Изготовление газобетонных блоков: Технология производства газобетонных блоков | Полезная информация о газобетоне завода ДСК Грас
Технология производства газобетонных блоков | Полезная информация о газобетоне завода ДСК Грас
В 60-х годах прошлого века, когда развивалось производство автоклавных бетонов, существовали разные способы их изготовления. Одни из них подразумевали использование цементных, другие — известковых, третьи — смешанных вяжущих составов. В те годы был распространён термин «газосиликатный бетон», который применяется и в наши дни — но уже ошибочно: силикатные ячеистые бетоны ушли в прошлое как класс. Промышленность XXI века не выпускает чистых газосиликатов — сегодня распространены более долговечные бетоны на цементном и смешанном вяжущем составе. Поэтому те, кто в наши дни говорят «газосиликат», в большинстве случаев имеют в виду автоклавный ячеистый газобетон.
За последние 15 лет среднегодовой ввод жилья в России вырос в 2,5 раза. Выпуск автоклавного газобетона за этот же период увеличилось в 12 раз. Он стал самым массовым материалом для возведения стен, применяемым в строительстве.
В последние годы растёт популярность газобетонных блоков — в частности, марок низких плотностей, например, D350. Стоит отметить, что сегодня в России ежегодно выпускается более 1,5 млн м3 блоков низких плотностей. Всё чаще звучит вопрос: как производится этот материал? Развёрнутый ответ на него — в этой статье.
Подготовка сырья
Для изготовления блоков из ячеистого бетона используется смесь цемента, гипса, песка, извести и воды. В неё в небольших объёмах добавляется алюминиевая паста. За точное дозирование всех компонентов отвечает автоматизированная установка.
Формование
Из миксера сырьё поступает в формы большого объёма. Здесь смесь находится несколько часов при температуре, составляющей приблизительно 50º С. Идёт реакция, и массив поднимается, напоминая дрожжевое тесто. Возникает огромное количество ячеек (пор), которые и дают стройматериалу его название. После того, как массив приобрёл требуемый объём, нужно еще некоторое время, чтобы он предварительно отвердел.
По окончании процесса смесь подаётся на участок резки.
Резка на блоки
На очередной стадии массив, сохраняя вертикальное положение, движется по участку резки. Здесь с применением ножей и струн он режется по заранее заданным размерам.
Интересный факт
Отходы материала, образующиеся при резке, вновь поступают в производство. Технологический процесс выпуска ячеистого бетона, таким образом, становится безотходным.
Обработка в автоклаве
Нарезанные блоки помещаются в автоклав — камеру с температурой 180-190ºС, давлением около 12 бар и насыщенным паром. Здесь будущий стройматериал выдерживается в течение 12 часов. За это время в блоках формируется кристаллическая структура, выгодно отличающая автоклавный газобетон от других материалов и придающая ему достойные практические свойства.
После обработки в автоклаве готовый стройматериал с применением крана-делителя выкладывается для остывания.
Упаковывание
На последнем этапе блоки из ячеистого бетона — например, марки D300 — аккуратно запаковываются в перфорированную термоусадочную пленку с помощью автоматического оборудования.
Упакованные газобетонные блоки транспортируются на склад с помощью вилочных погрузчиков. С этого момента они готовы к реализации.
Отличительные особенности применяемого оборудования
Для производства автоклавного ячеистого газобетона на нашем заводе применяется оборудование марки HESS AAC Systems B.V., отвечающее самым строгим международным стандартам.
Система подачи сыпучих материалов. В ней используется запатентованная технология Lahti Precision, реализованная только в линиях HESS, в основе которой — псевдоожижение (флюидизация) материалов. Система разгружает силоса и дозирует подачу сыпучих материалов в псевдоожиженном состоянии, создаваемом с помощью воздуха. Шнеки и другие механические части не используются, поэтому нет необходимости чистить и заменять детали. Самое важное — то, что система позволяет дозировать сыпучие материалы с точность до 100 грамм. Это даёт возможность максимально точно и гибко адаптировать рецептуру.
Шнеки и другие механические части не используются, поэтому нет необходимости чистить и заменять детали. Самое важное — то, что система позволяет дозировать сыпучие материалы с точность до 100 грамм. Это даёт возможность максимально точно и гибко адаптировать рецептуру.
Устройство кантования массива. Массив перед резкой кантуется в форме в вертикальное положение, после чего корпус формы удаляется. Массив не подвергается механическому захвату манипулятором, что положительно влияет на качество конечного продукта. Предотвращается появление трещин, исключается деформация массива, сохраняются прочностные и геометрические характеристики блоков.
Устройство вертикальной, предварительной и окончательной боковой резки. Обрезает материал по трём измерениям, позволяет регулировать толщину снимаемого слоя или выравнивать поверхность массива после предварительной резки. Линия оснащена системой, следящей за обрывом струн. Обрезки массива отбрасываются в шлам-канал, промываемый водой. Отсюда они поступают в ёмкость с размалывающим устройством и мешалкой, расположенную под линией резки.
Система разделения массива. В ней реализована уникальная технология разделения «зелёного» массива, позволяющая расслаивать его непосредственно после резки — до автоклавирования. Массив подается в автоклав разделённым на слои. Благодаря этому пропаривание выполняется максимально равномерно и качественно, и газобетон приобретает предельно возможную прочность. В отличие от традиционных технологий, подразумевающих резку вертикально стоящего массива и разделение «белого» продукта, слипания слоёв при пропаривании не происходит. Поэтому не требуется и дополнительного разделения блоков после автоклавирования. Благодаря этому сохраняется привлекательный вид блоков, исключается появление сколов, отверстий и трещин, обеспечивается идеальная геометрия конечного продукта.
виды, изготовление в домашних условиях, видео
Газобетон – это искусственный камень, который используют для возведения стен в индивидуальном строительстве. Он подходит для сооружения несущих конструкций, внутренних перегородок и заполнения межкаркасных пространств. Газоблоки не дают большой нагрузки на фундамент, поскольку имеют ячеистую структуру и малый вес. Это экономичный стройматериал, обладающий высокими теплоизоляционными свойствами.
Он подходит для сооружения несущих конструкций, внутренних перегородок и заполнения межкаркасных пространств. Газоблоки не дают большой нагрузки на фундамент, поскольку имеют ячеистую структуру и малый вес. Это экономичный стройматериал, обладающий высокими теплоизоляционными свойствами.
Оглавление:
- Особенности и виды стройматериала
- Пропорции компонентов
- Методика производства своими руками
Состав и способ получения газобетона
Существует несколько типов классификации ячеистого бетона: в зависимости от назначения, формы, технологии производства и состава.
1. По способу обработки различают автоклавный и неавтоклавный газобетон.
2. По назначению газоблоки могут быть теплоизоляционным, конструкционным или конструкционно-теплоизоляционным. Они имеют определенную маркировку, например, газобетон d500 относится к классу конструкционно-теплоизоляционных блоков.
3. По форм-фактору делятся на U-образные, прямые и паз-гребневые.
Газоблоки изготавливают из песка, цемента, извести, воды, гипса и алюминиевой пудры. Также в производстве могут использоваться вторичные и побочные промышленные материалы, такие как шлак и зола. В зависимости от состава газобетона, его классифицируют на:
- цементный;
- шлаковый;
- известковый;
- зольный;
- смешанный.
В искусственно синтезированный камень строительная смесь преобразуется лишь при определенных условиях. Для его получения используют технологию автоклавного затвердения. В этом случае состав застывает под влиянием насыщенного пара и высокого давления, меняя свою структуру. В смеси образуется минерал тоберморит, который придает материалу прочность. Таким образом получают автоклавный газобетон.
Бетон, затвердевающий в естественных условиях, называют неавтоклавным. Он имеет ячеистую структуру, но отличается по своим свойствам от газоблоков, изготовленных по специальной технологии. Этот стройматериал больше подвержен усадке при эксплуатации, поэтому его целесообразно применять в случае небольших нагрузок. Чтобы увеличить прочностные характеристики неавтоклавных блоков, в исходный состав добавляют различные армирующие вещества и наполнители. Снизить усадочную деформацию позволяет применение полиамидных пластмасс при армировании.
Этот стройматериал больше подвержен усадке при эксплуатации, поэтому его целесообразно применять в случае небольших нагрузок. Чтобы увеличить прочностные характеристики неавтоклавных блоков, в исходный состав добавляют различные армирующие вещества и наполнители. Снизить усадочную деформацию позволяет применение полиамидных пластмасс при армировании.
Производство неавтоклавных блоков не требует дорогостоящего оборудования, поэтому их можно сделать самому.
Газобетон своими руками
Процесс производства состоит из нескольких этапов:
- подбор и смешивание компонентов;
- заполнение форм раствором;
- выдержка состава для набора прочности;
- извлечение из форм.
В универсальном составе для получения газобетона содержится цемент, песок, известь, алюминиевая пудра. Исходные добавки и их пропорции могут меняться, в зависимости от наличия сырья и требований к готовому стройматериалу. Например, в автоклавном производстве песок иногда заменяют золой или шлаком. А для получения стройматериала с меньшей плотностью можно делать газобетоны на основе смол ТЭС.
А для получения стройматериала с меньшей плотностью можно делать газобетоны на основе смол ТЭС.
При изготовлении газобетона в домашних условиях необходимо правильно рассчитать соотношение расходных материалов и учесть особенности укладки и погрешности замеров. Но существуют и стандартные рецепты смеси для газоблоков, в которых указаны следующие пропорции:
- Цемент – 50-70 %;
- Вода – 0,25-0,8 %;
- Газообразователь – 0,04-0,09 %;
- Известь – 1-5 %;
- Песок – 20-40 %.
Данные вещества используются и при автоклавном производстве. Ориентируясь на приведенное в рецептуре соотношение, можно рассчитать приблизительное количество компонентов, которые войдут в состав на 1 м3 газобетона:
- Портландцемент – 90 кг;
- Вода – 300 л;
- Газообразователь – 0,5 кг;
- Известь – 35 кг;
- Песок – 375 кг.
Однако идеального состава в домашних условиях можно добиться лишь опытным путем, поскольку многое зависит от качества исходных компонентов. Повлиять на течение химической реакции может как температура воды, так и марка цемента.
Повлиять на течение химической реакции может как температура воды, так и марка цемента.
Инструкция по самостоятельному изготовлению неавтоклавного газобетона
Для получения газоблока дома не потребуются сложная аппаратура и инструменты. Главное – четко следовать пунктам приведенного ниже пошагового руководства и использовать компоненты в определенном соотношении, а не «на глаз».
1. Исходя из указанных пропорций вычислить необходимое количество ингредиентов.
2. В первую очередь, необходимо смешать портландцемент с предварительно просеянным песком.
3. В полученную смесь влить воду и все тщательно перемешать.
4. Добавить в раствор другие компоненты. Алюминиевая пудра всыпается в последнюю очередь. В приготовлении как неавтоклавного, так и автоклавного газобетона одинаково важен процесс смешивания ингредиентов. Для равномерного распределения воздушных пузырьков лучше использовать бетономешалку.
5. Полученный раствор разливается в специальные формы, которые изготавливаются из металлических листов или деревянных досок. Чтобы застывший газобетон было легче достать, лучше использовать разборные конструкции. Кроме того, форму рекомендуют смазывать машинным маслом, разведенным с водой.
6. Заливать смесь нужно наполовину, поскольку она в процессе химической реакции расширяется практически вдвое. Этот процесс занимает около шести часов, после чего можно выравнивать блоки, срезая выступившую массу.
Формирование в этом случае длится дольше, чем для автоклавного газобетона – требуется не менее 12 часов, чтобы смесь затвердела. Для ускорения процесса застывания состава рекомендуют добавить растворимые соединения натрия (соду) на этапе приготовления раствора. Марочную прочность материал набирает после 28 дней выдержки. Готовый неавтоклавный газоблок, приготовленный своими руками, подходит для малоэтажного строительства, например, для возведения одноэтажного дома или гаража.

Производство автоклавного газобетона в России — статьи завода «ЭКО», в Москве
к.т.н. Вишневский А.А., Гринфельд Г.И., Смирнова А.С.
Национальная Ассоциация производителей автоклавного газобетона
Массовое производство АГБ в СССР началось в конце 50-х годов прошлого столетия, когда были построены 10 заводов на польском оборудовании с совокупной мощностью более 1,5 млн м
С распадом Советского Союза, в России, как и в других странах бывшего СССР, отмечается общий спад в производстве газобетона. В связи с резким сокращением объемов строительства в начале 90-х годов наблюдается значительное падение спроса на строительные материалы. Ряд предприятий не смогли приспособиться к этим условиям и были вынуждены свернуть производство.
Новый этап в развитии газобетона связан с появлением в России в 1994-1997 гг. импортных технологических линий, позволяющих выпускать АГБ «нового поколения», отличающийся от прежнего точными геометрическими размерами и лучшими физико-механическими свойствами. Заводы на импортном оборудовании, обеспечили появление на российском рынке более 0,5 млн.м³ газобетонных блоков плотностью 500-600 кг/м
На этом фоне начиная с 2004 г. вводятся в эксплуатацию новые заводы с импортными технологическими комплексами (рис. 1). В итоге, к концу 2014 г. число производителей АГБ увеличилось до 74, а их общая производственная мощность составила 15,9 млн м
Таблица 1
Данные об установленных мощностях по выпуску АГБ
|
Технологические линии |
Количество заводов |
Количество технологических линий* |
Установленные мощности |
|
|
м3/год |
% |
|||
|
Импортные |
50 |
51 |
12 628 000 |
79,2 |
|
Отечественные |
24 |
31 |
3 320 300 |
20,8 |
|
Все |
74 |
82 |
15 948 300 |
100 |
* Число линий и заводов не совпадает, так как некоторые заводы имеют несколько линий.
В прошедшем году всеми предприятиями отрасли было выпущено 12 899 318,94 м3 изделий из АГБ. В сравнении с прошлым годом выпуск АГБ увеличился на 14,2 %. Повышение выпуска обусловлено как вводом новых мощностей, так и увеличением выпуска на действующих заводах. Как показал проведенный анализ, в 2014 г. большая часть предприятий (46) увеличила выпуск АГБ в сравнении с 2013 г.
Больше всего газобетона, как в абсолютных, так и в относительных единицах выпустили заводы Центрального федерального округа. Выпуск на долю населения (табл. 2) в ЦФО составил 0,14 м3/чел, что более чем в 1,5 раза больше, чем в среднем по России (0,09 м3/чел). Косвенно это свидетельствует о большем объеме потребления газобетона в данном регионе. Меньше всего АГБ производится и применяется в Дальневосточном и Северо-Кавказском округах, что связано с небольшим числом производителей газобетона в этих регионах, низкой популярностью данного материала, а также невысокими объемами строительства.
Таблица 2
Выпуск АГБ по федеральным округам
|
Федеральный округ |
Число заводов |
Общий выпуск, м3 |
Выпуск на душу населения, м3/чел |
|
Центральный |
24 |
5 579 914,96 |
0,14 |
|
Приволжский |
16 |
2 489 934,25 |
0,08 |
|
Южный |
5 |
1 163 287,50 |
0,08 |
|
Северо-Западный |
9 |
1 247 628,56 |
0,09 |
|
Уральский |
7 |
1 147 255,92 |
0,09 |
|
Сибирский |
7 |
1 047 697,75 |
0,05 |
По общему объему произведенного АГБ можно оценить объем внутрироссийского потребления данного материала, приняв во внимание тот факт, что российский газобетон практически не поставляется на экспорт. Но в тоже время импорт изделий из АГБ, главным образом, из Белоруссии остается достаточно высоким. По данным Секретариата межправительственного совета по сотрудничеству в строительной деятельности стран СНГ, экспорт газобетона из Республики Беларусь в Россию в 2014 г. составил 1,3 млн м3, в том числе в Центральный и Северо-Западный регионы по 500 тыс. м3. Кроме этого, по данным торговых организаций, реализующих АГБ в Калининградской области, объем импорта газобетона из Польши в этот регион составил 200 тыс. м3. В этой связи, общее потребление изделий из АГБ в России в 2014 г. можно оценить на уровне 14,4 млн м3.
