Чем пк плита отличается от пб: в чём отличия? – ЖБИ России
ПК и ПБ: сравнительная характеристика
Несмотря на кризис, в нашей стране активно развивается строительный бизнес. Широко востребованы высококачественные материалы, в том числе пустотные плиты перекрытия. Изделия превосходно подходят для быстрого возведения конструкций. Выделяют опалубочные плиты перекрытия (ПК), выполненные с использованием опалубки, а также экструдерные плиты перекрытия ПБ в их процессе производства не применяется опалубочная конструкция.
Технология производства плиты безопалубочного формованияЭкструдерные плиты перекрытия ПБ изготавливаются методом беспрерывного безопалубного литья (маркировка ПБ означает плиты без опалубки). Изделия пропускаются через особую формировочную машину, которая равномерно «продавливает» пустоты с помощью пустотообразователей и экструдеров.
Протяженность плиты равна 200 метров, поэтому ее разрезают согласно различным вариациям.
Например, в ассортименте магазина строительных материалов «АктиВЕН» представлены модели с проектной шириной от 1 м до 20 м. Разрезы выполняются согласно установленным требованиям с помощью лазерного резака. Координационная ширина плит имеет ширину от 270 мм до 1030 мм, от этих показателей зависит количество отверстий в изделии.
В продолжение темы производства нужно отметить, что изделия армируются стальными тросами. Используемая металлопроволока имеет небольшой размер сечения, его предварительно подвергают напряжению.
В результате этого эксплуатационная прочность плиты увеличивается. Диаметр троса используется с учетом толщины перекрытия: чем толще плита, тем больший диаметр используемого стального троса.
Поверхность готовых плит перекрытия, выполненных эструдерным методом, обрабатывается разглаживающим аппаратом. Это способствуют выравниванию плоскости изделий, предупреждает образование поверхностных трещин.
Экструдерные плиты относятся к строительной продукции нового поколения неслучайно. Изделия обладают внушительными достоинствами перед классическими образцами плит перекрытия:
Изделия обладают внушительными достоинствами перед классическими образцами плит перекрытия:
• уменьшаются затраты на возведение фундамента;
• уменьшаются затраты при использовании спецтехники;
• в итоге увеличивается скорость строительства.
Технология производства опалубочных плит перекрытия
Процесс производства плит ПК основывается на технологии опалубочного формирования.
Бетонный раствор выливается в опалубочный поддон, в котором предварительно установлена металлическая арматура. Армоконструкцию накрывают и оставляют до окончательного затвердевания и набора прочности.
В перечень свойств плит перекрытия (ПК), используемых на строительном объекте, нужно отнести:
• температурный баланс между этажами сохраняется без изменений;
• плиты перекрытия можно использовать в качестве несущих стен;
• изделия характеризуются водостойкостью, долговечностью, прочностью;
• материал пожароустойчивый, выдерживает большие нагрузки;
• большой ассортимент размерного ряда;
• небольшой вес в сравнении с монолитными плитами;
• полная изоляция каналов коммуникаций.
 Сравнение ПК и ПБ
Сравнение ПК и ПБ На первый взгляд может показаться, что особой разницы между плитами перекрытий ПК и ПБ нет. Поэтому потребителю важно изучить следующие особенности и характеристики железобетонных изделий:
1. Тип армирования:
• плиты перекрытия ПК производятся с использованием обычной арматуры или преднапряженной. Если длина изделия не превышает 4 м, то применяется классический вариант металлической конструкции. Но свыше 4 м стальная решетка в обязательном порядке поддается предварительному напряжению. Это объясняется тем, что причина прогиба ПК больше, чем ПБ;
• применение напряженной металлического тросса вместо стальной арматуры в ПБ уменьшает вес плиты практически на 5-10%. Этот факт имеет особое значение при возведении высотных строений.
2. Параметры изделия. ПК изготавливают на основе готовой металлической сетки, в ней предусмотрены упоры на края. Выполнять обрезку изделий категорически запрещается, так как нарушается их несущая способность.
