Отличие газобетона от пенобетона что лучше: Газобетон или пенобетон – в чем разница и что лучше для строительства дома, сравнение материалов, фото
что лучше, что выбрать, чем отличаются
Возведение дома начинается с проекта и выбора материала для его строительства. Он будет определять надежность и прочность жилья. Стены должны быть не только крепкими опорами, но и выступать защитным щитом от морозов, шума и влаги. Идеальным вариантом будет выбор экологичного и огнеустойчивого материала.
В продаже имеется множество строительных продуктов, которые обладают теми или иными характеристиками, но сочетать в себе все их могут только ячеистые материалы. К ним относится пенобетон и газобетон. Они очень схожи, но все же имеют ряд различий.
Содержание
- 1 Надежность и другие свойства
- 1.1 Отличительные характеристики двух материалов
- 2 Сравнительный анализ с газосиликатом
Надежность и другие свойства
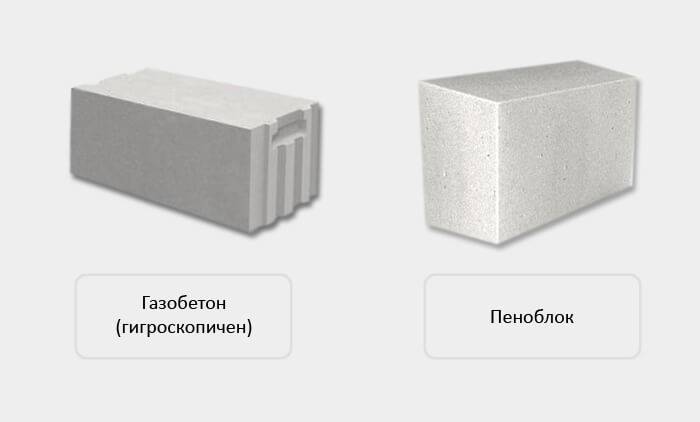
Все характеристики и само изготовление обоих материалов должно соответствовать одному и тому же ГОСТу. Но это, не делает их абсолютно одинаковыми. Даже при их производстве существуют отличия. Газобетон изготавливается на дорогостоящем оборудовании, а пенобетон отлично получается на производственных установках, которые стоят на порядок дешевле. Естественно, это отражается на внешнем виде этих блоков.
Газобетон изготавливается на дорогостоящем оборудовании, а пенобетон отлично получается на производственных установках, которые стоят на порядок дешевле. Естественно, это отражается на внешнем виде этих блоков.
Несущая стена из газобетона ширина и другие технические данные описаны в данной статье.
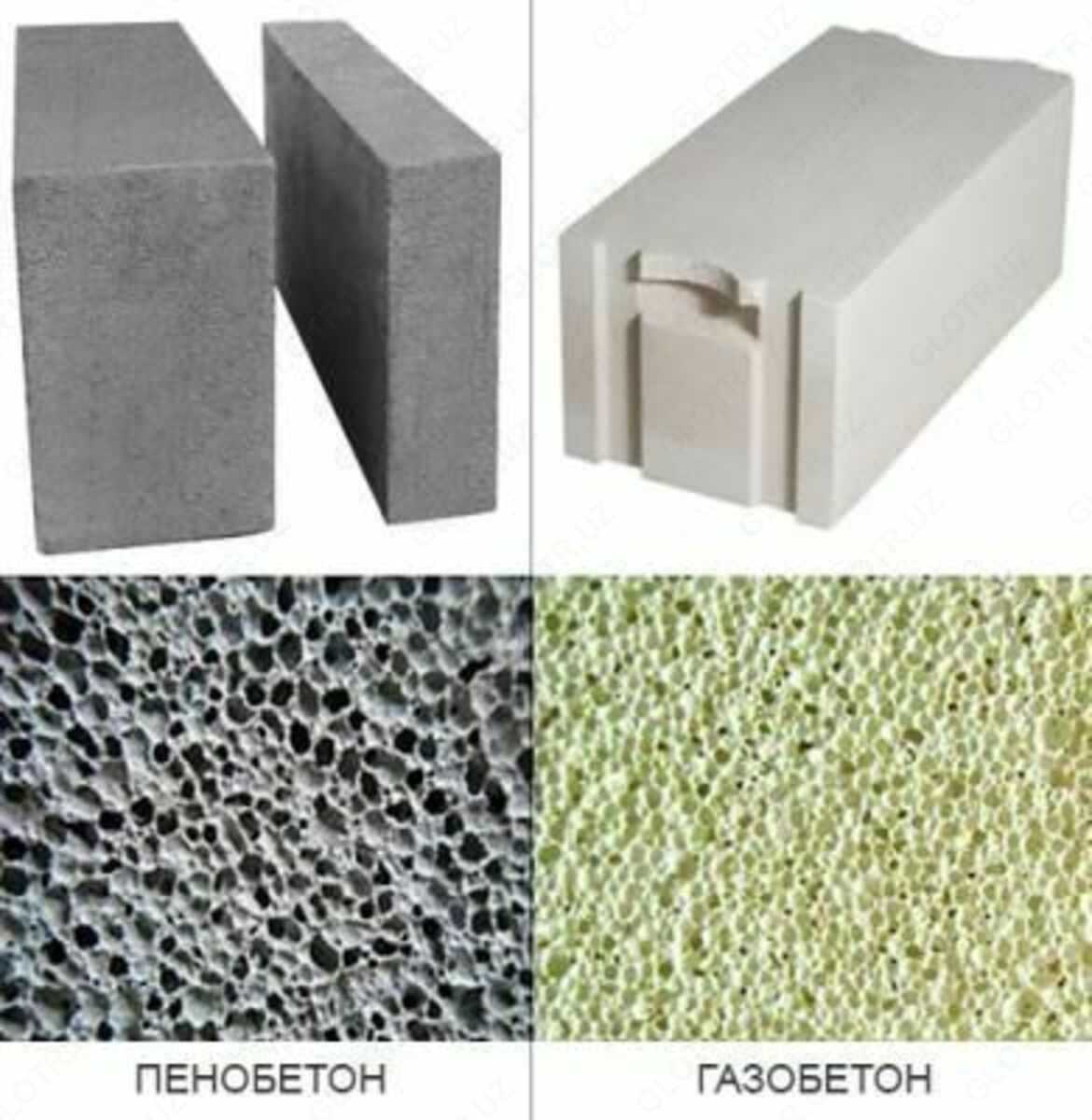
Газобетон имеет серую окраску, четко очерченные формы со специальными пазами для соединений блоков между собой, также его структура мелкозернистая. В отличие от него пенобетон имеет более крупные поры внутри своей структуры, блоки изготавливаются черного цвета и их стороны не такие ровные, как у газовых аналогов. К тому же у последних для удобства монтажа и транспортировки предусмотрены пустотелые пазы для рук, а пенобетон имеет гладкие стороны без дополнительных наплывов и углублений.
О том каков расход клея для газобетона на 1м2 можно узнать из данной статьи.
И не только в этом состоит разница между ними. Чтобы понять какой материал и для чего лучше применять, надо рассмотреть каждый из них подробнее.
На видео рассказывается, что лучше: газобетон или пенобетон:
Как правильно выбрать фундамент под дом из газобетона можно узнать прочитав данную статью.
Отличительные характеристики двух материалов
При их выборе стоит учесть индивидуальные свойства каждого из них. Покупка будет зависеть от требуемых работ.
- Влаго- и морозостойкость. На эти характеристики влияет технология производства каждого из них. Газобетон впитывает в себя воду, подобно губке, у его аналога показатель влагопоглощения ниже. Но этот фактор не должен настораживать будущих владельцев домов, так как на ячеистые блоки всегда наносится облицовочный слой, способный компенсировать этот недостаток. Но для сравнения, все же надо отметить, что газобетон в этом отношение хуже, чем пенобетон.
 Но при морозе он надежнее последнего втрое.
Но при морозе он надежнее последнего втрое. - Прочность. Если взять эти два материала с одинаковой плотностью, то газобетон более надежен и крепок, чем его аналог. Прочностные характеристики пенобетона напрямую зависят от качества веществ, применяемых для его производства. В основном это касается пенообразователей. Хорошие их виды стоят недешево, а чтобы себестоимость строительного материала была приемлемой, производители применяют более дешевые составляющие, этим и обусловлена низкая прочность пенобетона. Причем его поверхность имеет разные показатели, а у газобетонных блоков состав однороден и стабилен во всех точках своей поверхности.
 Но при морозе он надежнее последнего втрое.
