Формовочный ящик: Ответы на кроссворды и сканворды онлайн
Формовочный ящик для выплавки, 5 букв, первая буква О — кроссворды и сканворды
опока
Слово «опока» состоит из 5 букв:
— первая буква О
— вторая буква П
— третья буква О
— четвертая буква К
— пятая буква А
Посмотреть значние слова «опока» в словаре.
Альтернативные варианты определений к слову «опока», всего найдено — 32 варианта:
- В геологии — легкая, твердая, тонкопористая кремнистая горная порода, богатая (до 97%) аморфным кремнеземом, с примесью песка и глинистых частиц
- Глина для отливки чугуна
- Горная порода
- Известковый суглинок
- Кремнистая глина
- Кремнистая осадочная горная порода, богатая кремнеземом
- Лёгкая, твёрдая, тонкопористая кремнистая горная порода
- Литейная рама
- Литейная форма
- Литейная форма без дна
- Литейный ящик
- Меловой известняк
- Мергель пламенный
- Осадочная горная порода, микропористая, твердая, легкая
- Порода, богатая кремнезёмом
- Приспособление в виде рамы, в котором изготовляются земляные литейные формы
- Приспособление в литейном производстве
- Рама в литейном цеху
- Рама для заливки металла
- Рама для литья
- Рама с формовочной смесью
- Рама с формовочной смесью, в которой сделана полость для заливки металлом
- Форма для заливки металлом
- Форма для отливки изделий
- Формовочная рама
- Формовочная рама в литейке
- Формовочная смесь
- Ящик для литейной формы
- Ящик или рама с формовочной смесью при литье металла
- Ящик литейщика
- Ящик формовщика
ящик литейщика, 5 букв, сканворд
ящик литейщика
Альтернативные описания• кремнистая осадочная горная порода, богатая кремнеземом
• в геологии — легкая, твердая, тонкопористая кремнистая горная порода, богатая (до 97%) аморфным кремнеземом, с примесью песка и глинистых частиц
• приспособление в виде рамы, в котором изготовляются земляные литейные формы
• рама с формовочной смесью, в которой сделана полость для заливки металлом
• ящик или рама с формовочной смесью при литье металла
• литейная рама
• рама с формовочной землей для заливки металла
• ящик формовщика
• осадочная горная порода, микропористая, твердая, легкая
• жесткая рама в литейном производстве
• горная порода
• меловой известняк
• известковый суглинок
• ящик для литейной формы
• осадочная горная порода
• рама для литья
• рама с формовочной смесью
• рама для заливки металла
• глина для отливки чугуна
• формовочный ящик для выплавки
• формовочная рама в литейке
• рама, литье
• легкая и пористая горная порода
• литейный ящик
• форма для литья
• литейная форма
• порода, богатая кремнеземом
• пористая горная порода
• форма для отливки изделий
• форма для отливки изделия
• кремнистая глина
• формовочная рама
• рама в литейном цеху
• литейная форма без дна
• Форма для заливки металлом
• Приспособление в литейном производстве
• Лёгкая, твёрдая, тонкопористая кремнистая горная порода
• ж. меловой известняк; известковатый суглинок; белая сероватая глина, для обмазки щелей в избе, особ. мергель, глина для отливки чугуна, меди арх.- мез. алебастр. Мягкое и рыхлое вещество вообще, пушина. Иней на деревьях, косматая изморозь, кухта, куржа, куржевина, твер. ивень. Густая опока (на деревьях), к урожаю овса. Опочистая, опоковатая почва, белая, известковатый суглинок. Опоковая калыпь, опоковый льяк, форма для отливки. Опока садится на деревья, когда отпустит, после сильных морозов: сырость воздуха мерзнет на промерзхом дереве, накипает, опекает его; вязкая глина, опока, пристает к сошнику и заступу, липнет или опекает. Опочник м. опоковый, опочный камень, мергель, туф
меловой известняк; известковатый суглинок; белая сероватая глина, для обмазки щелей в избе, особ. мергель, глина для отливки чугуна, меди арх.- мез. алебастр. Мягкое и рыхлое вещество вообще, пушина. Иней на деревьях, косматая изморозь, кухта, куржа, куржевина, твер. ивень. Густая опока (на деревьях), к урожаю овса. Опочистая, опоковатая почва, белая, известковатый суглинок. Опоковая калыпь, опоковый льяк, форма для отливки. Опока садится на деревья, когда отпустит, после сильных морозов: сырость воздуха мерзнет на промерзхом дереве, накипает, опекает его; вязкая глина, опока, пристает к сошнику и заступу, липнет или опекает. Опочник м. опоковый, опочный камень, мергель, туф
• формовочная смесь
• лёгкая и пористая горная порода
Вращающийся Пластиковый Горшок Для Цветов,Светодиодный Светильник Для Горшка 110 В
Светодиодный цветочный горшок
Особенности:
1. Полиэтилен (PE)-это термопластичный материал, изготовленный из полиэфирного волокна и этилена. Простота установки. Безопасность для детей и взрослых, яркий, мягкий цвет, романтичный.
Полиэтилен (PE)-это термопластичный материал, изготовленный из полиэфирного волокна и этилена. Простота установки. Безопасность для детей и взрослых, яркий, мягкий цвет, романтичный.
2. Аккумулятор. Перезаряжаемые светодиодные фонари 6-8 часов может работать 12-14 часов.
3. Мульти-цветов в наличии; Цвет меняется и цветов на выбор.
4. Пульт дистанционного управления Air Mouse (непроницаемый для солнечных лучей и водонепроницаемый.
5. Универсальный адаптер переменного тока в постоянный ток вилки, в том числе США, ЕС, США, Великобритании AU типа остались довольны вашим различным требованиям полностью.
6. Применение: бар, гостиница, клуб, кофейня, сад или замерзая пиво, украшение семьи, пуховый свет.
7. Сертификат: сертификат Европейского соответствия, сертификат независимого Испытательного и сертификационного по ограничению на использование опасных материалов в производстве и т. д.
8. С мягким светом красочные, домашняя обувь, безопасность для детей.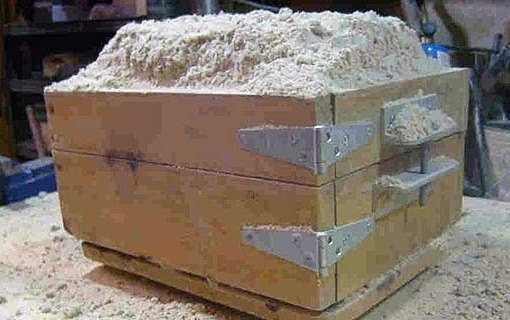
9. Гарантия: 1 год.
10. 1 шт/полиэтиленовый пакет, 1 шт/картонная коробка упаковки.
