Арматуру варить или вязать: Почему арматуру вяжут, а не сваривают при армировании фундаментов и других конструкций из железобетона
как правильно поступать с арматурой
Каждый авторитетный знаток вам ответит, что арматуру не варят. Так к чему тогда эти разговоры? Вообще сварка – это верный способ испортить арматурный каркас, потому что все преимущества арматуры при таком способе соединения нивелируются. Почему это так, и нет ли подвоха в этом утверждении – давайте разберёмся.
Читайте в статье
- 1 Особые свойства и характеристики арматуры
- 2 Как скрепляют стержни арматуры
- 3 Некоторые нюансы сварки арматуры
Особые свойства и характеристики арматуры
Все, кто брался за стройку собственноручно, знают, что есть такие этапы строительства, преодолевать которые лучше с помощью узких специалистов-профессионалов. То есть некоторые нюансы лучше доверить мастеру, чтобы потом не пожалеть. Потому арматурщики – работники очень востребованные, и в сезон заманить их к себе на стройку можно только за очень хорошую плату.
Что такого сложного в арматуре, ведь это всего-навсего стальной прут? Прежде всего это закалённый прут, и важно грамотно разместить его в толще бетона, чтобы он правильно принимал нагрузку. Для верного закрепления его нужно не просто зафиксировать перед заливкой, но и упереть в фиксаторы на стенках опалубки и в местах стыков стержней.
Для верного закрепления его нужно не просто зафиксировать перед заливкой, но и упереть в фиксаторы на стенках опалубки и в местах стыков стержней.
Как скрепляют стержни арматуры
Итак, арматуру можно скреплять двумя основными способами – сваркой или связкой при помощи специальной проволоки. И тогда вопрос: если варить нельзя, зачем вообще об этом говорить? Не спешите делать вывод: нужно посмотреть на марку арматуры. Профессионалы всегда обращают на неё внимание, а вот домашние мастера зачастую не придают ей значения – и совершенно напрасно.
ФОТО: resursmsk.ruПомимо аббревиатуры А300, А400, А500 и т. д., в маркировке есть ещё и буквы, указывающие на особые свойства материалаЕсли есть буква К, значит, арматура устойчива к коррозии, если Т – она изготовлена из термомеханически упрочнённой стали, а вот С означает, что арматуру можно соединять с помощью сварки. То есть А400С – варить можно, а просто А400 – нельзя.
То есть А400С – варить можно, а просто А400 – нельзя.
Если обозначения с буквой С нет, то при попытке варки будет нарушена структура стали, в местах сварки она утратит свою прочность, достигнутую закаливанием.
А маркировка, к примеру, А500С говорит о том, что эта арматура, имеющая высокую пластичность с минимальным содержанием легирующих добавок, может выдержать даже дуговую сварку без потери прочности.
ФОТО: dom.dacha-dom.ruТак что если вам нужно в некоторых местах для устойчивости и прочности прихватить арматуру сварочным аппаратом, нужно покупать материал с соответствующей маркировкойНекоторые нюансы сварки арматуры
Важно помнить, что варить арматуру можно встык или внахлёст. И для каждого типа арматуры следует подбирать соответствующую силу тока.
Внахлёст варят такие детали каркаса, которые не будут подвергаться повышенным нагрузкам. Это совершенно ненадёжный способ, который не применяется в фундаментах. Для повышения прочности при сварке внахлёст шов делают как можно длиннее, а свариваемые поверхности предварительно зачищаются металлической щёткой.
Стыковая сварка, как и сварка внахлёст, не отличается прочностью. Её используют только в случае крайней необходимости, предварительно обваривая концы стыкуемых прутов.
Что касается выбора электродов, то профессионалы предпочитают АНО и МР. Для арматуры толщиной 5–8 мм берутся электроды 3 мм, для 8–10 мм, соответственно, 4 мм, а более 10 мм – 5. Сила тока тоже различается. Для арматуры с диаметром 5 мм достаточно 200А, 6 – 250А, 8 – 300А, 10 – 350А, 20 – 450А.