Но при морозе он надежнее последнего втрое.Газобетонные блоки размеры и вес указаны в данной статье.
Как определить плотность газобетона можно узнать из данной статьи.
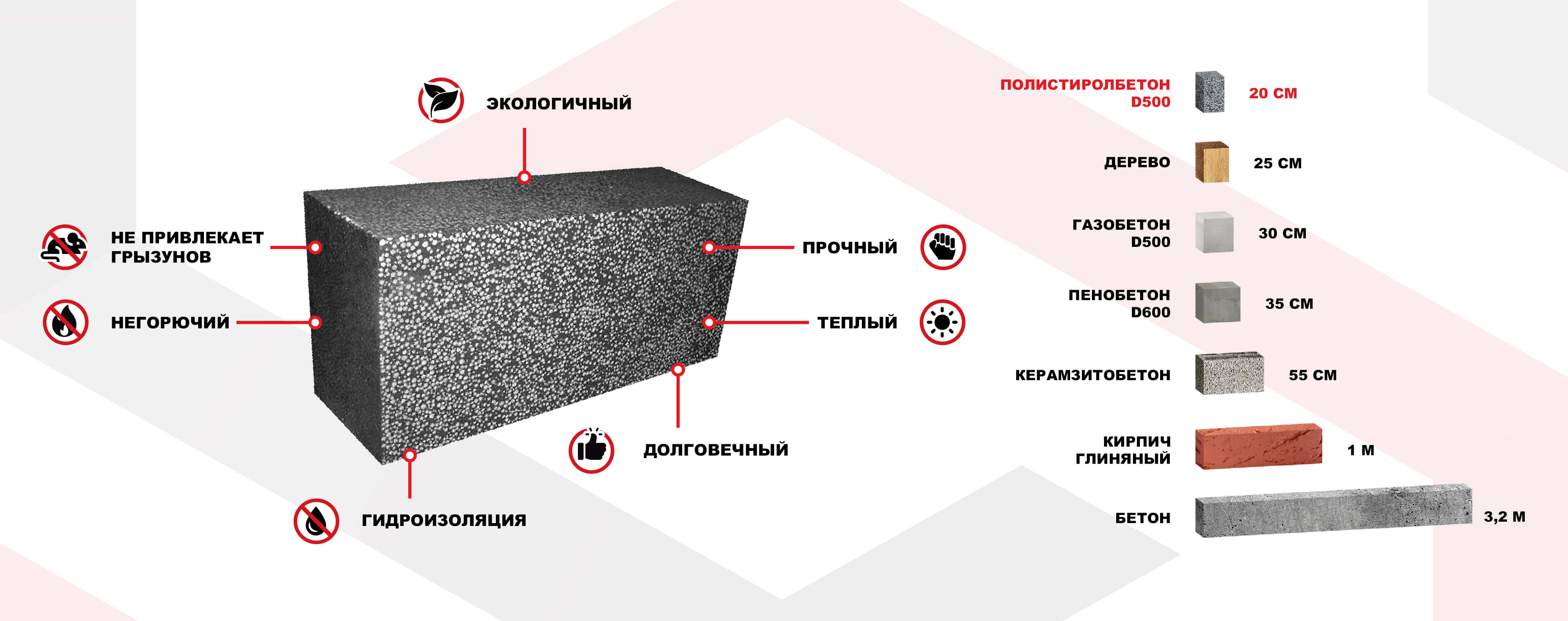
- Пожароустойчивость. Касательно этого параметра, можно заверить, что оба материала достаточно устойчивы к огню, они не воспламеняются и не распространяют его.
- Экологичность. Оба материала абсолютно безопасны, и не выделяют никаких вредных газов. При производстве пенобетона используются специальные пенообразующие вещества. Они могут быть как белкового, так и искусственного происхождения, но не оказывают вредного воздействия на организм человека. Тем более это исключено, еще и полностью герметичной оболочкой таких блоков, их поры находятся в замкнутом пространстве. При производстве автоклавного вида газобетона после реакции между известью и алюминием выделяется водород. Он полностью не уходит и может выходить постепенно уже после установки стен. Но водород не является ядовитым, поэтому не оказывает никакого пагубного воздействия на человека и окружающую обстановку.

- Усадка. При использовании пенобетона на стенах со временем могут появиться трещины, это обусловлено высоким показателем его усадки – 3 мм на метр. Для сравнения газобетон имеет всего лишь 0,5 мм/м. Поэтому он не так сильно реагирует на усадку и на его плоскости отсутствуют трещины, даже при долгой эксплуатации.
- Теплопроводность. Это важный показатель для домов. На него влияет плотность структуры материала. Пенобетон в этом плане обходит своего газового аналога, но из-за низких прочностных свойств не может использоваться для несущих стен. Поэтому во многих домах для этого применяется именно газобетон. Он немного проигрывает пенобетону, но лучше держит тепло, чем остальные строительные материалы, применяемые для кладки дома.
- Размеры и цена. Газобетонные блоки изготавливаются по новым технологиям только лишь в заводских условиях, поэтому такой продукт отличается высокой точностью и надежность, это закладывается в его высокую стоимость. Пенобетон при наличии на стройплощадке специального устройства можно производить прямо по месту, поэтому его цена гораздо ниже.
- Особенности кладки. Пенобетон можно укладывать на клей или цементный раствор, тогда как газоблоки только на специальный клеевой состав. Он дороже цемента, зато требуется меньше его объема. К тому же цементные швы пропускают холод, а клей нет, поэтому дома из газобетона более теплоемкие.
 Для сравнения газобетон имеет всего лишь 0,5 мм/м. Поэтому он не так сильно реагирует на усадку и на его плоскости отсутствуют трещины, даже при долгой эксплуатации.
Для сравнения газобетон имеет всего лишь 0,5 мм/м. Поэтому он не так сильно реагирует на усадку и на его плоскости отсутствуют трещины, даже при долгой эксплуатации. Пенобетон можно укладывать на клей или цементный раствор, тогда как газоблоки только на специальный клеевой состав. Он дороже цемента, зато требуется меньше его объема. К тому же цементные швы пропускают холод, а клей нет, поэтому дома из газобетона более теплоемкие.
Пенобетон можно укладывать на клей или цементный раствор, тогда как газоблоки только на специальный клеевой состав. Он дороже цемента, зато требуется меньше его объема. К тому же цементные швы пропускают холод, а клей нет, поэтому дома из газобетона более теплоемкие.Подробнее про клей для газобетонных блоков вы можете почитать в статье.
Имеет ли дом из газобетонных блоков плюсы и минусы, а так же иные особенности описаны в статье.
В качестве подведения итогов сведем рассмотренные характеристики в таблицу.
| Свойства | Газобетон | Пенобетон |
| Надежность | одинаковая | |
| Пожаробезопасность | материал относится к негорючим веществам | обладает устойчивостью |
| Прочность | высокий показатель | проигрывает в сравнении с аналогом |
| Теплопроводность | немного уступает по своим значениям | лучше |
| Экологичность | оба безопасны | |
| Внешний вид | лучше | хуже |
| Экономичность (включается стоимость материала и его укладка) | одинаковая | |
| Звукоизоляция | лучше | хуже |
| Усадка | низкий показатель, стены не разрушаются со временем | высокое значение, приводит к образованию трещин |
| Обработка | можно использовать обычный инструмент | плохо поддается корректировке |
| Морозоустойчивость | лучше | хуже |
Скорость монтажа | немного быстрее | при использовании цемента проигрывает по времени, а если кладка происходит на клей, то процесс длится одинаково |
На видео рассказывается, что выбрать: газобетон или пенобетон:
О том какие существуют недостатки газобетонных блоков можно узнать из данной статьи.
Сравнительный анализ с газосиликатом
Внешние характеристики этих материалов заметны невооруженным взглядом, ранее описанные блоки имеют серо-черные цвета, это обусловлено наличием в их структуре бетона, в газосиликате вместо цемента применяется известь, поэтому он имеет кремовый цвет. Свои плюсы и минусы у пеноблоков, и у пенобетона, и у газосиликат.
Газосиликат в отличии от пеноблоков и газобетона может производиться только в автоклавах.
Силикатный продукт имеет лучшую шумоизоляцию, чем два вышеприведенных его аналога. К тому же и прочностные характеристики этого материала на высоте, так как его структура более равномерная. Но не стоит сразу сбрасывать бетонные вариации со счетов. Они могут использоваться для создания многих конструкций, в которых использовать газосиликатные блоки нецелесообразно.

Что выбрать газобетон или пенобетон можно узнать из данной статьи.
