Технология производство газобетона: Технология производства газобетона — АлтайСтройМаш
Технология производства газобетона — АлтайСтройМаш
На сегодняшний день технология производства газобетонных блоков интересует не только людей, планирующих построить свой дом, но и предпринимателей из России, Казахстана, Узбекистана и других стран СНГ, которые решили заняться бизнесом на производстве газобетона.
Почему именно газобетон? Во-первых, благодаря высоким показателям прочности и теплоизоляции, спрос на этот материал постоянно растет. Во-вторых, технология изготовления газоблоков очень проста: вам не потребуются особые знания и умения, чтобы стать производителем газобетона.
Предлагаем подробнее ознакомиться с технологией производства газоблоков.
Неавтоклавный газобетон: технология и требования
1. Производственное помещение обязательно должно быть светлым и хорошо вентилируемым. Требуемая температура воздуха в здании – не менее 15 °C.
2. Особое внимание нужно уделить отсутствию сквозняков в месте подъема газобетонной смеси в формах. Наличие сквозняка может повлиять на весь процесс производства (особенно в момент подъема смеси).
Наличие сквозняка может повлиять на весь процесс производства (особенно в момент подъема смеси).
Если температура в цехе меньше 15 °C, то необходимо добиться соответствующего значения температуры как минимум локально (в местах подъема смеси в формах). В линиях конвейерного типа необходимо разместить камеру предварительного прогрева и установить ее от поста заливки до поста резки. Оптимальная температура в камере предварительного прогрева – 35–40 °C.
С подробным рецептом газобетона можно ознакомиться здесь.
Технология изготовления газобетона: пошаговая инструкция
Шаг 1. Заливаем воду в газобетоносмеситель (температура воды 45–60 °C).
Шаг 2. Включаем смеситель и засыпаем цемент.
Шаг 3. Добавляем химические компоненты: каустическую соду (NaOH) и сульфат натрия (Na2SO4) и засыпаем песок.
Шаг 4. Перемешиваем все компоненты в течение 3–5 минут.
Шаг 5. Добавляем приготовленную суспензию алюминиевой пудры или отмеренную массу алюминиевой пасты (в сухом виде) и перемешиваем 20–30 секунд.
Добавляем приготовленную суспензию алюминиевой пудры или отмеренную массу алюминиевой пасты (в сухом виде) и перемешиваем 20–30 секунд.
Шаг 6. Пока готовится смесь, форму для заливки нужно подкатить к смесителю. К моменту слива смеси формы нужно почистить, собрать и смазать. После получения готовой смеси нужно выключить смеситель и слить раствор.
Шаг 7. После слива раствора аккуратно перемещаем форму в камеру предварительного прогрева.
Шаг 8. После набора необходимой структурной прочности (1–3 часа) выкатываем форму из камеры предварительного прогрева, срезаем горбушку, снимаем борта и разрезаем массив на отдельные блоки.
Шаг 9. Разрезанный массив перемещаем в камеру окончательной выдержки для набора прочности. Температура выдержки – 50–60 °C.
Шаг 10. После окончательного набора прочности (в течение 6–8 часов) готовые блоки укладываются на поддон, упаковываются стрейч пленкой и отгружаются на склад.
Технология производства газоблоков – это просто!
Как вы уже поняли, технология производства газобетона не сложнее выпечки хлеба или приготовления плова: вам не нужно иметь специальные знания и навыки, чтобы начать производить качественные газобетонные блоки. Кроме того, приобретая оборудование по производству газоблоков, технологи компании «АлтайСтройМаш» всегда будут на связи и смогут ответить на любые ваши вопросы.
Готовы стать производителем газобетонных блоков?Подобрать оборудование
Производство газобетонных блоков: технология изготовления автоклавного газобетона
Выбор материалов для строительства играет огромную роль. От их свойств зависит скорость строительства, прочность здания, насколько тепло будет внутри, как долго прослужит дом, устойчивость к усадке, механическим факторам, осадкам и конечно же стоимость всех работ. Одним из востребованных материалов являются газобетонные блоки.
Газобетон (другие названия – ячеистый, или газосиликатный, а также ААС – аэрированный автоклавный бетон) – композитный строительный материал, появившийся в Европе в 1930-х годах и к настоящему дню являющийся одной из наиболее распространенных альтернатив традиционным аналогам.
Стены дома из газобетонных блоков имеют степень огнестойкости REI 240 и способны переносить прямой контакт с огнем в течение 4 часов без изменения физических и тепловых характеристик. Данный показатель в несколько раз превышает аналогичные свойства кирпича и является наиболее высоким среди всех строительных материалов.
Как делают газобетонные блоки
Этот вид материала относят к искусственному камню. Состоит газоблок из многих компонентов. Главная отличительная особенность газосиликатного блока – наличие пузырьков газа размерами 0,5 – 3 мм, равномерно распределенных в толще бетона. Благодаря этому газобетон получается легким, имеет небольшую теплопроводность.
Из газосиликатных блоков легко возводить здания в 1 – 3 этажа, делать надстройки на старых домах, быстро возводить торговые, промышленные, хозяйственные постройки.
