материалов и инструментов. 827, 837
Как и другие системы стерилизации, паровой цикл контролируется механическими, химическими и биологическими мониторами. Паровые стерилизаторы обычно контролируются с помощью распечатки (или графически) путем измерения температуры, времени при температуре и давлении. Как правило, химические индикаторы прикрепляются снаружи и встраиваются в упаковку для контроля температуры или времени и температуры. Эффективность паровой стерилизации контролируют биологическим индикатором, содержащим споры Geobacillus stearothermophilus (ранее Bacillus stearothermophilus ) . Положительные результаты теста на споры являются относительно редким событием 838 и могут быть связаны с ошибкой оператора, недостаточной подачей пара, 839 или неисправностью оборудования.
Переносные (настольные) паровые стерилизаторы применяются в поликлиниках, стоматологических и сельских поликлиниках.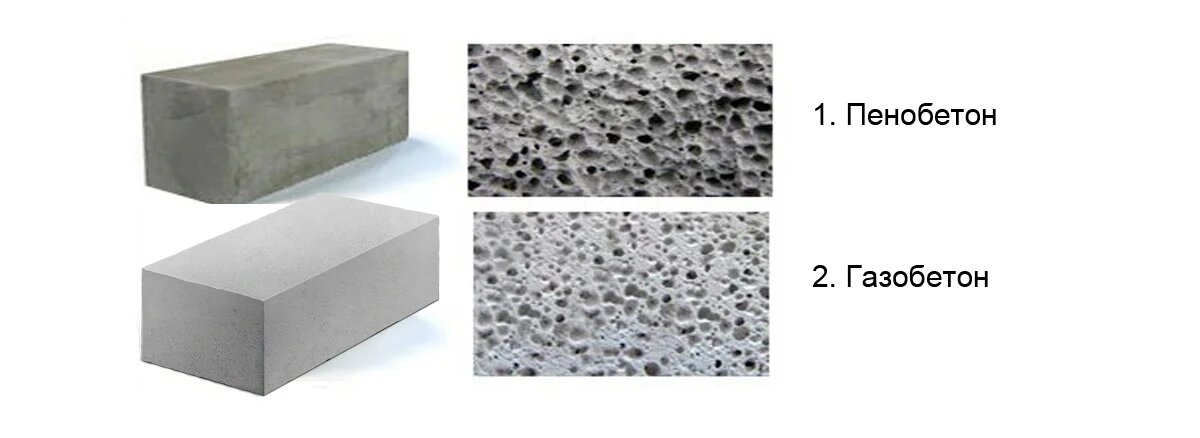 840 Эти стерилизаторы предназначены для небольших инструментов, таких как шприцы и иглы для подкожных инъекций, а также стоматологические инструменты. Способность стерилизатора достигать физических параметров, необходимых для достижения стерилизации, следует контролировать с помощью механических, химических и биологических индикаторов.
840 Эти стерилизаторы предназначены для небольших инструментов, таких как шприцы и иглы для подкожных инъекций, а также стоматологические инструменты. Способность стерилизатора достигать физических параметров, необходимых для достижения стерилизации, следует контролировать с помощью механических, химических и биологических индикаторов.
Самым старым и наиболее известным средством для инактивации микроорганизмов является тепло. D-значения (время сокращения выживающей популяции на 90% или 1 log 10 ) позволяют проводить прямое сравнение термостойкости микроорганизмов. Поскольку значение D может быть определено при различных температурах, для обозначения температуры воздействия используется нижний индекс (т.е. D 121C ). D 121C — значения для Geobacillus stearothermophilus , используемые для контроля процесса паровой стерилизации, варьируются от 1 до 2 минут. Такие низкие значения D 9 имеют термоустойчивые неспорообразующие бактерии, дрожжи и грибы. 0055 121C значения, которые не могут быть измерены экспериментально. 841
0055 121C значения, которые не могут быть измерены экспериментально. 841
Влажное тепло уничтожает микроорганизмы путем необратимой коагуляции и денатурации ферментов и структурных белков. В подтверждение этого факта установлено, что присутствие влаги существенно влияет на температуру коагуляции белков и температуру, при которой происходит уничтожение микроорганизмов.