Например, газо- и пенобетон нередко применяется для отделки зданий, выполненных кирпичной кладкой, а газосиликатные блоки из-за высокой прочности и способности держать крепления используются для выполнения вентилируемых фасадов. Пеноблоки часто используются для возведения хозяйственных строений или дач. Для работы с этим материалом полезно почитать о том, как применять грунтовку бесконтакт кнауф.
На видео – о том, что лучше: газобетон, пенобетон или газосиликатные блоки:
О том каковы характеристики газобетонных блоков D500 можно узнать из данной статьи.
Ознакомившись с основными характеристиками пеноблока и газобетона, можно сделать вывод, что последний наиболее прочный и крепкий строительный материал. В силу того, что пенобетон можно производить в домашних условиях, на рынке встречается множество некачественной продукции, свойства которой не отвечают требованиям ГОСТа.
В силу того, что пенобетон можно производить в домашних условиях, на рынке встречается множество некачественной продукции, свойства которой не отвечают требованиям ГОСТа.
Узнать каковы размеры газобетона можно узнать из данной статьи.
Газобетонные блоки изготавливаются только на высококачественном оборудовании, поэтому при их закупке можно не волноваться о качестве продукции, да и при монтаже он более легкий, чем его аналог. Но для капитального строительства все же надо остановить свой выбор на газосиликатных блоках.
в чем отличие, что лучше?
Строительство с использованием крупноформатных блоков из ячеистых бетонов набирает все большую популярность. Появляются новые стеновые материалы, в обиход входят новые термины. Однако для многих еще не до конца понятны различия в таких понятиях, как автоклавный газобетон, неавтоклавный

- Автоклавный газобетон – крупноформатные блоки бело-серого цвета с точной геометрией (погрешность 1,5 -2 мм), подробно рассмотрены в статьях свойства автоклавного газобетона и Технология производства автоклавного газобетона.
- Неавтоклавный газобетон – крупноформатные блоки серого цвета, относящиеся к классу ячеистых бетонов, отличаются от автоклавного технологией изготовления. Массив после набора первичной прочности распиливается на блоки специальными пилами, после этого окончательную прочность блоки набирают путем естественного твердения в течении 22 -28 дней (отсутствует автоклавная обработка, которая значительно ускоряет процесс набора прочности, по сути синтезируя новый материал, и сводит к минимуму усадку блоков). Неавтоклавный газобетон в отличие от автоклавного, обладает меньшей прочностью на сжатие при одинаковой плотности. Длительный период времени набора прочности вызывают усадку блоков, и поэтому они не обладают точной геометрией, а кладку возможно выполнять только на цементно-песчаный раствор.
- Газосиликат – блоки внешне похожи на автоклавный газобетон, в настоящее время почти не производится из-за слишком большого водопоглощения.
- Газоблок – данным термином часто называют автоклавный или неавтоклавный газобетон.
- Пенобетон – стеновые блоки категории ячеистых бетонов, полученные по технологии схожей с изготовлением неавтоклавного газобетона, различие заключается в использованных компонентах и способе насыщения порами (процесс пенообразования) цементно-песчаного массива.
Для того чтобы ответить на вопрос «газобетон или пенобетон – в чем различие, что лучше?», нужно вкратце ознакомится с технологией изготовления пенобетона и сравнить свойства газобетона и пенобетона. Сравнивать пенобетон будем именно с автоклавным газобетоном, ввиду его явного преимущества перед неавтоклавным.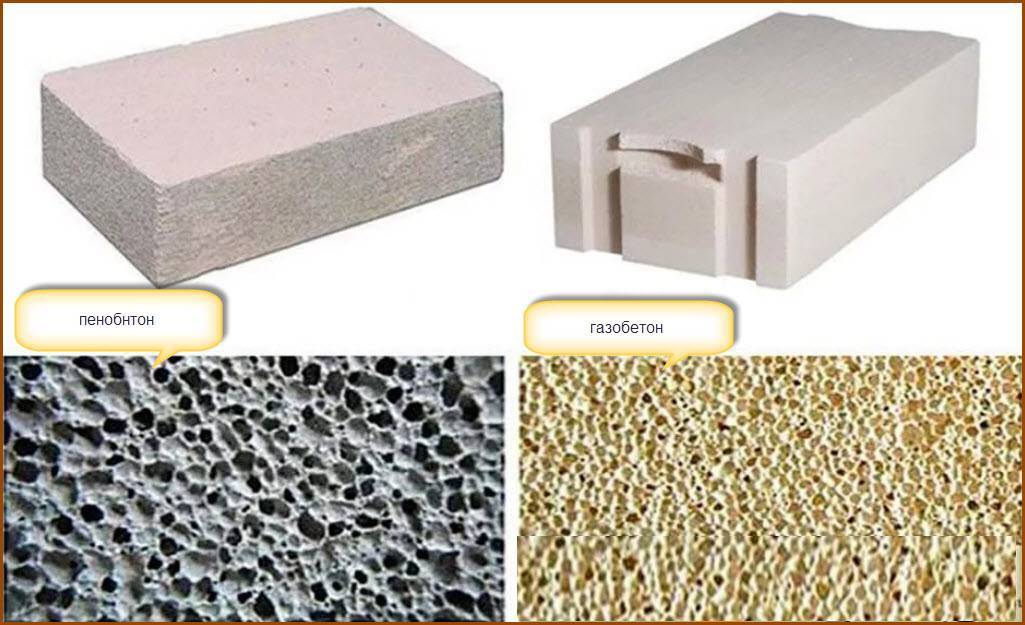 Основные интересующие показатели – это плотность, прочность на сжатие, теплопроводность и точная геометрия блоков.
Основные интересующие показатели – это плотность, прочность на сжатие, теплопроводность и точная геометрия блоков.
Технология производства пенобетона
1. Компоненты пенобетона
При производстве пенобетона используется цемент марки М500, пенообразователь, просеянный мелкий песок и вода. В зависимости от класса прочности будущего пенобетона, используют и специальные готовые добавки — ускоритель застывания, фибру, заполнители (керамзит и т.д.)
2. Приготовление пены
Пена приготавливается из пеноконцентрата (обычно это белковый концентрат), разведенного водой. Его заливают в емкость пенообразователя, где под воздействием сжатого воздуха происходит вспенивание, а затем помощью компрессора и генератора пены (специальной трубы), под давлением направляют в миксер. Фактура пены регулируется специальными вентилями (на выходе из трубы получают закрытые поры от 0,1 мм и более.
3. Производство пенобетонной массы
В миксере смешивают подготовленный песок и цемент, где происходит тщательное перемешивание . После этого в смесь добавляется вода и происходит вымешивание до получения пластичной однородной смеси. Затем из пеногенератора в миксер под давлением добавляют пену и течении 2-х – 3-х минут происходит еще более активное перемешивание с цементно-песчаной массы.
После этого в смесь добавляется вода и происходит вымешивание до получения пластичной однородной смеси. Затем из пеногенератора в миксер под давлением добавляют пену и течении 2-х – 3-х минут происходит еще более активное перемешивание с цементно-песчаной массы.
До этого момента процесс производства пенобетона почти ничем не отличается от производства газобетона за исключением применения компонентов, отвечающих за вспенивание (газообразование) смеси.
Далее процесс идет по другой технологии.
4. Формовка пенобетонных блоков
Существует два основных способа формовки.
- Изготовление пенобетона с помощью кассетных металлических форм. При производстве пенобетона применяют готовые формы, соответствующие размерам блоков обычно 200*300*600 и 200*100*600мм (возможны и другие размеры). Непосредственно перед заливкой отливочные формы смазывают специальными формовочными маслами, после чего выполняют заливку пенобетонной смесью, и оставляют на 12 часов для набора прочности. После этого формы разбираются, и из них извлекают готовые блоки.
- Нарезка пенобетонных блоков на резательных установках. Сначала пенобетонная смесь заливается в одну большую форму не имеющую перегородки, в результате получается крупный массив объемом 2-3 м3. Примерно через 12 часов пенобетонный массив подаеют на резательную установку, где из него автоматически пилами выпиливаются блоки требуемого размера.
 После этого формы разбираются, и из них извлекают готовые блоки.
После этого формы разбираются, и из них извлекают готовые блоки.5. Сушка пенобетона
Формы разбираются, блоки снимают на поддоны и направляют на просушку до полного застывания в специальное помещении с регулируемым уровнем влажности и температуры. Очень часто производители пенобетона производят сушку пенобетона непосредственно под открытым небом , предварительно накрыв паллеты с пенобетонными блоками пленкой.