Характеристики газосиликатов определяются составом и технологией производства. Так, чем больше пузырьков газа в газобетоне, тем больше пористость материала, меньше теплопроводность, но и одновременно меньше прочность.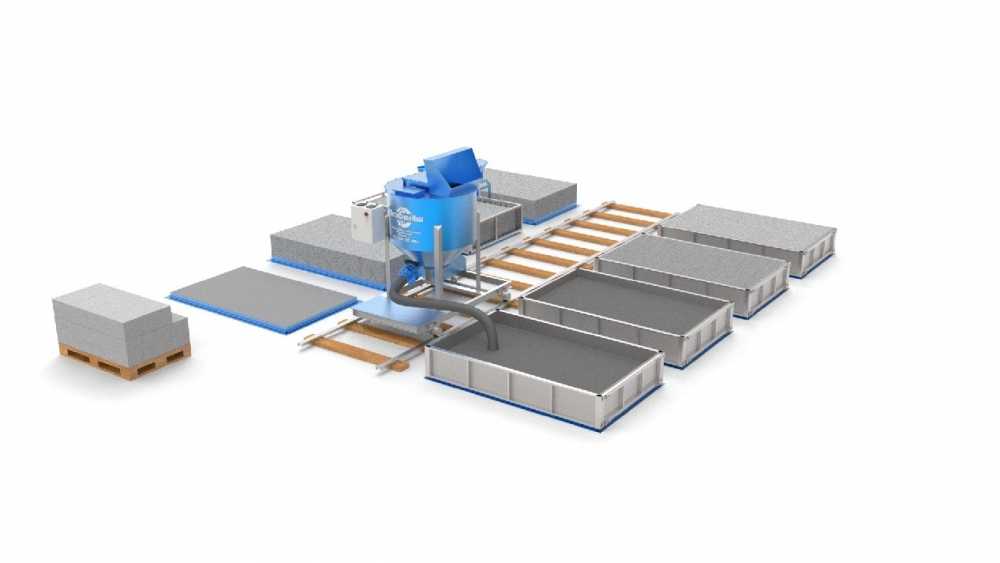
Суть процесса газообразования – химическая реакция между металлическим алюминием и гидроксидом кальция из известкового раствора, в результате которой получаются алюминаты кальция и водород. Этот газ равномерно распределяется в полужидкой газосиликатной смеси и заставляет ее увеличиваться в размерах, после чего масса застывает.
Для разных целей производят различные виды газобетона. Выбор зависит от этажности здания, нагрузки на конструкцию, требований к уровню тепло- и шумоизоляции. Добиться желаемых результатов можно, используя газосиликатные блоки разной толщины, комбинируя их с другими стеновыми и отделочными материалами.
Состав и технология производства газобетонных блоков
В состав газобетона входят:
- Песок, преимущественно кварцевый, около 70 %.
- Портландцемент 8 – 10 % с высоким содержанием силиката кальция (от 60 %).
- Вода.
- Негашеная известь до 20 % с большим содержанием оксидов магния и цинка.

- Гипс 2 %.
- Пудра из алюминия 2 % – порообразующий компонент. Чаще используют пасты и суспензии из алюминия, так как при добавлении порошка в чистом виде образуется много пыли.

Хлорид кальция добавляют для ускорения процессов затвердения материала. Если добавить армирующие волокна, газобетон получится более прочным. Тогда из него можно делать плиты перекрытия, перемычки. Иногда в состав газосиликатных блоков вводят отходы металлургического производства – золу и шлаки.
Точные состав и пропорции, из чего делают газосиликатные блоки, определяются ГОСТом и зависят от целей строительства. Чтобы получить нужный вид газобетона, закладывают компоненты в соответствующих пропорциях. Процентная доля пор в газобетоне определяет вес и прочность готовой плиты, колеблется в большом диапазоне:
- От 38 % для получения прочных строительных блоков.
- Около 52 % в облегченных плитах, предназначенных для межкомнатных перегородок, надстроек над готовым зданием – мансард, верхних этажей, одноэтажных легких хозяйственных построек.
- До 92 % для получения плит как теплоизоляционного или отделочного материала, на которые не предусмотрены функциональные нагрузки.

Подготовка компонентов смеси осуществляется на отдельных технологических установках (шаровых мельницах), перемалывающих гипс, песок и другие компоненты до состояния шлама плотностью 1,71–1,72 кг/л.
Мощность данного оборудования позволяет перерабатывать 25 тонн прямого шлама в час. Дозировка компонентов выполняется при помощи компьютерного оборудования полностью в автоматическом режиме на основе конкретной рецептуры. Помимо массы учитывается также плотность и температура отдельных элементов смеси.
Корректировка данных показателей производится путем добавления теплой или холодной воды из резервуаров, которыми оснащена смесительная башня.
Приготовление алюминиевой суспензии осуществляется на отдельном участке и добавление ее в смесь происходит через высокоточный весовой дозатор.
Газобетонные блоки торговой марки Bonolit производятся из натуральных компонентов. Для создания смеси используется известь, гипс, кварцевый песок, вода, а также цемент и газообразующие компоненты (алюминиевая паста или пудра).