Но в тоже время импорт изделий из АГБ, главным образом, из Белоруссии остается достаточно высоким. По данным Секретариата межправительственного совета по сотрудничеству в строительной деятельности стран СНГ, экспорт газобетона из Республики Беларусь в Россию в 2014 г. составил 1,3 млн м3, в том числе в Центральный и Северо-Западный регионы по 500 тыс. м3. Кроме этого, по данным торговых организаций, реализующих АГБ в Калининградской области, объем импорта газобетона из Польши в этот регион составил 200 тыс. м3. В этой связи, общее потребление изделий из АГБ в России в 2014 г. можно оценить на уровне 14,4 млн м3.
В настоящее время практически весь АГБ в России производится в виде мелких стеновых блоков. На долю армированных изделий (перемычки, плиты, панели) по результатам 2014 г. приходится лишь 0,46 % от общего выпуска АГБ. Объем армированных изделий, произведенных в 2014 г., составил 58306,91 м3.
Стеновые блоки чаще всего производят с плотностью от 300 до 800 кг/м3(рис. 2), при этом основной объем газобетона (90 %) представлен марками D500 и D600. Усредненный показатель плотности всего газобетона, выпущенного в 2014 г., составляет 516,7 кг/м3. В сравнении с 2013 годом (518,4 кг/м3) он незначительно снизился. Таким образом, направленность рынка в сторону снижения плотности производимого АГБ сохраняется в течение последних лет [4, 5].
2), при этом основной объем газобетона (90 %) представлен марками D500 и D600. Усредненный показатель плотности всего газобетона, выпущенного в 2014 г., составляет 516,7 кг/м3. В сравнении с 2013 годом (518,4 кг/м3) он незначительно снизился. Таким образом, направленность рынка в сторону снижения плотности производимого АГБ сохраняется в течение последних лет [4, 5].
На импортных линиях, как правило, выпускают более легкие изделия, на отечественных — чуть тяжелее (рис. 3). Это связано с особенностями оборудования: импортные комплексы предоставляют большую возможность для выпуска изделий пониженной плотности (за счет точной дозировки компонентов,интенсивного смешивания, наличия закрытых зон твердения, автоклавирования при повышенном давлении и др.).
Исследования рынка, проводимые НААГ, в последние годы позволили выявить некоторые региональные особенности выпуска АГБ. Наиболее легкую продукцию выпускают заводы Северо-Западного региона: усредненная плотность выпускаемого газобетона там самая низкая по России — 465 кг/м3. Наиболее тяжелый газобетон выпускается в Сибири: средняя плотность 569 кг/м3(рис. 4). Подобный результат объясняется главным образом сложившимися традициями, которые в свою очередь зависят от возможностей производителей и их усилий по продвижению продукции. В Северо-Западном регионе одними из первых освоили массовый выпуск АГБ с плотностью 400 кг/м3и ниже, а также провели активную компанию по его продвижению. В Сибирском округе сложилась обратная ситуация. Там основные производители сориентировались на выпуск продукции с плотностью 500 кг/м3 и выше и до настоящего времени активного производства продукции пониженной плотности не производят. В ряде случаев на плотность выпускаемых изделий влияет сейсмичность региона. В частности, в Южном округе выпуск изделий пониженной плотности затруднен в связи с высокой сейсмичностью.
Наиболее тяжелый газобетон выпускается в Сибири: средняя плотность 569 кг/м3(рис. 4). Подобный результат объясняется главным образом сложившимися традициями, которые в свою очередь зависят от возможностей производителей и их усилий по продвижению продукции. В Северо-Западном регионе одними из первых освоили массовый выпуск АГБ с плотностью 400 кг/м3и ниже, а также провели активную компанию по его продвижению. В Сибирском округе сложилась обратная ситуация. Там основные производители сориентировались на выпуск продукции с плотностью 500 кг/м3 и выше и до настоящего времени активного производства продукции пониженной плотности не производят. В ряде случаев на плотность выпускаемых изделий влияет сейсмичность региона. В частности, в Южном округе выпуск изделий пониженной плотности затруднен в связи с высокой сейсмичностью.
Подводя итог вышесказанному можно отметить, что производство автоклавного газобетона продолжает активно развиваться. Ежегодно запускаются новые линии по выпуску АГБ, действующие заводы наращивают свои объеме. Все это обеспечивает ежегодный рост мощностей по производству АГБ в средним на 3-5 % в год. Как следствие, растет выпуск данного материала и в 2014 совокупный объем впущенного АГБ составил 12,9 млн м3. При этом качественно меняется выпускаемая продукция. На смену армированным панелям плотностью 700-800 кг/м3 пришли мелкие стеновые блоки плотностью 400-600 кг/м3 с точными геометрическими размерами и улучшенными физико-механическими характеристиками. Другими словами, тенденции, сопровождающие рынок на протяжении всей его истории сохраняются и в настоящее время.
Все это обеспечивает ежегодный рост мощностей по производству АГБ в средним на 3-5 % в год. Как следствие, растет выпуск данного материала и в 2014 совокупный объем впущенного АГБ составил 12,9 млн м3. При этом качественно меняется выпускаемая продукция. На смену армированным панелям плотностью 700-800 кг/м3 пришли мелкие стеновые блоки плотностью 400-600 кг/м3 с точными геометрическими размерами и улучшенными физико-механическими характеристиками. Другими словами, тенденции, сопровождающие рынок на протяжении всей его истории сохраняются и в настоящее время.
Весомый вклад в результаты отрасли вносят предприятия-члены НААГ. На сегодняшний день Ассоциация объединяет около половины всех мощностей по выпуску АГБ – совокупная мощность членов НААГ 7,3 млн м3/год. В 2014 г. 23 завода, входящие в НААГ, произвели 6,4 млн м3 АГБ (49,6 % от общего выпуска).
НААГ это не просто объединение лидеров отрасли, эта организация занимающаяся поддержкой производителей АГБ (нормативной базой, научно-техническими исследованиями), а также осуществляющая популяризацию и продвижение автоклавного газобетона. В рамках этой работы НААГ ежегодно реализует исследование рынка, по результатам которого и была подготовлена данная статья.
В рамках этой работы НААГ ежегодно реализует исследование рынка, по результатам которого и была подготовлена данная статья.
Литература
- Вылегжанин В.П. Газобетон в жилищном строительстве, перспективы его производства и применения в Российской Федерации / В.П. Вылегжанин, В.А. Пинскер. Строительные материалы, 01. 2009. С.4-8.
- Домбровский А.В. Производство ячеистых бетонов. Обзорная информация. ВНИИЭСМ. Выпуск 2. 1983. с.76.
- Коровкевич В.В., Пинскер В.А и др. Малоэтажные дома из ячеистых бетонов. Рекомендации по проектированию, строительству и эксплуатации. Ленинград: ЛенЗНИИЭП., 1989. 284 с.
- Вишневский А.А., Гринфельд Г.И., Куликова Н.О. Анализ рынка автоклавного газобетона России // Строительные материалы. 2013. №7. С.40-44.
- Вишневский А.А., Гринфельд Г.И., Смирнова А.С. Итоги работы предприятий по производству автоклавного ячеистого бетона в 2013 г // Технологии бетонов. 2014. №4. С. 44-47.
Производство газобетона в Челябинске — технология изготовления газоблоков (газобетонных блоков)
Процесс производства
Химические реакции
Особенности производства
Автоклавный газобетон в Челябинске
Процесс производства
Газобетонные блоки изготавливают из портландцемента, негашеной извести, размолотого кварцевого песка и воды. Портландцемент, самый распространенный вид цемента в современном строительстве, — гидравлическое вяжущее вещество, которое твердеет при взаимодействии с водой. Именно этот элемент в результате делает газобетонные блоки особенно прочными и надежными. Для запуска процесса газообразования вмешивают алюминиевую пудру в смесь кремнеземнистого компонента с известосодержащими вяжущими. При ее введении она вспучивается из-за выделения водорода. Раствор быстро перенасыщается водородом и частицы алюминиевой пудры становятся центрами образования пузырей. В течение 15–20 минут происходит увеличение объема, а затем за 2–3 часа материал отвердевает. После этого его нарезают вертикально и поперечно при помощи специальных струн на блоки нужного размера.
Портландцемент, самый распространенный вид цемента в современном строительстве, — гидравлическое вяжущее вещество, которое твердеет при взаимодействии с водой. Именно этот элемент в результате делает газобетонные блоки особенно прочными и надежными. Для запуска процесса газообразования вмешивают алюминиевую пудру в смесь кремнеземнистого компонента с известосодержащими вяжущими. При ее введении она вспучивается из-за выделения водорода. Раствор быстро перенасыщается водородом и частицы алюминиевой пудры становятся центрами образования пузырей. В течение 15–20 минут происходит увеличение объема, а затем за 2–3 часа материал отвердевает. После этого его нарезают вертикально и поперечно при помощи специальных струн на блоки нужного размера.
Полученные блоки помещают в автоклав, где под действием повышенных температур и давления химические реакции ускоряются и происходит финальное твердение, а материал приобретает окончательные свойства. Через некоторое время из автоклава извлекают готовый газобетон.
Химические реакции
Для тех, кто считает себя специалистом широкого профиля, мы предоставляем краткое технологическое описание происходящих процессов в виде этапных химических реакций:
Компоненты: вода h3O; известь CaO; кварцевый песок SiO2; цемент как смесь элементов CaO, SiO2, AL2O3, Fe2O3 и алюминий Al.
Этапы производства:
- Смеситель — гашение извести: CaO + h3O Ca(OH)2, экзотермический процесс.
- Образование гидроалюмината кальция и пористой структуры: 2Al + Ca(OH)2 + 6 h3O -> CaO• AL2O3•4 h3O + 3 h3 (поры).
- Автоклавное твердение в течение 12 часов, при температуре 190°C, и давлении 12атмосфер: 6SiO2 + 5 Ca(OH)2 + 5 h3O -> 5CaO•6SiO2•5 h3O (кварцевый песок) (гидроокись кальция) (вода) (гидросиликат кальция, фазы C-S-H).
Особенности производства
Описанная технология, одним из этапов которой является автоклавирование, позволяет получить прочный и легкий материал с пористой структурой, по своим свойствам значительно превосходящий такие материалы, как неавтоклавный газобетон, дерево, кирпич, пеноблок и т. д.
д.
Автоклавный газобетон обладает рядом неоспоримых преимуществ, на которых мы подробно остановимся в отдельной статье. Теперь разберемся с ними, исходя из технологических особенностей.
Многих волнует, что входящие в состав газобетона известь и цемент опасны для здоровья, но эти исходные компоненты в автоклаве полностью преобразуются, а значит полученный материал экологичен и не нанесет вред здоровью, когда из него построят здание.
Безопасность в доме гарантирована огнестойкостью газобетона, ведь он состоит из негорючих материалов: песка, цемента и алюминиевой пудры. Прочность блоков обусловлена многочасовым твердением в автоклаве.
Комфортное пребывание в помещении из газобетонных блоков обеспечивается пористой структурой материала, который может «дышать» почти как дерево из-за пузырьков, образовавшихся во время введения алюминиевой пудры и затем затвердевших. Наличие пор при заданной толщине сообщают газобетону отличные звукоизоляционные свойства. Тепло- и морозостойкость также гарантируются автоклавной технологией, усиливающей эти свойства.
В результате, построив свой дом из автоклавного газобетона, вы сделаете его экологичным, теплым и безопасным.
Немаловажен и тот факт, что полученный на заводе газобетон имеет относительно небольшой вес (порядка 25 кг) и не требует специальной подъемной техники. При этом материал, уже обладающий выверенными размерами с минимальной погрешностью (1-2 мм), легко обрабатывается, а это значит, что с возведением здания вы сможете справиться свободно и быстро.
Автоклавный газобетон в Челябинске
Чтобы быть полностью уверенным в качестве продукции, в соответствии ее ГОСТу и заявленным свойствам, лучше остановить свой выбор на производителе. Завод газобетона «ПОРАБЛОК» гарантирует высокое качество стройматериалов, сохраняя при этом приемлемую цену. Вы быстро и легко построите свой новый дом, в котором будет комфортно, безопасно и тепло.
Производство газобетона
Ячеистый бетон – современный строительный материал, позволяющий экономить средства, за счет высокой экономичности, повышенного удобства и функциональности. Газобетон – это высококачественный, многообразный строительный материал, который производится в форме блоков, элементов или армированных плит. Благодаря своим многочисленным достоинствам, газобетон превратился в незаменимым строительным материалом настоящего и будущего. Ячеистый бетон известен под различными названиями: ячеистый бетон, газобетон, газоблок.
Газобетон – это высококачественный, многообразный строительный материал, который производится в форме блоков, элементов или армированных плит. Благодаря своим многочисленным достоинствам, газобетон превратился в незаменимым строительным материалом настоящего и будущего. Ячеистый бетон известен под различными названиями: ячеистый бетон, газобетон, газоблок.
Газобетон является представителем семейства ячеистых бетонов, и обладает характерной чертой представителей данной группы — ячеистой структурой. Пузырьки газа (ячейки) занимают больше половины объема материала, поэтому автоклавный газобетон имеет небольшой вес.
Производство газобетона
Ячеистый бетон изготавливается из воды, извести, цемента и кварцевого песка. В течение 4 – 5 минут в газобетоносмесителе готовится «масса» — тщательно смешанная смесь исходных компонентов. Далее в эту смесь в небольшом количестве добавляют суспензию алюминиевой пудры на водной основе, которая вступает в реакцию с известью. Водород возникший в результате реакции образует в сырьевой массе пену из пор от 0,5 до 2 мм, равномерно распределенных внутри материала. Все составляющие материала дозируются компьютером.
Все составляющие материала дозируются компьютером.
После добавления готовой алюминиевой пасты смесь загружают в специальные металлические емкости, в которых и проходит основной этап производства газобетона вспучивание. Чтобы ускорить процесс химической реакции, схватывания и твердения массу подвергают виброусадке. Когда газобетон достигает стадии предварительного твердения, с застывшей смеси материала срезают неровную верхушку, и далее массу уже нарезают на готовые газоблоки определённых размеров. На следующем этапе производства газобетона полученные блоки подвергают тепловой обработке в автоклаве. Затем производится калибровка блоков специальной фрезерной машиной. И на конечном этапе производства выполняется отделка фасадных поверхностей.
Применение современных технологий, позволяющее управлять процессом производства газобетона, обеспечивает абсолютную однородность готового материала, поэтому свойства газобетонных блоков одинаковы в горизонтальном и вертикальном направлении.
Технология производства газобетона: 10 простых шагов | АлтайСтройМаш
На сегодняшний день технология производства газобетонных блоков интересует не только людей, планирующих построить свой дом, но и предпринимателей из России, Казахстана, Узбекистана и других стран СНГ, которые решили заняться бизнесом на производстве газобетона.