Первичную марочную прочность 65-70% пенобетон набирает при температуре в +22 за 2 дня. При повышении температуры это время сокращается.
Окончательный набор прочности (так называемая отпускная прочность) происходит на протяжении 22 – 28 дней.
А теперь внимание! Процесс набора прочности сопровождается значительной усадкой пенобетонных блоков, и она в 5-6 раз выше, чем у автоклавного газобетона. Поэтому ни о какой точной геометрии блоков не может быть и речи. Далее, длительный процесс набора прочности путем естественного твердения, сопровождается разделением в пенобетонной смеси взвешенных частиц – тяжелые оседают быстрее, более легкие – медленнее (подобный процесс происходит и при изготовлении неавтоклавного газобетона). В результате затвердевшая масса имеет неоднородную плотность, и как следствие, меньшую прочность на сжатие при одинаковой плотности с автоклавным газобетоном.
На практике это выглядит так: если протестировать пенобетонный блок путем высверливания в нем отверстий, то одна часть блока имеет большую прочность (чувствуется сопротивление сверлению), какую-нибудь другую часть можно пройти с незначительным усилием. Соответственно с крепежом в стенах из пенобетона возникают большие проблемы. Проблемы с навешиванием очень тяжелых предметов, безусловно есть и у газобетона, но все они решаются значительно проще.
В составе пенобетона отсутствует известь, а ведь именно она делает массу более пластичной и позволяет в процессе введения газообразователя добиться равномерного распределения пор в массиве. Заполненные воздухом поры в автоклавном газобетоне получаются примерно одинакового размера и не сливаются друг с другом, образовывая большие раковины, как в пенобетоне и неавтоклавном газобетоне.
По этим причинам конструкции из пенобетона и неавтоклавного газобетона более подвержены трещиноватости и ползучести.
Сравнить основные характеристики пенобетона, автоклавного и неавтоклавного газобетона можно пользуясь таблицей.
| Потность, D | Прочностьна сжатие, кг/см² | Теплопроводность, Вт/(м•К) |
| Пенобетон | ||
| 350 | 7 | 0,09 |
| 400 | 9 | 0,1 |
| 500 | 13 | 0,12 |
| 600 | 16 | 0,14 |
| 700 | 24 | 0,18 |
| 800 | 27 | 0,21 |
| 900 | 35 | 0,24 |
| 1000 | 50 | 0,29 |
| Автоклавный газобетон | ||
| 400 | 25 | 0,1 |
| 500 | 35 | 0,12 |
| 600 | 35 | 0,14 |
Одним из достоинств пенобетона является его низкое водопоглощение.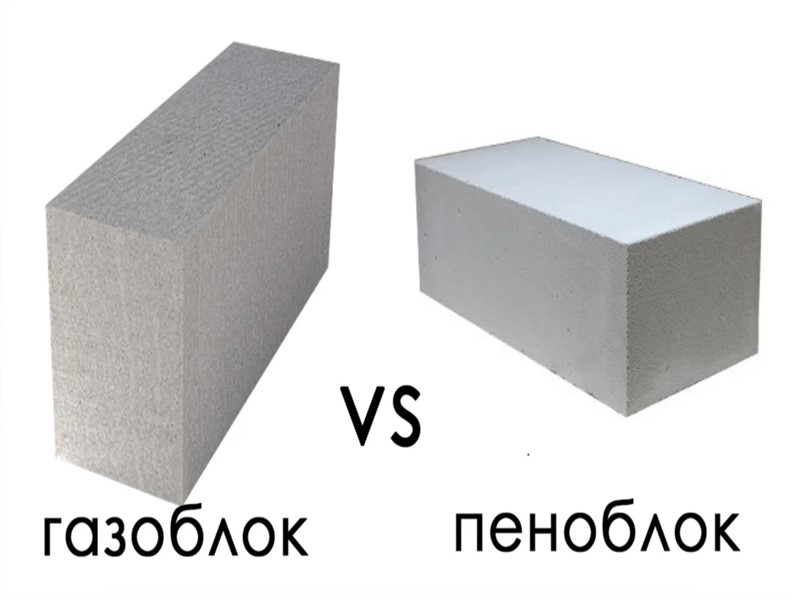 Если бросить кусочек пенобетона в воду, он будет плавать. Это пожалуй единственное его преимущество перед газобетоном, но не более чем маркетинговый ход производителей пенобетона. Данное свойство, безусловно, является важным, но не ключевым. Действительно, большое водопоглощение является слабой стороной газобетона, но не стоит забывать о его высокой паропроницаемости. Если выполнена гидроизоляция стен от фундамента, а поверхность стен правильно защищена оштукатуриванием либо облицовкой от прямого попадания воды, влага не будет задерживаться в газобетонных стенах, а эксплуатационная влажность будет колебаться в пределах 6-8%. Стены будут иметь низкую теплопроводность и не потеряют прочности.
Если бросить кусочек пенобетона в воду, он будет плавать. Это пожалуй единственное его преимущество перед газобетоном, но не более чем маркетинговый ход производителей пенобетона. Данное свойство, безусловно, является важным, но не ключевым. Действительно, большое водопоглощение является слабой стороной газобетона, но не стоит забывать о его высокой паропроницаемости. Если выполнена гидроизоляция стен от фундамента, а поверхность стен правильно защищена оштукатуриванием либо облицовкой от прямого попадания воды, влага не будет задерживаться в газобетонных стенах, а эксплуатационная влажность будет колебаться в пределах 6-8%. Стены будут иметь низкую теплопроводность и не потеряют прочности.
Как видно из таблицы, конструктивным материалом пенобетонные блоки становятся при плотности D 600 – D 700, пенобетон меньшей плотности годится разве что для утепления. Блоки из автоклавного газобетона при плотности D400 прочнее и теплее, чем пенобетонные блоки D700, которые в любом случае нужно обязательно утеплять, а внутреннюю поверхность стен зашивать гипсокартоном.
Окончательную точку в вопросе «газобетон или пенобетон – что лучше?» можно поставить, посчитав расход материалов и стоимость устройства всего пирога стены из пенобетона – кладка блоков, фасадные и внутренние отделочные работы стен , тогда станет понятно насколько условной является дешевизна пенобетонных блоков по отношению к автоклавному газобетону .
- Кирпич или газобетон?
- Технология производства газобетона
- Этапы строительства из газобетона
Экспериментальное исследование сверхлегкого (3) пенобетона
На этой странице
АннотацияВведениеРезультаты и обсуждениеВыводыБлагодарностиСсылкиАвторское правоСтатьи по теме ), который можно использовать как новый был произведен энергосберегающий и экологически безопасный строительный материал, который особенно подходит для теплоизоляции наружных стен зданий. Сообщалось о влиянии различных количеств золы-уноса, активатора зольной пыли, соотношения WC (WC) и пенообразователя (FA) на прочность на сжатие FC. Экспериментальное исследование показало, что (1) добавление летучей золы снижает прочность FC и что соответствующее количество золы при смешивании в этой сверхлегкой системе FC не должно превышать 45%; (2) с увеличением содержания активатора летучей золы прочность образца FC заметно повышается, и соответствующее количество активатора летучей золы при смешивании составляет 2,5%; (3) оптимизированная пропорция соотношения WC составляет 0,45, и ТК, полученный в соответствии с этой пропорцией, имеет относительно высокую прочность на сжатие; (4) при увеличении количества FA в смеси заметно снижается прочность FC на сжатие, и оптимальное количество FA в смеси в этом эксперименте составляет 3,5%.
Сообщалось о влиянии различных количеств золы-уноса, активатора зольной пыли, соотношения WC (WC) и пенообразователя (FA) на прочность на сжатие FC. Экспериментальное исследование показало, что (1) добавление летучей золы снижает прочность FC и что соответствующее количество золы при смешивании в этой сверхлегкой системе FC не должно превышать 45%; (2) с увеличением содержания активатора летучей золы прочность образца FC заметно повышается, и соответствующее количество активатора летучей золы при смешивании составляет 2,5%; (3) оптимизированная пропорция соотношения WC составляет 0,45, и ТК, полученный в соответствии с этой пропорцией, имеет относительно высокую прочность на сжатие; (4) при увеличении количества FA в смеси заметно снижается прочность FC на сжатие, и оптимальное количество FA в смеси в этом эксперименте составляет 3,5%.