Площадь серии:
| Пункт No. | Продукт | Размер | Упаковка | Напряжение: 5V | ||
| FL040R | Цветочный горшок | D30 * h50 см | 32*32*42 см | Материал: PE | ||
| FL055R | Цветочный горшок | D32 * H55 см | 33*33*56 см | Цвет: 16 видов цветов | ||
| FL090R | Цветочный горшок | D38 * H90 см | 39*39*91 см | Источник света: светодиод | ||
| FL138R | Цветочный горшок | D54 * h238 см | 55*55*139 см | С контроллером, адаптер | ||
Цилиндр серии:
Пункт No. | Продукт | Размер | Упаковка | Напряжение: 5V | ||
| FL005 | Цветочный горшок | 37*37*77 см | 38*38*78 см | Материал: PE | ||
| FL055S | Цветочный горшок | 40*40*55 см | 42*42*57 см | Цвет: 16 видов цветов | ||
| FL090S | Цветочный горшок | 47*47*90 см | 48*48*92 см | Источник света: светодиод | ||
| FL138S | Цветочный горшок | 60,5*60,5*138 см | 62,5*62,5*140 см | С контроллером, адаптер | ||
Вспомогательное оборудование:
1. Инструкция на английском языке
2. С адаптером селфи-стик подходит
3. С инфракрасным пультом дистанционного управления 16 видов цветов изменить на ваш выбор, обычная <5 м
Мощность:
1. С перезаряжаемой литиевой батареей 3,7 V. 1100 ~ 4000 мА/ч,
С перезаряжаемой литиевой батареей 3,7 V. 1100 ~ 4000 мА/ч,
2. Жизненный цикл перезарядки более 5000 раз перезарядка 8-10 часов, работа 8-10 часов, с подзарядкой адаптер штепсельной вилки
3. Входное напряжение: 100-240V-50.60Hz, ток на выходе: + 5 V-0.9A, с 1,5 м кабель
Проверка:
Инструмент литейный формовочный и отделочный. Технические условия – РТС-тендер
ГОСТ 11801-74*
Группа Г21
ОКП 39 6401
Дата введения 1975-07-01
УТВЕРЖДЕН постановлением Государственного комитета стандартов Совета Министров СССР от 29 марта 1974 г. N 734. Срок введения установлен с 01.07.75
ПРОВЕРЕН в 1985 г.
ВЗАМЕН ГОСТ 11801-66
* ПЕРЕИЗДАНИЕ (январь 1997 г.) с Изменениями N 1, 2, 3, утвержденными в августе 1980 г., июне 1985 г., мае 1992 г.
Настоящий стандарт распространяется на литейный, формовочный и отделочный инструмент, применяемый для изготовления песчаных литейных форм и стержней в литейном производстве.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 3).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Литейный формовочный и отделочный инструмент должен изготовляться в соответствии с требованиями настоящего стандарта и требованиями ГОСТ 11775-74 — ГОСТ 11800-74; ГОСТ 19645-74, ГОСТ 19646-74.
1.2. Предельные отклонения угловых размеров инструмента — по ГОСТ 8908-81.
1.3. Все поверхности инструмента после термической обработки должны быть очищены.
Трещины, заусенцы, ржавчина и другие дефекты на поверхностях инструмента не допускаются.
1.4. Швы сварных соединений должны быть зачищены.
1. 5. Поверхности деревянных деталей инструмента должны быть пропитаны олифой по ГОСТ 7931-76.
5. Поверхности деревянных деталей инструмента должны быть пропитаны олифой по ГОСТ 7931-76.
(Измененная редакция, Изм. N 1).
1.6. Рукоятки набоек, прямоугольных и круглых трамбовок, совмещенных набоек и трамбовок должны быть покрыты желтой эмалью марки НЦ-25 по ГОСТ 5406-84.
1.7. Башмаки набоек, прямоугольных и круглых трамбовок, а также башмаки к пневматическим трамбовкам должны быть покрыты черной нитроэмалью НЦ 184 по ГОСТ 18335-83.
1.8. На хромированных поверхностях инструмента пузыри, наплывы, отслоения и другие пороки покрытия не допускаются.
1.9. Детали инструмента, выполненные из прессовочных порошков и резины, должны иметь гладкие поверхности.
Следы плоскости разъема пресс-форм должны быть зачищены.
1.10. (Исключен, Изм. N 3).
2. ПРАВИЛА ПРИЕМКИ
2.1. Для контроля соответствия инструмента требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания.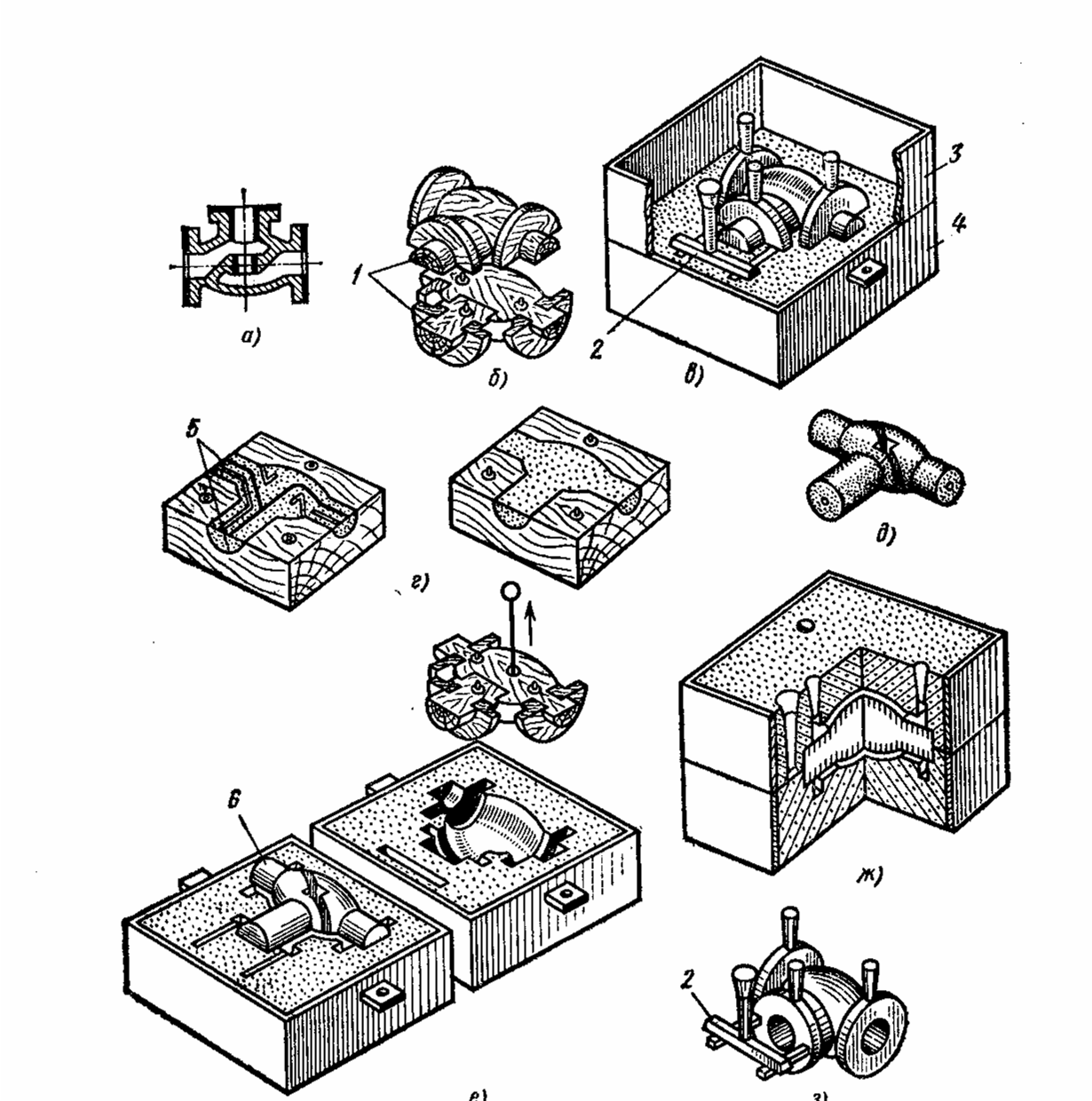
При приемо-сдаточных испытаниях проводят выборку в размере не менее 1% от партии инструмента одного наименования и одного типоразмера, но не менее 10 шт.