3. Пустоты. Наличие отверстий избавляет строителей от пробивания отверстий для коммуникации. Диаметр пустот в ПК варьируется от 114 до 203 мм (в зависимости от модели и толщины изделия). Диаметр отверстий в ПБ равен 60 мм. Ограничение параметров затрудняет пробивание пустот (важно не повредить металлическую проволоку). Тем не менее, в ПБ возможно пробивание дополнительных отверстий без ущерба для строения.
4. Поверхность. Технология шлифования ПБ не требует выравнивания поверхности после установки (как в случае с обычными плитами ПБ).
ПК и ПБ: сравнительная характеристика
5 (100%) 1 vote[s]
Чем отличаются плиты ПБ от плит ПК?
Главная / Статьи / Чем отличаются плиты ПБ от плит ПК?
Одним из самых важных этапов возведения постройки является создание перекрытий. Универсальными материалами, применяемыми для обустройства несущих конструкций в многоэтажных сооружениях жилого и нежилого формата, выступают плиты многопустотные типа ПК или ПБ.
Универсальными материалами, применяемыми для обустройства несущих конструкций в многоэтажных сооружениях жилого и нежилого формата, выступают плиты многопустотные типа ПК или ПБ.
Отличия именно этих двух вариантов перекрытий мы будем рассматривать в данной статье.
Особенности изготовления плит перекрытий ПК и ПБ
Эти изделия из железобетона маркируются серией ПБ и ПК и входят в группу пустотных видов плит. Пустоты располагаются по всей длине изделия, гарантированно снижая массу материалов монолитного типа, а также значительно повышая показатели тепло-, звукоизоляции.
Основным отличием этих вариантов плит перекрытия считается технологический процесс изготовления. ПК плиты производятся с использованием старого способа формирования опалубки. Безопалубочный метод непрерывного формирования положен в основу изготовления плиты перекрытия ПБ, размеры и цены которых вы узнаете далее по тексту.
Железобетонные изделия типа ПК изготавливаются из разных марок бетона (М200-М400). При формировании используют арматуру класса АIII. Для увеличения прочности продукции длиной больше 4,2 м применяют преднапряженную арматуру. Создание плит производится в специальной опалубке из металла с дальнейшим уплотнением бетонного раствора с применением специализированной вибрационной техники.
Плиты ПБ создаются с использованием более прочного бетона марки М400-М500. В процессе изготовления также проводится армирование изделий с применением преднапряженной арматуры. Такая структура материала позволит сократить свободный прогиб продукции и повысить устойчивость к растрескиванию в сравнении с аналогом ПК.
Для того, чтобы полностью разобраться с выбором правильных плит перекрытия, необходимо изучить остальные преимущества и особенности, геометрические и визуальные параметра конструкций.
Визуальные параметры жб-плит
Для опытных строителей не возникает особых сложностей при нахождении отличий двух вариантов плит. Им нужно лишь осмотреть изделия и сделать вывод. Специальная обработка стройматериала с маркировкой ПБ, обеспечивает поверхности отменную ровность, аккуратную структуру и отсутствие видимых растрескиваний. Этого нельзя сказать об аналогах ПК, ведь они имеют такую же форму, за то обладают грубой поверхностью. Кроме этого, продукцию легко отличить по самой форме полостей.
Им нужно лишь осмотреть изделия и сделать вывод. Специальная обработка стройматериала с маркировкой ПБ, обеспечивает поверхности отменную ровность, аккуратную структуру и отсутствие видимых растрескиваний. Этого нельзя сказать об аналогах ПК, ведь они имеют такую же форму, за то обладают грубой поверхностью. Кроме этого, продукцию легко отличить по самой форме полостей.
Геометрические показатели продукции, созданной с использованием опалубки и безопалубочного метода:
-
Максимальный показатель длины: ПК – 7,2 метра, ПБ – 10,8 метров.