1. Введение
Пенобетон (ПБ) относится к более широкой категории ячеистых бетонов, в которых воздушные пустоты улавливаются в матрице раствора с помощью подходящего аэратора [1–4]. Он легкий, обладает влагозащитой, противопожарной защитой, звукоизоляцией и хорошей теплоизоляцией; поэтому он успешно применяется в проектах цементирования нефтяных скважин, используется в качестве материала для обратной засыпки в проектах земляных работ, а также используется для звуко- и теплоизоляции в строительных панелях, противопожарных стенах, энергопоглощающих прокладках на дорогах, дорожном основании, строительных конструкциях. насыпи, фундаменты, а также геотехнические и шахтные насыпи [5–7].
Он легкий, обладает влагозащитой, противопожарной защитой, звукоизоляцией и хорошей теплоизоляцией; поэтому он успешно применяется в проектах цементирования нефтяных скважин, используется в качестве материала для обратной засыпки в проектах земляных работ, а также используется для звуко- и теплоизоляции в строительных панелях, противопожарных стенах, энергопоглощающих прокладках на дорогах, дорожном основании, строительных конструкциях. насыпи, фундаменты, а также геотехнические и шахтные насыпи [5–7].
Исследователи успешно изготовили ТЭ в диапазоне плотностей 300–1800 кг/м 3 [2–4, 8, 9], как тип базовых материалов; методы пенообразования и свойства ФК широко изучены. Ниже приведены некоторые примеры.
(i) Компоненты базовой смеси . Помимо обычного портландцемента, в быстротвердеющем портландцементе для сокращения времени схватывания и улучшения ранней прочности пенобетона использовались высокоглиноземистый и сульфоалюминат кальция. В дополнение к цементу, многие типы материалов, такие как летучая зола диоксида кремния, известковый мел, дробленый бетон, зольный остаток мусоросжигательных заводов, переработанное стекло, литейный песок, карьерная мелочь, пенополистирол, скорлупа масличной пальмы и мелочь Lytag использовались для снижения плотности пенобетона и/или использовать отходы/вторсырье [3, 5, 6, 10, 11].
(ii) Способы производства пены . Применялись химическое расширение и механическое вспенивание. При химическом пенообразовании пенообразователь (FA), такой как алюминиевый порошок, CaH 2 , TiH 2 или MgH 2 , смешивают с ингредиентами базовой смеси, и в процессе смешивания пена получается из химические реакции, формирующие ячеистую структуру бетона. При механическом пенообразовании пена готовится заранее с помощью специального устройства — пеногенератора, в котором вода и химическая добавка смешиваются в определенной пропорции, а предварительно изготовленная пена механически смешивается с бетонной смесью. После формования бетон твердеет при нормальных атмосферных условиях [3, 12, 13].
(iii) Свойства FC . Физические свойства (усадка при высыхании, плотность, пористость, система воздух-пора и сорбция), механические свойства (прочность на сжатие, прочность на растяжение, модуль упругости и прогнозные модели), долговечность и функциональные характеристики (теплопроводность, акустические свойства, огнестойкость) широко обсуждались [5, 6, 14–19].
Многие из упомянутых выше исследований ТЭ использовали цемент в качестве одного из основных материалов. Однако цемент является строительным материалом с высоким потреблением энергии и серьезным загрязнением окружающей среды. Таким образом, традиционно производимый продукт FC противоречит способу разработки экологически чистых строительных материалов, хотя многие экспериментальные и теоретические исследования были выполнены путем добавления в цемент определенного количества промышленных отходов, таких как летучая зола и шлак; например, Nambiar и Ramamurthy [10] использовали летучую золу для производства FC с плотностью 1000, 1250 и 1500 кг/м9.0007 3 . Кирсли и Уэйнрайт [5, 6, 17] пришли к выводу, что долгосрочные свойства ТК можно улучшить, заменив 75% цемента летучей золой. До сих пор было проведено небольшое экспериментальное исследование влияния высокого содержания летучей золы на прочность на сжатие сверхлегких (<300 кг/м 3 ) FC. Однако по мере того, как область применения ТЭ становится все шире и шире, требуются все более сверхлегкие (<300 кг/м 3 ) ТЭ, например, теплоизоляционный материал для возведения наружных стен, материал для засыпки теплосберегающих труб, фундамент для шоссейных дорог и так далее. В этих применениях требования к прочности на сжатие не очень высоки; обычно 0,3~0,5 МПа будет достаточно.
В этих применениях требования к прочности на сжатие не очень высоки; обычно 0,3~0,5 МПа будет достаточно.
В этом исследовании был произведен тип сверхлегкого (<300 кг/м 3 ) FC, который можно использовать в качестве нового энергосберегающего и экологически безопасного строительного материала, и который особенно подходит для теплоизоляции. возведения наружных стен. Сообщалось о влиянии различных количеств золы-уноса, активатора зольной пыли, соотношения WC и FA на прочность на сжатие FC.
2. Экспериментальные программы
2.1. Материалы
(i) Цемент . Цемент, используемый в этом исследовании, представлял собой портландцемент китайского стандарта 425 [20]. Его плотность составляет 3100 кг/м 3 , а его химический состав приведен в Таблице 1.
(ii) Летучая зола . Односортная зола (PFA) с электростанции Yaomeng в Пиндиншане, Китай, которая использовалась как сухая и просеянная для удаления некоторых крупных частиц. Количество частиц диаметром более 45 мм контролировалось на уровне менее 12,5%. Его технические характеристики соответствовали результатам, полученным в тесте «летучая зола, используемая в цементе и бетоне» GB/T159.6-2005 [21], а химический состав показан в таблице 1.
Количество частиц диаметром более 45 мм контролировалось на уровне менее 12,5%. Его технические характеристики соответствовали результатам, полученным в тесте «летучая зола, используемая в цементе и бетоне» GB/T159.6-2005 [21], а химический состав показан в таблице 1.
(iii) Пенообразователь (FA) . Имеет концентрацию перекиси водорода 27,5%; он реагирует с катализатором (MnO 2 ) с образованием газообразного кислорода в процессе изготовления FC. Уравнение реакции выглядит следующим образом:
(iv) Стабилизатор пены . Это самодельный белый порошок. Он изготовлен из триэтаноламина (20%), полиакриламида (40%) и гидроксипропилметилцеллюлозы (40%), его количество в смеси составляет 1% FA, и его основная функция заключается в повышении вязкости суспензии.
(v) Активатор летучей золы . Это самодельный; основным компонентом является белый порошок CaO (80%), остальные компоненты включают NaOH (8%) и Na 2 SO 4 (12%). Принцип активации CaO следующий: химическая активность летучей золы обусловлена растворимыми SiO 2 и Al 2 O 3 в стекловидном теле, и они могут реагировать с CaO в присутствии воды с образованием гидратированных силикат кальция, и после этого появится прочность. Уравнения реакции следующие: Функция NaOH состоит в том, чтобы превратить раствор в щелочную среду, что может стать основой для реакции золы. ОН – вызовет разрыв связи Si–O, Al–O, что ускорит скорость гидратации. Функция Na 2 SO 4 в основном заключается в ускорении скорости и повышении уровня активации возбуждения летучей золы. Это связано с тем, что он может реагировать с AlO 2− , когда существует Ca 2+ , с образованием гидратированного алюмината кальция. Он может покрывать частицы летучей золы и образовывать волокнистый слой, а степень закрытия меньше, чем у C-S-H, что более полезно для Ca 9.0007 2+ диффундирует в частицы летучей золы.
Принцип активации CaO следующий: химическая активность летучей золы обусловлена растворимыми SiO 2 и Al 2 O 3 в стекловидном теле, и они могут реагировать с CaO в присутствии воды с образованием гидратированных силикат кальция, и после этого появится прочность. Уравнения реакции следующие: Функция NaOH состоит в том, чтобы превратить раствор в щелочную среду, что может стать основой для реакции золы. ОН – вызовет разрыв связи Si–O, Al–O, что ускорит скорость гидратации. Функция Na 2 SO 4 в основном заключается в ускорении скорости и повышении уровня активации возбуждения летучей золы. Это связано с тем, что он может реагировать с AlO 2− , когда существует Ca 2+ , с образованием гидратированного алюмината кальция. Он может покрывать частицы летучей золы и образовывать волокнистый слой, а степень закрытия меньше, чем у C-S-H, что более полезно для Ca 9.0007 2+ диффундирует в частицы летучей золы.
(vi) Катализатор. Это порошок диоксида марганца (MnO 2 ); его молекулярная масса составляет 86,94 (г/моль).