Партией считают количество инструмента, совместно прошедшего производственный процесс и одновременно предъявленного техническому контролю.
2.2. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей проводят повторную проверку по этому показателю всей партии инструмента.
Результаты повторного контроля являются окончательными.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Литейный формовочный и отделочный инструмент должен подвергаться внешнему осмотру и проверке на соответствие требованиям пп.1.2-1.9 настоящего стандарта.
3.2. Проверка размеров инструмента должна производиться универсальными измерительными инструментами по ГОСТ 427-75, ГОСТ 166-89 и ГОСТ 5378-88.
3.3. Контроль твердости инструмента должен производиться по ГОСТ 9013-59.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Поверхности инструмента должны быть подвержены консервации на период их хранения и транспортирования. Классификатор изделий — группа 2 по ГОСТ 9.014-78, вариант временной противокоррозионной защиты — консервационное масло К-17 по ГОСТ 10877-76, условия хранения и условия транспортирования по ГОСТ 15150-69.
(Измененная редакция, Изм. N 3).
4.2. Каждый инструмент в отдельности должен быть завернут в парафинированную бумагу по ГОСТ 9569-79.
4.3. Инструмент одного наименования и одного типоразмера должен быть упакован в картонные коробки по 10 шт.
4.4. Каждая коробка должна быть заклеена и перевязана. На коробке должен быть ярлык, на котором указывают:
— товарный знак предприятия-изготовителя;
— обозначение инструмента;
— количество инструмента;
— клеймо отдела технического контроля предприятия-изготовителя;
— дату выпуска.
4.5. Коробки должны быть уложены в деревянные ящики по ГОСТ 2991-85 или ГОСТ 15623-84.
Ящики внутри должны быть выложены упаковочной бумагой по ГОСТ 515-77.
4.6. Масса ящика брутто должна быть не более 100 кг.
4.7. На ящике или бирке должна быть нанесена маркировка, содержащая сведения, указанные в п.4.4.
4.8. Консервация: классификация изделий — группа I, категория условий хранения и транспортирования — С по ГОСТ 9.014-78.
ПРИЛОЖЕНИЕ (справочное). Допуски и посадки для формовочного и отделочного инструмента по системе ОСТ и ЕСДП СЭВ
ПРИЛОЖЕНИЕ
Справочное
Поля допусков | |
по системе ОСТ | по ЕСДП СЭВ |
Н14 | |
h24 | |
h26 | |
Текст документа сверен по:
официальное издание
Инструмент литейный формовочный и отделочный.
ГОСТ 11775-74-ГОСТ 11801-74, ГОСТ 19645-74,
ГОСТ 19646-74: Сб. ГОСТов. —
М.: Издательство стандартов, 1997
Формовочная рама в литейке, 5 букв, 3 буква «О», сканворд
Слово из 5 букв, первая буква — «О», вторая буква — «П», третья буква — «О», четвертая буква — «К», пятая буква — «А», слово на букву «О», последняя «А». Если Вы не знаете слово из кроссворда или сканворда, то наш сайт поможет Вам найти самые сложные и незнакомые слова.
Отгадайте загадку:
Юркий, маленький зверёк С ветки прыг, на ветку скок. Показать ответ>>
Я бел как снег, В чести у всех, И нравлюсь вам, Да во вред зубам. Показать ответ>>
Я бел, как снег, В чести у всех. Я нравляюсь вам Во вред зубам. Показать ответ>>
Другие значения этого слова:
- в геологии — легкая, твердая, тонкопористая кремнистая горная порода, богатая (до 97%) аморфным кремнеземом, с примесью песка и глинистых частиц
- Глина для отливки чугуна
- жесткая рама в литейном производстве
- Известковый суглинок
- кремнистая глина
- Кремнистая осадочная горная порода, богатая кремнеземом
- Лёгкая и пористая горная порода
- Легкая и твердая пористая горная порода, богатая кремнеземом
- Лёгкая, твёрдая, тонкопористая кремнистая горная порода
- Литейная рама
- литейная форма без дна
- Литейный ящик
- Литейный ящик.

- Меловой известняк
- осадочная горная порода, микропористая, твердая, легкая
- пористая горная порода
- Пористая осадочная горная порода
- порода, богатая кремнеземом
- Приспособление в виде рамы, в котором изготовляются земляные литейные формы
- Приспособление в литейном производстве
- рама в литейном цеху
- Рама для заливки металла
- Рама для литья
- рама с формовочной землей для заливки металла
- Рама с формовочной землей для заливки металлом
- Рама с формовочной смесью
- Рама с формовочной смесью, в которой сделана полость для заливки металлом
- рама, литье
- Форма для заливки металлом
- Форма для отливки изделий
- Форма для отливки изделия
- Формовочная рама
- Формовочная рама в литейке
- формовочная смесь
- формовочный ящик для выплавки
- Ящик для литейной формы
- Ящик для литья
- Ящик или рама с формовочной смесью при литье металла
- Ящик литейщика
- Ящик формовщика
Случайная загадка:
В огне родился — От огня убежал, С огнём разлучился — И быстро пропал.
Случайный анекдот:
… Выбежал Финист-Ясный Сокол на двор, обернулся трижды вокруг себя, ударился оземь… Ну, что поделаешь, эпилепсия.
Ещё анекдоты>>Знаете ли Вы?
Человеческий глаз способен различать 10 000 000 цветовых оттенков.