Наличие газообразователя в смеси дает возможность создать сквозные равномерные ячейки в структуре готовых изделий, что снижает их массу и теплопроводность. Для формирования однородного состава используется специализированное оборудование (шаровые мельницы, шламбассейны и т. д.).
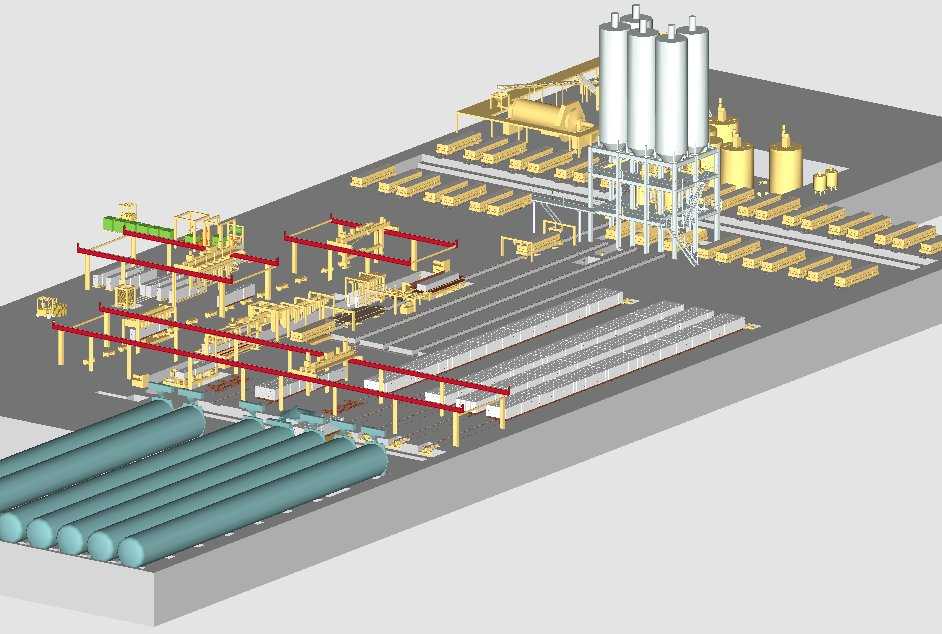
Этапы производства газобетонных блоков
Технология производства газобетона предусматривает выполнение сложных производственных операций, которые невозможно осуществить в кустарных условиях. Компания Bonolit Сonstruction Solutions LLC является крупнейшим предприятием в Европе, занимающимся изготовлением газобетонных блоков. Контролируемый на всех этапах процесс изготовления обеспечивает абсолютное соответствие продукции жестким стандартам и требованиям, предъявляемым к данному материалу.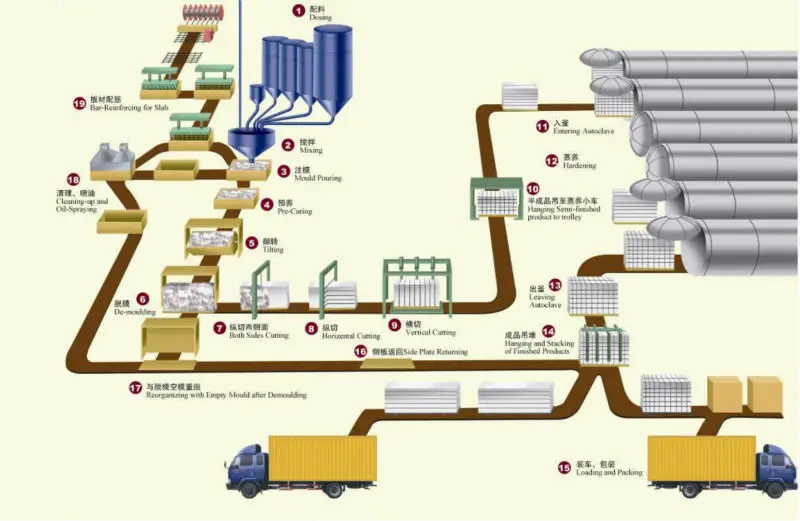
Газобетон производится в несколько этапов:
- Песок подготавливают – просеивают, после смешивания с водой измельчают в мельнице мокрого помола.
- В большой емкости смешивают сыпучие материалы в нужных пропорциях – измельченный песок, цемент, известь.
- Последними добавляют воду и алюминиевую пудру, после чего начинается реакция с выделением пузырьков газа водорода. Смесь тщательно перемешивают и заливают в прямоугольную форму.
- В течение 4 часов газосиликат отстаивается и увеличивается в объеме, пока не заполнит полностью форму.
- После кантования происходит резка материала на блоки заданного размера. При помощи струн делают пазы, гребни.
- Автоклавирование позволяет значительно увеличить прочность и долговечность газобетонных блоков. Обработка происходит в течение 12 часов при давлении в 8 – 12 атмосфер, температуре – порядка 170 градусов и повышенной влажности.
- Готовые блоки упаковывают, отправляют на склад или напрямую заказчику.
Некоторые блоки не подвергают автоклавированию, а просто высушивают в электропечах. Такой газосиликатный блок стоит дешевле, имеет меньшую прочность, пригоден для возведения небольших одноэтажных хозяйственных построек и жилых домов.