Почему именно газобетон? Во-первых, благодаря высоким показателям прочности и теплоизоляции, спрос на этот материал постоянно растет. Во-вторых, технология изготовления газоблоков очень проста: вам не потребуются особые знания и умения, чтобы стать производителем газобетона.
Предлагаем подробнее ознакомиться с технологией производства газоблоков.
Неавтоклавный газобетон: технология и требования
1. Производственное помещение обязательно должно быть светлым и хорошо вентилируемым. Требуемая температура воздуха в здании – не менее 20С.
2. Особое внимание нужно уделить отсутствию сквозняков в месте подъема газобетонной смеси в формах. Наличие сквозняка может повлиять на весь процесс производства (особенно в момент подъема смеси).
Если температура в цехе меньше 20С, то необходимо добиться температуры от 20С как минимум локально (в местах подъема смеси в формах). В линиях конвейерного типа необходимо разместить камеру предварительного прогрева и установить ее от поста заливки до поста резки. Оптимальная температура в камере предварительного прогрева – 35-40С.
С подробным рецептом газобетона можно ознакомиться здесь.
Технология изготовления газобетона: пошаговая инструкция
Шаг 1. Заливаем воду в газобетоносмеситель (температура воды 45-60С).
Шаг 2. Включаем смеситель и засыпаем цемент.
Шаг 3. Добавляем химические компоненты: каустическую соду (NaOH) и сульфат натрия (Na2SO4) и засыпаем песок.
Шаг 4. Перемешиваем все компоненты в течение 3-5 минут.
Шаг 5. Добавляем приготовленную суспензию алюминиевой пудры или отмеренную массу алюминиевой пасты (в сухом виде) и перемешиваем 20-30 секунд.
Шаг 6. Пока готовится смесь, форму для заливки нужно подкатить к смесителю. К моменту слива смеси формы нужно почистить, собрать и смазать. После получения готовой смеси нужно выключить смеситель и слить раствор.
Шаг 7. После слива раствора аккуратно перемещаем форму в камеру предварительного прогрева.
Шаг 8. После набора необходимой структурной прочности (1-3 часа) выкатываем форму из камеры предварительного прогрева, срезаем горбушку, снимаем борта и разрезаем массив на отдельные блоки.
Шаг 9. Разрезанный массив перемещаем в камеру окончательной выдержки для набора прочности. Температура выдержки – 50-60С.
Шаг 10. После окончательного набора прочности (в течение 6-8 часов) готовые блоки укладываются на поддон, упаковываются стрейч пленкой и отгружаются на склад.
Технология производства газоблоков – это просто!
Как вы уже поняли, технология производства газобетона не сложнее выпечки хлеба или приготовления плова: вам не нужно иметь специальные знания и навыки, чтобы начать производить качественные газобетонные блоки. Кроме того, приобретая оборудование по производству газоблоков, технологи компании АлтайСтройМаш всегда будут на связи и смогут ответить на любые ваши вопросы.
Готовы стать производителем газобетонных блоков?Подобрать оборудование
обзор типов линий и установок
array(3) {
[0]=>
array(49) {
[0]=>
string(113) "a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(113) "c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(115) "fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(115) "bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(113) "2e72dded3f18594a37a0228bf2bc6d8d. png"
[5]=>
string(115) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(115) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(115) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(115) "9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(115) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(115) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(115) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(115) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(115) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(115) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(115) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(115) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(115) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(115) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(115) "622c31eb1b9281279dc0183f27d53ee2. jpeg"
[20]=>
string(115) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(115) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(115) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(115) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(115) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(115) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(115) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(115) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(115) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(113) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(115) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(115) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(115) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(115) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(115) "fc52927d061252590d2238e0c2bd7adc. jpeg"
[35]=>
string(115) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(115) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(115) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(115) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(115) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(115) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(115) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(115) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(115) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(115) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(115) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(115) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(115) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(115) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[1]=>
array(49) {
[0]=>
string(62) "/wp-content/uploads/a/5/1/a51b3fc35e31cb8ca5252bc328d3e24e. jpg"
[1]=>
string(62) "/wp-content/uploads/c/3/f/c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(63) "/wp-content/uploads/f/d/d/fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(63) "/wp-content/uploads/b/b/b/bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(62) "/wp-content/uploads/2/e/7/2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(63) "/wp-content/uploads/9/5/7/95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(63) "/wp-content/uploads/8/0/c/80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(63) "/wp-content/uploads/d/d/a/ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(63) "/wp-content/uploads/9/e/2/9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(63) "/wp-content/uploads/7/2/d/72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(63) "/wp-content/uploads/a/3/d/a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(63) "/wp-content/uploads/a/3/8/a38d9fc8adfe3b9a4b89832ea7634ea3. jpeg"
[12]=>
string(63) "/wp-content/uploads/3/f/e/3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(63) "/wp-content/uploads/1/5/4/154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(63) "/wp-content/uploads/0/9/e/09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(63) "/wp-content/uploads/0/d/d/0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(63) "/wp-content/uploads/8/4/f/84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(63) "/wp-content/uploads/9/d/5/9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(63) "/wp-content/uploads/b/6/f/b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(63) "/wp-content/uploads/6/2/2/622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(63) "/wp-content/uploads/6/2/1/6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(63) "/wp-content/uploads/b/7/c/b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(63) "/wp-content/uploads/c/3/a/c3a1d96317da81d515b45fdd701e1385. jpeg"
[23]=>
string(63) "/wp-content/uploads/0/7/6/0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(63) "/wp-content/uploads/7/7/d/77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(63) "/wp-content/uploads/6/3/9/63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(63) "/wp-content/uploads/f/9/8/f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(63) "/wp-content/uploads/2/b/1/2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(63) "/wp-content/uploads/8/0/9/809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(62) "/wp-content/uploads/c/a/f/caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(63) "/wp-content/uploads/9/b/c/9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(63) "/wp-content/uploads/4/d/1/4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(63) "/wp-content/uploads/4/4/f/44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(63) "/wp-content/uploads/c/6/4/c640e00781976cbb7f9969b02c0359a7. jpeg"
[34]=>
string(63) "/wp-content/uploads/f/c/5/fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(63) "/wp-content/uploads/0/d/1/0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(63) "/wp-content/uploads/d/b/f/dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(63) "/wp-content/uploads/2/4/3/2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(63) "/wp-content/uploads/7/a/e/7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(63) "/wp-content/uploads/9/9/6/9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(63) "/wp-content/uploads/5/6/6/5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(63) "/wp-content/uploads/d/4/c/d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(63) "/wp-content/uploads/c/f/0/cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(63) "/wp-content/uploads/c/b/1/cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(63) "/wp-content/uploads/6/1/2/612f9db55e5215d8e1aff72868cb6aa2. jpeg"
[45]=>
string(63) "/wp-content/uploads/5/7/c/57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(63) "/wp-content/uploads/2/8/5/285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(63) "/wp-content/uploads/e/2/7/e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(63) "/wp-content/uploads/3/9/f/39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[2]=>
array(49) {
[0]=>
string(36) "a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(36) "c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(37) "fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(37) "bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(36) "2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(37) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(37) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(37) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(37) "9e2a41cd24d2773fcbc24914b572b9c6. jpeg"
[9]=>
string(37) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(37) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(37) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(37) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(37) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(37) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(37) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(37) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(37) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(37) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(37) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(37) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(37) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(37) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(37) "0761ef8bbc43357f9fd86b379b5f07ee. jpeg"
[24]=>
string(37) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(37) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(37) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(37) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(37) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(36) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(37) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(37) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(37) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(37) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(37) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(37) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(37) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(37) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(37) "7aeba893f8dd3785e661ea6e671b6aab. jpeg"
[39]=>
string(37) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(37) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(37) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(37) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(37) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(37) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(37) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(37) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(37) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(37) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
}
png"
[5]=>
string(115) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(115) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(115) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(115) "9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(115) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(115) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(115) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(115) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(115) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(115) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(115) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(115) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(115) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(115) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(115) "622c31eb1b9281279dc0183f27d53ee2. jpeg"
[20]=>
string(115) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(115) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(115) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(115) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(115) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(115) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(115) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(115) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(115) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(113) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(115) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(115) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(115) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(115) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(115) "fc52927d061252590d2238e0c2bd7adc. jpeg"
[35]=>
string(115) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(115) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(115) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(115) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(115) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(115) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(115) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(115) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(115) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(115) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(115) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(115) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(115) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(115) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[1]=>
array(49) {
[0]=>
string(62) "/wp-content/uploads/a/5/1/a51b3fc35e31cb8ca5252bc328d3e24e. jpg"
[1]=>
string(62) "/wp-content/uploads/c/3/f/c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(63) "/wp-content/uploads/f/d/d/fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(63) "/wp-content/uploads/b/b/b/bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(62) "/wp-content/uploads/2/e/7/2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(63) "/wp-content/uploads/9/5/7/95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(63) "/wp-content/uploads/8/0/c/80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(63) "/wp-content/uploads/d/d/a/ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(63) "/wp-content/uploads/9/e/2/9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(63) "/wp-content/uploads/7/2/d/72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(63) "/wp-content/uploads/a/3/d/a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(63) "/wp-content/uploads/a/3/8/a38d9fc8adfe3b9a4b89832ea7634ea3. jpeg"
[12]=>
string(63) "/wp-content/uploads/3/f/e/3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(63) "/wp-content/uploads/1/5/4/154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(63) "/wp-content/uploads/0/9/e/09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(63) "/wp-content/uploads/0/d/d/0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(63) "/wp-content/uploads/8/4/f/84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(63) "/wp-content/uploads/9/d/5/9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(63) "/wp-content/uploads/b/6/f/b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(63) "/wp-content/uploads/6/2/2/622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(63) "/wp-content/uploads/6/2/1/6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(63) "/wp-content/uploads/b/7/c/b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(63) "/wp-content/uploads/c/3/a/c3a1d96317da81d515b45fdd701e1385. jpeg"
[23]=>
string(63) "/wp-content/uploads/0/7/6/0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(63) "/wp-content/uploads/7/7/d/77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(63) "/wp-content/uploads/6/3/9/63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(63) "/wp-content/uploads/f/9/8/f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(63) "/wp-content/uploads/2/b/1/2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(63) "/wp-content/uploads/8/0/9/809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(62) "/wp-content/uploads/c/a/f/caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(63) "/wp-content/uploads/9/b/c/9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(63) "/wp-content/uploads/4/d/1/4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(63) "/wp-content/uploads/4/4/f/44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(63) "/wp-content/uploads/c/6/4/c640e00781976cbb7f9969b02c0359a7. jpeg"
[34]=>
string(63) "/wp-content/uploads/f/c/5/fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(63) "/wp-content/uploads/0/d/1/0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(63) "/wp-content/uploads/d/b/f/dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(63) "/wp-content/uploads/2/4/3/2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(63) "/wp-content/uploads/7/a/e/7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(63) "/wp-content/uploads/9/9/6/9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(63) "/wp-content/uploads/5/6/6/5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(63) "/wp-content/uploads/d/4/c/d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(63) "/wp-content/uploads/c/f/0/cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(63) "/wp-content/uploads/c/b/1/cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(63) "/wp-content/uploads/6/1/2/612f9db55e5215d8e1aff72868cb6aa2. jpeg"
[45]=>
string(63) "/wp-content/uploads/5/7/c/57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(63) "/wp-content/uploads/2/8/5/285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(63) "/wp-content/uploads/e/2/7/e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(63) "/wp-content/uploads/3/9/f/39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[2]=>
array(49) {
[0]=>
string(36) "a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(36) "c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(37) "fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(37) "bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(36) "2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(37) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(37) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(37) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(37) "9e2a41cd24d2773fcbc24914b572b9c6. jpeg"
[9]=>
string(37) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(37) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(37) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(37) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(37) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(37) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(37) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(37) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(37) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(37) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(37) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(37) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(37) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(37) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(37) "0761ef8bbc43357f9fd86b379b5f07ee. jpeg"
[24]=>
string(37) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(37) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(37) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(37) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(37) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(36) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(37) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(37) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(37) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(37) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(37) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(37) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(37) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(37) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(37) "7aeba893f8dd3785e661ea6e671b6aab. jpeg"
[39]=>
string(37) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(37) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(37) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(37) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(37) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(37) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(37) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(37) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(37) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(37) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
}
 png"
[5]=>
string(115) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(115) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(115) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(115) "9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(115) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(115) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(115) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(115) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(115) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(115) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(115) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(115) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(115) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(115) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(115) "622c31eb1b9281279dc0183f27d53ee2.
png"
[5]=>
string(115) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(115) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(115) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(115) "9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(115) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(115) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(115) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(115) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(115) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(115) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(115) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(115) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(115) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(115) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(115) "622c31eb1b9281279dc0183f27d53ee2. jpeg"
[20]=>
string(115) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(115) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(115) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(115) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(115) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(115) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(115) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(115) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(115) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(113) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(115) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(115) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(115) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(115) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(115) "fc52927d061252590d2238e0c2bd7adc.
jpeg"
[20]=>
string(115) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(115) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(115) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(115) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(115) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(115) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(115) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(115) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(115) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(113) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(115) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(115) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(115) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(115) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(115) "fc52927d061252590d2238e0c2bd7adc. jpeg"
[35]=>
string(115) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(115) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(115) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(115) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(115) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(115) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(115) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(115) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(115) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(115) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(115) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(115) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(115) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(115) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[1]=>
array(49) {
[0]=>
string(62) "/wp-content/uploads/a/5/1/a51b3fc35e31cb8ca5252bc328d3e24e.
jpeg"
[35]=>
string(115) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(115) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(115) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(115) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(115) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(115) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(115) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(115) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(115) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(115) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(115) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(115) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(115) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(115) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[1]=>
array(49) {
[0]=>
string(62) "/wp-content/uploads/a/5/1/a51b3fc35e31cb8ca5252bc328d3e24e. jpg"
[1]=>
string(62) "/wp-content/uploads/c/3/f/c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(63) "/wp-content/uploads/f/d/d/fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(63) "/wp-content/uploads/b/b/b/bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(62) "/wp-content/uploads/2/e/7/2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(63) "/wp-content/uploads/9/5/7/95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(63) "/wp-content/uploads/8/0/c/80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(63) "/wp-content/uploads/d/d/a/ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(63) "/wp-content/uploads/9/e/2/9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(63) "/wp-content/uploads/7/2/d/72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(63) "/wp-content/uploads/a/3/d/a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(63) "/wp-content/uploads/a/3/8/a38d9fc8adfe3b9a4b89832ea7634ea3.
jpg"
[1]=>
string(62) "/wp-content/uploads/c/3/f/c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(63) "/wp-content/uploads/f/d/d/fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(63) "/wp-content/uploads/b/b/b/bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(62) "/wp-content/uploads/2/e/7/2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(63) "/wp-content/uploads/9/5/7/95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(63) "/wp-content/uploads/8/0/c/80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(63) "/wp-content/uploads/d/d/a/ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(63) "/wp-content/uploads/9/e/2/9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(63) "/wp-content/uploads/7/2/d/72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(63) "/wp-content/uploads/a/3/d/a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(63) "/wp-content/uploads/a/3/8/a38d9fc8adfe3b9a4b89832ea7634ea3. jpeg"
[12]=>
string(63) "/wp-content/uploads/3/f/e/3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(63) "/wp-content/uploads/1/5/4/154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(63) "/wp-content/uploads/0/9/e/09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(63) "/wp-content/uploads/0/d/d/0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(63) "/wp-content/uploads/8/4/f/84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(63) "/wp-content/uploads/9/d/5/9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(63) "/wp-content/uploads/b/6/f/b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(63) "/wp-content/uploads/6/2/2/622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(63) "/wp-content/uploads/6/2/1/6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(63) "/wp-content/uploads/b/7/c/b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(63) "/wp-content/uploads/c/3/a/c3a1d96317da81d515b45fdd701e1385.