Паровая стерилизация должна использоваться, когда это возможно, для всех критических и полукритических предметов, устойчивых к теплу и влаге (например, стерилизуемое паром оборудование для респираторной терапии и анестезиологического оборудования), даже если это не является необходимым для предотвращения передачи патогенов. Паровые стерилизаторы также используются в медицинских учреждениях для обеззараживания контейнеров для микробиологических отходов и острых предметов 831, 832, 842 , но для этих предметов требуется дополнительное время выдержки в гравитационном стерилизаторе.
Все о пакетах для автоклавов: типы, отрасли промышленности и критерии выбора
Автоклавирование — это метод стерилизации паром. Мешки для автоклава используются для высокотемпературной стерилизации, чтобы предотвратить прилипание низкотемпературного пластика внутри мешка для автоклава к стенкам стерилизатора или блокирование вентиляционного трубопровода стерилизатора. Автоклавы работают с комбинацией пара, давления и времени. Они используются при высоких температурах и давлении для уничтожения микроорганизмов и спор. Они используются для обеззараживания биологических отходов и стерилизации сред, инструментов и лабораторной посуды. Медицинские отходы, которые потенциально могут содержать бактерии, вирусы и другие органические материалы, перед утилизацией рекомендуется инактивировать путем автоклавирования.
Сумка для автоклава является одним из многих аксессуаров для автоклава, наряду с лентами, лотками, корзинами, очистителями камеры, индикаторными полосками и вкладышами для лотков. В этой статье объясняется, как работает автоклавирование, как используются мешки, а также типы мешков, в каких отраслях промышленности используется автоклавирование и что следует учитывать при выборе мешка для автоклава.
В этой статье объясняется, как работает автоклавирование, как используются мешки, а также типы мешков, в каких отраслях промышленности используется автоклавирование и что следует учитывать при выборе мешка для автоклава.
Как работает автоклавирование?
Автоклав создает различные режимы высокой температуры, вакуума и давления для стерилизации загрузки. Тип стерилизуемых материалов определяет тип используемого цикла стерилизации. Общие типы циклов: «жидкости», используемые для любых растворов на водной основе, «сухие продукты с вакуумом» и «сухие продукты без вакуума». Автоклавы часто имеют дополнительный «цикл сушки», при котором горячий воздух продувается через камеру, чтобы высушить предметы, прежде чем они будут удалены. Эти настройки управления могут, конечно, быть разными для разных марок автоклавов.
Цикл «жидкости» более продолжительный, чем два других режима, и работает при более низких температурах, чтобы уменьшить испарение стерилизуемых жидкостей.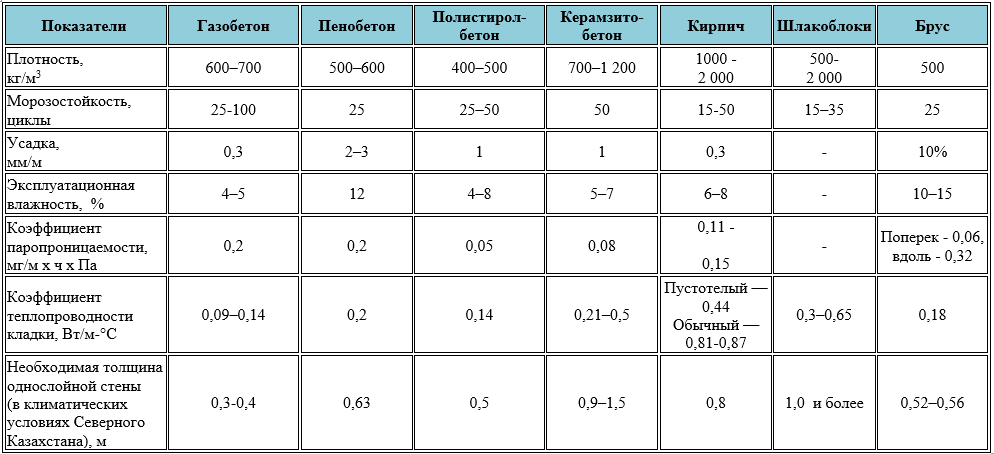 Уплотнения на контейнерах должны быть свободными, чтобы расширение паров в процессе нагревания не привело к взрыву контейнера. Легковоспламеняющиеся или летучие жидкости нельзя автоклавировать.