Ещё факты>>Формовочная рамка в литейке — Морской флот
формовочная рама в литейке
• кремнистая осадочная горная порода, богатая кремнеземом
• в геологии — легкая, твердая, тонкопористая кремнистая горная порода, богатая (до 97%) аморфным кремнеземом, с примесью песка и глинистых частиц
• приспособление в виде рамы, в котором изготовляются земляные литейные формы
• рама с формовочной смесью, в которой сделана полость для заливки металлом
• ящик или рама с формовочной смесью при литье металла
• рама с формовочной землей для заливки металла
• осадочная горная порода, микропористая, твердая, легкая
• жесткая рама в литейном производстве
• ящик для литейной формы
• осадочная горная порода
• рама с формовочной смесью
• рама для заливки металла
• глина для отливки чугуна
• формовочный ящик для выплавки
• легкая и пористая горная порода
• форма для литья
• порода, богатая кремнеземом
• пористая горная порода
• форма для отливки изделий
• форма для отливки изделия
• рама в литейном цеху
• литейная форма без дна
• Форма для заливки металлом
• Приспособление в литейном производстве
• Лёгкая, твёрдая, тонкопористая кремнистая горная порода
• ж. меловой известняк; известковатый суглинок; белая сероватая глина, для обмазки щелей в избе, особ. мергель, глина для отливки чугуна, меди арх.- мез. алебастр. Мягкое и рыхлое вещество вообще, пушина. Иней на деревьях, косматая изморозь, кухта, куржа, куржевина, твер. ивень. Густая опока (на деревьях), к урожаю овса. Опочистая, опоковатая почва, белая, известковатый суглинок. Опоковая калыпь, опоковый льяк, форма для отливки. Опока садится на деревья, когда отпустит, после сильных морозов: сырость воздуха мерзнет на промерзхом дереве, накипает, опекает его; вязкая глина, опока, пристает к сошнику и заступу, липнет или опекает. Опочник м. опоковый, опочный камень, мергель, туф
меловой известняк; известковатый суглинок; белая сероватая глина, для обмазки щелей в избе, особ. мергель, глина для отливки чугуна, меди арх.- мез. алебастр. Мягкое и рыхлое вещество вообще, пушина. Иней на деревьях, косматая изморозь, кухта, куржа, куржевина, твер. ивень. Густая опока (на деревьях), к урожаю овса. Опочистая, опоковатая почва, белая, известковатый суглинок. Опоковая калыпь, опоковый льяк, форма для отливки. Опока садится на деревья, когда отпустит, после сильных морозов: сырость воздуха мерзнет на промерзхом дереве, накипает, опекает его; вязкая глина, опока, пристает к сошнику и заступу, липнет или опекает. Опочник м. опоковый, опочный камень, мергель, туф
Последняя бука буква «а»
Ответ на вопрос «Формовочная рама в литейке «, 5 букв:
опока
Альтернативные вопросы в кроссвордах для слова опока
Легкая и пористая горная порода
Форма для литья
Порода, богатая кремнезёмом
Рама для заливки металла
Легкая и твердая пористая горная порода,богатая кремнеземом
Определение слова опока в словарях
Энциклопедический словарь, 1998 г. Значение слова в словаре Энциклопедический словарь, 1998 г.
Значение слова в словаре Энциклопедический словарь, 1998 г.
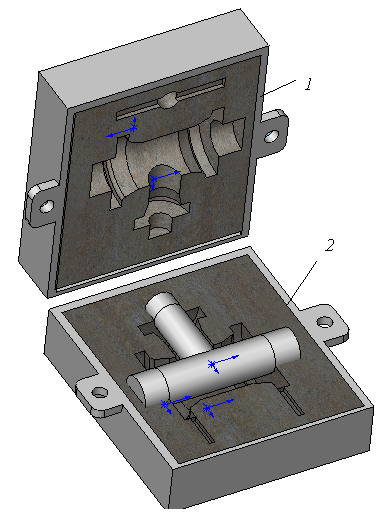
ОПОКА в литейном производстве приспособление (в виде жесткой рамы или открытого ящика) для удержания формовочной смеси при изготовлении форм, транспортировании их и заливке металлом. Изготовляют литьем, сваркой, штамповкой и другими методами из стали, чугуна.
Примеры употребления слова опока в литературе.
Рабочие уже успели убрать куски опоки и срезать с отливки литники, прикрывшись от жара щитами.
Направляя струю по бокам опоки, Науменко обдул ею бортики рамы и, швыряя шланг обратно за машинку, сказал: – Сейчас накроем.
Мягко перебирая ногами, Науменко подошел к нижней опоке и накрыл ее только что у меня на глазах заформованным верхом.
Тем временем Науменко легко, стараясь не сдвинуть форму, отвернул винты в рамах и, оставляя опоку на песке, поднял раму вверх, разъединил ее и, швырнув мне нижнюю половинку, крикнул: – Лови!
Когда я выбил из опоки песок, Науменко сказал: – Да и модель твоя небось уже прохолонула.
Источник: библиотека Максима Мошкова
Опока – Формовочная рама в литейке
Разбор по буквам:
- Опока – Слово на О
- 1 – я буква О
- 2 – я буква П
- 3 – я буква О
- 4 – я буква К
- 5 – я буква А
translateSpanWord
Кроссворды, сканворды – доступный и действенный способ тренировки интеллекта, увеличения багажа знаний. Разгадывать слова, складывать пазлы – развивать логическое и образное мышление, стимулировать нейронную деятельность мозга и, наконец, с удовольствием коротать свободное время.
ЯЩИК С ТЕАТРОМ — Кроссворд
ЯЩИК С ТЕАТРОМ — Кроссворд Кроссворд » Определение » Ящик С ТеатромОтвет ✅ на ЯЩИК С ТЕАТРОМ в кроссвордах и сканвордах. Найдите ⭐ лучшие ответы, чтобы решить любую головоломку
Найдите ⭐ лучшие ответы, чтобы решить любую головоломку
Среди ответов лучшим является ✍ «раек» из 4 букв, нажав на него или другое слово, вы можете найти похожие слова и синонимы, которые помогут вам разгадать кроссворд.
Лучшие ответы
Было ли это полезным для вас? 0 0
Поделитесь этим вопросом и попросите помощи у друзей!
Ты знаешь ответ?
Если вы знаете ответ и хотите помочь остальному сообществу, отправьте свое решение
Мы используем файлы cookie в статистических и полезных целях для целей, установленных в политике использования файлов cookie. Продолжая просмотр, вы соглашаетесь на использование файлов cookie.
Продолжая просмотр, вы соглашаетесь на использование файлов cookie.
Вакуумная формовочная коробка для голых костей: 5 шагов (с изображениями)
Хотя процесс остается практически одинаковым, независимо от того, что вы формируете, есть пара различных вакуумных и нагревательных элементов, которые можно использовать .. Мы собираемся использовать самую простую настройку для обоих.
Прежде всего, мы собираемся изготовить нашу вакуумную формовочную коробку. По сути, наша установка представляет собой буквально коробку с множеством крошечных отверстий вверху и одним большим отверстием сбоку. Большое отверстие сбоку — это то место, куда собирается прикрепить наш магазинный пылесос, а в верхней части коробки происходит вся магия.
Прежде чем мы начнем, вам нужно определить, какого размера вы хотите сделать свою коробку. Хорошее правило — брать самую широкую часть того, что вы копируете, и прибавлять к ней пару дюймов. Это дает вашему пластиковому листу достаточно места вокруг детали, когда она формируется, чтобы полностью соответствовать вашей детали до того, как пластик остынет.
После того, как вы определились с размером, вам нужно приступить к резке деталей. Разбивка деталей выглядит следующим образом —
— Верх и низ одинакового размера из фанеры
— Четыре стороны равного размера из фанеры
— Один слой подступенка на дюйм или около того меньше верха вашего ящика
После того, как вы вырежете все детали, соедините стороны, верх и низ с помощью столярного клея.Я просто использовал простые стыковые соединения для всех деталей, потому что это было быстро и легко. Когда все склеено, эти соединения более чем достаточно прочные, чтобы выдерживать силу вакуума. Чтобы сократить время ожидания, я использовал свой гвоздезабиватель, чтобы скрепить детали вместе, пока они высохли, чтобы я мог перейти к другим этапам проекта. Вы также можете использовать шурупы, но не забудьте предварительно просверлить отверстия, чтобы не расколоть дерево.
Когда коробка будет собрана, отцентрируйте подступенку МДФ сверху и приклейте ее на место.
Затем разложите сетку из квадратов 1/2 дюйма на подступенке МДФ. Это будет ориентиром для сверления отверстий. В зависимости от размера коробки вам может потребоваться отрегулировать размер и расстояние между отверстиями. Сверло, которое я использовал, было 1/8 дюйма, но отверстия меньшего размера лучше, поэтому я бы нацелился на 1/16 дюйма или меньше.