-
Ширина конструкции варьируется от 1 до 1,5 метров. Есть также изделия ПК с шириной в 1,8 метров, однако, ее внушительный вес является огромным минусом, из-за которого такие плиты очень редко используются.
-
Толщина ЖБИ достигает отметки в 220 метров.
-
Наибольшим весом отличается плита ПБ, ведь аналогичные плиты ПК легче приблизительно на 6%.
 Это достигается самими размерами и формой пустот стройматериала.
Это достигается самими размерами и формой пустот стройматериала. -
Поверхность материала. ПБ-плиты обладают очень гладкой поверхностью и меньшим числом дефектов. Все это положительно сказывается на кошельке, ведь снижает затраты на отделку и позволяет наносить небольшой слой стяжки. ПК-плиты создаются с применением металлических опалубок, как говорилось ранее, что негативно влияет на качество поверхности готовой продукции.
 Это достигается самими размерами и формой пустот стройматериала.
Это достигается самими размерами и формой пустот стройматериала. Вообще, ЖБИ маркировки ПБ отличаются высококачественной геометрией. Это обусловливается использованием технологии непрерывного формования.
Свойства ЖБИ с маркировкой ПБ
Не только визуальные отличия помогают определить лучшие плиты перекрытия. Существуют и технологические различия между двумя материалами, что является важным показателем в процессе проведения строительно-ремонтных операций. Должное внимание нужно уделять таким показателям, как напряженная поперечная и продольная арматура.
Такие пустотные отличия очень важны, ведь они также влияют на общую тепло-, звукоизоляцию, значительно снижают вибрационные нагрузки. Для обеспечения большей надежности в плиты ПК закачиваются дополнительные объемы бетона в процессе монтажных работ.
Повышенная надежность достигается и самим технологическим процессом формования, усовершенствование которого позволяет создавать плиты без трещин, что невозможно в устарелой опалубочной технологии с поверхностным натяжением.
Несмотря на многие схожести, эти два варианта плит перекрытия отличаются рядом ключевых показателей, которые идут в учет при выборе материала строительства. Дополнение ЖБИ продольной арматурой обеспечивает возможность резки стройматериала при необходимости вдоль, наискось, поперек, с углом в 45 градусов. При этом нет разницы какие
 Их можно резать так, как требуется по проекту, не вредя общим характеристикам изделия.
Их можно резать так, как требуется по проекту, не вредя общим характеристикам изделия.Такая плита перекрытия является универсальным материалов для выполнения различных нестандартных конструкций в процессе сооружения здания, что сегодня очень ценится в строительной сфере!
Преимущества стройматериала
Многие профессиональные строители указывают на то, что из-за инновационных методов изготовления плит перекрытия для многоэтажных построек с маркировкой ПБ, они обладают большими возможностями. Для примера, сама длина железобетонного изделия может нестандартной, что позволит заказчику варьировать разновидности плит с размерами в 1,8-9 метров.
Немаловажным фактором является уменьшение массы изделий ПБ до 5-6%, что невозможно без применения безопалубочного способа производства. Мы говорили выше о возможности распиливания материала, что позволяет использовать их для перекрытия эркеров.
Плиты, созданные с применением постоянного формирования бетонного раствора без использования опалубки, обладают следующим набором технологических характеристик:
-
Высокие запас шумоизоляции.
-
Ровная и гладкая внешняя поверхность изделий.
-
Выдержка внушительных механических и ударных нагрузок.
-
Отличный запас прочности.
-
Использование для строительства даже в самых экстремальных климатических районах.
-
Уменьшенный вес стройматериала.
-
Повышенные теплоизоляционные качества.
-
Широкий ассортимент изделий с разной длиной, что достигается особым методом производства.
-
Возможность создания косых срезов и придание разных форм ЖБИ.
-
Хорошая стойкость к влажности, невозможность проникновения воды в структуру бетонной плиты, как следствие, отсутствие развития коррозийных процессов.

Приобрести высококачественные плиты перекрытия ПБ вы можете на заводе «ЖБК-1» в Казани. Мы предложим любые размеры и объемы готовых изделий. Специальный транспорт предприятия оперативно доставит груз до места выполнения строительных работ.