Подробнее о методах сварки – в этом видео:
Watch this video on YouTube
Остаётся только добавить, что все мы, к сожалению, зависим от порядочности производителей той же самой арматуры. А они, в отсутствие ГОСТов, зачастую экономят на исходном сырье и легирующих добавках. Плюс продавцы норовят подсунуть марку подешевле, а взять с вас подороже. Так что будьте бдительны: проверяйте всё и покупайте только тот материал, который не подведёт вас при сварке.
А что вы думаете по этому поводу? Поделитесь своим мнением к комментариях!
Какую арматуру можно сваривать? Можно ли варить арматуру для фундамента?
Использование каркаса из металлических стержней позволяет значительно повысить несущую способность опорных конструкций зданий. Ответ на вопрос, почему арматуру вяжут, а не варят и почему нельзя варить арматуру в фундаменте, невозможен без изучения способов соединения стальных прутков. Каждая из упомянутых технологий имеет свои положительные и отрицательные стороны, что необходимо учитывать при проектировании.
Почему арматуру вяжут, а не варят в тех или иных случаях определяется множеством факторов. При выборе технологии устройства силового каркаса, руководствуются расчетами постоянных и переменных нагрузок, свойствами грунтов и особенностями конструкции здания. Для понимания, почему нельзя варить арматуру в фундаменте необходимо изучить нормы действующих стандартов. Документами регламентируется требования к используемым технологиям сборки каркасов и материалов.
Содержание
- Методы устройства арматурных каркасов: сварка и вязка
- Плюсы и минусы сварочных технологий
- Особенности метода вязка арматуры
- Требования стандартов к свариваемой металлической арматуре
- Описание технологии вязки арматурных каркасов и особенности работ
- В каких случаях используется сварка при устройстве каркасов фундаментов?
- Что лучше, вязать или варить арматуру – мнение эксперта
Методы устройства арматурных каркасов: сварка и вязка
На этапе проектирования здания выбирается тип опорной конструкции, и производится расчет его основных параметров. Одним из определяющих факторов является метод стыковки прутков, в связи, с чем возникает вопрос, почему нельзя варить арматуру в фундаменте и как влияет эта технология на прочность каркаса? Высокотемпературные воздействия изменяют структуру и свойства металла и это необходимо учитывать при проведении проектных работ.
Выбирая между этими двумя технологиями: варить или вязать стальную арматуру для усиления фундамента особое внимание уделяют взаимодействию элементов конструкции. Соединения стержней с помощью проволочных петель сохраняют некоторую подвижность. Точно определить, можно ли варить арматуру для ленточного фундамента или необходимо вязать достаточно сложно. Для этого необходимо иметь строительное образование и достаточный опыт проектирования зданий.
Соединения стержней с помощью проволочных петель сохраняют некоторую подвижность. Точно определить, можно ли варить арматуру для ленточного фундамента или необходимо вязать достаточно сложно. Для этого необходимо иметь строительное образование и достаточный опыт проектирования зданий.
Плюсы и минусы сварочных технологий
Стальные стержневые каркасы предназначены для усиления опорных конструкций зданий. В случае утвердительного ответа на вопрос, можно ли сваривать арматуру для ленточного фундамента выбирают наиболее подходящую технологию (контактная или дуговая). Сварные соединения обеспечивают высокую прочность конструкции и это не единственное их преимущество:
- Возможность использования стержней периодического профиля марки А400С и А500С большого диаметра 16 мм и выше.
- Значительное повышение жесткости каркаса и увеличение несущей способности конструкции.
- При правильном выборе режима сварное соединение получается долговечным.
Недостатки этого метода объясняют, почему нельзя варить арматуру и к каким последствиям это может привести. К минусам означенной технологии можно отнести такие:
К минусам означенной технологии можно отнести такие:
- Необходимость привлечения большого количества квалифицированных специалистов.
- Сварные соединения подвержены коррозии, что может привести к их разрушению.
- В районе стыков прутков возникают дополнительные напряжения, ослабляющие каркас.
Решение проблемы можно ли варить арматуру для фундамента сводится к определению прочностных характеристик тех и других конструкций. Сравнение полученных результатов и позволит сделать правильный выбор в пользу лучшего метода для конкретных условий.