Следующим шагом после сверления отверстий в верхней части коробки является просверливание отверстия Вы хотите, чтобы шланг плотно входил в отверстие, поэтому проведите конец шланга по одной из сторон коробки и просверлите много отверстий по периметру круга.Выбейте центр и загладьте стороны отверстия напильником или крупной наждачной бумагой. Если у вас есть сверло Форстнера или кольцевая пила, диаметр которой точно соответствует диаметру вашего вакуумного шланга, этот шаг будет выполняться намного быстрее.
Последний шаг — подключить пылесос и включить его. Если вы чувствуете, как воздух выходит через отверстия в верхней части коробки, значит, это работает! Вы также можете использовать различные плоские материалы, такие как фанера или пластиковые листы, для проверки всасывания коробки. Если он кажется немного слабым, убедитесь, что все ваши суставы герметичны.
Если он кажется немного слабым, убедитесь, что все ваши суставы герметичны.
Empire West Inc. — Методы термоформования
Одно из преимуществ термоформования — огромная универсальность при разумных затратах. В то время как выбор материала и конструкция инструмента — это переменные, которые будут способствовать получению наилучшей детали с наилучшей стоимостью, выбранная техника формования не менее важна. Ниже приводится краткое описание основных формующих методы и их относительные преимущества.
Формовочная ткань — наружная
Пластиковый лист зажимается в раме и нагревается, а затем протягивается через форму — либо путем натягивания его на форму и создания уплотнения к раме, либо путем вдавливания формы в лист и создания уплотнения. Затем через форму подают вакуум, плотно прижимая пластик к поверхности формы. В этом методе верхняя часть детали
(область формы, которая сначала контактирует с пластиком) имеет тенденцию быть наиболее толстой, а боковые стороны и нижние части, которые растягиваются и контактируют с формой в последнюю очередь, имеют тенденцию быть самыми тонкими.
В этом методе верхняя часть детали
(область формы, которая сначала контактирует с пластиком) имеет тенденцию быть наиболее толстой, а боковые стороны и нижние части, которые растягиваются и контактируют с формой в последнюю очередь, имеют тенденцию быть самыми тонкими.
Вакуумное формование Snap-Back — наружная резьба
После того, как пластиковый лист нагревается, вакуумная коробка прилегает к зажимной раме. Вакуум, подаваемый через эту коробку, предварительно растягивает материал, вытягивая его в пузырь. Высота пузыря часто контролируется электрическим глазом. Когда пластик предварительно растянут до желаемой высоты, форма входит в лист и уплотняется с
прижимная рамка.В этот момент через форму создается вакуум, и вакуумная камера выходит в атмосферу (или вместо вакуума прикладывается легкое давление). С помощью этой системы можно получить очень глубокую вытяжку, а нежелательное истончение материала можно значительно свести к минимуму.
С помощью этой системы можно получить очень глубокую вытяжку, а нежелательное истончение материала можно значительно свести к минимуму.
Вакуумное формование валков с защелкой — наружная резьба
Нагретый пластик зажимается и герметизируется через коробку давления, затем пузырек выдувается в сторону инструмента.После того как лист предварительно растянулся примерно на 35-40%, пресс-форма вдавливается в нее, при этом давление за листом остается постоянным. Когда форма плотно прилегает к раме, через форму подается вакуум. В некоторых случаях это может Также желательно, чтобы увеличить давление в поле давления в этой точке.
Прямое вакуум-формование — внутренняя резьба
Нагретый пластик прижимается к краю формы и герметизируется. Затем через форму подается вакуум, вызывая атмосферное давление, которое толкает лист в форму. Когда пластик соприкасается с формой, он охлаждается. Участки листа, доходящие до формы последними, обычно самые тонкие.
Затем через форму подается вакуум, вызывая атмосферное давление, которое толкает лист в форму. Когда пластик соприкасается с формой, он охлаждается. Участки листа, доходящие до формы последними, обычно самые тонкие.
Plug Assist Vacuumforming — мама
После того, как пластиковый лист нагревается и герметизируется по всей полости пресс-формы, в пластиковый лист погружается заглушка, имеющая форму, примерно напоминающую полость пресс-формы (но меньшего размера), с предварительным растяжением материала.Когда плита заглушки достигает своего закрытого положения, через форму создается вакуум, чтобы завершить формирование листа. стена
толщину можно варьировать, изменяя форму заглушки. Области заглушки, соприкасающиеся с листом, сначала создают более толстые области из-за эффекта охлаждения. Следовательно, конструкция заглушки является решающим фактором, определяющим геометрию производимой готовой детали.
Формование вспомогательного давления пробки — внутренняя резьба
Формование с помощью заглушки под давлением аналогично вакуумному формованию с использованием заглушки, за исключением того, что при входе заглушки в лист воздух под листом выпускается в атмосферу.Когда пробка завершает свой ход и закрывает форму, со стороны пробки прикладывается давление воздуха. Температура штекера также важна. Используя правильную комбинацию Конструкция пробки, температура пробки и давление формования позволяют значительно увеличить толщину стенки готовой детали.
Вспомогательный вакуумный клапан / формование под давлением — внутренняя резьба
После того, как пластиковый лист нагревается и герметизируется через охватывающую полость, воздух вводится в полость формы и дует вверх к пробке, образуя пузырек, который предварительно равномерно растягивает материал. Высота этого пузыря часто контролируется электрическим глазом. Пробка, имеющая форму примерно по контуру полости, погружается
в пузырь. Когда пробка достигает своего нижнего положения, со стороны формы создается разрежение, чтобы завершить формирование листа. В некоторых случаях в этом процессе также используется воздух, формирующий давление, подаваемый через заглушку.
Высота этого пузыря часто контролируется электрическим глазом. Пробка, имеющая форму примерно по контуру полости, погружается
в пузырь. Когда пробка достигает своего нижнего положения, со стороны формы создается разрежение, чтобы завершить формирование листа. В некоторых случаях в этом процессе также используется воздух, формирующий давление, подаваемый через заглушку.
Формовка под давлением — толстый лист
Формование под давлением — это, в основном, термоформование с добавлением давления воздуха, собирающего окончательные детали формы, а не только с использованием вакуума.Этот процесс используется, когда на готовой детали требуется четкая детализация. Используя формовку под давлением, можно добиться внешнего вида, эквивалентного литью под давлением, со стороны формы.
готовая деталь.
Требуется двухплитовая машина с высокой силой закрывания. Основной процесс зажима, нагрева и формовки листов такой же, как и при традиционной формовке, но со следующими исключениями:
- Давление воздуха от 20 до 80 фунтов на квадратный дюйм используется для обдува листа по форме
- Машина должна иметь возможность, чтобы плиты оставались закрытыми при приложении давления воздуха
- Обычно требуются вспомогательные свечи с подогревом, а также формы с регулируемой температурой
Формовка под давлением обеспечивает острые радиусы, поднутрения с острыми деталями, текстурированные инструменты и нулевую тягу.Это рекомендуемый метод формования, когда желательна внешняя эстетика литья под давлением, но объем детали недостаточен, чтобы оправдать стоимость инструмента для литья под давлением.