Мы предложим любые размеры и объемы готовых изделий. Специальный транспорт предприятия оперативно доставит груз до места выполнения строительных работ.
Характеристики плит перекрытия ПК
Продукция нашего завода «ЖБК-1» с маркировкой ПК обладает следующими характеристиками:-
Минимальный срок производства изделия – 14 дней, что увеличивает общую цену стройматериала, но уменьшает сроки сдачи объекта.
-
Универсальность материала. Такие ЖБИ часто используются в любых разновидностях конструкций.
-
Дополнительное усиление плит напряженной арматурой или простыми прутками из стали.
-
Высокая стойкость к вибрации, повышенная звукоизоляция, способствующая тишине в возведенных помещениях.
-
Стойкость к образованию трещин – 3 группа трещиностойкости.
-
Влагостойкость и надежность структуры плит.
-
Невосприимчивость изменению температурного режима и прочим погодным факторам.
-
Оснащение монтажными проушинами, позволяющими быстро транспортировать изделия. Таких дополнений в плитах ПБ нет.

Предлагаем оценить главные отличительные моменты безопалубочных плит и разобраться в отличиях изделий аналогичного типа.
Преимущества плит перекрытий ПБ
Учитывая все вышесказанное, можно сделать вывод, что ПК и ПБ плиты имеют множество общих характеристик. Однако, существуют и кардинальные различия безопалубочных изделий и формируемых плит в каркасах:
-
Более высокое качество поверхностей готовой продукции. Благодаря применению современного технического оснащения нашего завода, готового работать круглые сутки без остановки, наши изделия приобретают идеальную гладкость, чего не скажешь о плитах типа ПК.
-
По той же причине плиты ПБ отличаются идеальными геометрическими размерами и формой, что облегчает процесс строительства и монтажные операции по их установке.
-
Использование инновационных технологий создания с применением тросового армирования обеспечивает отсутствие трещин, что невозможно при изготовлении плит ПК.
-
Широкий ассортимент размеров готовой продукции, позволяющей заказчикам выбрать плиты от 2 до 12 метров с точностью изготовления до 0,1 м.
-
Возможность выдерживать огромные нагрузки, варьируемые по размерам и компонентам изделий: 0,6-1,45 т/кв.м.
-
Оснащение бетонных изделий преднапряженных прутков для усиления вне зависимости от габаритов ЖБИ.
-
Создание разных углов посредством среза без потери качества изделия.
-
Простота создания отверстий под коммуникации в бетонных плитах ПБ.

Важно знать! При выполнении строповки плит ПБ используется специализированное такелажное оборудование. Это обеспечивает некоторые неудобства в процессе транспортирования. Такой дискомфорт вызван отсутствием монтажных скоб, как в случае с аналогами типа ПК.
Такой дискомфорт вызван отсутствием монтажных скоб, как в случае с аналогами типа ПК.
Что лучше выбрать: ПК или ПБ?
Сделав анализ вышеизложенной информации, можно прийти к выводу, что стройматериалы с маркировкой ПК правильнее использовать для строительства жилых построек. В них удобнее проводить проводку, прочие коммуникации. Они обеспечивают снижение затрат на отопление помещения, что и повышает их популярность на строительном рынке.
А плиты перекрытия ПБ идеально подходят для возведения нестандартных построек. Зачастую, это объекты общественного применения. Однако, их также применяют при возведении жилых сооружений, ведь во многом это зависит от разработанного проекта. Поэтому, выделить одну из плит попросту сложно.
Если вы планируете строительство, рекомендуем обратиться в нашу компанию, профессионалы которой быстро подберут необходимый вид железобетонных перекрытий для вашей ситуации. Помните, выбор неправильного строительного материала может привести к серьезным проблем с жилищем в дальнейшем!