jpeg"
[12]=>
string(63) "/wp-content/uploads/3/f/e/3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(63) "/wp-content/uploads/1/5/4/154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(63) "/wp-content/uploads/0/9/e/09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(63) "/wp-content/uploads/0/d/d/0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(63) "/wp-content/uploads/8/4/f/84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(63) "/wp-content/uploads/9/d/5/9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(63) "/wp-content/uploads/b/6/f/b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(63) "/wp-content/uploads/6/2/2/622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(63) "/wp-content/uploads/6/2/1/6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(63) "/wp-content/uploads/b/7/c/b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(63) "/wp-content/uploads/c/3/a/c3a1d96317da81d515b45fdd701e1385. jpeg"
[23]=>
string(63) "/wp-content/uploads/0/7/6/0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(63) "/wp-content/uploads/7/7/d/77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(63) "/wp-content/uploads/6/3/9/63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(63) "/wp-content/uploads/f/9/8/f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(63) "/wp-content/uploads/2/b/1/2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(63) "/wp-content/uploads/8/0/9/809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(62) "/wp-content/uploads/c/a/f/caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(63) "/wp-content/uploads/9/b/c/9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(63) "/wp-content/uploads/4/d/1/4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(63) "/wp-content/uploads/4/4/f/44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(63) "/wp-content/uploads/c/6/4/c640e00781976cbb7f9969b02c0359a7.
jpeg"
[23]=>
string(63) "/wp-content/uploads/0/7/6/0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(63) "/wp-content/uploads/7/7/d/77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(63) "/wp-content/uploads/6/3/9/63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(63) "/wp-content/uploads/f/9/8/f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(63) "/wp-content/uploads/2/b/1/2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(63) "/wp-content/uploads/8/0/9/809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(62) "/wp-content/uploads/c/a/f/caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(63) "/wp-content/uploads/9/b/c/9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(63) "/wp-content/uploads/4/d/1/4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(63) "/wp-content/uploads/4/4/f/44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(63) "/wp-content/uploads/c/6/4/c640e00781976cbb7f9969b02c0359a7. jpeg"
[34]=>
string(63) "/wp-content/uploads/f/c/5/fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(63) "/wp-content/uploads/0/d/1/0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(63) "/wp-content/uploads/d/b/f/dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(63) "/wp-content/uploads/2/4/3/2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(63) "/wp-content/uploads/7/a/e/7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(63) "/wp-content/uploads/9/9/6/9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(63) "/wp-content/uploads/5/6/6/5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(63) "/wp-content/uploads/d/4/c/d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(63) "/wp-content/uploads/c/f/0/cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(63) "/wp-content/uploads/c/b/1/cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(63) "/wp-content/uploads/6/1/2/612f9db55e5215d8e1aff72868cb6aa2.
jpeg"
[34]=>
string(63) "/wp-content/uploads/f/c/5/fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(63) "/wp-content/uploads/0/d/1/0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(63) "/wp-content/uploads/d/b/f/dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(63) "/wp-content/uploads/2/4/3/2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(63) "/wp-content/uploads/7/a/e/7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(63) "/wp-content/uploads/9/9/6/9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(63) "/wp-content/uploads/5/6/6/5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(63) "/wp-content/uploads/d/4/c/d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(63) "/wp-content/uploads/c/f/0/cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(63) "/wp-content/uploads/c/b/1/cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(63) "/wp-content/uploads/6/1/2/612f9db55e5215d8e1aff72868cb6aa2. jpeg"
[45]=>
string(63) "/wp-content/uploads/5/7/c/57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(63) "/wp-content/uploads/2/8/5/285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(63) "/wp-content/uploads/e/2/7/e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(63) "/wp-content/uploads/3/9/f/39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[2]=>
array(49) {
[0]=>
string(36) "a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(36) "c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(37) "fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(37) "bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(36) "2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(37) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(37) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(37) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(37) "9e2a41cd24d2773fcbc24914b572b9c6.
jpeg"
[45]=>
string(63) "/wp-content/uploads/5/7/c/57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(63) "/wp-content/uploads/2/8/5/285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(63) "/wp-content/uploads/e/2/7/e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(63) "/wp-content/uploads/3/9/f/39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[2]=>
array(49) {
[0]=>
string(36) "a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(36) "c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(37) "fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(37) "bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(36) "2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(37) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(37) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(37) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(37) "9e2a41cd24d2773fcbc24914b572b9c6. jpeg"
[9]=>
string(37) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(37) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(37) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(37) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(37) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(37) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(37) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(37) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(37) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(37) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(37) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(37) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(37) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(37) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(37) "0761ef8bbc43357f9fd86b379b5f07ee.
jpeg"
[9]=>
string(37) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(37) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(37) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(37) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(37) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(37) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(37) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(37) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(37) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(37) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(37) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(37) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(37) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(37) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(37) "0761ef8bbc43357f9fd86b379b5f07ee. jpeg"
[24]=>
string(37) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(37) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(37) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(37) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(37) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(36) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(37) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(37) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(37) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(37) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(37) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(37) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(37) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(37) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(37) "7aeba893f8dd3785e661ea6e671b6aab.
jpeg"
[24]=>
string(37) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(37) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(37) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(37) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(37) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(36) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(37) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(37) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(37) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(37) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(37) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(37) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(37) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(37) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(37) "7aeba893f8dd3785e661ea6e671b6aab. jpeg"
[39]=>
string(37) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(37) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(37) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(37) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(37) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(37) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(37) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(37) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(37) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(37) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
}
jpeg"
[39]=>
string(37) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(37) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(37) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(37) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(37) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(37) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(37) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(37) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(37) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(37) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
}
Расчет свайного фундамента
Выберите тип ростверка:
Параметры ростверка:
Ширина ростверка А (мм)
Длина ростверка B (мм)
Высота ростверка C (мм)
Толщина ростверка D (мм)
Марка бетона
М100 (В7,5)М150 (В10)М200 (В15)М250 (В20)М300 (В22. 5)М350 (В25)М400 (В30)М450 (В35)М500 (В40)М550 (В45)М600 (В50)М700 (В55)М800 (В60)
5)М350 (В25)М400 (В30)М450 (В35)М500 (В40)М550 (В45)М600 (В50)М700 (В55)М800 (В60)
Параметры столбов и свай:
Количество столбов и свай (шт)
Диаметр столба D1 (мм)
Высота столба h2 (мм)
Диаметр основания столба D2 (мм)
Высота основания столба h3 (мм)
Расчет арматуры:
Длина стержня арматуры (м)
Расчет опалубки ростверк:
Ширина доски (мм)
Длина доски (мм)
Толщина доски (мм)
Рассчитать
Технология
Когда создается газобетон, технология производства включает несколько основных этапов. Для создания блоков не требуются какие-то особые знания или навыки, так как процесс сравнительно простой. Бетонную смесь для газобетона замешивают с использованием алюминиевой пудры, которая дает реакцию с известью и провоцирует появление водорода и большого числа пор.
Готовую массу выливают в специальные металлические емкости, там происходит реакция, осуществляется вибрирование, которое ускоряет прохождение реакции, схватывания и затвердевания. Когда масса немного затвердевает, проволочной струной режут монолит на отдельные блоки, тщательно соблюдая размеры и удаляя все неровные места.
Когда масса немного затвердевает, проволочной струной режут монолит на отдельные блоки, тщательно соблюдая размеры и удаляя все неровные места.
Далее газобетон сушат в естественных условиях либо отправляют в автоклав, после чего калибруют на фрезерных установках. Автоклавное затвердевание значительно улучшает свойства материала. В течение 12 часов бетон обрабатывается водяными парами, вследствие чего становится стабильным и прочным, дает меньше усадки, отличается более однородной структурой, прекрасными характеристиками тепло/звукоизоляции.
Если газобетон создается неавтоклавным методом, то полностью материал затвердевает в обыкновенных условиях. Это существенно понижает стоимость производства газобетона – технология ведь не требует приобретения и использования автоклава, что позволяет создавать блоки своими руками. Но газоблоки получаются менее прочными и с большей погрешностью в плане размеров, однородности пор внутри.
По типу вяжущего, входящего в состав, газобетон бывает:
- На базе извести – в составе содержится до 50% компонента, также добавляют шлак и гипс или цемент (15% от массы).
- На цементном вяжущем – до 50% массы портландцемента.
- На смешанном растворе – используют известь и шлак, портландцемент в объеме 15-50%.
- На шлаковом вяжущем – более 50% занимают шлак с гипсом, щелочью или известью.
- На золе – в состав таких блоков включено более 50% высокоосновных зол.

Основанием для классификации становится и геометрия блоков – они могут быть нескольких видов.
Категории газобетона по геометрии:
- 1 – самые ровные и идеальные блоки, отклонения от размера по ГОСТу могут составлять максимум 1.5 миллиметров и 2 миллиметра по диагонали. Кладку осуществляют на клей, делая шов минимальной толщины.
- 2 – отклонения по размеру составляют максимум 2 миллиметра и по диагонали 4 миллиметра.
- 3 – погрешность по размеру может быть до 4 миллиметров, а по диагонали доходит и до 5-6 миллиметров, углы могут быть отбитыми до 1 сантиметра. Такие блоки кладут на раствор с достаточно толстым слоем шва.
Сравнение автоклавного и неавтоклавного газобетона
Так как в технологии производства мы уже разобрались, давайте сравним изделия заводского автоклавного и домашнего производства.
Сравнение газобетона синтезного и гидратационного твердения:
| Наименования свойства, характеристики | Комментарии |
| Теплопроводность | Оба вида газобетона обладают низким коэффициентом теплопроводности, однако если сравнить ее соотношение с прочностью и плотностью блока, то автоклав значительно опережает газобетон гидратационного твердения. Толщина стены, при сохранении одинаковых показателей – отличается. У автоклава она – от 40 см, у неавтоклава – от 65 см. |
| Прочность | Автоклавный блок более прочный и устойчивый к механическому воздействию. |
| Морозостойкость | И в этом показателе газоблок синтезного твердения-впереди. Он характеризуется показателем вплоть до 150 циклов замораживания и оттаивания, в то время, как его конкурент может похвастаться лишь цифрой в 35-50 циклов. |
| Усадка | Неавтоклавный газобетон больше подвержен усадке, значение достигает 0,6 мм/м2. |
| Внешний вид | Автоклавный газобетон – белый. А неавтоклавный-серый. |
| Долговечность | Блоки синтезного твердения, как утверждают производители, характеризуются долговечностью в 200 лет, а неавтоклав – в 50 лет. |
| Простота производства | Оба вида газобетона не сложны в производстве. Однако автоклавный блок изготавливается при использовании автоматизированных установок, что значительно ускоряет процесс и практически исключает трудозатраты. Плюс блока гидратационного твердения заключается, в этом случае, лишь в том. Что его можно изготовить своими руками и, при этом, понадобится инструкция, немного сырья и бюджетное оборудование. |
| Применение в строительстве | Оба изделия применяются в строительстве, однако газоблок синтезного твердения более популярен из-за превосходства в показателях. |
| Цена | Неавтоклавный газобетон несколько дешевле. Если попытать силы в самостоятельном производстве, можно значительно сэкономить. |
| Геометрия | Так как автоклавный блок изготавливается при помощи машин, геометрия его, в большинстве случаев, значительно лучше. |
Как видно, однозначно, пальма первенства принадлежит автоклавному газобетону.
Что такое газобетон, его технические характеристики
Газобетон – это одна из разновидностей ячеистого бетона. Строительный материал представляет собой искусственный камень с пористой структурой. Поры равномерно распределены по всему объёму и имеют округлую или овальную форму. Их диаметр не превышает 3 мм.
По технологии изготовления газобетон классифицируется на 2 вида:
- автоклавный;
- неавтоклавный.
Материал применяется при строительстве жилых и нежилых объектов. Чаще всего из него строят стены и перегородки. Армированный газобетон используется для изготовления перекрытий.
В состав материала входит:
- цемент;
- песок;
- известь;
- гипс;
- мелкодисперсный металлический алюминий;
- зола;
- шлак.

Рассмотрим технические характеристики газобетона:
- Длина изделий – 62,5 см, высота – 25 см. Ширина может быть разной – от 10 до 40 см.
- Благодаря пористой структуре материал имеет небольшой вес – масса 1 м2 составляет 600–800 кг.
- Теплопроводность газобетона отличается в зависимости от марки и колеблется в пределах значений 0,048–0,28 Вт.
- Усадка материала – 0,5 мм/1м.
- Морозостойкость в 2 раза выше, чем у кирпича – более 70 циклов.
- Газобетон не подвержен горению.
Преимущества и недостатки газобетонных блоков
Газобетон – относительно «молодой» материал, на строительном рынке он применяется около 80 лет. Однако он уже успел завоевать популярность благодаря своим преимуществам:
- высокой экологичности;
- огнестойкости;
- низкой плотности и, как следствие, небольшому весу;
- лёгкости в обработке;
- высокой скорости возведения конструкций;
- отличным теплоизоляционным свойствам;
- невысокой стоимости.

Газобетон как строительный материал не лишён недостатков. Он хрупкий – при транспортировке или кладке блоки могут сломаться. Ещё один минус – высокая водопоглощающая способность. Стены, построенные из газобетона, придётся защищать от влаги. Конструкции из этого материала быстро нагреваются и остывают. Известь, входящая в состав, оказывает разрушающее воздействие на металлические детали, которые используются в строительстве.
Типы и технология производства материала
Газобетон производят двумя способами – автоклавным и неавтоклавным. В первом случае блоки помещают в специальную печь, где они быстро затвердевают при высокой температуре. Во втором случае изделия сушатся естественным способом в течение нескольких дней. По качественным характеристикам газоблоки, полученные неавтоклавным способом, уступают изделиям, прошедшим термообработку в печи.
Технологический процесс включает следующие этапы:
- подготовка сырья;
- приготовление смеси в дозаторно-смесительной машине;
- заливка массы в формы;
- резка блоков на изделия нужного размера;
- обработка в автоклаве;
- упаковка готовых газобетонных блоков.

Сначала сырьё – портландцемент, песочный шлам, известь, вода и вяжущие компоненты загружаются в дозаторно-смесительное отделение. Компоненты в нужной пропорции смешиваются и превращаются в однородную массу.
Далее масса поступает в форму, где и происходит интенсивное газообразование в результате химической реакции. Когда процесс активного газовыделения прекращается, формы выдерживают при комнатной температуре или в термокамере до достижения прочности сырца 0,04–0,12 МПа. Затем формованные изделия поступают на резательный комплекс. Здесь с помощью специальных стальных нитей или струн плита разрезается вдоль и поперёк на изделия нужного размера.
После резки блоки транспортируются на автоклавных тележках в печь. После полной её загрузки изделия подвергаются обработке при температуре 190 градусов и давлении около 12 атмосфер. Внутри печи поддерживается определённый режим влажности. Готовые изделия выгружают из автоклава после плавного снижения давления. Газобетонные блоки поступают в упаковочное отделение и отправляются на склад готовой продукции.
При производстве газобетона неавтоклавным методом смесь в формах затвердевает естественным путём, без применения печей. Для улучшения свойств материала, полученного таким методом, в состав смеси обязательно включают модифицирующие добавки.