Уплотнения на контейнерах должны быть свободными, чтобы расширение паров в процессе нагревания не привело к взрыву контейнера. Легковоспламеняющиеся или летучие жидкости нельзя автоклавировать.
Процесс «сухие продукты с вакуумом» перемещает пар и тепло в самые глубокие части больших мешков для автоклавов и создает наилучшие условия для уничтожения стойких организмов. Во время этого процесса камера переключается между циклами вакуума и высокого давления. Затем камера находится под давлением пара в течение длительного периода времени, после чего следует короткий вакуумный цикл. Пар и давление должны быть в состоянии достичь всей загрузки, поэтому застежки автоклавных мешков следует ослабить после того, как они будут помещены в автоклав.
Процесс «сухих товаров без вакуума» создает давление в камере с паром в течение всего цикла, прежде чем вернуться к нормальному режиму. Этот процесс используется в основном для материалов, которые были очищены, но все еще нуждаются в стерилизации.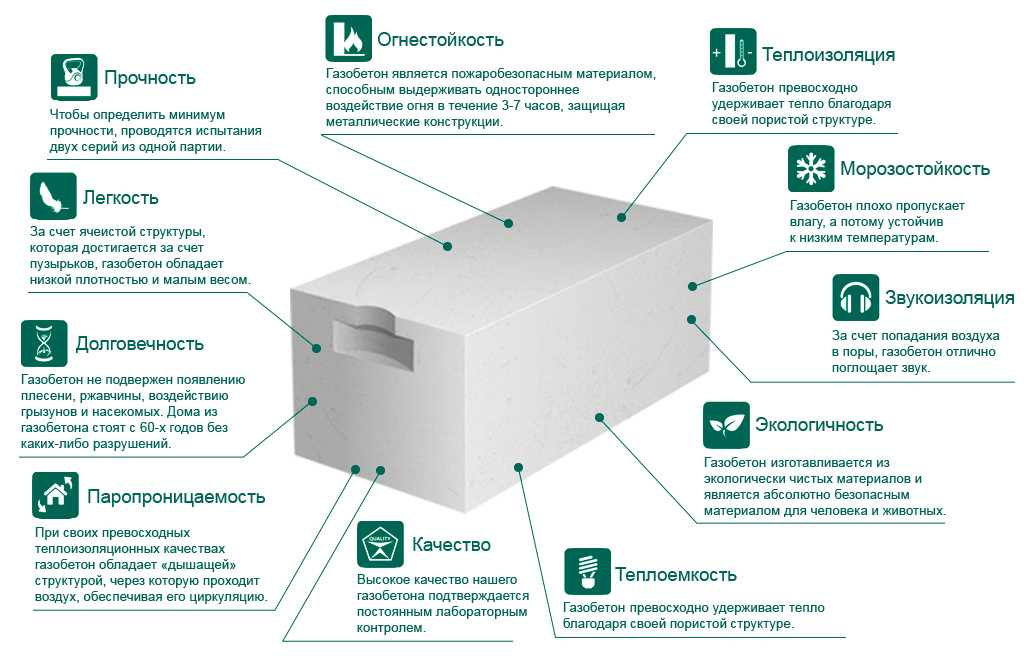 Материалы должны быть упакованы в мешки, чтобы тепло и давление могли достичь всей загрузки.
Материалы должны быть упакованы в мешки, чтобы тепло и давление могли достичь всей загрузки.