Типы положений сварки и 1G, 2G, 3G, 4G, 5G, 6G/6GR Типы соединений
Положения сварки в основном представляют собой различные углы соединения металлов. Обычно существует четыре типа положений сварки, а именно горизонтальное, плоское, вертикальное и потолочное. Наиболее распространенными типами сварных швов являются разделочные и угловые швы. Сварщики могут выполнять эти два сварных шва во всех четырех положениях. Кроме того, существуют специальные буквы для обозначения угловых и разделочных швов.
Обычно существует четыре типа положений сварки, а именно горизонтальное, плоское, вертикальное и потолочное. Наиболее распространенными типами сварных швов являются разделочные и угловые швы. Сварщики могут выполнять эти два сварных шва во всех четырех положениях. Кроме того, существуют специальные буквы для обозначения угловых и разделочных швов.
Угловой сварной шов (F) – Это метод сварки для соединения двух частей металла вертикально или под небольшим углом.
Сварной шов с канавкой (G) – это сварной шов, выполненный в канавке. Для выполнения прочных сварных швов требуется полное проплавление.
Подсветка поста:
- Позиции сварки канавок и угловых швов
- Типы положений сварки по AWS и ASME
- Позиции сварки труб и пластин
- 1G/1F/PA Положение (плоское)
- Положение 2G/PC (горизонтальное)
- Положение 2F/PB ( Горизонтальное)
- Положение 3G Uphill/PF (вертикальное)
- 3G Положение спуска/PG (вертикальное)
- Позиция 4G/PE (служебная)
- Положение 4F/PD (над головой)
- Положение 5G в гору (вертикально)
- Положение 5G на спуске (Вертикальное)
- 6G Положение подъема/спуска
- Тест 6GR
Позиции сварки желобков и угловых швов
Обычно используются следующие цифры и буквы.
Для положений сварки разделкой-
- 1G – (плоское положение сварки)
- 2G – (горизонтальное положение сварки)
- 3G – (вертикальное положение сварки)
- 4G – (позиция сварки над головой или над головой)
- 5G – (вертикальное положение сварки вверх/вниз)
- 6G/6GR – (верхнее вертикальное положение сварки)
Для положений угловой сварки-
- 1F – (плоское положение сварки)
- 2F – (горизонтальное положение сварки)
- 3F – (вертикальное положение сварки)
- 4F – (положение сварки над головой или над головой)
Типы положений сварки по AWS и ASME
- 1G/1F
- 2F/2G
- 3G в гору
- 3G Скоростной спуск
- 4F/4G
- 5G в гору
- 5G Скоростной спуск
- 6G в гору
- 6G Скоростной спуск
Позиции сварки труб и пластин
Обычно имеется шесть позиций сварки с определенными цифрами и буквами, т.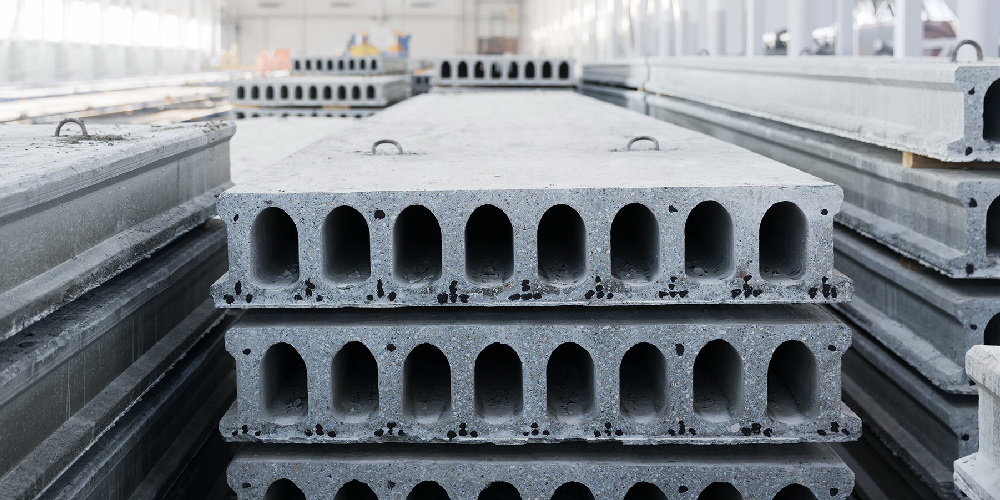 е. 1G, 2G, 3G, 4G, 5G и 6G/6GR. Все положения используются под разными углами и формами при выполнении сварки. Как правило, способы и идеи сварки схожи в разных странах. Но AWS D1.1 (относится к AWS A3.0), ASME IX и ISO 15614-1 используют разные названия в своих таблицах.