Контроль качества
Важный этап при изготовлении любых строительных материалов – контроль качества. Он позволяет проверить готовую продукцию на соответствие СНИПам и ГОСТам. Контролируют:
- массу;
- размеры;
- плоскость перпендикулярности;
- теплопроводность;
- процент пористости;
- качество краев и замковых элементов;
- пожаробезопасность;
- звукоизоляцию;
- вентиляционные свойства;
- экологичность.
Каждый компонент смеси, а также готовая продукция проходят обязательный контроль качества в собственной лаборатории компании Bonolit. Помимо этого, образцы сырья и товаров из ассортимента периодически отправляются в Голландию для проведения независимых исследований.
Только после этого газобетон поступает к заказчику, можно быть уверенным в его высоком качестве.
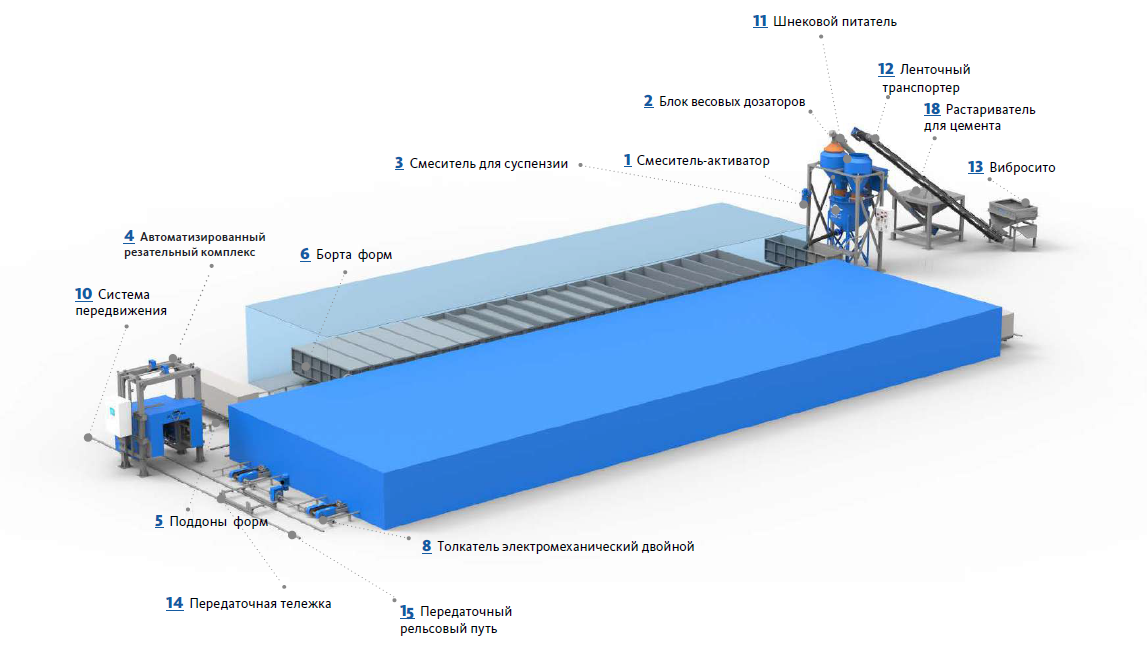
Оборудование для производства газобетона
Для получения надежного газосиликата необходимо современное оборудование:
- Механическое или вибросито для удаления посторонних предметов из песка и цемента.
- Шаровая мельница для измельчения и смешивания сухих сыпучих компонентов.
- Дозаторы, которые отмеряют нужное количество каждого вещества.
- Растворосмеситель равномерно перемешивает все компоненты или бетономешалка.
- Формы для застывания смеси со съемной опалубкой.
- Оборудование для контроля за размерами, количеством пузырьков газа и их распределением.
- Рамы для нарезания плит на блоки нужного размера. Шаблоны, пилы разного размера, струны.
- Автоклавы.
- Парогенератор для создания высокой влажности, паропровод.
- Автоматизированные погрузчики.
 Шаблоны, пилы разного размера, струны.
Шаблоны, пилы разного размера, струны.Виды, характеристики и размеры газобетонных блоков
В зависимости от свойств газобетона и сферы применения различают:
- конструкционные – плотность 700 – 900 кг/ м куб.;
- конструкционно-изоляционные – плотностью 500 – 700 кг/ м куб.;
- теплоизоляционные газосиликатные блоки – плотностью 350 – 400 кг/ м куб.
По технологии затвердения:
- с использованием автоклава: твердение происходит в условиях повышенного давления, температуры и влажности.
- без него: гидратационное твердение при повышенной температуре и влажности, но при нормальном давлении.
Состав газосиликатной смеси может отличаться. Преобладающим компонентом (более 50 %) может быть:
- известь-кипелка;
- портландцемент;
- шлак;
- смесь шлака и извести;
- высокоосновные золы.

Кремнеземистый компонент тоже бывает разным:
- Природный материал – песок, прошедший очистку и измельчение.
- Отходы промышленности – зола гидроудаления, вторичные продукты, полученные при работе ТЭС, обогащении руд, производстве ферросплавов.