Типы пакетов для автоклавов
Тип используемого автоклавируемого мешка зависит от типа автоклава, иногда называемого стерилизатором. Существует пять видов автоклавов, для каждого из которых требуются определенные типы пакетов. Для гравитационного пара используются полиэтиленовые или полипропиленовые мешки. В паровых автоклавах высокого вакуума используются полипропиленовые мешки. Для газовых автоклавов ETO требуются полиэтиленовые или полипропиленовые мешки. Химический автоклав, полипропиленовые мешки. Нейлоновые мешки используются с автоклавами с сухим жаром. Полиэтиленовые или полипропиленовые мешки высокой плотности используются в гравитационных паровых стерилизаторах, поскольку достигаемые температуры превышают 250 градусов по Фаренгейту. Полипропиленовые мешки используются только в паровых стерилизаторах высокого вакуума и химических стерилизаторах давления паров, потому что эти стерилизаторы достигают температуры 285 градусов по Фаренгейту. Нейлоновые мешки используются в сухожаровых стерилизаторах, потому что эти стерилизаторы достигают температуры до 320 градусов по Фаренгейту.
Нейлоновые мешки используются в сухожаровых стерилизаторах, потому что эти стерилизаторы достигают температуры до 320 градусов по Фаренгейту.
Для автоклавирования инфекционных материалов рекомендуются следующие пакеты: прозрачные или оранжевые полиэтиленовые пакеты, прочные, гибкие, свинцовые и устойчивые к проколам. Также рекомендуется наличие четко видимого символа биологической опасности, который затемняется, чтобы показать правильную температуру автоклавирования.
Отрасли, использующие автоклавы
Автоклавы популярны в медицинской промышленности. Большинство научно-исследовательских лабораторий в университетских городках требуют использования автоклавов. Любая отрасль, использующая биологический или органический материал, может использовать автоклав. Поскольку медицинские учреждения должны принимать многочисленные меры предосторожности, чтобы обеспечить чистоту и стерилизацию помещения и любого используемого оборудования, автоклавы являются идеальной машиной. Такие предметы, как хирургические инструменты и стеклянная посуда, должны быть полностью стерилизованы.
Такие предметы, как хирургические инструменты и стеклянная посуда, должны быть полностью стерилизованы.
Тату-салоны и салоны пирсинга должны соответствовать санитарным нормам и стандартам, и для их соблюдения часто используют автоклавы. Поскольку и при татуировках, и при пирсинге используются иглы, которые проникают в кожу, крайне важно использовать стерилизатор в автоклаве для татуировок. Иглы, зажимы, украшения и любые другие инструменты очищаются автоклавом. Автоклавный стерилизатор часто используется для предотвращения распространения инфекций или болезней, передающихся через кровь.
Автоклавымогут стерилизовать несколько инструментов за один цикл, что делает их ценными в быстро развивающихся отраслях, таких как медицина и модификация тела. Использование автоклавов делает как процедуры, так и продукты более безопасными как для учреждения, так и для пациента или клиента.
Критерии выбора мешка для автоклава
Большинство пакетов, помеченных как автоклавируемые, не подходят, если они полностью закрыты, потому что пар не проникает в пакет для стерилизации материалов внутри. Паронепроницаемые пакеты должны быть частично открытыми или в них должны быть пробиты отверстия в верхней части для проникновения пара.
Паронепроницаемые пакеты должны быть частично открытыми или в них должны быть пробиты отверстия в верхней части для проникновения пара.
Пакеты для автоклавов с напечатанным предупреждением о том, что они должны оставаться открытыми во время стерилизации, никогда не должны закрываться. Если в пакет попал воздух, продукт может быть недостаточно стерилизован. Пакеты для автоклавов, допускающие проникновение пара, склонны плавиться или крошиться в процессе стерилизации. Автоклавируемые пакеты также могут протекать, поэтому их следует помещать в неглубокий металлический поддон.
Важно знать, что автоклав тщательно стерилизовал свое содержимое. Большинство пакетов для автоклавов печатаются краской, которая меняет цвет, когда материалы внутри достигают нужной температуры. Проблема с использованием этого типа мешков заключается в том, что краситель находится на поверхности груза, а изменение цвета не гарантирует, что самые внутренние части большого груза в мешке также будут стерильными.