е. 1G, 2G, 3G, 4G, 5G и 6G/6GR. Все положения используются под разными углами и формами при выполнении сварки. Как правило, способы и идеи сварки схожи в разных странах. Но AWS D1.1 (относится к AWS A3.0), ASME IX и ISO 15614-1 используют разные названия в своих таблицах.
Положение 1G/1F/PA (плоское)
Положение 1G/1F/PA — это плоское положение сварки. В этом положении сварщики помещают металлические детали прямо под горелку. Это положение выполняется также для стыковых, разделочных и угловых швов.
Положение 2G/PC (горизонтальное)
Это горизонтальное положение для стыковых сварных швов. В этом положении сварки металлическая деталь остается параллельной телу сварщика, и он сваривает ее, оставаясь перед собой.
Положение 2F(2f)/PB ( Горизонтальное)
Положение 2F/PB — это горизонтальное положение сварки, используемое для угловых швов. Это сложнее, чем позиция 1F. Сварщик должен держать горелку под углом 45° большую часть времени, когда деталь находится рядом с ним. Но точный угол горелки зависит от углов пластины и трубы.
Сварщик должен держать горелку под углом 45° большую часть времени, когда деталь находится рядом с ним. Но точный угол горелки зависит от углов пластины и трубы.
В позиции 2F/2f сварка встык немного сложнее, чем плоская сварка . Это происходит из-за того, что расплавленный металл стекает вниз по стыку, а тепло горелки поднимается вверх по стыку. Следовательно, на стыки нельзя наносить равномерный депозит.
Для получения более качественных сварных швов сварщикам необходимо выровнять металлы и сварить их с обоих концов. Движения горелки должны быть слегка вверх и вниз для равномерного распределения тепла по обеим сторонам соединения. Таким образом, расплавленный металл не будет течь к нижней стороне соединения и быстрее затвердеет наплавленный металл. Для мастера-сварщика нужен большой опыт работы в 2ф или любом горизонтальном положении. 2f — одно из горизонтальных положений для теста на филе.
Существует еще горизонтальное фиксированное положение сварки или положение сварки труб. При этом ось трубы остается почти горизонтальной. Примечательно, что свариваемая труба не должна двигаться или вращаться при выполнении сварки.
В другом положении для сварки в горизонтальном положении, труба кладется плоско и сварка производится путем ее вращения по мере необходимости. Сначала сварщику необходимо выровнять стыки и сварить их. Для захвата трубы сварщики могут использовать стальные перемычки при использовании сварочной горелки.
Другое аналогичное положение сварки — 2G, что означает горизонтальное положение сварки для разделки , а не для угловых швов. В этом положении ось шва остается горизонтальной, а шов обращен в вертикальную плоскость.