По размерам газосиликатные блоки можно делать:
- По ширине от 10 до 50 см.
- По высоте от 20 до 30 см.
- В длину 50 – 60 см.
По форме блоки из газобетона производят:
- простые прямоугольные для возведения внутренних и наружных стен;
- с пазами и гребнями на месте будущих стыков – для улучшения качества, герметичности, ровности шва;
- для перегородок;
- армированные – для перекрытий;
- U-образные – для оконных и дверных проемов.
Подготовка материалов
Изготовление газосиликата начинается с подбора компонентов, их подготовки. Песок нужно измельчить. Путем просеивания через автоматическое вибросито песок освобождают от крупных посторонних частиц. Далее его измельчают. Для этого смешивают с небольшим количеством воды и в мельнице мокрого помола перемалывают до состояния песчаного шлама. Именно в таком виде его можно уже смешивать с другими компонентами – цементом, известью, водой. Последней добавляют алюминиевую пудру, которая запускает процесс образования пор.
Песок нужно измельчить. Путем просеивания через автоматическое вибросито песок освобождают от крупных посторонних частиц. Далее его измельчают. Для этого смешивают с небольшим количеством воды и в мельнице мокрого помола перемалывают до состояния песчаного шлама. Именно в таком виде его можно уже смешивать с другими компонентами – цементом, известью, водой. Последней добавляют алюминиевую пудру, которая запускает процесс образования пор.
Формование
Для придания нужной геометрии газосиликатный раствор заливают в формы. Спустя 3 – 4 часа процесс выделения газа прекращается, увеличение массы в объеме останавливается. Еще примерно через час материал приобретает достаточную твердость, чтобы можно было удалить опалубку с форм. Газосиликатный массив нарезают на модули, ровняют кромку. При помощи струн можно делать гребни, пазы для плотной стыковки соседних элементов. При необходимости отправляют в автоклав для затвердения.
Упаковка
После полного остывания готовых блоков их упаковывают на автоматической линии. Это предохраняет газосиликатные плиты от загрязнения в процессе транспортировки, механических повреждений. Их можно доставлять в вагонах открытого типа и автомобильным транспортом.
Это предохраняет газосиликатные плиты от загрязнения в процессе транспортировки, механических повреждений. Их можно доставлять в вагонах открытого типа и автомобильным транспортом.
Газобетон и газосиликат: какая разница между ними?
Газосиликат состоит главным образом из песка, извести, воды, алюминиевой пудры. Бетон может присутствовать в меньших количествах или отсутствовать совсем. В отличие от него газобетон в составе вяжущей смеси содержит преимущественно портландцемент с небольшим количеством песка и извести. Иногда независимо от состава смеси ячеистые формы бетона называют газобетоном.
Термином газосиликаты пользуются с 2007 года для обозначения газобетонов, подвергшихся автоклавному твердению.
Газосиликат всегда белого цвета, имеет однородную структуру, ровные края и поверхности без сколов, дефектов. Так как газосиликатные блоки подвергаются обработке в автоклаве, их прочностные характеристики намного выше.
Газобетон серого цвета, часто имеет изъяны и дефекты на поверхности, изъеденные края. Он рассчитан на меньшие нагрузки.
Он рассчитан на меньшие нагрузки.
Свойства газобетонных блоков: достоинства и недостатки
Газобетон широко используется в строительстве жилых, торговых, промышленных объектов с небольшой этажностью (до 3 этажей). Преимущества пористого бетона такие:
- Небольшой вес газосиликата по сравнению с кирпичом. Масса одного блока составляет 30 – 32 кг, по площади он заменяет около 30 кирпичей, которые весили бы более 100 кг.
- Экономически выгодно – за счет пор требуется меньше количество исходных материалов, меньше работников для кладки, высокая скорость строительства.
- Газосиликат экологически чистый, не содержит искусственных компонентов, не выделяет в воздух вредных веществ.
- Устойчив к огню.
- Достаточная прочность. В многоэтажных конструкциях используют газосиликатные плиты плотностью от 700 до 900 кг/ м куб.
- Сохраняет тепло внутри помещения, теплопроводность 0,1 – 0,12 Вт/м °C.
- Имеет хорошее сцепление с цементом.
- Хорошо гасит шумы.
- Благодаря ячеистой структуре газосиликат хорошо пропускает воздух, внутри дома будет благоприятный микроклимат.
- Не подвержен процессам гниения.
- Благодаря точным размерам не требуется подгонка при укладке плит (отклонения в геометрии не превышают 1,5 мм).
- Газобетон легко подвергается обработке – можно резать, пилить, сверлить, штробить, обтесывать. Для этого подходят инструменты из стали, специальные напайки из твердых сплавов не требуются.
- Имеет низкий уровень естественной радиоактивности, так как в составе нет тория, урана (слюда и гранит в процессе производства не используются).Безотходное производство, так как срезанные при формовании части газосиликата подвергаются повторной переработке.

Как у любого материала, у газосиликата есть и недостатки:
- Легко впитывает влагу, поэтому наружные поверхности требуют дополнительной защиты. Также его нельзя применять в качестве строительного материала при влажности выше 65 %.