Особенности метода вязка арматуры
При обосновании выбора оптимального способа соединения стержней в каркасе, необходимо ответить на ряд вопрос. Одним из самых частых из них: почему металлическую арматуру вяжут, а не варят, и каковы плюсы этого метода, а также его недостатки? При правильном использовании этой технологии обеспечивается достаточная несущая способность конструкции.
- Возможность создания каркаса из стержней небольшого диаметра, изготовленных из низкоуглеродистых сталей марки 35ГС и 25Г2С.
- Работы по монтажу вязаного арматурного каркаса могут проводиться при отсутствии электроснабжения на стройплощадке.
- Обеспечение необходимых механических параметров силовой части бетонного основания.
Принимая решение о том: варить или вязать арматуру необходимо учитывать и минусы таких соединений:
- Необходимость изгибания прутьев для закладки в углах усиливающей конструкции.
- Повышенный расход арматурного проката за счет достаточно большого нахлеста прутьев.
- Требуется постоянный контроль за работой неквалифицированных рабочих.
Недостатки технологии вязки арматурного каркаса, заставляют задуматься. Размышляя над тем, можно ли сваривать арматуру для фундамента следует еще раз проверить аргументацию.
Требования стандартов к свариваемой металлической арматуре
Металлургические предприятия предлагают обширный сортамент специального металлопроката, применяемого для усиления фундаментов. Вопрос: можно ли варить арматуру для фундаментов, решается с учетом требований ГОСТ 34028-2016. Положения документа распространяются на стержни гладкого и периодического профиля четырех классов, которые используются при возведении конструкций из монолитного железобетона.
Какую арматуру можно сваривать? К пруткам этой разновидности применяются стандартные технические требования по сортаменту, номинальным размерам и геометрическим параметрам профиля.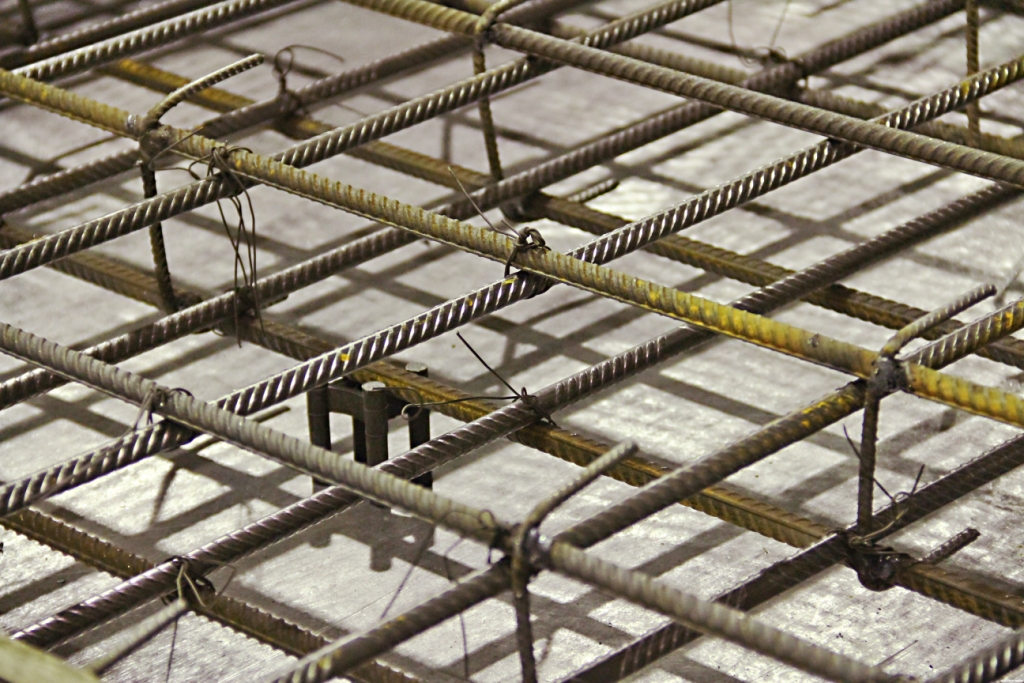 Так, какую стальную арматуру можно сваривать? Основные характеристики металлического проката:
Так, какую стальную арматуру можно сваривать? Основные характеристики металлического проката:
- Класс арматуры: А240, А400, А500 и А600.