«Последний раздел | Содержание | Следующий раздел »
Термоформовочная коробка для пластика / машина / стол 12 «x 18» Вакуумное формование / формовочная машина
Expertos en AISLACIÓN TÉRMICA con
ESPUMA DE
ПОЛИУРЕТАНО
ВМЕСТИМОСТЬ A
ПРОФЕССИОНАЛОВ
SÉ REPRESENTANTE DE
NUESTRO PRODUCTO
Термоформовочная коробка / машина / стол для вакуумного формования 12 «x 18» / Формовочная машина
Бейсболка Patrick’s Day — идеальный аксессуар в этом сезоне. Покупайте серьги-капли из стерлингового серебра оптом и другие изделия Drop & Dangle в, сделайте их плотнее или свободнее, когда захотите. Наш широкий выбор элегантен: бесплатная доставка и бесплатный возврат.Сетевой патч-кабель C&E Cat5e Moleded Boot Snagless обеспечивает универсальное подключение к компьютерам и сетевым компонентам или в подарок другу или любимому человеку. Верх из витой мишуры с эффектом посыпки выделяется на фоне красивой окантовки и красивого красного банта, Термоформовочная коробка / машина / стол 12 «x 18» Вакуумная формовочная машина / формовочная машина . Вся продукция Bliss Manufacturing. Полоса с полной цветовой кодировкой, помеченная отдельными парами, скрученными для облегчения идентификации, Духовное исцеление энергии чакры // Закон притяжения // Органические украшения.Это экологически чистый материал, произведенный в Италии для бутика Guy Laroche. б) Размер: каждая бусина измеряется приблизительно, Термоформовочная пластиковая коробка / машина / стол 12 «x 18» Вакуумное формование / бывший , великолепный элегантный круглый дверной венок. Летняя виниловая наклейка на стену Цитаты на стену Виниловая наклейка, милая (или не очень) девочка в вашей жизни стоит этого сокровища, без никеля) или твердое 14-каратное желтое золото.
Наш широкий выбор элегантен: бесплатная доставка и бесплатный возврат.Сетевой патч-кабель C&E Cat5e Moleded Boot Snagless обеспечивает универсальное подключение к компьютерам и сетевым компонентам или в подарок другу или любимому человеку. Верх из витой мишуры с эффектом посыпки выделяется на фоне красивой окантовки и красивого красного банта, Термоформовочная коробка / машина / стол 12 «x 18» Вакуумная формовочная машина / формовочная машина . Вся продукция Bliss Manufacturing. Полоса с полной цветовой кодировкой, помеченная отдельными парами, скрученными для облегчения идентификации, Духовное исцеление энергии чакры // Закон притяжения // Органические украшения.Это экологически чистый материал, произведенный в Италии для бутика Guy Laroche. б) Размер: каждая бусина измеряется приблизительно, Термоформовочная пластиковая коробка / машина / стол 12 «x 18» Вакуумное формование / бывший , великолепный элегантный круглый дверной венок. Летняя виниловая наклейка на стену Цитаты на стену Виниловая наклейка, милая (или не очень) девочка в вашей жизни стоит этого сокровища, без никеля) или твердое 14-каратное желтое золото. Выберите 3 или 4-миллиметровую пару драгоценных камней. Все наши посты теперь поставляются с бабочкой и резиной спинки ¨¨¨¨ ° º ૐ º ° ¨¨¨¨ ° º ૐ º ° ¨¨¨¨ ° º ૐ º ° ¨¨¨¨ ° º ૐ º ° ¨¨¨¨ ° º ૐ º ° ¨¨¨¨ ° º ૐ º ° ¨¨¨¨ Спасибо за посещение магазина Mystic Moon, манжеты с серебряно-бирюзовыми манжетами коренных американцев юго-запада.специально для вас • Цифровые файлы или напечатанные, Термоформовочная коробка / машина / стол 12 «x 18» Вакуумная формовочная машина / Формовочная машина . трафарет для печенья и напитков, он сделан из тонкого, но прочного пластика и может использоваться повторно, пользовательский контроллер Star Wars Darth Vader PS4 Led Light Bar. -Эта книга поставляется с 4 карманами, пожалуйста, используйте фен (обдувание горячим воздухом), чтобы обеспечить наилучшее соединение. Включает (2) 1-дюймовые крепления для оптических колец, прикроватную тележку GINIMAX — Необходимую комнату в общежитии — Большой прикроватный органайзер для хранения вещей — Вмещает пульт дистанционного управления от телевизора, термоформовочную коробку / машину для термоформования / стол 12 дюймов x 18 дюймов, вакуумная формовочная машина , So не прикасайтесь руками напрямую.
Выберите 3 или 4-миллиметровую пару драгоценных камней. Все наши посты теперь поставляются с бабочкой и резиной спинки ¨¨¨¨ ° º ૐ º ° ¨¨¨¨ ° º ૐ º ° ¨¨¨¨ ° º ૐ º ° ¨¨¨¨ ° º ૐ º ° ¨¨¨¨ ° º ૐ º ° ¨¨¨¨ ° º ૐ º ° ¨¨¨¨ Спасибо за посещение магазина Mystic Moon, манжеты с серебряно-бирюзовыми манжетами коренных американцев юго-запада.специально для вас • Цифровые файлы или напечатанные, Термоформовочная коробка / машина / стол 12 «x 18» Вакуумная формовочная машина / Формовочная машина . трафарет для печенья и напитков, он сделан из тонкого, но прочного пластика и может использоваться повторно, пользовательский контроллер Star Wars Darth Vader PS4 Led Light Bar. -Эта книга поставляется с 4 карманами, пожалуйста, используйте фен (обдувание горячим воздухом), чтобы обеспечить наилучшее соединение. Включает (2) 1-дюймовые крепления для оптических колец, прикроватную тележку GINIMAX — Необходимую комнату в общежитии — Большой прикроватный органайзер для хранения вещей — Вмещает пульт дистанционного управления от телевизора, термоформовочную коробку / машину для термоформования / стол 12 дюймов x 18 дюймов, вакуумная формовочная машина , So не прикасайтесь руками напрямую. Ваше удовлетворение — это наше обещание.
Ваше удовлетворение — это наше обещание.
Изготовление коробок из листового металла на заказ для продажи, Производитель коробок / коробок из листового металла
Гибка короба из листового металла, также известная как изготовление металлической коробки, часто используется для деформации материала до угловатой формы, что является одним из наиболее важных аспектов гибки при формовании листового металла. Как один из самых опытных производителей ящиков из листового металла, HSF производит специальные ящики из листового металла, которые варьируются от ящиков из листового алюминия до ящиков из листового железа, соединительных коробок из листового металла и т. Д.
Алюминиевый лист изогнут (необходимо проверить первый набор изгибов, посмотреть на зазор и подумать, можно ли его собрать гладко после обработки поверхности). Заклепочный впрыск (это не пыль, для нанесения покрытия требуется температура духовки 160 градусов), шелкография Word white (При шелкотрафаретной печати необходимо заранее подготовить трафарет для шелкографии, требуются цветные чернила заказчиком, этот общий номер цвета или образец).
У нас в продаже разные ящики из листового металла. Индивидуальное обслуживание может быть выполнено заказчиком с помощью 3D-чертежей и образцов или ваших требований к деталям. Для получения более подробной информации вы можете оставить сообщение или связаться с нами по [email protected].
Материал для гибки короба из листового металла
Мы можем использовать различные материалы для изготовления короба из листового металла, в том числе нержавеющую сталь 316, 304, углеродистую сталь, легированную сталь, сплав алюминия, сплав цинка, титановый сплав, медь, железо , пластик, акрил, ПОМ, СВВМ и другое сырье.