- Не пригоден для возведения зданий выше 3 этажей.
- Слабое место – стыки между плитами. Их прочность и герметичность зависят от качества и технологии нанесения клея.
Газобетон своими руками
Сделать материал, который по свойствам напоминает газобетон, можно в домашних условиях. Однако надо понимать, что готовые плиты не будут точно соответствовать строительным нормам и требованиям. При отсутствии оборудования, которое обеспечит точное дозирование, качественное перемешивание, автоклавирование, готовая продукция будет уступать по качеству тем газосиликатным блокам, которые изготовлены на производстве.
Чтобы делать газобетон, понадобится оборудование:
- вибросито;
- мельница шаровая;
- бункер-дозатор;
- газобетоносмеситель;
- режущие рамы;
- автоклавный генератор пара.
Компоненты газобетона нужно взять в таких соотношениях:
- песок 450 кг;
- негашеная известь 120 кг;
- цемент 60 кг;
- гипс 0,5 кг;
- вода 450 кг.

После просеивания измельчить компоненты, перемешать, снова просеять. Поместить в бетономешалку и добавить воду, затем 0,5 кг суспензии алюминия. Вылить в форму примерно до половины и оставить на 2 часа для застывания. Распалубить и нарезать застывшую газобетонную массу. При наличии автоклава отправить блоки на затвердение.
И все-таки лучше приобрести газоблоки от производителя в компании Bonolit Group. Здесь изготовление происходит на высокотехнологичных автоматизированных линиях, что позволяет получать продукт, полностью соответствующий заданным характеристикам. Газобетон марки Bonolit отмечен дипломом «100 лучших товаров России» и рекомендован к внесению в Перечень инновационной, высокотехнологичной продукции и технологий. По факту, характеристики газосиликата даже превосходят требования ГОСТ, что подтверждено сертификатами на готовую продукцию.
Bonolit – это новые технологии и лучшее решение для частного домостроения в условиях климата Московского региона. Они отлично переносят изменения температур и способствуют поддержанию идеального микроклимата внутри помещения. Благодаря низкой теплопроводности и способности «дышать», в доме из такого материала тепло зимой и прохладно летом.
Они отлично переносят изменения температур и способствуют поддержанию идеального микроклимата внутри помещения. Благодаря низкой теплопроводности и способности «дышать», в доме из такого материала тепло зимой и прохладно летом.
Вы также можете заказать проект для дома, внести и согласовать изменения в готовых проектах на использование газоблоков, получить консультацию по поводу технических характеристик материалов, заказать доставку. Здесь же можно купить качественные строительные инструменты, смеси, клеевые составы для разных материалов. По желанию можно пройти обучение, как правильно строить из газобетона, подбирать сопутствующие товары.
Видео: дом из газобетона
О нас — ведущий поставщик технологий производства газобетона
Aircrete Европа | Ведущая технология производства газобетона
Наш главный офис в Олдензале
Кто мы
Обладая многолетним опытом и продажами на более чем 100 различных заводах по производству газобетона в 50 странах на 6 разных континентах, Aircrete Europe является признанным мировым лидером в области разработки и производитель из Автоклавный газобетон (AAC) Машины и технологии на производство панелей из газобетона и блоков .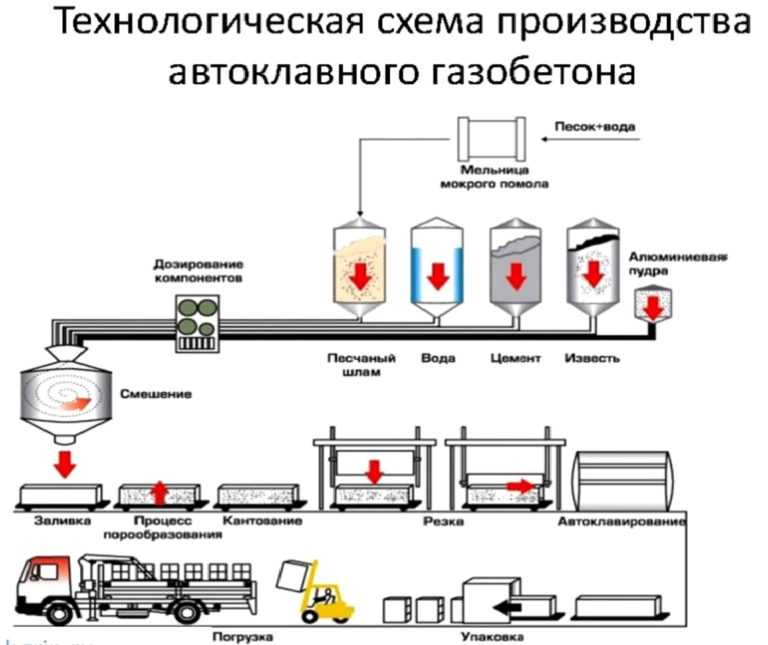
Мы проектируем и поставляем самые инновационные газобетонные заводы «под ключ» и передовые технологии по всему миру. Являясь долгосрочным эксклюзивным партнером по проектам для наших клиентов, мы проведем вас через все этапы планирования, строительства и эксплуатации вашего завода по производству газобетонных блоков. Мы являемся полноценным технологическим партнером , а не просто поставщиком оборудования, что обеспечивает максимальную ценность для наших клиентов. Вместе мы строим ваш успех!