Положение 3G Uphill/PF (вертикальное)
Вертикальное положение вверх, используемое как для стыковых, так и для угловых сварных швов.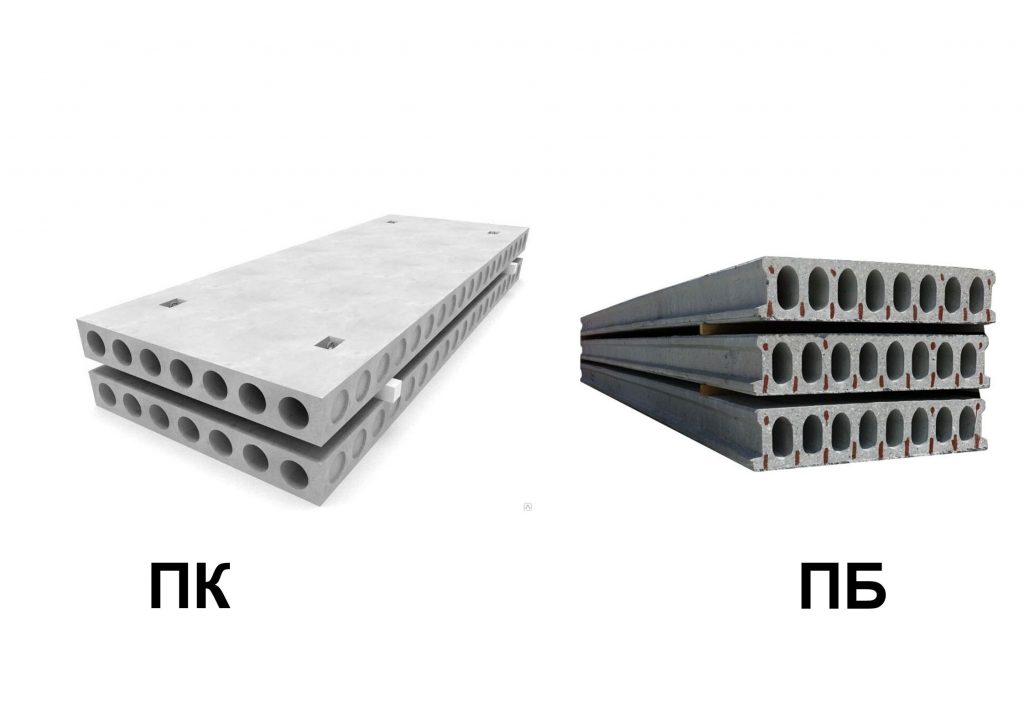 При сварке угол горелки остается равным 45°, и сварщик использует металл из нижней части.
При сварке угол горелки остается равным 45°, и сварщик использует металл из нижней части.
Положение 3G Downhill/PG (Вертикальное)
Это положение вертикально вниз, используемое для угловых и стыковых сварных швов. Сварщики использовали металл верхней части. Эта позиция считается хорошей с точки зрения продуктивности.
Положение 4G/PE (над головой)
Это положение над головой, используемое для сварки встык. Сварщики должны держать горелку снизу металлической детали. Как правило, это сложная и тяжелая позиция. Сварщики должны установить правильные параметры перед сваркой.
Положение 4F/PD (над головой)
Это положение также используется для угловых сварных швов. В основном сварщик держит горелку под углом 45°, находясь под металлической деталью, и это зависит от положения трубы/плиты.
Положения для сварки 5G-
Положение для сварки 5G используется для сварки труб, при этом ось трубы устойчиво находится в горизонтальном положении без поворота или вращения. 5G означает «сварной шов с разделкой кромок». Американское общество сварщиков/Американское общество инженеров-механиков называет его 5G ; и стандарт ISO/EN как PF .
5G означает «сварной шов с разделкой кромок». Американское общество сварщиков/Американское общество инженеров-механиков называет его 5G ; и стандарт ISO/EN как PF .
5G Положение вверх по склону (вертикально)
Это положение вертикально вверх, используемое для сварки труб встык. Это распространенный ручной способ сварки труб. В этом положении сварщики последовательно выполняют три способа сварки, начиная с верхнего положения до горизонтального, а затем в плоском положении. В положении 5G труба не поворачивается и не вращается; вот почему это сложно.
Положение 5G «Вниз по склону» (Вертикальное)
Это положение вертикально-вниз, используемое для сварки труб встык. Положение 5G под уклон — очень хороший и производительный способ сварки труб вручную. В этом положении сварщики должны использовать надлежащее и специальное оборудование для сварки труб против силы тяжести расплавленного металла. Благодаря этому повышается производительность сварки и достигаются желаемые результаты сварки. Во время 5G сварщики проходят три этапа сварки, начиная с горизонтального положения, затем горизонтального положения и заканчивая потолочным положением.