Резка на блоки
На очередной стадии массив, сохраняя вертикальное положение, движется по участку резки. Здесь с применением ножей и струн он режется по заранее заданным размерам.
Обработка в автоклаве
Нарезанные блоки помещаются в автоклав — камеру с температурой 180-190ºС, давлением около 12 бар и насыщенным паром. Здесь будущий стройматериал выдерживается в течение 12 часов. За это время в блоках формируется кристаллическая структура, выгодно отличающая автоклавный газобетон от других материалов и придающая ему достойные практические свойства.
После обработки в автоклаве готовый стройматериал с применением крана-делителя выкладывается для остывания.
Упаковывание
На последнем этапе блоки из ячеистого бетона — например, марки D300 — аккуратно запаковываются в перфорированную термоусадочную пленку с помощью автоматического оборудования.
Упакованные газобетонные блоки транспортируются на склад с помощью вилочных погрузчиков. С этого момента они готовы к реализации.
Отличительные особенности применяемого оборудования
Для производства автоклавного ячеистого газобетона на нашем заводе применяется оборудование марки HESS AAC Systems B.V., отвечающее самым строгим международным стандартам.
Система подачи сыпучих материалов. В ней используется запатентованная технология Lahti Precision, реализованная только в линиях HESS, в основе которой — псевдоожижение (флюидизация) материалов. Система разгружает силоса и дозирует подачу сыпучих материалов в псевдоожиженном состоянии, создаваемом с помощью воздуха. Шнеки и другие механические части не используются, поэтому нет необходимости чистить и заменять детали
Самое важное — то, что система позволяет дозировать сыпучие материалы с точность до 100 грамм. Это даёт возможность максимально точно и гибко адаптировать рецептуру
Устройство кантования массива. Массив перед резкой кантуется в форме в вертикальное положение, после чего корпус формы удаляется. Массив не подвергается механическому захвату манипулятором, что положительно влияет на качество конечного продукта. Предотвращается появление трещин, исключается деформация массива, сохраняются прочностные и геометрические характеристики блоков.
Массив перед резкой кантуется в форме в вертикальное положение, после чего корпус формы удаляется. Массив не подвергается механическому захвату манипулятором, что положительно влияет на качество конечного продукта. Предотвращается появление трещин, исключается деформация массива, сохраняются прочностные и геометрические характеристики блоков.
Устройство вертикальной, предварительной и окончательной боковой резки. Обрезает материал по трём измерениям, позволяет регулировать толщину снимаемого слоя или выравнивать поверхность массива после предварительной резки. Линия оснащена системой, следящей за обрывом струн. Обрезки массива отбрасываются в шлам-канал, промываемый водой. Отсюда они поступают в ёмкость с размалывающим устройством и мешалкой, расположенную под линией резки. Из ёмкости шлам транспортируется в шламбассейн для дальнейшего использования. Такое решение даёт экономию сырья и служит частью концепции «Безотходное производство».
Система разделения массива. В ней реализована уникальная технология разделения «зелёного» массива, позволяющая расслаивать его непосредственно после резки — до автоклавирования. Массив подается в автоклав разделённым на слои. Благодаря этому пропаривание выполняется максимально равномерно и качественно, и газобетон приобретает предельно возможную прочность. В отличие от традиционных технологий, подразумевающих резку вертикально стоящего массива и разделение «белого» продукта, слипания слоёв при пропаривании не происходит. Поэтому не требуется и дополнительного разделения блоков после автоклавирования. Благодаря этому сохраняется привлекательный вид блоков, исключается появление сколов, отверстий и трещин, обеспечивается идеальная геометрия конечного продукта.
Массив подается в автоклав разделённым на слои. Благодаря этому пропаривание выполняется максимально равномерно и качественно, и газобетон приобретает предельно возможную прочность. В отличие от традиционных технологий, подразумевающих резку вертикально стоящего массива и разделение «белого» продукта, слипания слоёв при пропаривании не происходит. Поэтому не требуется и дополнительного разделения блоков после автоклавирования. Благодаря этому сохраняется привлекательный вид блоков, исключается появление сколов, отверстий и трещин, обеспечивается идеальная геометрия конечного продукта.
Что это такое
Газобетон представляет собой категорию строительного материала, для изготовления которого используется песок, цемент и ряд реагентов, которые превращаются в пену в процессе взаимодействия с цементом. Зачастую речь идет о пасте или порошке, изготовленного на основе алюминия. В результате взаимодействия с известью или цементом образуются поры. Пузырьки равномерно распределяются по объему.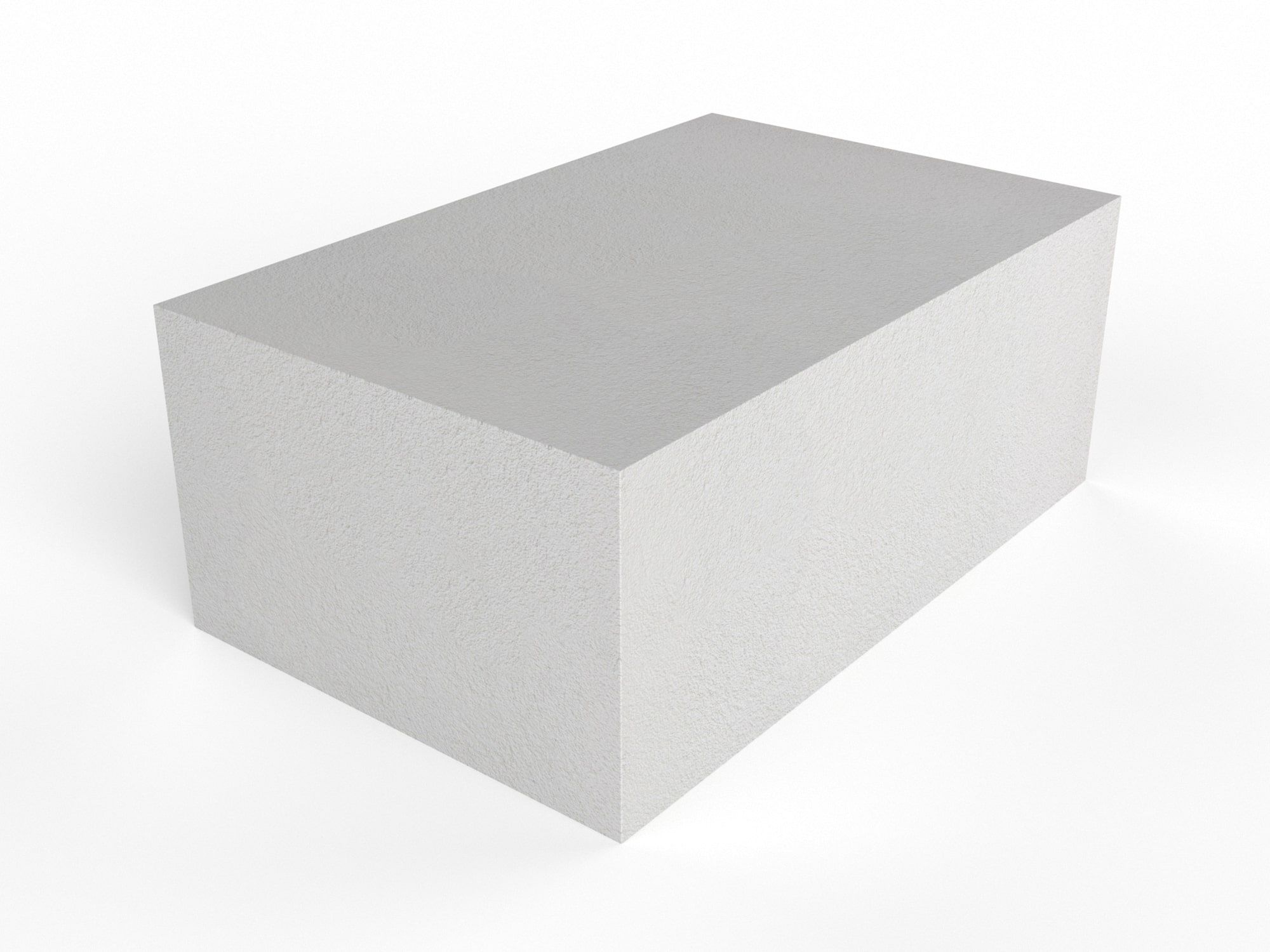 Их оболочка состоит из извести или цемента. Именуется сырье ячеистым из-за своей структуры, и обладает небольшим весом.
Их оболочка состоит из извести или цемента. Именуется сырье ячеистым из-за своей структуры, и обладает небольшим весом.
Особенности выбора
С каждым годом технология совершенствуется, и сырье становится дешевле. Это связано с применяемой технологией производства и затратами на покупку сырья. К простым и, одновременно, недорогим решениям относится ячеистый бетон. Газоблоки представляют собой разновидность пористого бетона, который, по сути, является подвидом искусственного камня. В его составе имеется ряд ячеек. Для изготовления используется газообразователь, цемент и кварцевый песок. Также может добавляться гипс, зола или известь. После продолжительного температурного воздействия и высокого давления, происходит ряд химических реакций, которые и способствуют формированию пор.
При выборе газоблоков следует обращать внимание на такие критерии выбора:
- Стоимость.
- Методика применяемого строительного процесса.
- Допустимая нагрузка на стены (возведение здания на несколько этажей).
- Теплотехнические показатели.
- Пропорциональность кладки.
- Габариты используемых блоков.
- Бренд-производитель.

Поиск каналов сбыта газобетона
Самый сложный этап организации бизнеса – это поиск каналов сбыта газоблоков. Чтобы производство заработало в полную силу, нужно постоянно продавать продукцию. Найти покупателей не так просто – большинство компаний-застройщиков уже сотрудничают с другими поставщиками строительных материалов.
Рекламировать свою продукцию можно разными способами:
- расклеить объявления на въезде в строящиеся коттеджные посёлки, на выезде из города;
- дать рекламу в газеты;
- разместить объявления о продаже газобетона на бесплатных и платных площадках в интернете;
- связываться напрямую с застройщиками и предлагать им продукцию по выгодной цене;
- создать сайт и продвигать его.
Особенность бизнеса – сезонность. Спрос на строительные материалы возрастает в тёплое время года. Этот фактор нужно учитывать при организации. Хорошо, если запуск производства придётся на конец февраля – начало марта. Тогда в распоряжении предпринимателя будет достаточно времени для наработки постоянных заказчиков.
Этот фактор нужно учитывать при организации. Хорошо, если запуск производства придётся на конец февраля – начало марта. Тогда в распоряжении предпринимателя будет достаточно времени для наработки постоянных заказчиков.
Обзор заводов по производству газосиликатных блоков
Завод газосиликатных блоков представляет собой крупное или среднее промышленное предприятие, которое специализируется на изготовлении газосиликатных блоков по собственной или интегрированной технологии. Развитие строительной отрасли в последние годы в нашей стране повлекло за собой увеличение количества заводов по изготовлению газосиликата. Не последнюю роль в этом сыграла и правительственная программа по обеспечению населения доступным жильем. В городской черте, а также в сельской местности возросло количество малоэтажных объектов.
Развитие строительной отрасли в последние годы в нашей стране повлекло за собой увеличение количества заводов по изготовлению газосиликата. Не последнюю роль в этом сыграла и правительственная программа по обеспечению населения доступным жильем. В городской черте, а также в сельской местности возросло количество малоэтажных объектов.
Газосиликат, будучи доступным строительным материалом с низкими показателями теплопроводности, в последнее время начал активно применяться в строительстве малоэтажных домов, торгово-развлекательных центров и других объектов. На территории России сегодня действует большое количество различных производств газосиликата, около десяти из которых являются крупными заводами газосиликатных блоков. Рассмотрим несколько наиболее известных из них.
Заводы по производству газосиликатных блоков НЛМК и ЛЗИД в городе Липецк производят продукцию по технологии известного бренда Hebel. Непосредственно сама торговая марка принадлежит крупной немецкой фирме Xella, которая была образована в 2003 году путем слияния воедино трех германских компаний: Ytong AG, Haniel-BauIndustrie GmbH и Fels-Werke GmbH. Первым заводом, который начал производить газосиликатные блоки Hebel в России, стал ОАО «Липецкий завод изделий домостроения», производственная линия которого была налажена в 1995 году. Газосиликатные блоки Hebel получили широкую известность на всей территории Европы благодаря своему качеству, высоким показателям прочности, ровности геометрии и низкой теплопроводности.
Первым заводом, который начал производить газосиликатные блоки Hebel в России, стал ОАО «Липецкий завод изделий домостроения», производственная линия которого была налажена в 1995 году. Газосиликатные блоки Hebel получили широкую известность на всей территории Европы благодаря своему качеству, высоким показателям прочности, ровности геометрии и низкой теплопроводности.
Заводы НЛМК и ЛЗИД выпускают газосиликатные блоки марок D400, D500 и D600. Газосиликатные блоки D400 имеют теплоизоляционно-конструкционное назначение и обладают следующими характеристиками: длина 600милииметров, толщина 50-500 мм, высота 350 миллиметров, прочность на сжатие равна 25 кгс/см², теплопроводность 0,10 Вт/м`С, а морозостойкость составляет 25 циклов. Блоки этой марки часто используются для утепления стен, закладки проемов, а также могут применяться для возведения одноэтажных хозяйственных построек небольшой площади. Газобетонные блоки Hebel D500 имеют длину 600мм, толщину 50-500 мм, высоту 250 миллиметров. Их морозостойкость составляет 25 циклов, прочность 35 кгс/см², а теплопроводность равна 0,12 Вт/м`С. Данная марка блоков используется для возведения несущих стен при строительстве одно- или двухэтажных зданий, для строительства ненесущих стен и перегородок. Блоки марки D600 обладают следующими характеристиками: длина 600миллиметров, толщина 50-500 мм, высота 250 миллиметров. Их прочность составляет 45 кгс/см², морозостойкость включает 35 циклов, а теплопроводность равна Вт/м`С.
Их морозостойкость составляет 25 циклов, прочность 35 кгс/см², а теплопроводность равна 0,12 Вт/м`С. Данная марка блоков используется для возведения несущих стен при строительстве одно- или двухэтажных зданий, для строительства ненесущих стен и перегородок. Блоки марки D600 обладают следующими характеристиками: длина 600миллиметров, толщина 50-500 мм, высота 250 миллиметров. Их прочность составляет 45 кгс/см², морозостойкость включает 35 циклов, а теплопроводность равна Вт/м`С.
Технология изготовления газобетона в домашних условиях
- Все компоненты сырья смешиваются в определенных пропорциях.
- Смесь тщательно перемешивается в воде.
- Подготовленные формы заполняют полученным раствором.
- Материал подгоняется под формы, после чего выдерживается, для того чтобы набрать необходимую прочность.
Для домашнего производства блоков газобетона понадобится такое оборудование:
- смеситель, для того чтобы качественно смешать все компоненты и газообразователь;
- формы для изготовления блоков предназначены для того, чтобы придавать материалу правильные геометрические размеры;
- металлические струны, с их помощью можно срезать излишки смеси с верха форм.

На сегодняшний день возможно приобрести специальную установку – смеситель, задача которого – самостоятельное изготовление газобетона. Здесь компоненты будут автоматически дозироваться и смешиваться. Применяя такое оборудование, можно значительно облегчить и упростить процесс изготовления газоблочных изделий. Поскольку газобетоносмесители очень мобильны, весь процесс можно проводить непосредственно на месте строительства. При этом транспортные расходы могут быть значительно снижены или даже совсем исключены.