2.2. Испытательное оборудование
(i) Высокоскоростной смеситель: автоматическое управление со скоростью вращения 0~1200 об/мин. (ii) Стандартный тестер для определения консистенции и времени схватывания цемента (аппарат Вика) . (iii) Воронка для консистенции цементного раствора: производства Hebei Guanghua Weiye Construction Instrument Factory, вместимостью 1725 мл. (iv) Многофункциональная машина для механических испытаний горных пород (RMT): серия систем RMT была разработана в нашем институте. Машина имеет уникальный многофункциональный дизайн и технологию управления; он может проводить множество типов испытаний, таких как одноосное сжатие, трехосное сжатие, растяжение, сдвиг и испытания на усталость. Его максимальная нагрузка составляет 1 МН, а максимальное ограничивающее давление составляет 50 МПа. (v) Электротермическая дутьевая сушильная печь типа OL-103. (vi) Камера для отверждения с постоянной температурой и влажностью: Пекинский экспериментальный аппарат Huachuang Northern Ко, ООО
(vi) Камера для отверждения с постоянной температурой и влажностью: Пекинский экспериментальный аппарат Huachuang Northern Ко, ООО
2.3. Приготовление FC
(i) Добавьте воду в другие материалы, такие как цемент, зольная пыль, стабилизатор пены и активатор зольной пыли, за исключением FA, и равномерно перемешайте, поддерживая температуру суспензии примерно на уровне 45°C. В целом, этот процесс длится примерно 5 минут. (ii) При перемешивании на высокой скорости быстро добавьте FA и продолжайте перемешивание в течение приблизительно 30 секунд. (iii) Вылейте равномерно перемешанную суспензию в форму размером 1200 мм × 900 мм × 350 мм и подождите, пока он вспенится; процесс пенообразования показан на рис. 1. (iv) Разберите форму через 2 часа и держите ее в камере для отверждения при постоянной температуре и влажности до окончания испытательного срока. Используйте образец размером 100 мм × 100 мм × 100 мм для проведения теста; структура пор представлена на рис. 2.
Весь процесс приготовления FC с использованием химического вспенивания можно описать как процесс динамического баланса. Процесс проектирования эксперимента должен тщательно учитывать плотность раствора, скорость вспенивания, скорость конденсации раствора, количество добавки FA и другие влияющие факторы для получения относительно высококачественного продукта. Ключом к формированию структуры FC с помощью химического вспенивания является обеспечение того, чтобы скорость вспенивания соответствовала скорости схватывания и затвердевания суспензии.
Процесс проектирования эксперимента должен тщательно учитывать плотность раствора, скорость вспенивания, скорость конденсации раствора, количество добавки FA и другие влияющие факторы для получения относительно высококачественного продукта. Ключом к формированию структуры FC с помощью химического вспенивания является обеспечение того, чтобы скорость вспенивания соответствовала скорости схватывания и затвердевания суспензии.
3. Результаты и обсуждение
3.1. Влияние смешиваемого количества летучей золы на прочность на сжатие
Прочность FC напрямую связана с долей загущенного материала. Чем больше доля бетона в гелеобразном материале, тем выше прочность продукта. В системе цемент-уноса массовое использование золы-уноса резко снизит прочность бетона, что особенно очевидно в сверхлегких ТЭ на основе цемента-золы-уноса [5, 6, 18]. Поэтому количество летучей золы в сверхлегких продуктах FC сильно ограничено. Тем не менее, умеренное количество активатора летучей золы может эффективно улучшить начальную прочность продуктов [22], что также полезно для сокращения времени очистки продуктов и повышения эффективности производства. Для ТЭ с фиксированным содержанием активатора золы-уноса 2,5% и насыпной плотностью в сухом состоянии 290 кг/м 3 , прочность продуктов 28 d уменьшается по мере увеличения содержания летучей золы, как показано на рисунке 3.
Для ТЭ с фиксированным содержанием активатора золы-уноса 2,5% и насыпной плотностью в сухом состоянии 290 кг/м 3 , прочность продуктов 28 d уменьшается по мере увеличения содержания летучей золы, как показано на рисунке 3.
Когда содержание летучей золы меньше 45%, тенденция к снижению прочности продукта умеренная: при изменении количества смешивания с 30% до 45% прочность снизилась на 0,14 МПа. Однако при содержании летучей золы более 45 % тенденция к снижению прочности продукта усиливается: при изменении количества смешивания с 45 % до 55 % прочность снижается на 0,37 МПа, а прочность продукта составляет всего 0,15 МПа при содержание летучей золы составляло 55%. Таким образом, с практической точки зрения, соответствующее количество летучей золы в этой сверхлегкой системе FC не должно превышать 45%.
3.2. Влияние количества активатора летучей золы в смеси на прочность на сжатие Прочность
FC напрямую связана с долей цемента в вяжущих материалах, и многие исследователи изучали активацию реакционной способности природных пуццоланов и летучей золы [22–22]. 25]. В этом исследовании активатор летучей золы изготавливается самостоятельно, и его основным компонентом является CaO. Механизм активации летучей золы СаО можно объяснить следующим образом. Вещество в извести, которое в конечном итоге влияет на активность летучей золы, — это Ca(OH) 9 .0025 2 ; Ca(OH) 2 может обеспечить OH – для раскрытия химических связей между Si–O и Al–O и Ca 2+ для получения гидравлических вяжущих материалов путем гидратации летучей золы. Однако в реакции должно быть умеренное количество сульфата, чтобы быстро, полностью и экономично активировать летучую золу при нормальной температуре и давлении. Таким образом, смешивание количества самодельного активатора летучей золы имеет решающее значение для активации прочности летучей золы.
25]. В этом исследовании активатор летучей золы изготавливается самостоятельно, и его основным компонентом является CaO. Механизм активации летучей золы СаО можно объяснить следующим образом. Вещество в извести, которое в конечном итоге влияет на активность летучей золы, — это Ca(OH) 9 .0025 2 ; Ca(OH) 2 может обеспечить OH – для раскрытия химических связей между Si–O и Al–O и Ca 2+ для получения гидравлических вяжущих материалов путем гидратации летучей золы. Однако в реакции должно быть умеренное количество сульфата, чтобы быстро, полностью и экономично активировать летучую золу при нормальной температуре и давлении. Таким образом, смешивание количества самодельного активатора летучей золы имеет решающее значение для активации прочности летучей золы.
Влияние смешиваемого количества активатора золы-уноса на прочность на сжатие FC, который имеет фиксированное содержание золы-уноса с внутренним легированием 45% и сухую объемную плотность 290 кг/м 3 , показано на рисунке 4. Как показано на рисунке 4, прочность образца FC заметно повышается с увеличением количества активатора летучей золы. Когда смешиваемое количество активатора зольной пыли составляет более 2,5%, увеличение прочности FC имеет тенденцию к выравниванию, что означает, что смешиваемое количество активатора зольной пыли имеет оптимальное значение. В этой сверхлегкой системе FC соответствующее количество активатора летучей золы составляет 2,5%.
Как показано на рисунке 4, прочность образца FC заметно повышается с увеличением количества активатора летучей золы. Когда смешиваемое количество активатора зольной пыли составляет более 2,5%, увеличение прочности FC имеет тенденцию к выравниванию, что означает, что смешиваемое количество активатора зольной пыли имеет оптимальное значение. В этой сверхлегкой системе FC соответствующее количество активатора летучей золы составляет 2,5%.
3.3. Влияние отношения WC на прочность на сжатие
Еще одним важным фактором, влияющим на эффективность ТЭ, является коэффициент WC [5, 6]. При приготовлении ФК химическим вспениванием скорость загустевания и скорость вспенивания суспензии должны сильно совпадать, что указывает на то, что вспенивание и статическое поддержание суспензии синхронизированы. В процессе приготовления ФК соотношение WC существенно влияет на всю технологию приготовления: при чрезмерно низком содержании WC и слишком густой суспензии это препятствует полному диспергированию ТВС и приводит к частично интенсифицированному пенообразованию и большим пузырям; кроме того, начальное время схватывания суспензии заметно короче, если соотношение WC низкое. Если суспензия схватится до окончания процедуры вспенивания отделки ТВС, то внутри изделий возникнет перенапряжение и появятся дефекты. Когда соотношение WC слишком велико, а плотность раствора слишком низкая, конденсация и затвердевание раствора отстают от вспенивания FA, что приведет к разрушению FC на более поздней стадии. Влияние соотношения WC на прочность на сжатие FC показано на рис. 5. При увеличении соотношения WC от 0,40 до 0,50 прочность образца на сжатие сначала увеличивается, а затем снижается, поскольку в этом диапазоне соотношений WC консистенция шлам умеренный, и газы равномерно рассеиваются в шламе; таким образом, ТВС полностью вспенивается, и объем суспензии неуклонно увеличивается. Между тем, пористая структура хорошо затвердевает, поскольку начальная скорость затвердевания суспензии соответствует скорости вспенивания FA. Таким образом, прочность на сжатие образца относительно высока. Когда отношение WC увеличивается с 0,45 до 0,50, плотность суспензии слишком низкая, и газ очень легко вырывается с поверхности образца и оставляет трещины и сквозные отверстия в образце, что снижает прочность образца.