Штаб-квартира нашей компании, операционные и производственные площадки расположены в Олдензале (Нидерланды) с торговыми представителями в Северной и Южной Америке, на Ближнем Востоке и в Юго-Восточной Азии.
Подробнее
Наша организация постоянно инвестирует в инновации и технологические процессы, чтобы оптимизировать технологию производства газобетона и качество продукции. Специальная команда руководителей производства, механиков, операторов, химиков, инженеров-механиков, инженеров-электриков и программистов, а также разработчиков бизнеса готова поделиться своим глубоким опытом, охватывающим всю цепочку создания стоимости газобетона. В результате бренд Aircrete признан во всем мире уже 9 лет.0012 качество и надежность.
В результате бренд Aircrete признан во всем мире уже 9 лет.0012 качество и надежность.
Помимо строительства заводов под ключ, у нас есть большой опыт в модернизации и реконструкции различных заводских технологий, таких как Hebel, Stema, Siporex, Durox, Ytong, других версий Tilt-Cake и других систем.
Aircrete Europe занимает уникальное положение в отрасли благодаря тому, что управляет собственными заводами по производству газобетонных блоков. Это операционное и финансовое участие создает соответствие интересам, которое ищут наши клиенты, , особенно на этапе запуска нового завода.
Наша клиентская база состоит из разнообразной клиентской базы, начиная от всемирно известных производителей строительных материалов и заканчивая местными семейными производителями газобетона.
С 2013 года компания является членом Aircrete Group N.V. Группа фокусируется на полностью интегрированных бизнес-решениях и инвестиционных возможностях, связанных с производством автоклавного ячеистого бетона на избранных быстрорастущих рынках.
Откуда мы пришли
Г-н Виллем Ван Боггелен
Aircrete Europe была основана в 2002 году инженером . Г-н Виллем ван Боггелен , который начал работать в отрасли почти 50 лет назад, имея солидный технический опыт, включая степень в области машиностроения и гидромеханики. Предвидя переход к панелям, а не к блокам, г-н Ван Боггелен увидел потенциал для возвращения технологии производства лепешек из газобетона и внесения в нее серьезных инноваций для обслуживания «заброшенных» заводов Durox, Siporex и Hebel, а также для производства газобетонных панелей.
На сегодняшний день Aircrete Europe является единственной глобальной вертикально интегрированной компанией с многолетними традициями и опытом в разработке технологий производства газобетонных блоков и строительных приложений для панелей и блоков. Компания Aircrete Europe, основанная на технологии производства лепешек и опирающаяся на вертикально-интегрированный подход, основанный на использовании собственных заводов, позиционирует себя как самый опытный игрок в области производственных технологий для панелей в мире, с сильными операционными ноу-хау и возможностями.
Хотя отец-основатель Aircrete г-н Виллем ван Боггелен скончался 12 мая 2021 года, г-н Виллем ван Боггелен пользуется большим уважением в мировой отрасли газобетона. Он считается лидером и экспертом в области газобетона, а также провидцем панельных технологий и строительных решений на основе панелей. Его статус подтвержден многочисленными публикациями, консультационными оценками и выступлениями на международных технических конференциях по технологии производства бетона и газобетона (см. в загрузках).
История Aircrete
Аксель Эрикссон «открывает» и патентует AAC
Основание Yxhult (позже Ytong) Карлом Августом Карленом
Основание Durox Карлсро Калкбрук
Основание Siporit (позже Siporex)
Основание Hebel Юзефом Хебелем
(семья Лоевстейн) приобретает Durox
Readymix Group приобретает Durox Gasbeton
Plena Group (г-н Шегорг) приобретает Ytong
Klebaver & STORK становится «производителем установок» для Durox Gasbeton
Readymix Group приобретает Ytong у Plena Group
Readymix Group проводит ребрендинг Ytong & Durox в Ytong
Fels-Kalk Werke приобретает Hebel
Основание Aircrete Europe В.
ван Боггелен совместно с Klebaver EngineeringХаниэль Бау приобретает Ytong у RMC, а также Fels-Kalk & Hebel
Haniel Bau объединяет свою деятельность под брендом Xella
Семья Ван Боггелен получает полную собственность на Aircrete , дальнейшая инновация технологии панелей Durox
Xella продана
PAI Partners & Goldman SachsФаза активной разработки Aircrete Europe с упором на уникальную стратегию вертикальной интеграции
Aircrete Europe является ведущим производителем панельных технологий с уникальной вертикально интегрированной позицией собственных инвестиций и услуг
 ван Боггелен совместно с Klebaver Engineering
ван Боггелен совместно с Klebaver EngineeringНаши основные ценности
НАША МИССИЯ:
«ПОСТАВЛЯТЬ БОЛЕЕ ЭКОЛОГИЧНЫЕ, БЫСТРЫЕ И ЛУЧШИЕ СТРОИТЕЛЬНЫЕ ТЕХНОЛОГИИ ДЛЯ МИРА ЗАВТРА».