Первый этап процесса заключается в том, что все компоненты должны быть тщательно перемешаны, при этом необходимо, чтобы по всему объему сухой смеси алюминиевая пудра была распределена равномерно. Затем сухую смесь закладывают в бетономешалку, во вращающийся барабан, куда заранее наливается вода. Оборудование поможет достигнуть того, чтобы все компоненты были соединены наилучшим образом.
Чтобы организовать производство газоблока в домашних условиях, понадобятся формы. Их можно изготовить из металлических листов. Наилучший вариант – формы разборного типа, при помощи которых можно быстро и без проблем производить процесс выемки готовых блоков. Разумеется, материал получится изготавливать в небольших объемах, но вполне достаточных для частной застройки.
Их можно изготовить из металлических листов. Наилучший вариант – формы разборного типа, при помощи которых можно быстро и без проблем производить процесс выемки готовых блоков. Разумеется, материал получится изготавливать в небольших объемах, но вполне достаточных для частной застройки.
Заливку готовой смеси в формы производят таким образом, чтобы форма была заполнена лишь наполовину. Процесс химической реакции воды и алюминиевой пудры обеспечивает выделение газа. Внутри раствора появятся пузырьки, после чего масса расширится почти вдвое.
К следующему этапу работ можно приступать только после того, как оканчивается химическая реакция – это примерно 6 часов. Иногда раствор настолько разбухает, что поднимается над краем формы. Чтобы выровнять блоки точно по краю, выступающую массу срезают металлической струной. После этого блочный материал, не вынимая из форм, складируют по навесом или в закрытом помещении. Он должен простоять так около 12 часов.
По окончании этого срока формы распаковываются, готовые блоки складируют в один ряд. Прочность, которая необходима для складирования, газобетон наберет в течение двух суток. Для строительства блоки можно использовать недели через четыре – к этому времени материал набирает марочную прочность.
Прочность, которая необходима для складирования, газобетон наберет в течение двух суток. Для строительства блоки можно использовать недели через четыре – к этому времени материал набирает марочную прочность.
Производство газобетонных блоков: особенности технологии производства газобетона
Производство газобетонных блоков сегодня активно ведется во многих странах по всему миру. Это обусловлено растущей популярностью данного строительного материала в современном строительстве. Он легок и пожароустойчив. Здания, построенные из него, отлично сохраняют тепло.
Официальная история газобетона берет сове начало в 1924 году, когда шведский архитектор по имени Аксель Эрикссон после долгих испытаний нашел оптимальный рецепт газобетона и запатентовал свое изобретение. Крупное производство газобетонных блоков было начато спустя пять лет после этого и постепенно распространилось по всему миру. Однако и до Эрикссона строители пытались изобрести легкий ячеистый бетон. Так изначально в качестве пенообразующего вещества в цементно-известковый раствор добавляли бычью кровь.
Однако трудность заключалась в том, что этот ингредиент сложно получить в больших объемах. Случайным образом кровь была заменена на мыльный корень. Но и этот компонент не позволил активно применять ячеистый бетон в масштабном строительстве. В середине двадцатого века американские изобретатели, основываясь на исследованиях Эрикссона, определили, что ячеистый бетон получится качественным, если производство газобетонных блоков будет основано на реакции между известью и алюминием. Именно эта технология, в основе своей, применяется и по сей день.
Для производства газобетонных блоков используется портландцемент высокого качества, негашеная известь, чистый кварцевый песок, вода и алюминиевый порошок. Эти компоненты тщательно перемешиваются в смесителе. Получившаяся однородная масса заливается в формы, где выстаивается в течение, примерно, трех часов. За это время бетон схватывается, происходит его, так называемое, вспучивание. Благодаря реакции, в которую вступают известь и алюминий, газобетон увеличивается в объеме за счет образования в нем специфических пор. Сферические воздушные поры диаметром около 2 миллиметров образуются за счет выделения водорода. Эти мелкие ячейки распределяются по всей структуре бетона. Слегка затвердевший ячеистый бетон аккуратно отправляется на линию высокоточной резки, где разрезается на блоки нужных размеров с помощью прочных стальных струн диаметром 0,8 миллиметров. Такая технология используется на больших производственных линиях, например, при изготовлении газобетонных блоков Ytong. То есть, сначала готовится большой бетонный пласт, из которого вырезаются готовые изделия.
Сферические воздушные поры диаметром около 2 миллиметров образуются за счет выделения водорода. Эти мелкие ячейки распределяются по всей структуре бетона. Слегка затвердевший ячеистый бетон аккуратно отправляется на линию высокоточной резки, где разрезается на блоки нужных размеров с помощью прочных стальных струн диаметром 0,8 миллиметров. Такая технология используется на больших производственных линиях, например, при изготовлении газобетонных блоков Ytong. То есть, сначала готовится большой бетонный пласт, из которого вырезаются готовые изделия.
Также существует производство газобетонных блоков, в котором применяются кассетные формы. Это металлические формы, которые внутри разделены горизонтальными и вертикальными перегородками (наподобие решетки). Каждая внутренняя ячейка кассетной формы соответствует размеру будущего газобетонного блока. Раствор заливается в кассетную форму и также в течение нескольких часов проходит стадию первичного твердения. Основная разница заключается в том, что газобетонные блоки не вырезают из бетонного пласта, а извлекают из ячеек кассетной формы.
Технология изготовления газобетона + Видео как делают
Сырье
Будущему производителю необходимо наладить поставки портландцемента марок 300, 400, 500, параметры которого должны соответствовать ГОСТ 970-61. Также потребуются:
- кварцевый песок, зола унос ТЭЦ, маршалит или другой кремнеземистый компонент;
- чистая вода;
- известь;
- газообразующий компонент, например, алюминиевая пудра;
- специфические добавки, ускоряющие твердение газобетона и улучшающие параметры готовых блоков.
Важно проконтролировать качество сырья, поскольку наличие примесей негативно сказывается на процессе газовыделения, что чревато браком. В целом рецептура подбирается индивидуально
При отсутствии опыта в отрасли производства газобетона желательно привлечь профессионального технолога
В целом рецептура подбирается индивидуально. При отсутствии опыта в отрасли производства газобетона желательно привлечь профессионального технолога.
Если поиск оптимальной рецептуры своими силами экономически не рентабелен или по тем или иным причинам невозможен, производство газобетона можно наладить на основе готовых смесей. Они поставляются в сухом виде, а для замешивания потребуется лишь добавить нужное количество воды.
Описание процесса
Производство блоки из газобетона проводят в строгом соответствии с ГОСТ 21520-89 «Блоки из ячеистых бетонов стеновые мелкие. Технические условия» и ГОСТ 31360-2007 «Изделия стеновые неармированные из ячеистого бетона автоклавного твердения. Технические условия».
Сам технологический цикл включает следующие этапы производства:
Приемка и проверка характеристик сырья.
Дозирование шлама, подогрев и предварительное смешивание. Нужное количество сырья для производства автоматически подается в ванну-дозатор, где смешивается и подогревается при помощи острого пара до 40-45° С.
Помол и смешивание. Компоненты перемешиваются до получения смеси нужной консистенции в газобетономешалке пропеллерного типа.
Формирование будущих блоков. Посредством резинотканевых рукавов состав заливается в формы, предварительно смазанные минеральным маслом, что необходимо для облегчения выемки блоков из форм.
Вспучивание, схватывание и твердение
Важное условие – температура в цехе не должна опускаться ниже +25° С. В ходе вспучивания у газобетона образуется «горбушка», которая затем срезается механическим либо ручным инструментом
Резка блоков. Затвердевшая масса извлекается из форм и нарезается на блоки установленного размера.
Автоклавирование. Блоки помещаются на вагонетки в 2-3 яруса и подаются в автоклав, где приобретают установленные стандартами параметры.
Приемо-сдаточный контроль. Каждая партия изделий проходит приемо-сдаточные испытания. В ходе них определяются соответствие размеров, прямолинейности ребер, разности длин диагоналей, глубины отбитости углов и ребер, средней плотности, прочности на сжатие установленным стандартам. Всё это фиксируется в сопроводительной документации. Порядок проведения испытаний регулируется ГОСТ 31360-2007.
Порядок проведения испытаний регулируется ГОСТ 31360-2007.
Упаковка и хранение. Готовые газобетонные блоки укладываются в штабели и фиксируются термоусадочной пленкой либо другим способом, обеспечивающим отсутствие повреждений. Поскольку газобетон является гигроскопичным материалом, хранить его необходимо на поддонах в условиях, обеспечивающих защиту от действия влаги.
Существует два способа производства газобетона: мокрый и сухой. С экономической точки зрения первый является более выгодным. В этом случае кремнеземистый компонент с известью перемалывается в присутствии подогретой воды с выделением шлама. Сухой способ производства предусматривает помол и смешивание при помощи шаровых мельниц. Далее шлам поступает на сито для удаления крупных фракций, оттуда – в сборник, а затем – в шламовый бассейн, где подвергается непрерывному помешиванию и барботажу.
Видео:
Сопроводительная документация на продукцию
В соответствии с ГОСТ 31360-2007, реализация каждой партии газобетонных блоков должна сопровождаться документом, удостоверяющим качество продукции. В нем указывают:
В нем указывают:
- наименование и адрес компании-производителя;
- назначение газобетонных блоков;
- условное обозначение продукции;
- объем партии;
- типоразмеры блоков;
- марку по средней плотности;
- класс по прочности на сжатие;
- удельную эффективную активность естественных радионуклидов;
- коэффициент теплопроводности в сухом состоянии;
- коэффициент паропроницаемости;
- дату выдачи документа, его номер;
- указание на действующий стандарт.
При этом клиент имеет право на проведение испытаний в независимой лаборатории для подтверждения качества блоков.
IRJET-Запрошенная вами страница не найдена на нашем сайте Январь 2022 г. Выполняется публикация…
Просмотр статей
IRJET Получено «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь Система контроля качества.
IRJET приглашает статьи из различных технических и научных дисциплин для тома 9, выпуск 1 (январь 2022 г. ) Документы
) Документы
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET Получил сертификат о регистрации ISO 9001:2008 для своей системы управления качеством.
IRJET приглашает статьи из различных технических и научных дисциплин для тома 9, выпуск 1 (январь 2022 г.) Документы
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET Получил сертификат о регистрации ISO 9001:2008 для своей системы управления качеством.
IRJET приглашает статьи из различных технических и научных дисциплин для тома 9, выпуск 1 (январь 2022 г.) Документы
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET Получил сертификат о регистрации ISO 9001:2008 для своей системы управления качеством.
IRJET приглашает статьи из различных технических и научных дисциплин для тома 9, выпуск 1 (январь 2022 г. ) Документы
) Документы
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET Получил сертификат о регистрации ISO 9001:2008 для своей системы управления качеством.
IRJET приглашает статьи из различных технических и научных дисциплин для тома 9, выпуск 1 (январь 2022 г.) Документы
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET Получил сертификат о регистрации ISO 9001:2008 для своей системы управления качеством.
IRJET приглашает статьи из различных технических и научных дисциплин для тома 9, выпуск 1 (январь 2022 г.) Документы
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET Получил сертификат о регистрации ISO 9001:2008 для своей системы управления качеством.
IRJET приглашает статьи из различных технических и научных дисциплин для тома 9, выпуск 1 (январь 2022 г. ) Документы
) Документы
IRJET Получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Подтвердить здесь
IRJET Получил сертификат о регистрации ISO 9001:2008 для своей системы управления качеством.
6485_Wehrhahn_Folder_PB_GB_RZ.indd
%PDF-1.3 % 79 0 объект >]/Pages 74 0 R/Type/Catalog/ViewerPreferences>>> эндообъект 75 0 объект >поток 2016-11-25T15:07:37+01:002017-05-23T13:09:03+02:002017-05-23T13:09:03+02:00Adobe InDesign CS5 (7.0.1)
 DID: 8CA11274072068118083F93BD62741CBXMP.DID: F77F1174072068118C14B74C1100910D: PDF1
DID: 8CA11274072068118083F93BD62741CBXMP.DID: F77F1174072068118C14B74C1100910D: PDF1 iid:FD7F1174072068118C14B74C1100910D2012-12-14T10:47:58+01:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные iid:30CD47AC162068118C14B74C1100910D2012-12-14T11:13:06+01:00Adobe InDesign 7.0/;/метаданные
iid:FD7F1174072068118C14B74C1100910D2012-12-14T10:47:58+01:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные iid:30CD47AC162068118C14B74C1100910D2012-12-14T11:13:06+01:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные
0/;/метаданные iid:C1B2042E1A2068118C14B74C1100910D2012-12-14T11:48:10+01:00Adobe InDesign 7.0/;/метаданные
iid:C1B2042E1A2068118C14B74C1100910D2012-12-14T11:48:10+01:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные
0/;/метаданные iid:211C9DB3202068118C14B74C1100910D2012-12-14T12:24:53+01:00Adobe InDesign 7.0/;/метаданные
iid:211C9DB3202068118C14B74C1100910D2012-12-14T12:24:53+01:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные
0/;/метаданные iid:3AFEAB0F252068118C14B74C1100910D2012-12-14T12:56:25+01:00Adobe InDesign 7.0/;/метаданные
iid:3AFEAB0F252068118C14B74C1100910D2012-12-14T12:56:25+01:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные
0/;/метаданные iid:BCC5F75C272068118C14B74C1100910D2012-12-14T13:22:44+01:00Adobe InDesign 7.0/;/метаданные
iid:BCC5F75C272068118C14B74C1100910D2012-12-14T13:22:44+01:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные
0/;/метаданные iid:F5119CC12A2068118C14B74C1100910D2012-12-14T13:38:40+01:00Adobe InDesign 7.0/;/метаданные
iid:F5119CC12A2068118C14B74C1100910D2012-12-14T13:38:40+01:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные
0/;/метаданные iid:82078E023A2068118C14B74C1100910D2012-12-14T15:26:02+01:00Adobe InDesign 7.0/;/метаданные
iid:82078E023A2068118C14B74C1100910D2012-12-14T15:26:02+01:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные iid:C2A9872042206811822AD17923BA442A2013-02-15T17:18:07+01:00Adobe InDesign 7.0/;/метаданные
0/;/метаданные iid:C2A9872042206811822AD17923BA442A2013-02-15T17:18:07+01:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные
0/;/метаданные iid:C1E0127407206811822AF04D5CB9093C2013-02-19T11:08:48+01:00Adobe InDesign 7.0/;/метаданные
iid:C1E0127407206811822AF04D5CB9093C2013-02-19T11:08:48+01:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные
0/;/метаданные iid:3A3D097A20206811822AF04D5CB9093C2013-02-19T14:07:55+01:00Adobe InDesign 7.0/;/метаданные
iid:3A3D097A20206811822AF04D5CB9093C2013-02-19T14:07:55+01:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные
0/;/метаданные68118083B3F2026A59212013-03-26T12:42:11+01:00Adobe InDesign 7.0/;/метаданные
 iid:3808DB3D152068118083B3F2026A59212013-03-26T17:43:25+01:00Adobe InDesign 7.0/;/метаданные
iid:3808DB3D152068118083B3F2026A59212013-03-26T17:43:25+01:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные
0/;/метаданные iid:D413E7C34C2068118A6DA0F73B1C140F2013-04-03T19:14:03+02:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные
iid:D413E7C34C2068118A6DA0F73B1C140F2013-04-03T19:14:03+02:00Adobe InDesign 7.0/;/метаданные 0/;/метаданные iid:659
iid:659072068118083B8CAB4DA62CD2013-04-05T10:13:38+02:00Adobe InDesign 7.0/;/метаданные
072068118083B8CAB4DA62CD2013-04-05T10:29:06+02:00Adobe InDesign 7.0/;/метаданные
 0/;/метаданные
0/;/метаданные13-04-05T17:30:39+02:00Adobe InDesign 7.0/;/метаданные
 iid:39201493182068118083C84FB228BEA72014-01-17T11:56:07+01:00Adobe InDesign 7.0/метаданные
iid:39201493182068118083C84FB228BEA72014-01-17T11:56:07+01:00Adobe InDesign 7.0/метаданные 0/метаданные
0/метаданные DID: CC648F1F232068118222AE9A4826EAEA3BXMP.DID: F77F1174072068118C14B74C1100910DDEFault10439Application / PDF
DID: CC648F1F232068118222AE9A4826EAEA3BXMP.DID: F77F1174072068118C14B74C1100910DDEFault10439Application / PDF 00230331Helvetica Neue4261294832PostScript57122
00230331Helvetica Neue4261294832PostScript57122 0 0,0 524,409 841,89]/Тип/Страница>>
эндообъект
1 0 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/Shading>/XObject>>>/Rotate 0/TrimBox[0.0 0.0 524,409 841,89]/Type/Page>>
эндообъект
12 0 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/Shading>/XObject>>>/Rotate 0/TrimBox[0.0 0.0 524,409 841,89]/Type/Page>>
эндообъект
18 0 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/Shading>/XObject>>>/Rotate 0/TrimBox[0.0 0,0 524,409 841,89]/Тип/Страница>>
эндообъект
24 0 объект
>/ProcSet[/PDF/ImageC]/XObject>>>/Поворот 0/TrimBox[0.0 0.0 524,409 841,89]/Тип/Страница>>
эндообъект
28 0 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/Shading>/XObject>>>/Rotate 0/TrimBox[0.0 0.0 524,409 841,89]/Type/Page>>
эндообъект
36 0 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/Shading>/XObject>>>/Rotate 0/TrimBox[0.0 0.0 524,409 841,89]/Type/Page>>
эндообъект
47 0 объект
>/Font>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Rotate 0/TrimBox[0.0 0,0 524,409 841,89]/Тип/Страница>>
эндообъект
48 0 объект
>поток
H|VMs6Wj#om9q’XL’t(L_@J»jHۇxr(PY@Bx$Ih(LI£rDQ
O 18 c~pt.