Если суспензия схватится до окончания процедуры вспенивания отделки ТВС, то внутри изделий возникнет перенапряжение и появятся дефекты. Когда соотношение WC слишком велико, а плотность раствора слишком низкая, конденсация и затвердевание раствора отстают от вспенивания FA, что приведет к разрушению FC на более поздней стадии. Влияние соотношения WC на прочность на сжатие FC показано на рис. 5. При увеличении соотношения WC от 0,40 до 0,50 прочность образца на сжатие сначала увеличивается, а затем снижается, поскольку в этом диапазоне соотношений WC консистенция шлам умеренный, и газы равномерно рассеиваются в шламе; таким образом, ТВС полностью вспенивается, и объем суспензии неуклонно увеличивается. Между тем, пористая структура хорошо затвердевает, поскольку начальная скорость затвердевания суспензии соответствует скорости вспенивания FA. Таким образом, прочность на сжатие образца относительно высока. Когда отношение WC увеличивается с 0,45 до 0,50, плотность суспензии слишком низкая, и газ очень легко вырывается с поверхности образца и оставляет трещины и сквозные отверстия в образце, что снижает прочность образца. Кроме того, из-за слишком большого соотношения WC время коагуляции больше, чем время вспенивания везиканта; на более поздней стадии вспенивания части пор сливаются, что снижает равномерность и значительно снижает прочность пористой структуры в образце. Поэтому в эксперименте оптимальное соотношение WC равно 0,45. ТЭ, изготовленный с таким соотношением WC, имеет относительно высокую прочность на сжатие.
Кроме того, из-за слишком большого соотношения WC время коагуляции больше, чем время вспенивания везиканта; на более поздней стадии вспенивания части пор сливаются, что снижает равномерность и значительно снижает прочность пористой структуры в образце. Поэтому в эксперименте оптимальное соотношение WC равно 0,45. ТЭ, изготовленный с таким соотношением WC, имеет относительно высокую прочность на сжатие.
3.4. Влияние FA на прочность на сжатие
FA является одним из основных сырьевых материалов для получения FC. FA вызывает химические реакции в равномерно перемешанной суспензии, в результате которых образуется много газа. Газ рассеивается внутри раствора и постепенно фиксируется в затвердевшем бетоне по мере его конденсации; наконец, газ образует ровную и устойчивую везикулярную структуру. На рис. 6 показано влияние количества смеси ТВС на прочность на сжатие ФК через 28 дней. Из рисунка 6 видно, что прочность на сжатие ТЭ снижается по мере увеличения количества смеси ТВС, поскольку количество воздушных отверстий внутри ТЭ также увеличивается, а стенки воздушных отверстий становятся тоньше. Поэтому сухая насыпная плотность ФК уменьшается, а вместе с ней и прочность. Замечено, что стенка пор образца с H 2 O 2 примеси в количестве 3% наиболее густой, почти без замыкающихся пор; таким образом, этот образец имеет максимальную прочность на сжатие. Стенка пор образца с количеством замеса H 2 O 2 4,5% является самой тонкой с множеством взаимосвязанных пор; таким образом, он имеет минимальную прочность. Для образца, изготовленного из ТВС с содержанием примеси H 2 O 2 3,5 %, толщина стенок пор и структура пор являются относительно подходящими, а прочность также квалифицирована с учетом требования сохранения тепла внешняя стена. Таким образом, оптимальное количество добавки ФК в данном эксперименте составляет 3,5%.
Поэтому сухая насыпная плотность ФК уменьшается, а вместе с ней и прочность. Замечено, что стенка пор образца с H 2 O 2 примеси в количестве 3% наиболее густой, почти без замыкающихся пор; таким образом, этот образец имеет максимальную прочность на сжатие. Стенка пор образца с количеством замеса H 2 O 2 4,5% является самой тонкой с множеством взаимосвязанных пор; таким образом, он имеет минимальную прочность. Для образца, изготовленного из ТВС с содержанием примеси H 2 O 2 3,5 %, толщина стенок пор и структура пор являются относительно подходящими, а прочность также квалифицирована с учетом требования сохранения тепла внешняя стена. Таким образом, оптимальное количество добавки ФК в данном эксперименте составляет 3,5%.
4. Выводы
Изготовлен тип сверхлегкого (<300 кг/м 3 ) ТЭ. Влияние различных количеств летучей золы, активатора летучей золы, содержания WC и FA на прочность на сжатие FC было изучено экспериментально и может быть резюмировано следующим образом. (1) Плотность суспензии, скорость пенообразования, конденсация скорость суспензии, количество добавки FA и другие влияющие факторы должны быть тщательно рассмотрены для получения относительно высококачественного продукта. При формировании структур FC с использованием химического вспенивания скорость вспенивания должна соответствовать скорости схватывания и затвердевания суспензии. (2) При содержании летучей золы менее 45% прочность продукта умеренно снижается, тогда как при содержании летучей золы превышает 45%, прочность изделия быстро снижается. С практической точки зрения соответствующее количество летучей золы в этой сверхлегкой системе FC не должно превышать 45 %. (3) С увеличением количества активатора золы-уноса прочность образца FC заметно повышается. Когда смешиваемое количество активатора летучей золы составляет более 2,5%, увеличение прочности FC имеет тенденцию к выравниванию. В этой сверхлегкой системе FC подходящее количество активатора летучей золы составляет 2,5%. (4) В эксперименте оптимальная доля WC составляет 0,45.
(1) Плотность суспензии, скорость пенообразования, конденсация скорость суспензии, количество добавки FA и другие влияющие факторы должны быть тщательно рассмотрены для получения относительно высококачественного продукта. При формировании структур FC с использованием химического вспенивания скорость вспенивания должна соответствовать скорости схватывания и затвердевания суспензии. (2) При содержании летучей золы менее 45% прочность продукта умеренно снижается, тогда как при содержании летучей золы превышает 45%, прочность изделия быстро снижается. С практической точки зрения соответствующее количество летучей золы в этой сверхлегкой системе FC не должно превышать 45 %. (3) С увеличением количества активатора золы-уноса прочность образца FC заметно повышается. Когда смешиваемое количество активатора летучей золы составляет более 2,5%, увеличение прочности FC имеет тенденцию к выравниванию. В этой сверхлегкой системе FC подходящее количество активатора летучей золы составляет 2,5%. (4) В эксперименте оптимальная доля WC составляет 0,45. ТЭ, полученный с такой пропорцией, имеет относительно высокую прочность на сжатие. (5) С увеличением количества добавки ТВС прочность на сжатие ТЭ заметно снижается. Толщина стенок пор и структура пор образца, полученного с использованием ТВС с H 2 O 2 количество добавки 3,5% является относительно подходящим, а прочность также удовлетворяет требованиям по сохранению тепла внешней стены. Таким образом, оптимальное количество добавки ФК в данном эксперименте составляет 3,5%.
ТЭ, полученный с такой пропорцией, имеет относительно высокую прочность на сжатие. (5) С увеличением количества добавки ТВС прочность на сжатие ТЭ заметно снижается. Толщина стенок пор и структура пор образца, полученного с использованием ТВС с H 2 O 2 количество добавки 3,5% является относительно подходящим, а прочность также удовлетворяет требованиям по сохранению тепла внешней стены. Таким образом, оптимальное количество добавки ФК в данном эксперименте составляет 3,5%.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов в отношении публикации данной статьи.
Благодарности
Эта работа была поддержана Национальной программой ключевых фундаментальных исследований (973) (грант № 2013CB036006), Национальный фонд естественных наук Китая (гранты № 51208499, 41102193 и 51109207), Китайский фонд постдокторских наук (2014M550365) и Национальный научный фонд для выдающихся молодых ученых Китая. (Грант № 51225902).
Ссылки
Н. Нараянан и К. Рамамурти, «Микроструктурные исследования газобетона», Исследование цемента и бетона , том. 30, нет. 3, стр. 457–464, 2000.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Н. Нараянан и К. Рамамурти, «Структура и свойства газобетона: обзор», Cement and Concrete Composites , vol. 22, нет. 5, стр. 321–329, 2000.