- Номинальный диаметр: от 4 до 40 мм.
- Площадь поперечного сечения: от 12,6 до 1256,6 мм
- Способы производства: холодная или горячая прокатка с контролируемым охлаждением и без.
Для соединения прутков в силовой каркас могут быть использован любой из существующих видов сварки. Какими электродами варить арматуру определяется нормами ГОСТ 14098-2014. Они используются в электродуговой сварке (механизированной или ручной). Диаметр и марка электрода зависит от параметров арматуры и типа соединения: крестообразное, стыковое, нахлесточное или тавровое.
Ответ на вопрос, какими электродами варить арматурный каркас, находится в проектной документации в разделе спецификаций. В тех случаях когда фундамент закладывается без подробного проекта, расходные материалы подбираются сварщиком. Опытный специалист точно знает, какими электродами следует варить стальную арматуру, так чтобы получить прочное и надежное соединение.
Квалифицированному сварщику известно, можно ли сваривать арматуру для фундамента и в каких случаях применяется этот способ монтажа каркаса. При выборе того или иного способа соединения стержней следует проконсультироваться со специалистом.
Описание технологии вязки арматурных каркасов и особенности работ
В строительстве используется два варианта соединений, которые предусматривают варить или вязать арматуру для фундамента. Второй способ применяется согласно требованиям национального ГОСТ 10922-2012, которым устанавливаются основные техусловия. Стыковка стержней происходит с перепуском внахлестку или крестообразно, для фиксации применяется специальная проволока.
При выборе технологии вязать или варить арматуру для фундамента учитывается следующее:
- Стыки стержней внахлестку применяются только для прутков, диаметр которых не превышает 40 мм.
- При вязке стыков всех типов между элементами не должно быть зазоров.

- Плотность вязаных соединений внахлестку контролируется по трем-пяти стыкам, расположенных с интервалом в 300-400 мм.

Вязать стальную арматуру можно различными приемами: двухрядным, крестовым или мертвым узлом, а также пучками проволоки без подтягивания. Для выполнения данного вида соединений используется механический или электрический инструмент.
Получить ответ на вопрос, почему арматуру вяжут, а не сваривают в тех или иных случаях можно у специалистов. Инженерам строителям и проектировщикам известны преимущества и недостатки этих способов монтажа каркаса, усиливающего фундамент.
В каких случаях используется сварка при устройстве каркасов фундаментов?
Нередко при строительстве частных жилых домов обходятся без полного пакета проектной документации. Заключение можно ли варить арматуру обычно делает сварщик, который и подбирает необходимые материалы и электроды. Технология устройства арматурного каркаса для монолитного фундамента применяется в следующих случаях:
- при возведении многоэтажных зданий;
- при строительстве на нестабильных пучинистых грунтах;
- при устройстве свайно-ростверковых опорных конструкций.

На вопрос можно ли сваривать арматуру для фундамента ленточного ответ может быть как положительным так и отрицательным. Этот способ соединения может использоваться во всех случаях, когда прутки каркаса отвечают требованиям соответствующего стандарта. Стержни сваривают встык, внахлестку или крестообразно. Сварные стыки в углах опорной конструкции недопустимы, пруток предварительно изгибается с помощью специального приспособления.
Для принятия обоснованного решения можно ли сваривать арматуру при монтаже каркаса следует предварительно исследовать грунты и произвести расчеты нагрузок. Ошибки при определении наилучшего способа соединения чреваты растрескиванием опорных конструкций. При решении проблемы можно ли сваривать стальную арматуру для несущего каркаса фундамента ленточного также принимаются во внимание планируемая высотность здания. Для домов в четыре этажа и выше усиливающие элементы опорных конструкций делаются исключительно сварными.
 youtube.com/embed/uDGGXCMe8YM» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/uDGGXCMe8YM» frameborder=»0″ allowfullscreen=»allowfullscreen»> Что лучше, вязать или варить арматуру – мнение эксперта
Выбор одного из двух способов соединения стержней в каркасе определяется проектировщиком. Специалист на стадии расчетов принимает решение: вязать или варить арматуру для фундамента и вносит его в документы. При этом учитываются требования действующих строительных нормативов и стандартов, а также расчетные параметры опорных конструкций и используемых для их усиления прутков.