0 0,0 524,409 841,89]/Тип/Страница>>
эндообъект
1 0 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/Shading>/XObject>>>/Rotate 0/TrimBox[0.0 0.0 524,409 841,89]/Type/Page>>
эндообъект
12 0 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/Shading>/XObject>>>/Rotate 0/TrimBox[0.0 0.0 524,409 841,89]/Type/Page>>
эндообъект
18 0 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/Shading>/XObject>>>/Rotate 0/TrimBox[0.0 0,0 524,409 841,89]/Тип/Страница>>
эндообъект
24 0 объект
>/ProcSet[/PDF/ImageC]/XObject>>>/Поворот 0/TrimBox[0.0 0.0 524,409 841,89]/Тип/Страница>>
эндообъект
28 0 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/Shading>/XObject>>>/Rotate 0/TrimBox[0.0 0.0 524,409 841,89]/Type/Page>>
эндообъект
36 0 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/Shading>/XObject>>>/Rotate 0/TrimBox[0.0 0.0 524,409 841,89]/Type/Page>>
эндообъект
47 0 объект
>/Font>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Rotate 0/TrimBox[0.0 0,0 524,409 841,89]/Тип/Страница>>
эндообъект
48 0 объект
>поток
H|VMs6Wj#om9q’XL’t(L_@J»jHۇxr(PY@Bx$Ih(LI£rDQ
O 18 c~pt. V&5φz:GY=8 $?IF1j](Ƞk*d5;{G+竻Uplˬl9o`wgͶz,j6 +9dm1`+S [vWjLVPҫU$eķϼFy#
V&5φz:GY=8 $?IF1j](Ƞk*d5;{G+竻Uplˬl9o`wgͶz,j6 +9dm1`+S [vWjLVPҫU$eķϼFy#300 000 м3/год Автоклавный блочный кирпич/автоклавный газобетон Котировки оборудования для производства бетона в режиме реального времени, цены последней продажи -Okorder.com
Описание продукта:
Оборудование для производства блочного кирпича/автоклавного газобетона (300 000 м³/год)
Описание продукта:
Мы производим 4.0 м, 4,2 м, 4,8 м и 6 м серии высокопроизводительных линий по производству газобетона для Ближнего Востока, Африки и Юго-Восточной Азии и т. д. Весь набор оборудования для производства газобетона, который мы производим, стал универсальным продуктом для отечественных новых и существующих заводы с вентиляцией. В будущем газобетонные блоки станут доминирующим стеновым материалом.
Процесс производства:
1. Хранение и поставка сырья
2. Переработка сырья
3. Дозирование и розлив
Дозирование и розлив
4.Резка
5. Группировка и ведение процесса
6. Пропаривание в автоклаве
7. Окончательный продукт упаковка
Принцип продукта
67Технологическая ориентация
Производство и применение газированного бетона имеет историю более чем 40 лет в Китае. С технологической точки зрения, в высококачественных продуктах можно использовать специальную технологию песчаной суспензии размером 3 мм, чтобы удовлетворить потребности в строительстве и добиться 50-процентного энергосбережения.(Если растворный шов менее 3 мм, примите коэффициент теплопроводности стены за 1; если растворный шов более 3 мм, примите коэффициент теплопроводности стены за 1,5). Исходя из истории развития газобетона, только высококачественная продукция может обеспечить процветающий рынок. Таким образом, технология позволяет производить продукцию высокого класса в соответствии с китайским стандартом GB11968-2006.
Производственная мощность
Основная производственная мощность нашего завода составляет 50 000 м³, 100 000 м³, 150 000 м³, 200 000 м³, 300 000 м³ и т. д.Продукт представляет собой легкие по весу газобетонные блоки. Также есть резервирование плиты с учетом потребностей пользователей.
д.Продукт представляет собой легкие по весу газобетонные блоки. Также есть резервирование плиты с учетом потребностей пользователей.
Проектирование производственной линии.
В том числе: чертеж рабочего процесса завода, чертежи земельного строительства, чертежи силовых работ, чертежи движущей силы для работы, чертежи защиты от пыли, чертежи водоснабжения и водоотведения и чертеж конструкции воздухопровода.
Техническое руководство строительного завода
В том числе: консультации по установке, руководство по установке оборудования, организация подготовки производства и т. д.
Предоставление технической информации по созданию завода
Включая: часть системы управления заводом, все посты, подотчетность производственной линии, технологические правила, правила безопасности, установление квоты персонала и постов, инструменты подготовки производства справочник, лабораторные приборы, каталоги продукции и методы испытаний.
Особенности продукта:
· Простая и практическая эксплуатация
· Отходы и вода могут быть переработаны во время эксплуатации
· Оборудование имеет более высокую степень автоматизации
· Окончательные продукты имеют скорость производства ≥ 98 %
· Хорошая стоимость производительности
· Немецкий дизайн
· Продукты соответствует требованиям 04 ~ 07 класс блоков, указанных в GB11968-2006
Приложения продукта:
Технические характеристики продукта:
См.ком?
A1: Все продукты, предлагаемые OKorder.com, тщательно отобраны из самых надежных производственных предприятий Китая. Благодаря сертификатам ISO OKorder.com придерживается самых высоких стандартов и приверженности безопасности цепочки поставок и удовлетворенности клиентов.
Q2: Как мы гарантируем качество нашей продукции?
A2: Мы создали передовую систему управления качеством, которая проводит строгие проверки качества на каждом этапе, от сырья до конечного продукта. В то же время мы предоставляем обширные гарантии последующего обслуживания по мере необходимости.
В то же время мы предоставляем обширные гарантии последующего обслуживания по мере необходимости.
AAC Plant — Производитель автоклавного газобетона из Ахмадабада
| Способ автоклавного Газобетон | |
| Автоматика Оценка | |
| Емкость 50000-300000 м3 / год | |
| Марка Лакшми En-Fab | |
| Напряжение 220 -440 В | |
| Расход воды | 300 л/м3 |
Система дозирования: Заливочно-смесительная машина является основным оборудованием в цехе дозирования заливки покрытия на производственной линии AAC.После дозирования различные виды сырья и воды будут заливаться в цилиндр этой разливочно-смесительной машины, а затем все они будут смешаны вместе в ожидаемую суспензию, которая будет подходящей для последующей заливки. После открытия выпускного дроссельного клапана суспензия будет вылита в форму для предварительного отверждения.
Наклонный кран: Наклонный кран поворачивает блок (с формой и боковой пластиной) на 90 градусов в воздухе, затем подвешивает на режущую платформу или режущую тележку для извлечения из формы и резки.Кроме того, групповые пресс-формы после расформовки и боковые пластины возвращаются обратно. После группировки их подвешивают к обратной линии заливки для выполнения цикла заливки.
Группировочный кран: После резки кран для полуфабрикатов вручную блокирует на машине для пропаривания и группирует перед подачей в автоклав. Это устройство имеет простую структуру, подходящее управление, хорошее качество и простоту обслуживания. Группировка перегрузочного жмыха краном, паровой тележкой, боковой плитой в правильном положении требует без повреждения жмыха.
Коробка для пресс-форм: Пресс-форма является ключевым оборудованием, включенным в производственную линию газобетона. При заливке суспензии в форму она будет подвергаться предварительной выдержке с возникновением пенообразования, после чего будет готов «кек» для последующей разделки.
Боковая пластина: Боковая пластина — это инструмент, который сочетается с коробкой формы для процесса заливки и предварительного отверждения. А также несем торт на готовую нарезку и отправляемся в автоклав. Мы также можем сказать, что боковая пластина используется для переноски блока AAC для резки штабеля и пара.
Паровая тележка: Паровая тележка — это инструмент, который выводит из автоклава боковые пластины формы, а также корпус блока. Паровая тележка выдерживает высокую температуру и давление, поэтому требуется высокотемпературный подшипник, а также тяжелая конструкция.
Станок для резки: Станок для резки является ключевым оборудованием в производственной линии AAC. Принцип работы заключается в том, что вешалка для плитки поворачивает форму на 90 градусов в воздухе, открывает форму и переносит блок на тележку для резки вместе с боковая пластина.Режущая машина приводилась в движение двигателем. Блок будет приводиться в движение для горизонтальной и вертикальной резки. Тележка для резки перемещается к подъемнику для полуфабрикатов, а подъемник загружает нарезанный блок на тележку перед автоклавом для группировки. Режущая тележка вернется для новой круглой резки.
Тележка для резки перемещается к подъемнику для полуфабрикатов, а подъемник загружает нарезанный блок на тележку перед автоклавом для группировки. Режущая тележка вернется для новой круглой резки.
Автоклав: Автоклав AAC представляет собой крупногабаритное паровое оборудование. Автоклав является одним из большинства устройств для процесса газобетона, который может влиять на прочность и качество продукции путем отверждения паром и высоким давлением.Автоклав AAC — это сосуд под давлением и ключевое оборудование в производстве газобетона и автоклавного кирпича. Он применим для отверждения разрезанного тела или кирпича при высокой температуре и высоком давлении. Рабочая среда – насыщенный водяной пар.
Основные части состоят из корпуса автоклава, крышки, редуктора с ручным управлением, безопасного блокирующего устройства, опорной седловины, расходомера клапана и т. д. Корпус представляет собой принципиальное цилиндрическое устройство, изготовленное из стали. Мы изготовляем широкий диапазон Автоклавов, которые предпочтены для их высокого предела прочности и лучшего срока службы.Изготовленные с помощью передовых технологий, эти устройства тщательно проверяются на предмет качества для обеспечения лучших результатов.
Мы изготовляем широкий диапазон Автоклавов, которые предпочтены для их высокого предела прочности и лучшего срока службы.Изготовленные с помощью передовых технологий, эти устройства тщательно проверяются на предмет качества для обеспечения лучших результатов.
Яма для приготовления навозной жижи: Это емкость для навозной жижи, в которой мы храним навозную жижу с низкой скоростью вращения, чтобы предотвратить осаждение навозной жижи.
Дополнительная информация:
- Условия оплаты Pay Mode: T / T (банковский перевод)
- Производственная мощность: 30 — 1000 Кубический счетчик
- Срок доставки: 3 месяца
Запуск газобетонного блока Производственная линия
- Акфа Групп
- 11 АВГУСТА 2020 ГОДА

Сегодня строительный рынок стремительно расширяется: увеличивается количество строительных компаний, нуждающихся в продукции, отвечающей современным требованиям.
Проанализировав рынок строительных товаров и констатировав высокий спрос на энергосберегающие строительные компоненты, группа компаний AKFA приняла решение о запуске завода по производству импортозамещающих газобетонных блоков.
Газобетон — современный строительный материал, разновидность газобетона, представляющий собой искусственный камень со сферическими замкнутыми, но сообщающимися порами диаметром 1-3 мм, равномерно распределенными по всему объему. По технологии окончательной обработки газобетон подразделяется на «автоклавный» газобетон и «неавтоклавный».
Особенности автоклавного газобетона, стоит отметить следующие его свойства:
- огнестойкость
- теплоизоляция
- морозостойкость
- звукоизоляция
- экологичность
- паронепроницаемость
- долговечность
- сила
Кроме того, газобетонные блоки легче обычного кирпича, что снижает затраты на необходимые фундаментные работы и увеличивает скорость строительных работ на ок. 40% по сравнению с обычным кирпичным строительством. Теплопотери готового здания будут в 3 раза меньше по сравнению со зданием из обычного кирпича.
40% по сравнению с обычным кирпичным строительством. Теплопотери готового здания будут в 3 раза меньше по сравнению со зданием из обычного кирпича.
Перечисленные характеристики делают газобетон практичным строительным материалом, особенно в климатических условиях Узбекистана.
Кроме того, при производстве газобетонных изделий расход газа снижается в 8 раз, а при эксплуатации зданий, возведенных из газобетонных изделий, возможно пятикратное снижение энергозатрат.
Напомним, согласно постановлению Президента Республики Узбекистан «О дополнительных мерах по ускоренному развитию промышленности строительных материалов» поручено увеличить производство газобетонных блоков в 7 раз.
Группа компаний AKFA детально изучила предложения ряда зарубежных поставщиков и провела ряд переговоров.В результате был заключен договор с компанией «Masa GmbH» (Германия) на поставку производственно-технологического оборудования для производства газобетонных блоков.
Компания «Masa GmbH» специализируется на разработке и производстве современного оборудования для промышленного производства силикатного кирпича, газобетонных блоков, изделий из мелкоштучного бетона и других строительных материалов.Выпускаемое оборудование отличается безупречным качеством, повышенной производительностью и быстрой окупаемостью. Также Masa GmbH имеет многолетний опыт работы в сфере монтажа оборудования, что позволяет нам гарантировать организацию производства качественных строительных материалов в соответствии с мировыми отраслевыми стандартами, используемыми в современном строительном бизнесе.
Как основной поставщик, Masa будет координировать работу всех субпоставщиков, участвующих в проекте.
Новый завод, оснащенный автоматизированной линией «Маза» по производству газобетонных блоков автоклавного твердения мощностью до 450 000 м3, разместится в Ташкентской области на площади более 30 000 м2.