Посмотреть по адресу:
Сайт издателя | Google Scholar
K. Ramamurthy, EKK Nambiar и GIS Ranjani, «Классификация исследований свойств пенобетона», Cement and Concrete Composites , том. 31, нет. 6, стр. 388–396, 2009.
Посмотреть по адресу:
Сайт издателя | Google Scholar
У. Дж. Аленгарам, Б. А. Аль Мухит, М. З.
бин Джумаат и М. Л. Ю. Цзин, «Сравнение теплопроводности пенобетона из скорлупы масличной пальмы с обычными материалами», Materials and Design , vol. 51, стр. 522–529, 2013.Посмотреть по адресу:
Сайт издателя | Google Scholar
Э. П. Кирсли и П. Дж. Уэйнрайт, «Влияние высокого содержания летучей золы на прочность на сжатие пенобетона», Исследование цемента и бетона , том. 31, нет. 1, стр. 105–112, 2001.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Э. П. Кирсли и П. Дж. Уэйнрайт, «Пористость и проницаемость пенобетона», Cement and Concrete Research , vol. 31, нет. 5, стр. 805–812, 2001.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Мыдин М.А.О., Ван Ю.К. Механические свойства пенобетона при воздействии высоких температур.
0019 Строительство и строительные материалы , том. 26, нет. 1, стр. 638–654, 2012 г.Посмотреть по адресу:
Сайт издателя | Google Scholar
Л. де Роуз и Дж. Моррис, «Влияние состава смеси на свойства микроячеистого бетона», в Specialist Techniques and Materials for Construction , R.K. Dhir and N.A. Handerson, Eds., стр. 185–197, Томас Телфорд, Лондон, Великобритания, 1999.
Посмотреть по адресу:
Google Scholar
М. Тернер, «Быстро схватывающийся пенобетон для восстановления проемов на автомагистралях в тот же день», в материалах однодневного семинара по пенобетону: свойства, применение и последние технологические разработки , стр. 12–18, 2001.
Посмотреть по адресу:
Google Scholar
E.
K.K. Nambiar and K. Ramamurthy, «Влияние типа наполнителя на свойства пенобетона», Cement and Concrete Research , vol. 28, стр. 475–480, 2006.Просмотр по адресу:
Google Scholar
У. Дж. Аленгарам, Х. Махмуд и М. З. Джумаат, «Сравнение механических и связующих свойств бетона из оболочки ядра масличной пальмы с бетоном нормальной массы», International Journal of Physical Sciences , том. 5, нет. 8, pp. 1231–1239, 2010.
View at:
Google Scholar
A. Laukaitis, R. žurauskas и J. Kerien0019 Цементно-бетонные композиты , том. 27, нет. 1, стр. 41–47, 2005 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
С. Б. Парк, Э. С. Юн и Б. И. Ли, «Влияние обработки и изменений материалов на механические свойства легких цементных композитов», Cement and Concrete Research , vol.
29, нет. 2, стр. 193–200, 1999.Посмотреть по адресу:
Сайт издателя | Google Scholar
Ю. М. Хунаити, «Комбинированное действие пенобетона и легкого заполнителя», Журнал материалов в гражданском строительстве , том. 8, нет. 3, стр. 111–113, 1996.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Ю. М. Хунаити, «Прочность композитных секций с пенобетоном и легким заполнителем», Journal of Materials in Civil Engineering , vol. 9, нет. 2, стр. 58–61, 1997.
Посмотреть по адресу:
Сайт издателя | Google Scholar
C. T. Tam, T. Y. Lim, R. Sri Ravindrarajah, and S. L. Lee, «Взаимосвязь между прочностью и объемным составом ячеистого бетона, затвердевающего во влажном состоянии», Журнал исследований бетона , том.
39, нет. 138, стр. 12–18, 1987.Посмотреть по адресу:
Сайт издателя | Google Scholar
Э. П. Кирсли и П. Дж. Уэйнрайт, «Зольность для оптимальной прочности пенобетона», Cement and Concrete Research , vol. 32, нет. 2, стр. 241–246, 2002.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Э. П. Кирсли и П. Дж. Уэйнрайт, «Влияние пористости на прочность пенобетона», Исследование цемента и бетона , том. 32, нет. 2, стр. 233–239, 2002.
Посмотреть по адресу:
Сайт издателя | Google Scholar
X. J. Tan, WZ Chen, HM Tian и JP Yuan, «Характеристики деградации пенобетона с легким заполнителем и полипропиленовым волокном при циклах замораживания-оттаивания», Magazine of Concrete Research , vol.
65, нет. 12, стр. 720–730, 2013.Посмотреть по адресу:
Сайт издателя | Академия Google
GB175-2007, «Портландцемент и обычный портландцемент», Национальный стандарт Китайской Народной Республики, 2007 г. (китайский).
Просмотр по адресу:
Google Scholar
GB/T1596-2005, Летучая зола, используемая в портландцементе и бетоне , Национальный стандарт Китайской Народной Республики, Пекин, Китай, 2005 г.
К. Дж. Ши, «Пуццолановая реакция и микроструктура химически активированных паст известковой золы», стр. 9.0019 Журнал материалов ACI , том. 95, нет. 5, pp. 537–545, 1998.
Просмотр по адресу:
Google Scholar
J. S. Qian, C. J. Shi, and Z. Wang, «Activation of blended цементы, содержащие летучую золу», Cement and Concrete Research 9 0020 , том.
31, нет. 8, стр. 1121–1127, 2001.Посмотреть по адресу:
Сайт издателя | Google Scholar
C. Ши и Р. Л. Дэй, «Ускорение реактивности летучей золы путем химической активации», Исследование цемента и бетона , том. 25, нет. 1, стр. 15–21, 1995.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Р. Л. Дэй и К. Ши, «Влияние крупности пуццолана на прочность известковых цементных паст с натуральным пуццоланом», Cement and Concrete Research , vol. 24, нет. 8, стр. 1485–1491, 1994.
Посмотреть по адресу:
Сайт издателя | Google Scholar
 бин Джумаат и М. Л. Ю. Цзин, «Сравнение теплопроводности пенобетона из скорлупы масличной пальмы с обычными материалами», Materials and Design , vol. 51, стр. 522–529, 2013.
бин Джумаат и М. Л. Ю. Цзин, «Сравнение теплопроводности пенобетона из скорлупы масличной пальмы с обычными материалами», Materials and Design , vol. 51, стр. 522–529, 2013. 0019 Строительство и строительные материалы , том. 26, нет. 1, стр. 638–654, 2012 г.
0019 Строительство и строительные материалы , том. 26, нет. 1, стр. 638–654, 2012 г. K.K. Nambiar and K. Ramamurthy, «Влияние типа наполнителя на свойства пенобетона», Cement and Concrete Research , vol. 28, стр. 475–480, 2006.
K.K. Nambiar and K. Ramamurthy, «Влияние типа наполнителя на свойства пенобетона», Cement and Concrete Research , vol. 28, стр. 475–480, 2006. 29, нет. 2, стр. 193–200, 1999.
29, нет. 2, стр. 193–200, 1999.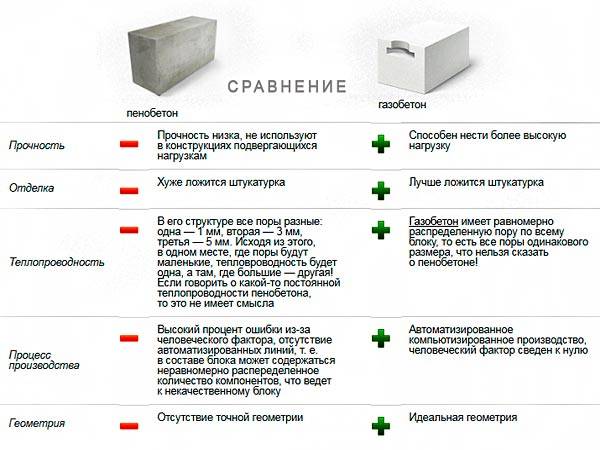 39, нет. 138, стр. 12–18, 1987.
39, нет. 138, стр. 12–18, 1987. 65, нет. 12, стр. 720–730, 2013.
65, нет. 12, стр. 720–730, 2013. 31, нет. 8, стр. 1121–1127, 2001.
31, нет. 8, стр. 1121–1127, 2001.Copyright
Copyright © 2014 Xianjun Tan et al. Это статья с открытым доступом, распространяемая в соответствии с лицензией Creative Commons Attribution License, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.