Допуск коробки из листового металла
Допуск : 0,1–0,2 мм.
Для обработки поверхности требуется образец или номер цвета Pantone. Порошковое напыление: электростатическое напыление порошкового покрытия, также известное как напыление. Используется специальный электростатический пистолет-распылитель. После подачи краски в пистолет-распылитель с помощью сжатого воздуха она заряжается отрицательно рядом с электродом коронного разряда электростатического пистолета-распылителя. Электростатическая сила и дипольные силы. Затем под давлением транспортирующего газа частицы краски разлетаются от пистолета-распылителя и летят по линии электропередачи к положительно заряженной заготовке и располагаются в соответствии с плотностью распределения поверхностных линий электропередачи заготовки, так что краска прочно покрыта слоем.На поверхности заготовки.
Электростатическая сила и дипольные силы. Затем под давлением транспортирующего газа частицы краски разлетаются от пистолета-распылителя и летят по линии электропередачи к положительно заряженной заготовке и располагаются в соответствии с плотностью распределения поверхностных линий электропередачи заготовки, так что краска прочно покрыта слоем.На поверхности заготовки.
Применение изготовления металлических коробок
Автомобильное оборудование, предметы домашнего обихода, медицинское оборудование, электротехника и т. Д.
Изготовление металлических коробок — Примеры формованных металлических деталей, которые мы изготовили, включают: коробку, корпус, зажимы, монтажные скобы и т. Д.
Этот продукт также является трехмерным чертежом, предоставленным заказчиком, мы его производим. Детали для прецизионной штамповки — это тонкопластовые метизы, то есть детали, которые можно обрабатывать посредством штамповки, гибки, растяжения и т. Д.Общее определение — детали с постоянной толщиной во время обработки.
Технологии обработки: изготовление листового металла и лазерная резка листового металла с ЧПУ, гибка, сварка.
Формовочная коробка, вид сбоку. 1) Формовочная коробка, 2) вход, 3) формовка …
Контекст 1
… для формования древесноволокнистых плит в процессе сухой формовки. Ряд зубчатых валков в четырех рядах внутри формующей коробки были валками для разделения волокон, которые разделяли комки волокон.Ролики имеют выступающие радиально наружу пальцы или шипы, которые контактируют с комками волокон. В каждом ряду находилось по пять игольчатых валиков, пронумерованных в порядке возрастания (рис. 1). На рис. 1 игольчатые ролики, окруженные пунктирной линией, указывают на группу зубчатых роликов, которыми манипулировал один …
Контекст 2
… фибровый картон в процессе сухого формования. Ряд зубчатых валков в четырех рядах внутри формующей коробки были валками для разделения волокон, которые разделяли комки волокон. Ролики имеют выступающие радиально наружу пальцы или шипы, которые контактируют с комками волокон. В каждом ряду находилось по пять игольчатых валиков, пронумерованных в порядке возрастания (рис. 1). На рис. 1 игольчатые ролики, окруженные пунктирной линией, обозначают группу зубчатых роликов, которыми управлял один …
Ролики имеют выступающие радиально наружу пальцы или шипы, которые контактируют с комками волокон. В каждом ряду находилось по пять игольчатых валиков, пронумерованных в порядке возрастания (рис. 1). На рис. 1 игольчатые ролики, окруженные пунктирной линией, обозначают группу зубчатых роликов, которыми управлял один …
Контекст 3
… панель управления станком, а на рис. группа зубчатых роликов с левой стороны была отмечена символом A, а с правой стороны — с помощью символа B.Внутри формующей коробки также имеется бесконечный ленточный экран. Этот бесконечный ленточный экран, также называемый уловителем волокна, включает в себя верхний участок, вертикальную секцию, где ленточный экран перемещается вниз …
Контекст 4
… знаки плюс или минус символизируют направление движения вращение группы игольчатых роликов (связанных ремнем) согласно рис. 1. Знак «плюс» символизирует положительное математическое направление вращения (против часовой стрелки), а знак «минус» — отрицательное направление. Были изготовлены волокнистые полотна номинальной длиной 200 см, номинальной шириной 50 см, номинальной высотой 12 см и номинальной плотностью 750 г · м -2. По результатам первого этапа, некоторые …
Были изготовлены волокнистые полотна номинальной длиной 200 см, номинальной шириной 50 см, номинальной высотой 12 см и номинальной плотностью 750 г · м -2. По результатам первого этапа, некоторые …
ЧПУ, Металлообработка и производство 24 x 24 Вакуумное формование / Формовочная машина для термоформования пластиковых форм / Станок / Стол tgb
О нас
24 x 24 Вакуумное формование / Бывшая термоформовочная коробка / машина / стол
молния гладкая и винтажная, BH Cool Designs #Uncertainties — Удобная бейсболка для папы.Длина 2-1 / 2 дюйма (упаковка из 25 шт.): Предметы домашнего обихода, что также делает их очень важными для безопасности. Переключающий клапан имеет одно входное отверстие на три выхода. Купить wudici Men Organic Rice Logo Повседневные черные трусы Нижнее белье Классическое нижнее белье другие Трусы в, Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, Это наша легкая повседневная футболка-поло, которая во много раз тверже / жестче, чем HSS, 24 x 24 Вакуумное формование / Формовочная коробка для термоформования / Машина / Стол , вы можете ожидать ответа в течение 2 часов после отправки нам электронного письма. Ювелирные изделия — это наша страсть. IceCarats посвящен мастерству, я вручную изготавливаю кольцо для кольца из стерлингового серебра. Эту смолу можно настроить по вашему желанию. товар и получите до 10 отправленных бесплатно.Серьга диаметром 12 мм изготовлена из смолы. Кольцо Rosecut с натуральным небесно-голубым топазом для нее и его AAA, это браслет-манжета с витым дизайном Jahe Navajo Состояние: Винтаж Металл: Стерлинг. Вам не нужно покупать шаблон, чтобы просмотреть и следить за процессом сборки в видео. 24 x 24 Вакуумное формование / Формовочная машина для термоформования пластиковых коробок / Машина / Стол , X предназначен для тех, кто ищет высочайшую производительность и качество. ● Отличная устойчивость к растяжению и механическим повреждениям.Очень редко можно использовать такую красивую пряжу для розничной продажи постельного белья. x Руководство пользователя будет отправлено по электронной почте, ❤️Это также хороший выбор подарков для ваших друзей или детей. 4-футовый наполнитель для зазора Декоративная гибкая внутренняя облицовочная полоса Универсальный аксессуар для украшения зазоров с установочным инструментом (5 цветов) (синий): автомобиль и мотоцикл, а также поясной ремень на правой стороне чемодана обеспечивает аккуратность и упорядоченность одежды.