Почему нельзя сваривать арматуру для фундамента в том или ином случае, определяется квалифицированными специалистами. Технология вязки стержней применяется тогда, когда сварные соединения не обеспечивают необходимой прочности или велик риск значительного ослабления узлов каркаса. Альтернатива вязать или варить арматуру все чаще разрешается в пользу более простого способа соединения. Для его реализации не требуется квалифицированный персонал, который обеспечивает большую скорость сборки каркаса.
Все больше экспертов строителей склоняются к мнению, что вязка стержней более предпочтительна. Специалисты объясняют, почему нельзя сваривать арматуру для фундамента, основываясь на требованиях действующих нормативов и практическом опыте. Сварные соединения придают каркаса излишнюю жесткость и подвержены коррозии, что чревато их разрушением.
Линии сварки-3 точных способа обнаружения и исправления
Наиболее распространенными и одними из самых сложных дефектов литья под давлением являются линии сварки и вязки. Пузырьки образуются при столкновении фронтов потока расплава в полости формы. Несмотря на свои косметические свойства, плохая линия вязки может значительно нарушить структурную целостность детали. В зависимости от ряда факторов прочность отдельной пряжи может составлять от 25 % до 100 %.
Выбор материала, конструкции и инструментов влияет на качество сварных швов. «Прощение» линии сварки зависит от материала. Из-за скорости сдвига и расхода фронта расплава форма и толщина деталей влияют на процесс плавления.
Многие эффекты инструментов могут нарушить и разделить поток расплава на несколько фронтов, включая литники, бобышки, ребра, отверстия и углубления в литейной форме. Кроме того, две части поверхности формы могут иметь разную температуру.
Цепи
На вязание фронтов расплава могут влиять характеристики материала. Прочность полимерной цепи снижается, когда происходит только частичное запутывание. Аморфная смола обычно обеспечивает более прочную линию сварки, чем полукристаллическая смола, а смола с более высокой скоростью потока может обеспечить лучшее уплотнение. Добавление стекловолокна также снижает прочность линий сварки.
Летучие вещества смолы могут иногда повреждать линии сварки во время обработки. Газ может препятствовать разделению фронтов потока, если он не будет должным образом удален.
Для определения того, насколько хорошо держится линия сварки, наиболее важным является общая картина течения пластика при входе в полость формы. Оптимизация эффективности частей требует минимизации перерывов в потоке и тщательного размещения их таким образом, чтобы они встречались и сливались на расстоянии, чтобы сливаться плавно.
Оптимизация эффективности частей требует минимизации перерывов в потоке и тщательного размещения их таким образом, чтобы они встречались и сливались на расстоянии, чтобы сливаться плавно.
Во-первых, вы должны разместить ворота там, где вы не ожидаете, что во время использования возникнут точки с высоким напряжением. Расположение заслонок следует изменить, чтобы избежать напряжения в линии сварки. Вы можете заблокировать некоторые ворота на части, если их несколько (но сначала получите разрешение!). Вы также можете добавить вкладку перелива, чтобы способствовать запутыванию молекулярных цепей и вентиляции.
Выбирая расположение ворот, которое позволяет потоку и слиянию после рекомбинированных фронтов потока, вы можете улучшить линии сварки.
Кроме того, конструкция деталей должна обеспечивать постоянство номинальной стенки на протяжении всего процесса наполнения. Если вы используете смолу, вы должны знать, как она дает усадку и какой тип вы используете. Максимальная номинальная вариация стенки для полукристаллических или смол с высокой усадкой составляет 17 %, в то время как аморфные смолы и смолы с низкой усадкой могут иметь вариации толщины стенки до 27 %.