Aircrete стремится постоянно превосходить ожидания своих клиентов, предоставляя лучшие в своем классе индивидуальные строительные системы и технологические рекомендации для мировой индустрии газобетона. Мы поддерживаем наших клиентов, внимательно следя за последними тенденциями строительства на мировых рынках.
Благодаря постоянным инвестициям в инновации и проектные технологии, а также долгосрочному партнерству с международными архитекторами, строительными властями и инженерами-строителями мы оптимизируем процесс производства газобетона и качество продукции, позволяя нашим клиентам пользоваться конкурентными преимуществами передовых технологий и высоких технологий. качественные строительные решения.
Совет директоров
Карьера
Присоединяйтесь к нашей международной команде!
Aircrete Europe всегда ищет талантливых кандидатов, чтобы присоединиться к нашей международной команде.
Большинство вакансий расположено в Олдензале недалеко от Энсхеде в Нидерландах. У нас есть динамичная международная команда из 18 стран, где английский является основным рабочим языком.
У нас есть динамичная международная команда из 18 стран, где английский является основным рабочим языком.
Пожалуйста, пришлите нам свое резюме/CV, а также мотивационное письмо, чтобы стать частью нашей динамичной команды.
Электронная почта: набора@aircrete.com
Актуальные вакансии в Aircrete Europe:
Технология производства, особенности применения в монолитном строительстве, неразрушающий метод контроля прочности на сжатие
Самуйлов Ю.В.
РЕЗЮМЕ Широкое применение ячеистых бетонов в строительной отрасли и поиск наиболее эффективных способов возведения строительных конструкций заставляют вновь взглянуть на возможность модернизации существующей технологии неавтоклавного газобетона. Наличие на белорусских промышленных предприятиях минеральных отходов, которые потребуют утилизации, является полезным, обеспечивает доступ к доступным строительным материалам, что позволяет повысить качество и удешевить производство неавтоклавного ячеистого бетона за счет снижения расхода цемента. -автоклавные газобетоны производятся в основном на цементном вяжущем. Это позволяет использовать для их производства инертный заполнитель, не участвующий непосредственно в процессе твердения ячеистого бетона. Наиболее мелкие фракции гранитного отсева ОАО «Гранит», представляющие собой отходы дробления гранитных пород, показали хорошую применимость в производстве ячеистых бетонов. Этот сыпучий материал был успешно внедрен в качестве наполнителя в состав неавтоклавной ячеистой бетонной смеси, в результате чего был получен широкий ассортимент ячеистых бетонов различной плотности и прочности. В статье представлено описание технологии получения неавтоклавного газобетона на инертном наполнителе из гранитного щебня и результаты его лабораторных испытаний. Показано, что данная технология позволяет получать неавтоклавный газобетон в более широком диапазоне плотности и прочности на сжатие. Направления его применения в строительной отрасли. Выявлены некоторые особенности использования бетонных смесей, произведенных по данной технологии, в монолитном строительстве.
-автоклавные газобетоны производятся в основном на цементном вяжущем. Это позволяет использовать для их производства инертный заполнитель, не участвующий непосредственно в процессе твердения ячеистого бетона. Наиболее мелкие фракции гранитного отсева ОАО «Гранит», представляющие собой отходы дробления гранитных пород, показали хорошую применимость в производстве ячеистых бетонов. Этот сыпучий материал был успешно внедрен в качестве наполнителя в состав неавтоклавной ячеистой бетонной смеси, в результате чего был получен широкий ассортимент ячеистых бетонов различной плотности и прочности. В статье представлено описание технологии получения неавтоклавного газобетона на инертном наполнителе из гранитного щебня и результаты его лабораторных испытаний. Показано, что данная технология позволяет получать неавтоклавный газобетон в более широком диапазоне плотности и прочности на сжатие. Направления его применения в строительной отрасли. Выявлены некоторые особенности использования бетонных смесей, произведенных по данной технологии, в монолитном строительстве. Описан новый метод определения прочности газобетона на сжатие неразрушающим методом, представлено устройство для его реализации. Отличительной чертой этого метода является высокая точность, надежность и независимость от дополнительных источников электроэнергии.
Описан новый метод определения прочности газобетона на сжатие неразрушающим методом, представлено устройство для его реализации. Отличительной чертой этого метода является высокая точность, надежность и независимость от дополнительных источников электроэнергии.
Ключевые слова: газобетон неавтоклавный, гранитоидный микронаполнитель, микрокремнезем, новый неразрушающий метод контроля прочности при сжатии.
Для цитирования: Самуйлов Ю.В. Неавтоклавный газобетон: технология производства, особенности применения в монолитном строительстве, неразрушающий метод контроля прочности на сжатие. В кн.: Современные проблемы бетона и железобетона: Сборник научных статей. Минск. Институт БелНИИС. Том. 8. 2016. С. 225-240. https://doi.org/10.23746/2016-8-13
Полный текст на русском языке:
Скачать PDF (824 Кб)
Каталожные номера:
- СТБ1570–2005. Бетоны ячеистые. Газобетон. Технические условия. Технические условия].