К производственному процессу будут привлечены опытные специалисты из зарубежных стран, группа компаний AKFA также планирует создать в общей сложности ок.90 новых рабочих мест в сфере производства, логистики, менеджмента, маркетинга и продаж.
Более 97% сырья, необходимого для производства газобетонных блоков, будет закупаться на месте.
Высокоэффективная технологическая линия, уникальная сырьевая база и выгодное географическое положение позволят группе компаний AKFA стать надежным поставщиком и партнером для строительной отрасли не только Узбекистана, но и Средней Азии.
АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ПЕТРОБЕТОННЫХ БЛОКОВ С ЗОЛЬНЫМ ЗАПОЛНИТЕЛЕМ. Производительность 50 м3/смена
Технические характеристики линии
| Емкость | 50 м 3 /смена (100 м 3 /сутки) |
| Потребляемая мощность | 54 кВт/ч (без нагрева воды) |
| Использование воды | ~13 тонн/смена |
| Использование цемента | ~12,5 тн/смена |
| Утилизация летучей золы | ~10,5 тонн/смена |
| Производство | блоки стеновые мелкие по ГОСТ 21520-89 |
| Требуемая площадь производственного помещения | 500-1000 м 2 |
| Высота потолка в зоне смешения | не менее 6 м* |
| Высота потолка в производственной зоне | не менее 3 м* |
| Температура окружающей среды | не менее +15 o С |
| Требуемый персонал | 6 рабочих, 1 начальник производства/прораб |
ПРЕИМУЩЕСТВА
Автоматизация управления процессами
На производственных линиях используются электронные системы для контроля загрузки и дозирования сырья в зоне смешивания. В системах управления предусмотрены функции регистрации и контроля сырья. Зона смешивания контролируется одним оператором. В зоне раскроя имеется раскройный станок, которым также управляет один оператор. Процесс демонтажа формы и укладки блоков автоматизирован.
В системах управления предусмотрены функции регистрации и контроля сырья. Зона смешивания контролируется одним оператором. В зоне раскроя имеется раскройный станок, которым также управляет один оператор. Процесс демонтажа формы и укладки блоков автоматизирован.
Точность дозирования
Сырье подается на весы с тензодатчиками и весовым контроллером, позволяющим точно дозировать.
Высокая емкость
Высокая производительность обеспечивается автоматизированной системой загрузки и дозирования сырья, а также высокой скоростью заполнения смесителя водой и сырьем.Мощный раскройный станок обеспечивает высокую скорость резки монолита на блоки заданного размера.
Высокое качество
Система автоматизации технологических процессов обеспечивает высокое качество продукции и гарантирует точность дозирования, а также стабильный и однородный состав, что позволяет нам предоставлять качественную и конкурентоспособную продукцию.
СЫРЬЕ ДЛЯ ПРОИЗВОДСТВА ЯБЕТОНА
- Связующее. Портландцемент ПЦ-500 Д0, ПЦ-400 Д20 ГОСТ30515 и ГОСТ 10178 применяется в качестве вяжущего для газобетонных изделий.
- Кремнеземный компонент. Зола-унос применяется для ТЭЦ с содержанием SiO2 не менее 45%, CaO не более 10%, R2O не более 3%, SO3 не более 3%.
- Вода для затворения. Вода соответствует требованиям ГОСТ 23732.
- Разделительная смазка для форм. Смазки для пресс-форм SDF или другие антиадгезионные агенты используются для обеспечения эффективного удаления пресс-форм.
- Укрепляющие агенты. Полипропиленовые волокна диаметром 12 мм используются в качестве армирующего агента.
- Модифицирующие агенты . ГОСТ 24211
- Газообразующие вещества. Алюминиевая пудра или пыль на ее основе применяются в качестве газообразователя.
 Алюминиевая пудра или пыль на ее основе применяются в качестве газообразователя.
Алюминиевая пудра или пыль на ее основе применяются в качестве газообразователя. ОБЗОР ПРОЦЕССА
1. Производство газобетонной смеси
Заполнение миксера водой
Для дозирования воды используется электронный счетчик воды.Оператор участка смешивания набирает необходимое количество воды и запускает цикл загрузки смесителя.
Загрузка сырья в смеситель
Контроллер веса используется для загрузки сырья (цемента, золы-уноса) в весы и реагентов в весы химических добавок. Цемент, зола-унос и добавки транспортируются винтовыми конвейерами. Цемент и летучая зола теперь выгружаются из весов в смеситель. Раствор перемешивают в течение 2–3 минут до достижения однородности.Когда раствор готов, добавки выгружают в смеситель и снова перемешивают газобетонную смесь в течение 1–2 минут.
Оператор контролирует все процессы на участке смешивания в режиме реального времени. Оператор может использовать панель управления для исправления или изменения рецепта, времени смешивания и других параметров процесса.
Оператор может использовать панель управления для исправления или изменения рецепта, времени смешивания и других параметров процесса.
Оборудование поддерживает как ручной, так и автоматический режимы.
2. Монолитный молдинг
По готовности газобетонную смесь разгружают до 0.85 м 3 форма через вентиль смесителя. Форма заполняется за один раз. Состоит из основания и съемных сменных боковин. Перед заполнением форму смазывают и транспортируют в зону смешивания для заполнения.
3. Отверждение газобетонных монолитов
Заполненная форма транспортируется по рельсам в зону твердения (в камеру термообработки), где монолит достигает отрывной прочности. Заказчику рекомендуется предусмотреть герметичные туннельные камеры с полной теплоизоляцией по всем поверхностям.Температура в камере должна быть +30…+40 о С. Достижение отрывной прочности может занять от 3 до 5 часов и зависит от плотности, активности газобетона, типа кремнезема, температуры и т. д.
д.
4. Демонтаж форм и резка массивов
После набора массивом необходимой прочности форму, содержащую массив, передают к демонтажной машине по рельсовым путям, основание формы закрепляют на рельсовом пути. Затем четыре стенки формы снимаются и поднимаются с помощью захвата.После демонтажа формы основу формы и массив переносят на участок резки. Затем свободные стены крепятся к свободному основанию, которое находится на соседней железной дороге. Закрытая форма направляется в секцию заливки. Массив разрезается на блоки заданных размеров на режущем агрегате АРК-004. На раскройном участке расположены два отдельных последовательных модуля для вертикальной и горизонтальной резки массива.
Основание пресс-формы фиксируется захватом на вертикальном модуле, в то время как оператор запускает вертикальный модуль.Двигаясь по направляющим, модуль рассекает массив в вертикальной плоскости и подрезает его с обоих концов. После вертикальной резки формовочное основание с массивом переносится в зону горизонтального модуля, фиксируется захватом, после чего разрезается в горизонтальной плоскости на блоки заданных размеров, а также нижний слой и верхушка срезана. Пока работает горизонтальный модуль, в зону вертикального модуля подается очередной массив. Таким образом, происходит резка двух массивов одновременно, что обеспечивает высокую производительность линии.
Пока работает горизонтальный модуль, в зону вертикального модуля подается очередной массив. Таким образом, происходит резка двух массивов одновременно, что обеспечивает высокую производительность линии.
5. Укладка блоков на поддоны, упаковка и хранение
Форма-основа с вырезанным массивом передается на узел укладки блоков. Основание пресс-формы фиксируется на рельсе. Затем половину распила массива с помощью захвата укладывают на поддон. Для того, чтобы укомплектовать поддон, восемь блоков укладываются вручную. Затем укладывается вторая половина массива, а также восемь блоков вручную (в зависимости от их габаритов).Поддон с блоками обтянут стрейч-пленкой.
6. Блок тепловлажностной обработки
В зависимости от климатической зоны и вида изготавливаемого материала блоки, укладываемые на поддоны, могут набирать сортную прочность на складе готовой продукции или при термовлажностной обработке. Термовлажностная обработка блоков необходима для ускорения набора прочности блоков. Тепловлажностная обработка заключается в том, что блоки выдерживают в камере от 8 до 12 часов при температуре от +40 до 60оС.Режим тепловлажностной обработки также зависит от плотности материала, активности цемента и определяется заказчиком для каждого конкретного вида выпускаемой продукции.
Тепловлажностная обработка заключается в том, что блоки выдерживают в камере от 8 до 12 часов при температуре от +40 до 60оС.Режим тепловлажностной обработки также зависит от плотности материала, активности цемента и определяется заказчиком для каждого конкретного вида выпускаемой продукции.
7. Переработка отходов резки
Режущие модули вырезают монолит с обоих концов, сверху и снизу. Инновационным решением является использование измельчителя отходов DG-1 для переработки отходов резки. Он позволяет измельчать отходы газобетона до частиц размером до 0–30 мм.Измельченный материал можно использовать в качестве насыпного утеплителя крыш, чердаков, пола и т. д. Измельчитель делает производство бетона практически безотходным.
СПЕЦИФИКАЦИЯ ЛИНИИ
Н | Имя | Количество |
Участок хранения, подготовки и отгрузки сырья | ||
| 1 | Шнековый конвейер для цемента (L = 6 м*, мотор-редуктор (Италия), N = 4 кВт) | 1 |
| 2 | Винтовой транспортер золы-уноса (L = 6 м*, мотор-редуктор (Италия), N = 4 кВт) | 1 |
Зона смешивания | ||
| 1 | Электронная система управления (со встроенным счетчиком воды + подкачивающий насос) | 1 |
| 2 | Весовой дозатор (тензодатчики, пневмоклапан, макс. 600 кг) 600 кг) | 1 |
| 3 | Весы химических примесей ДХД-1 (N = 0,5 кВт) | 1 |
| 4 | Газобетономешалка ГБ-0,85 (N = 11 кВт, V = 0,85 м3 3 ) | 1 |
| 5 | Компрессор C200LB40 (500 л/мин, 8–10 атм.) | 1 |
Область резки монолита | ||
| 1 | Автоматизированный раскройный комплекс АРК-004 (Н-19.5 кВт) | 1 |
| 2 | Форма ФМ-0,91 м 3 для газобетонных монолитов (V = 0,91 м 3 ). | 55 |
| 3 | Трансферная тележка | 4 |
| 4 | Комплекс для демонтажа пресс-форм (N = 2,0 кВт) | 1 |
| 5 | Комплекс для укладки блоков на поддоны (N=2.5 кВт) | 1 |
Зона измельчения отходов резки | ||
| 1 | Измельчитель ДГ-1 (N = 4,5 кВт) | 1 |
РАСХОД МАТЕРИАЛА* НА 1 м
3 ЯБЕТОН НЕАВТОКЛАВНЫЙ Д-600| Материал | Количество |
| Цемент (ПЦ500 Д0), кг | 250 |
| Зола-унос, кг | 210 |
| Вода, л | 250 |
| Газообразующий агент, кг | 0,5-1,5 |
| Волокно, кг | 0,6 |
| Химические добавки, кг | ** |
* Рецептуры корректируются с учетом свойств сырья, выбранного заказчиком.
** Тип и количество добавок определяются на этапе проектирования бетона.
ОБЩИЙ
Для снижения затрат заказчика линия поставляется без силоса для цемента, бункера для песка и перил для транспортировки формы. Заказчику предоставляются чертежи для самостоятельного изготовления этих узлов.
Кроме того, заказчик несет ответственность за подогрев воды до +35…+40°С и устройство пропарочных камер.Работа линии в 2 смены требует дополнительных фундаментов опалубки.
Гарантийный срок на поставляемое оборудование составляет 12 месяцев. Комплектация каждой единицы оборудования указана в договоре, паспорте оборудования и Акте сдачи-приемки.
Специалисты «Сибирских строительных технологий» (СКТ) проектируют размещение оборудования на производственном объекте заказчика. Оборудование устанавливается по макету силами и за счет заказчика.Заказчику предоставляется схема расположения оборудования (чертежи) для соответствующих помещений и подробная иллюстрированная инструкция по установке.
После того, как заказчик завершит монтаж и подключение оборудования, СКТ выполняет следующие работы:
• ввод оборудования в эксплуатацию;• конструкция из газобетона;
• оптимизация технологии производства;
• обучение персонала заказчика.
Заказчик несет ответственность за соблюдение всех правил техники безопасности, требований по охране труда и окружающей среды, а также других локальных нормативных актов.
Заказчик берет на себя все расходы по транспортировке и размещению персонала SCT на период проведения работ. Оптимизация технологии включает в себя оптимизацию состава бетона на основе предоставленного заказчиком сырья. SCT предоставляет услуги поддержки.
После ввода оборудования в эксплуатацию заказчику предоставляется техническая документация, включающая:
• технические регламенты на производства;• Диаграмма процесса;
• описание вакансии;
• Инструкции по технике безопасности;
• ГОСТы.

УСЛОВИЯ ПОСТАВКИ
Стоимость указана для EXW-Новосибирск (Россия) и не включает стоимость растаможки и пересылки. Срок изготовления оборудования: от 30 рабочих дней с момента поступления предоплаты.УСЛОВИЯ ОПЛАТЫ
Оплата 1—70% от стоимости контракта в течение 5 дней с момента подписания контракта.
Оплата 2—30% от стоимости контракта в течение 5 дней с момента получения подтверждения о готовности оборудования к отгрузке.
Невероятная линия по производству автоклавных блоков из ячеистого бетона Низкая стоимость Местное послепродажное обслуживание
Повысьте производительность своего производства кирпича с помощью великолепной линии по производству блоков из автоклавного ячеистого бетона . Они доступны на Alibaba.com в заманчивых предложениях, которые вы не можете игнорировать. Линия по производству автоклавных газобетонных блоков премиум-класса обладает непревзойденными качествами, которые были достигнуты благодаря передовым технологиям и изобретениям. Они увеличивают скорость производства кирпича, следовательно, экономят время и энергию. Материалы, используемые в линии по производству блоков из автоклавного ячеистого бетона , являются прочными и долговечными, что обеспечивает длительный срок службы и неизменно более высокую производительность.
Они увеличивают скорость производства кирпича, следовательно, экономят время и энергию. Материалы, используемые в линии по производству блоков из автоклавного ячеистого бетона , являются прочными и долговечными, что обеспечивает длительный срок службы и неизменно более высокую производительность.
Существует обширная коллекция линий по производству блоков из автоклавного ячеистого бетона , включающая различные модели, которые учитывают различные деловые и личные требования для всех видов строительных работ. Alibaba.com стремится информировать всех покупателей о том, что на сайте продаются только высококачественные линии по производству автоклавных газобетонных блоков .Соответственно, поставщики тщательно контролируются, чтобы убедиться, что они соответствуют всем нормативным стандартам. Таким образом, покупатели всегда получают линию по производству автоклавных газобетонных блоков , которая выполняет и превосходит обещанное.
Благодаря непрерывному техническому прогрессу, производители внедрили изобретения, которые снижают потребление энергии на этих линиях по производству ячеистых блоков автоклавного бетона . В результате вы экономите больше денег на топливе и других счетах за электроэнергию. Линия по производству автоклавных блоков из ячеистого бетона также оснащена исключительными характеристиками безопасности, гарантирующими, что они представляют минимальные риски, связанные с операциями.При относительно низких затратах на их приобретение и обслуживание линия по производству автоклавных газобетонных блоков является разумно доступной и предлагает соотношение цены и качества.
Пришло время сэкономить деньги и время, совершая покупки в Интернете на сайте Alibaba.com. Изучите различные линии по производству блоков из автоклавного ячеистого бетона на месте и выберите наиболее привлекательный и подходящий для вас. Если вы ищете индивидуальную настройку в соответствии с конкретными требованиями, найдите линию по производству автоклавных газобетонных блоков и достигните своих целей.