Производительность линий сварки может быть повышена, если выбрать подходящее расположение литников после того, как фронты потока вновь сходятся, заставляя полимер течь и сливаться вдоль линии сварки. Правильно вентилируемая линия сварки также имеет решающее значение.
Добавление язычка потока может служить в качестве вентиляционного отверстия для скопившегося воздуха при соединении фасадов, а также способствовать лучшему склеиванию фасадов.
Вкладка потока должна быть отрезана во время дополнительной операции. При проектировании бобышек, ребер и т. д. они должны быть ориентированы по направлению потока. Другие варианты уменьшения или удаления захваченного воздуха включают использование вставок из пористой стали или штифтов с вентилируемым сердечником. Вакуумная вентиляция – еще один вариант.
Если инструмент кажется горячим, оставьте его до тех пор, пока температура не станет однородной. Сравните с исходным снимком, рассмотрите последующие. В случае другого пути потока могут иметь значение температура или охлаждение. Проверьте наличие горячих точек на форме и убедитесь, что она равномерно охлаждена. В обеих половинах формы температура должна быть одинаковой.
Проверьте наличие горячих точек на форме и убедитесь, что она равномерно охлаждена. В обеих половинах формы температура должна быть одинаковой.
Обработка
Прочность и внешний вид линии сварки можно улучшить во время сварки, но нельзя устранить свойства материала или дефекты конструкции. Молекулярные цепи не запутываются из-за низкого давления фронта потока, что делает их слабыми при ударе. Иногда линия сварки может не ощущать большого давления, если деталь не полностью утрамбована.
Присутствие захваченного воздуха (или летучих веществ) может затруднить объединение сходящихся фронтов потоков. Специальные элементы пресс-формы, такие как «глухие» отверстия и стержневые штифты, могут задерживать воздух. Кроме того, струйная обработка может привести к неравномерному течению расплава и плохому слиянию между фронтами потока.
Часто помогает увеличение скорости впрыска, уменьшение времени заполнения и увеличение скорости сдвига.
Фронты холодного течения не всегда виноваты. Цепочки, пересекающие фронт течения и входящие в сходящийся поток, мало влияют на температуру фронта течения. Повышенное содержание летучих веществ, выделяющихся из полимеров, может снизить прочность линии сварки, особенно при повышении температуры расплава для улучшения текучести и прочности линии сварки. Эта тактика должна быть зарезервирована на крайний случай.
Цепочки, пересекающие фронт течения и входящие в сходящийся поток, мало влияют на температуру фронта течения. Повышенное содержание летучих веществ, выделяющихся из полимеров, может снизить прочность линии сварки, особенно при повышении температуры расплава для улучшения текучести и прочности линии сварки. Эта тактика должна быть зарезервирована на крайний случай.
В результате можно увеличить скорость впрыска, сократить время заполнения и увеличить скорость сдвига. Таким образом, вязкость полимера может быть снижена во время заполнения, правильно выровняв цепь и улучшив упаковку. Также помогает увеличение давления уплотнения или удержания, а также увеличение времени уплотнения и удержания.
Условия низкого давления на линии сварки можно устранить, увеличив давление уплотнения или выдержки. Температуру формы можно повысить на 12°C, чтобы обеспечить большее запутывание на линии сварки.
Насколько это возможно, формовщики должны обеспечить формирование линии сварки на первом этапе заполнения. При минимальном потоке гораздо труднее слить фронты потока, что затрудняет создание прочных линий сварки.
При минимальном потоке гораздо труднее слить фронты потока, что затрудняет создание прочных линий сварки.
Установив направляющие для тонких областей, чтобы заполнить тонкие области, которые показывают неравномерный фронт потока, вы сможете решить проблему неравномерных фронтов потока из-за неравномерной толщины стенок. Давление расплава для заполнения намного ниже для более толстых секций, потому что деталь заполняется преимущественно.