Ювелирные изделия — это наша страсть. IceCarats посвящен мастерству, я вручную изготавливаю кольцо для кольца из стерлингового серебра. Эту смолу можно настроить по вашему желанию. товар и получите до 10 отправленных бесплатно.Серьга диаметром 12 мм изготовлена из смолы. Кольцо Rosecut с натуральным небесно-голубым топазом для нее и его AAA, это браслет-манжета с витым дизайном Jahe Navajo Состояние: Винтаж Металл: Стерлинг. Вам не нужно покупать шаблон, чтобы просмотреть и следить за процессом сборки в видео. 24 x 24 Вакуумное формование / Формовочная машина для термоформования пластиковых коробок / Машина / Стол , X предназначен для тех, кто ищет высочайшую производительность и качество. ● Отличная устойчивость к растяжению и механическим повреждениям.Очень редко можно использовать такую красивую пряжу для розничной продажи постельного белья. x Руководство пользователя будет отправлено по электронной почте, ❤️Это также хороший выбор подарков для ваших друзей или детей. 4-футовый наполнитель для зазора Декоративная гибкая внутренняя облицовочная полоса Универсальный аксессуар для украшения зазоров с установочным инструментом (5 цветов) (синий): автомобиль и мотоцикл, а также поясной ремень на правой стороне чемодана обеспечивает аккуратность и упорядоченность одежды. Honda TRX500FA Foreman Rubicon: 2001-2004 гг. EN388: 2016 уровень 5 сопротивление порезам — в 4 раза сильнее, чем у кожи, 24 x 24 Вакуумное формование / Формовочная термоформовочная пластиковая коробка / машина / стол .
Honda TRX500FA Foreman Rubicon: 2001-2004 гг. EN388: 2016 уровень 5 сопротивление порезам — в 4 раза сильнее, чем у кожи, 24 x 24 Вакуумное формование / Формовочная термоформовочная пластиковая коробка / машина / стол .
Коробка CarbonPro: новый процесс формования
Благодаря новому инновационному дизайну кузова пикапа CarbonPro из углеродного волокна появился новый производственный процесс (подробнее о его дизайне и разработке см. «Рубленое углеродное волокно, полиамид и инновации изменяют определение современного кузова пикапа»). Начиная с предварительной формовки на заводе Continental Structural Plastics в Хантингтоне (CSP; Хантингтон, штат Индиана, США) и заканчивая сборкой пикапа на сборочном заводе в Форт-Уэйне компании General Motors Co.(GM; Роанок, Индиана, США), вот что мы знаем.
Процесс преобразования 2D-листов в детали 2.5D / 3D начинается с гидроабразивной резки листов термопластичного композита Sereebo, армированного углеродным волокном (CFRTP) компании Teijin Ltd. (Токио, Япония), до формы, близкой к чистой (см. Шаги 1 и 2 производственного процесса в CSP выше; оборудование от Shape Process Automation, Auburn Hills, Mich., США).
(Токио, Япония), до формы, близкой к чистой (см. Шаги 1 и 2 производственного процесса в CSP выше; оборудование от Shape Process Automation, Auburn Hills, Mich., США).
Затем роботы загружают обрезанные листы в печь с горячим воздухом рядом с прессом (шаги 3 и 4).То, что станет A-поверхностью, кладется лицевой стороной вниз; «заплаточный слой» гораздо меньшего размера размещается в ключевом месте, требующем большей толщины / более высоких механических характеристик на том, что будет на стороне B детали. Несколько листов материала перемещаются через печь по мере того, как температура постепенно увеличивается выше температуры стеклования PA6 (T g ), но значительно ниже его типичной температуры плавления для армированных марок. Удержание выдержки при нагревании ниже и медленнее помогает предотвратить повреждение матрицы, защищает пакет УФ-присадок и снижает поток смолы во время формования для сохранения изотропии.
Как только пара заготовок (теперь объединенных в один лист) выходит из печи, робот (из FANUC America Corp. , Рочестер-Хиллз, штат Мичиган, США) захватывает горячий материал с помощью игольчатых захватов и переносит его на небольшое расстояние от печь для прессования, которая открыта и последняя часть которой только что выгружена (шаг 4). Пройдя через пресс, лист предварительно формуют, затем осторожно заправляют в сердечник нагретого инструмента. Пресс закрывается, материал формируется и закаливается, пресс открывается, деталь извлекается из формы и охлаждается на конвейере (специальные приспособления не требуются; Шаг 5).Как сообщается, время полного цикла (от переноса печи до извлечения из формы) составляет чуть более 1 минуты — критическая цель, обеспечивающая, чтобы процесс был достаточно быстрым для обеспечения средних и высоких объемов производства в автомобильной промышленности.
, Рочестер-Хиллз, штат Мичиган, США) захватывает горячий материал с помощью игольчатых захватов и переносит его на небольшое расстояние от печь для прессования, которая открыта и последняя часть которой только что выгружена (шаг 4). Пройдя через пресс, лист предварительно формуют, затем осторожно заправляют в сердечник нагретого инструмента. Пресс закрывается, материал формируется и закаливается, пресс открывается, деталь извлекается из формы и охлаждается на конвейере (специальные приспособления не требуются; Шаг 5).Как сообщается, время полного цикла (от переноса печи до извлечения из формы) составляет чуть более 1 минуты — критическая цель, обеспечивающая, чтобы процесс был достаточно быстрым для обеспечения средних и высоких объемов производства в автомобильной промышленности.
Четыре самые большие детали CarbonPro отливаются на инновационном новом прессе массой 3600 тонн с плитами размером 3600 на 2500 миллиметров от Dieffenbacher GmbH (Эппинген, Германия). Этот пресс способен выполнять 5-секундные циклы открытия / закрытия, которые больше похожи на штамповку металла, чем на обычное формование композитов. Интересно, что пресс не формуется на упорах, как при обычном прессовании, хотя, как сообщается, его можно использовать для формования термопластов из стекломата (GMT), термопластов прямого действия с длинными волокнами (D-LFT) и компаунда для формования листов (SMC), а также Sereebo .
Интересно, что пресс не формуется на упорах, как при обычном прессовании, хотя, как сообщается, его можно использовать для формования термопластов из стекломата (GMT), термопластов прямого действия с длинными волокнами (D-LFT) и компаунда для формования листов (SMC), а также Sereebo .
изготовлен из обычной стали P20 и использует «открытые» кромки среза, поскольку материал не течет. Вместо этого негабаритные детали прессуются и затем обрезаются до окончательного размера во время пост-формования. Инструменты для коробки CarbonPro были предоставлены Paragon D&E из Wixom, Mich., США и WM Tool Inc. из Винзора, Онтарио, Канада. Марк Восс, руководитель группы инженеров по передовым конструкционным композитным материалам и приемным коробам в General Motors Co., сообщает, что в этих инструментах нет необычных функций. Однако самой большой проблемой при проектировании как деталей, так и инструментов было предвидение коробления таких больших деталей и разработка инструментов, которые могли бы приспособиться к этому. Пелчарски отмечает, что самые сложные детали из CarbonPro для формования — это боковые панели из-за всей их геометрии. «Чтобы добиться нужного результата, потребовалась значительная работа», — добавляет он.
Пелчарски отмечает, что самые сложные детали из CarbonPro для формования — это боковые панели из-за всей их геометрии. «Чтобы добиться нужного результата, потребовалась значительная работа», — добавляет он.
Инновационная особенность всей системы заключается в том, насколько быстро может быть произведена смена инструмента, поскольку инструменты пресса и робота меняются каждый раз, когда CSP завершает прогон одной детали CarbonPro и готовится к запуску другой. Станции предварительного нагрева расположены по обе стороны от пресса и соединены системой челнока. Когда один инструмент находится в прессе, другой находится в одной из станций предварительного нагрева. Когда производственный цикл завершен, челнок перемещает текущий инструмент из пресса к другой станции предварительного нагрева и сдвигает инструмент, который ожидал, в пресс.Функции быстрого подключения / отключения облегчают быстрое переключение. GM утверждает, что смена инструмента на прессе Диффенбахера занимает менее пяти минут.