Благодаря этому повышается производительность сварки и достигаются желаемые результаты сварки. Во время 5G сварщики проходят три этапа сварки, начиная с горизонтального положения, затем горизонтального положения и заканчивая потолочным положением.
Различные названия позиции сварки 5G для следующих организаций:
| Номенклатура ASME/AWS | Стандартные позиции ISO |
| 5G Положение сварки вверх по склону | PH сварочная позиция |
| 5G Положение для сварки под уклоном | Положение сварки PJ |
Позиции сварки 6G-
Это один из самых сложных типов сварочных позиций для сварщиков. Позиция является предварительным условием для получения сертификата. В некоторой степени это положение похоже на 5G/PH/PJ, но труба стоит под углом 45° к другой. Другие названия: 6G Uphill/H-L045 и 6G Downhill/J-L045 Положение .
Сварочная позиция 6G, также известная как потолочная сварочная позиция или испытательная позиция сварщика . В этом положении одна труба должна располагаться под углом 45° к другой. Вот почему становится самой сложной и ответственной позицией для сварщиков . Кроме того, сварщикам необходимо принимать очень много положений тела при выполнении сварки.
При сварке в положении 6G в основном используются три шва: горизонтальный (сложный), плоский (легкий) и вертикальный (сложный). Заливочный поток металла вниз является основной причиной затруднения. А в вертикальном положении сварщикам становится сложнее, так как это потолочная сварка. Таким образом, сварщику необходимо много попрактиковаться в положении 6G, прежде чем приступить к сварке. Сертифицированный сварщик редко сталкивается с должностью 6G во время работы в отрасли во время службы, но для них это обычное испытание перед приемом на работу.
Основное использование положения сварки 6G для изготовления и монтажа труб и трубопроводов, в основном на химических заводах, нефтегазовых заводах, промышленных предприятиях и любой другой аналогичной отрасли, использующей трубы и трубопроводы .
Тест 6GR
Это еще одна форма теста 6G. Буква R означает «ограниченный». Это означает, что сварной шов выполняется в «кольцевом режиме» путем размещения стальной пластины ниже места сварки с дюймовым зазором . По сути, это еще один уровень сложности для сварщиков в процессе аттестации. В 6GR сварщики должны выполнять соединения рядом с препятствиями, такими как кронштейны и стены, и прикреплять трубу к другой конструкции.
Заключение
Таким образом, информация о типах сварочных позиций, таких как 1G, 2G, 3G, 4G, 5G и 6G/6GR, полезна для студентов, сварщиков, преподавателей и других специалистов. Сварочные должности играют основную роль в процессе аттестации сварщиков. Их можно испытывать в положениях от 1G до 6G как для угловых, так и для разделочных швов.
Сварочные должности играют основную роль в процессе аттестации сварщиков. Их можно испытывать в положениях от 1G до 6G как для угловых, так и для разделочных швов.
Родственный: Другие типы сварки
Фильтры Mack Iron PB
| Перфорированная корзина (ПБ) или усеченная Конусные фильтры являются альтернативой коническим фильтрам. Производительность сетчатого фильтра PB сравним с сетчатым фильтром PC с преимуществом большего внутреннего объема для задержанных твердых частиц; это приводит к меньшему падению давления с течением времени и впоследствии увеличивается допустимое время между чистками. Сетчатые фильтры PB содержат больше открытой площади, чем у конусного фильтра эквивалентной длины. |
Стандартный материал : калибр 14. Перфорированная пластина
Отверстия диаметром 1/8″ с центрами 3/16″ (открытая площадь 40%, 33 отверстия/кв. |
 дюйм)
дюйм)| Обозначает требуемую уточняющую информацию | |
| Тип фильтра (например, PBS, PBL, PB) |
|
| Размер линии (например, 10 дюймов) | |
| Класс и тип ответного фланца (например, 150# RF) |
|