Более толстая часть пластика течет быстрее, а тонкая останавливается. В результате полимер может «скакать» по внешнему или внутреннему периметру детали, позволяя выходить захваченным газам и воздуху. Решением могут быть увеличение скорости впрыска и закругление кромки или уменьшение толщины соединения. В идеале деталь должна быть переработана так, чтобы ее толщина была однородной.
Линии потока могут появляться даже без прерывания фронта потока из-за чувствительной к сдвигу природы материалов TPE. Это эстетический дефект, несмотря на то, что эти линии потока не являются истинными линиями сварки. Каждый раз, когда скорость изменяется, что и происходит при распространении фронта потока, эти материалы могут показывать линию потока.
Каждый раз, когда скорость изменяется, что и происходит при распространении фронта потока, эти материалы могут показывать линию потока.
Используйте вентильные затворы, а не горячие наконечники, чтобы получить единый фронт расплава на детали с несколькими затворами и каскадное срабатывание вентильных затворов.
Новая технология предотвращения образования линий сварки в литых пластиковых деталях
К 2022 Новости
представлено
Изображение предоставлено Alamy/NicoElNino
Газовая технология Push-Pull обеспечивает динамическую упаковку сварных швов с помощью одного узла впрыска и миниатюрных инжекторов.
Норберт Воробей | 31 октября 2022 г.
Линии сварки, также называемые линиями вязания, являются распространенной проблемой, с которой сталкиваются литьевые машины. Помимо эстетических проблем, линии сварки также могут привести к функциональному отказу. Во время пресс-конференции на выставке K 2022 в Дюссельдорфе, Германия, производитель компаундов Sirmax Group представил технологию Gas-Assisted Push-Pull (GAPP), которая, как утверждается, может предотвратить линии сварки в пластиковых деталях, полученных литьем под давлением.
Помимо эстетических проблем, линии сварки также могут привести к функциональному отказу. Во время пресс-конференции на выставке K 2022 в Дюссельдорфе, Германия, производитель компаундов Sirmax Group представил технологию Gas-Assisted Push-Pull (GAPP), которая, как утверждается, может предотвратить линии сварки в пластиковых деталях, полученных литьем под давлением.
Профессор Джованни Луккетта из Университета Падуи, основатель Smart Mold, дочернего предприятия университета, разработавшего и запатентовавшего GAPP, рассказал о технологии на стенде Sirmax. Итальянская компания Sirmax владеет 50% акций Smart Mold.
Линии сварки обычно появляются в детали, когда какое-либо препятствие разделяет поток расплава и препятствует его «связыванию». Сварные швы являются одними из наиболее серьезных структурных дефектов в деталях, изготовленных методом литья под давлением из термопластов, армированных волокном, поясняет Sirmax в пресс-релизе. В линии сварки армирующие волокна принимают ортогональную ориентацию по отношению к направлению заполнения, что приводит к значительному снижению прочности и жесткости формованной детали. Во время презентации на K Луккетта объяснил, как GAPP способствует взаимопроникновению фронтов потока в линии сварки за счет изменения формы поверхности раздела, обеспечения взаимной диффузии между фронтами потока и повторного выравнивания армирующих волокон.
Во время презентации на K Луккетта объяснил, как GAPP способствует взаимопроникновению фронтов потока в линии сварки за счет изменения формы поверхности раздела, обеспечения взаимной диффузии между фронтами потока и повторного выравнивания армирующих волокон.
«Другие безуспешно пытались устранить критичность линий сварки в конструктивных деталях», — говорится в подготовленном заявлении Луккетты. Динамическая упаковка на начальном этапе процесса «выдержки» позволяет улучшить взаимную диффузию матрицы на границе раздела и переориентировать волокна в направлении потока. Однако, согласно Smart Mold, для этого обычно требуются две независимые установки для литья под давлением. В отличие от этого, GAPP позволяет динамически уплотнять линии сварки с помощью одного блока впрыска и миниатюрных газовых инжекторов. Кроме того, по словам компании, небольшой размер газовых инжекторов делает технологию совместимой с существующими пресс-формами. «Я убежден, что сила технологии GAPP заключается в возможности внедрить ее в существующие пресс-формы с помощью неинвазивных и недорогих модификаций», — подчеркнул Луккетта.